
Abstract
Bentonite is the most common binder used in iron ore pelletisation owing to its good bonding properties in green and dry pellets at both ambient and elevated temperatures. However, due to its high alumina and silica content, it increases the slag volume and energy consumption in downstream processes. Organic binders may be used to replace bentonite; however, they fail to provide strength at a high temperature (700–900°C) due to poor thermal stability during pellet induration. In the present study, an organic binder Na lignosulphonate (NLS) has been used along with copper smelting slag (Cu-SS). FeO in Cu-SS provides diffusion bonding at high temperature and maintains the strength of pellets even after evaporation/burning of NLS. It also enhances recrystallisation bonding at relatively lower temperature to provide good strength. The study has been carried out with hematite ore and varying amounts of NLS and Cu-SS. Copper smelting slag (1.0%) addition with 0.5%NLS has been found to be optimum to provide very good green properties and ∼300 kg/pellet cold crushing strength (CCS) at 1250°C induration temperature. However, hematite pellets of similar basicity with 0.5% bentonite requires higher induration temperature (1300°C) to achieve a similar CCS. The developed pellet also shows better reducibility (80%), similar reduction degradation index (18%) and swelling index (10%) to the usual bentonite pellet. Thus, the induration temperature of hematite pellet has been lowered by 50°C using a combination of NLS and Cu-SS eliminating bentonite completely, which can provide a considerable energy and cost saving.
Introduction
Use of a suitable binder is one of the key operating factors in pelletisation that controls the green pellets as well as indurated pellet properties. Over the last several decades, bentonite has been commonly used as a binder for iron ore pellet making. It has proved its suitability due to its excellent binding properties in green as well as dry pellet throughout the temperature range of operation, abundant availability, easy handling, low toxicity, inexpensiveness, etc. However, due to high silica and alumina content in bentonite, the gangue (SiO2 and Al2O3) content of iron ore pellet proportionally increases with the addition of bentonite. This increasing gangue increases the slag volume in the blast furnace resulting in increasing energy consumption and decreasing productivity and leads to an increase in the unit cost of steel production.
There is a continuous endeavour to replace bentonite with any other suitable inorganic or organic binders to alleviate the above problems. Several investigators used other inorganic binders to replace bentonite. Zhuravlev et al. 1 found that active lime or slaked lime acted as a binder as well as flux. They reported that strength properties, such as impact and abrasive index, deteriorated. Kawatra 2 found that high carbon fly ash could be used as industrial binders for pelletisation. Low grade bentonite after activation with Na2CO3 was used 3 and found encouraging results. Pellet with only 0.5 wt-%Na2SiO3 as a binder dosage showed good performance in bonding producing strong, dry and indurated pellets. 4 However, inorganic binders, generally contain high alumina and silica, which are not favourable for downstream process of ironmaking.
Bitumen, a byproduct of mineral oil processing was found to improve the green and dry compressive strength of pellets. 5,6 Sastry et al. 7 reported a cellulose derived organic binder, ‘Peridur’, as an effective binder for pelletisation of iron ore. Urvashi et al. 4 also found good properties of iron ore pellets using 0.1% Peridur. Shivaramakrishna et al. 8 reported that starch based binder could be used without any treatment to make cold bonded ore–coal pellet for use in DRI production but did not mention its use for blast furnace quality pellet making. Polyacrylamide wetted by water molecules formed long molecular chains and provided strength in pellet. However, when the pellets were heated to 105°C, the organic binder burnt out or evaporated resulting in a highly porous pellet. 9 Organic binders, namely starch, dextrin and alginate, were found to provide good green drop number and dry compressive strength, but they failed to improve the strength in a region of high temperature because these additives were burnt off before commencing recrystallisation due to which widespread application in production of fired pellet has not been found. 10
The organic binders, hemicellulose, Na lignosulphonate (NLS) and lactose monohydrate were also able to provide good green as well as strong indurated pellets. Only 0.5% lignosulphonate has been found to be sufficient in developing required strength. 11 Urvashi et al. 4 also used NLS, an extract from paper mill waste, and compared it with a series of organic binders in magnetite concentrate pellets. The use of lignosulphonate salt had also been examined under the scheme of novel binder development (US patent no. 4 659 374), and an encouraging result had been observed. 12
From the above, it is evident that organic binders may have a potential use in iron ore pellet making. Organic binder does not contain any significant alumina and silica; however, it is not used widely because of problems, namely, evaporation or burning during drying and induration of pellet resulting in excessive porosity and loss in binding property at medium and high temperature. In order to avoid the silica and alumina load in a pellet, a suitable technique to use an organic binder in place of bentonite needs to be developed. As NLS is produced from paper mill waste and its requirement in pellet is very low to get good strength and not so costly, it may be more suitable to use than other organic binders.
During drying and induration in the strand, the temperature of green pellets gradually increases. Organic binders gradually evaporate and completely disappear at about 600–700°C. Accordingly, the organic binder loses its strength, and pellets become less compact/weak. At this temperature, any alternative bonding would be helpful to retain pellet strength. Copper smelting slag (Cu-SS) has been used for this purpose as it contains a considerable amount of iron oxides (mainly FeO). FeO and Fe3O4 present in Cu-SS oxidise in induration atmosphere and provide a diffusion bond above 500°C that maintains the strength of the pellet during drying in spite of the evaporation of NLS. It can also enhance the recrystallisation of hematite at a higher temperature and increases the strength of the pellet. Generally, a hematite pellet needs a high induration temperature (>1300°C) because of its poor diffusion and recrystallisation bonding and absence of exothermic heat of oxidation unlike a magnetite pellet. The use of Cu-SS may help the hematite pellet in diffusion and recrystallisation bonding to strengthen at much lower temperature than the normal induration temperature.
Experimental
Iron ore fines used in the present study was Noamundi hematite ore. Copper smelting slag was from M/s Aditya Birla Scientific Services. The chemical compositions are given in Table 1. The high magnetite content of copper slag is due to its oxidation during storing in natural atmosphere. Commercial grade NLS was used in the present study and contains 25.65 wt-%C, 4.0 wt-%H and 55% lignosulphonate.
Chemical compositions of materials for pellet mix (wt-%, dry basis)
Pelletisation
Noamundi hematite iron ores were ground to fines in a dry condition. The size fractions and Blaine fineness are shown in Table 2. The prepared fines were mixed with Cu-SS and limestone powder of below 150 μm size and NLS as binder using a rotary cone mixer. Green balls were prepared from the mix using a disc pelletiser in 2 kg batch. The requisite quantity of water was added during disc rolling of the fines for nucleation and growth of pellets. An 8–15 mm size of green pellets was maintained. Initially, green balls were produced with varying amounts of NLS from 0.3 to 1.0% and a fixed amount of Cu-SS (1%) and the required quantity of limestone to maintain the basicity (CaO/SiO2 ratio) at 0.30 to optimise the NLS requirement as a binder. Further, the pellet with varying copper slags in the range of 0.5–3% at a fixed amount of NLS (0.5%) maintaining constant basicity of 0.3 was prepared to optimise the Cu-SS additive. The pellets were also prepared with 0.5% bentonite without copper slag for comparison. After preparation, the green pellets were subjected to characterisation. The percentage of the different materials added with iron ore for the pellet mix to make different pellets along with their codes are shown in Table 3.
Size fractions of hematite ore fines
Mix composition and codes of different types of pellets made (batch of 2.0 kg hematite ore fines)
Characterisation of pellets
A drop test of each sample of green pellet was performed by repeatedly dropping the green pellet samples of 10–11 mm size on a 10 mm thick steel plate from the conventional height of 0.45 m. The number of drops accepted by the pellet before breaking is termed as green drop strength number. Compressive strength, i.e. the breaking load for a green pellet, was measured in green condition and termed as green compressive strength. Similarly, dry compressive strength (the breaking load on an individual pellet of 10–11 mm diameter) was measured after drying the green pellet in an air oven at 110°C for 4 h retention. These strength measurements in green or dry conditions were repeated for at least 20 nos. of pellets in each case, and the average values were reported.
The induration of pellets (0.1–1.8 kg per batch) was carried out in an electrically heated chamber furnace at varying temperatures in the range of 1200–1300°C using inconel/mullite crucible for 15 min of retention. The indurated pellets were subjected to characterisation as follows.
Cold crushing strength (CCS) was measured using a universal testing machine as per standard (IS-8625-1986). The average value of reproduced test data for 15–20 pellets was reported as CCS in each condition.
Reducibility index (RI) and reduction degradation index (RDI) of pellets were tested as per Japanese standards, JIS: M 8713: [2000] and JIS: M 8720 [2001] respectively. Swelling index is the percentage volume change of pellets before reduction and after reduction. For the swelling index measurement, the pellets were reduced as per standard, JIS: M 8713: [2000]. The volume change of pellets before reduction and after reduction was measured by a mercury volume meter. Apparent porosity was measured as per standard, IS 1528, part-VIII-1974, using a kerosene medium.
The indurated pellet samples were ground to powder of below150 μm size and subjected to scan at the speed of 2° min − 1 from 10 to 90°. Phases were identified and analysed using respective Joint Committee on Powder Diffraction Standards files. The microstructures of pellets were observed under an optical microscope at different spots of the polished surface.
Results and discussion
Effect of NLS on pellet properties
It is required to ascertain the green pellet's strength properties to avoid the breaking of pellets during transportation, drying and induration. The minimum requirements of green compressive strength, dry compressive strength and drop strength in industry are 1.0, 2.24 kg/pellet and 6 numbers respectively. The A groups (A1–A4) of pellets are made with varying NLS and constant amount of Cu-SS. The green pellet characteristics are shown in Table 4. It is depicted from the figure that both green compressive strength and dry compressive strength are excellent and well above the industrially acceptable level even for 0.3 wt-%NLS. This is due to the good adhesive bond formation in the presence of NLS. Dry compressive strength has increasing trend with increase in NLS. Not much variation has been found in green compressive strength within the range of study. However, it shows the highest value at 0.5 wt-%NLS, and beyond that, a little deterioration has been found. This is possibly due to the formation of an excessive amount of liquid film surroundings of the hematite particles. Drop numbers also increases with an increase in NLS, and a significant improvement has been found when it is increased from 0.3 to 0.5 wt-%. With 0.3 wt-%NLS, the drop number is just at par with the acceptable limit. Thus, 0.5 wt-%NLS may be considered as the optimum percentage in hematite pellet as it shows the highest green compressive strength and drop numbers along with excellent dry compressive strength.
Green and dry properties of pellet with varying NLS contents
Effect of NLS on strength properties of indurated pellet
Cold crushing strength of the indurated pellet of different NLS contents versus temperature is plotted in Fig. 1. For 0.3 and 0.5 wt-%NLS, the CCS increases with an increase in induration temperature. Beyond 0.5 wt-%, CCS first increases with an increase in temperature; however, a peak was found at 1250°C both for 0.7 and 1.0 wt-%NLS. The reason for this peak is not clearly understood from the present study. Figure 1 also shows that variation in strength at any particular temperature for various NLS containing pellet is not very high (points are very close), i.e. NLS does not have any significant effect on CCS. This is because NLS, being an organic binder, evaporates or burns at high temperature. Thermogravimetric analysis (TGA) of NLS powder in inert atmosphere (Fig. 2) shows that ∼50% of the material evaporates at ∼400°C and 52% at 1200°C. Further, TGA in air atmosphere (Fig. 2) shows around 75% weight loss by heating at 1200°C. The residue present may be due to the inorganic impurities with NLS. Although, the evaporation and burning rate of NLS inside the pellet would be slower than the above, ∼50% evaporation is expected (based on the TGA result) during the course of drying. A significant part of the remaining 50% will burn out in the presence of oxygen in the induration furnace/strand, which is evident from the TGA of NLS in the presence of air (Fig. 2). The X-ray diffraction (XRD) patterns of 0.5 and 1.0 wt-%NLS added pellet are shown in Fig. 3 and show mainly the hematite phase with a very low amount of calcium aluminosilicate (CaAl2Si2O8) phase. No NLS components have been found. Thus, NLS does not exist after heating at high temperature and has no effect on the CCS of the pellet. Ball et al. 10 also reported that organic binders such as starch, dextrin and alginate failed to provide the strength during induration because these additives were burnt off before commencing recrystallisation. Roorda et al. 13 used Peridur of 0.1, 0.2 and 0.4 wt-% in iron ore pellet and found poor shock resistance with higher percentages during induration. However, some other investigators have developed pellets with other organic binders such as modified humic acid, 14 lactose monohydrate or hemicellulose 4 and found good strength, but they have not reported on the effect of varying percentage of those organic binders. In the present study, the use of Cu-SS in pellet improves the CCS in the pellet to make it suitable, which will be discussed in a subsequent section. However, the effect of varying percentages of NLS on the CCS of the indurated pellet is not apparent in the present study.
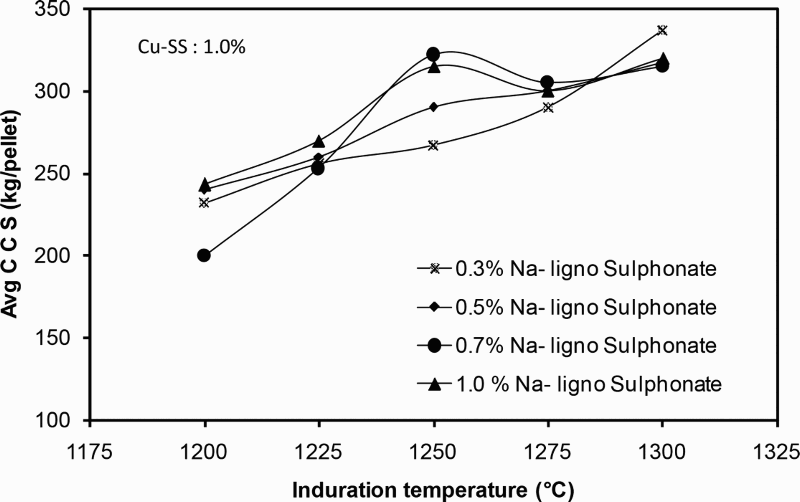
Effect of induration temperature on CCS of pellet with NLS
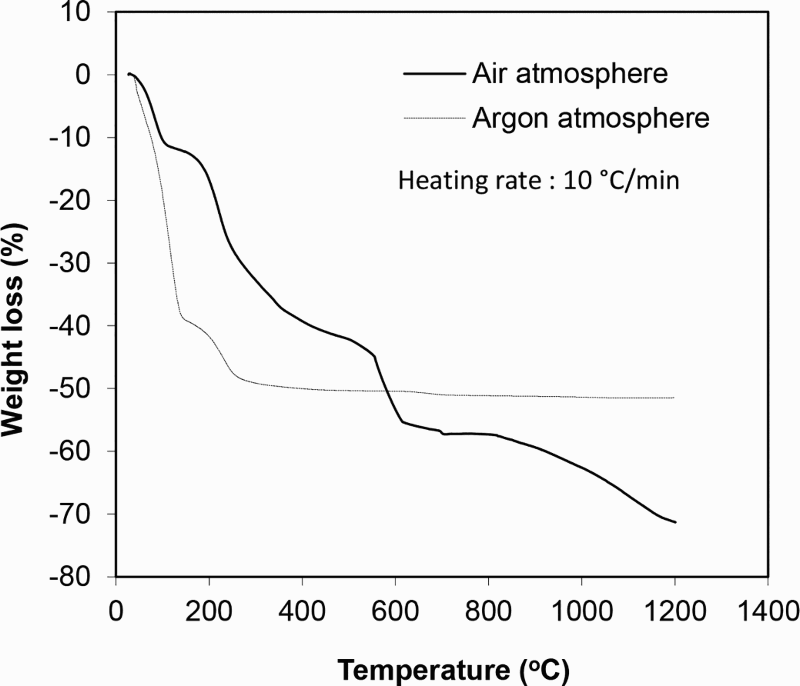
Thermogravimetric analysis of NLS
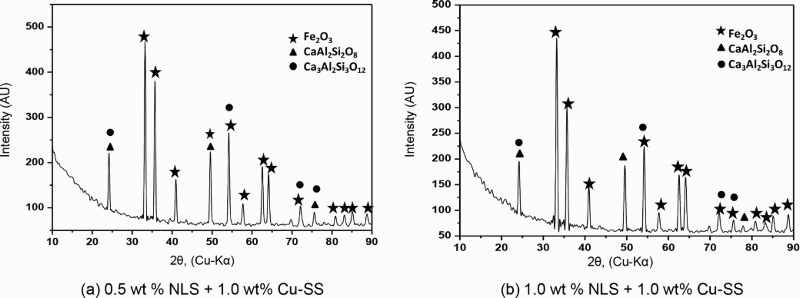
a 0.5 wt-%NLS+1.0 wt-%Cu-SS; b 1.0 wt-%NLS+1.0 wt-%Cu-SSX-ray diffraction patterns of varying NLS added pellets
The compressive strengths of the different NLS added pellets were also tested after heating at a relatively lower temperature, as shown in Table 5. This shows that strength deteriorates up to 600°C, but improved at 900°C due to the presence of Cu-SS, which enhances diffusion bonding. This will be discussed in a subsequent section. At each temperature, a higher strength has been found in higher NLS containing pellets.
Effect of NLS on cold compressive strength of pellet after heating at lower temperature
The XRD patterns of NLS added pellet (Fig. 3) shows silicate slag phases, but there is no existence of NLS components. The microstructures of NLS added pellets (Fig. 4) also show the slag phases in between the hematite grains. The silicate slag phases, along with diffusion bonding, provide a high CCS only at 1250°C. At 1250°C (Fig. 1), the CCS for all these pellets is above the industrially acceptable limit (250 kg/pellet). Therefore, the pellets indurated at 1250°C were selected for the characterisation study.
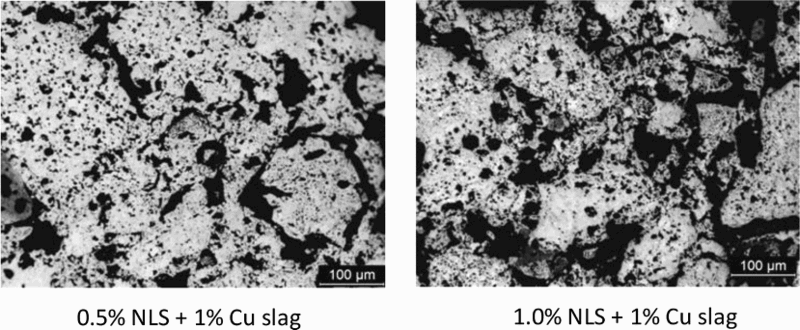
Microstructures of 0.5 and 1.0 wt-%NLS added pellets
Effect of NLS on physicochemical properties of indurated pellet
Effect of RI, swelling index and RDI on NLS content are shown in Fig. 5. Very good RI in all the pellets has been found, but not much improvement in reducibility with increase in NLS percentage. This is because apparent porosity (Fig. 6) of the pellet is almost constant with the NLS content within the range of study.
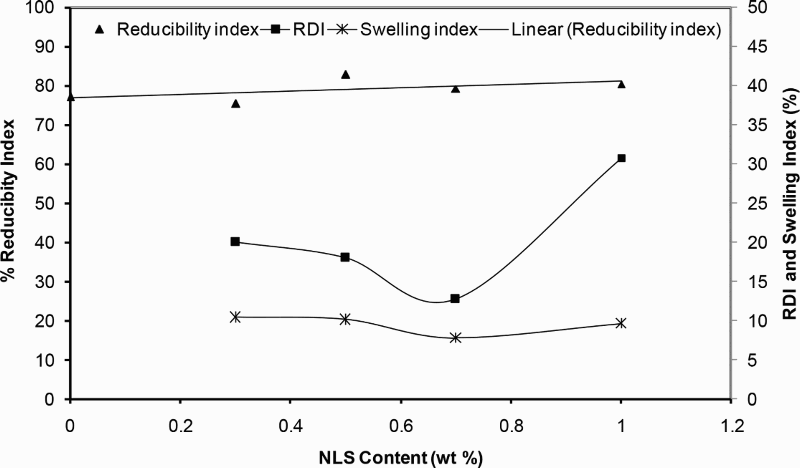
Effect of NLS on physicochemical properties of pellet
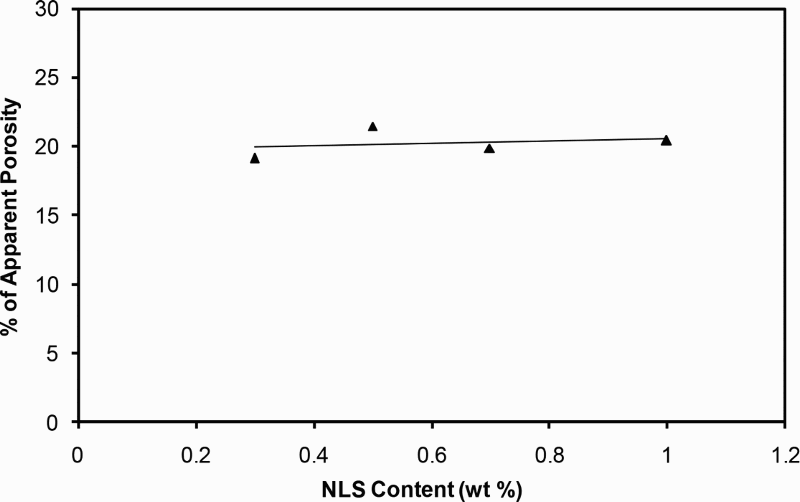
Apparent porosity of pellet versus NLS content
Owing to the transformation of hexagonal hematite to cubic magnetite during reduction in the temperature range of 500–650°C, 24% of volume expansion occurs. This creates internal stress and forms cracks and fractures that weaken the pellet. The RDI of NLS decreases with an increase in NLS percentage up to 0.7%; then beyond this, it abruptly increases as shown in Fig. 5. The definite cause of this increase or decrease in RDI is not known. However, the RDI is very low with 0.7%NLS, and it is within the acceptable limit ( < 20%) for 0.5%NLS. Therefore, 0.5 wt-%NLS use in pellet does not create any problems in pellet from the RDI point of view. Since 1%NLS shows excessive RDI, a very high percentage is not recommended.
The swelling index of the NLS added pellet has been found to be more or less constant between 8 and 10% in the experimental range as shown in Fig. 5. This indicates that NLS has no significant effect on the swelling properties. Generally, the presence of alkali cations causes catastrophic swelling in reducing atmosphere at a high temperature (900–1100°C). In mass balance calculations, it has been found that 0.5 wt-% of NLS provides only 0.024% additional Na input, so it may not be detrimental, and no adverse effect of NLS on the swelling index has been observed in the experimental range.
Effect of copper smelting slag on pellet properties
From the above, it is envisaged that the green properties of pellet significantly improved up to 0.5 wt-%NLS, and a further increase does not show any advantage. At this level of NLS, RI and RDI are satisfactory. The swelling index also does not deteriorate and is well within the acceptable limit. Therefore, the effect of copper smelting slag on pellet properties has been studied with constant NLS of 0.5 wt-% (pellet gr. B1–B4 and A2).
The effect of Cu-SS on green compressive strength and dry compressive strength is shown in Table 6. It is evident that green compressive strength is constant in the range of 0.5–3.0 wt-% copper slag in pellet. Although, the figure shows that dry compressive strength is higher in 1.5 wt-% copper slag, for the other pellets, this appears nearly constant. Table 6 also indicates a constant drop numbers for all pellets containing varying copper slags. Thus, the copper slag has hardly any effect on green pellet properties within the range of the study.
Green and dry properties of pellet with varying copper slag contents
Effect of Cu-SS on strength properties of indurated pellet
The CCS of copper slag containing pellet (for all levels of Cu-SS content) increases with an increase in induration temperature as shown in Fig. 7. The pellets show the CCS above the acceptable limit (>250 kg/pellet) beyond 1250°C. In general, a hematite pellet requires ∼1325°C induration temperature;
15
however, only 1250°C can provide the high CCS. This may be attributed to the fact that FeO as fayalite and Fe3O4 present in copper slags are oxidised at the induration condition and enhances the diffusion bonding in pellet and recrystallisation of hematite grains. Conforming to Lepp,
16
the oxidation of fayalite helps in diffusion bond formation and enhances recrystallisation of secondary hematite grains during the induration of the pellet

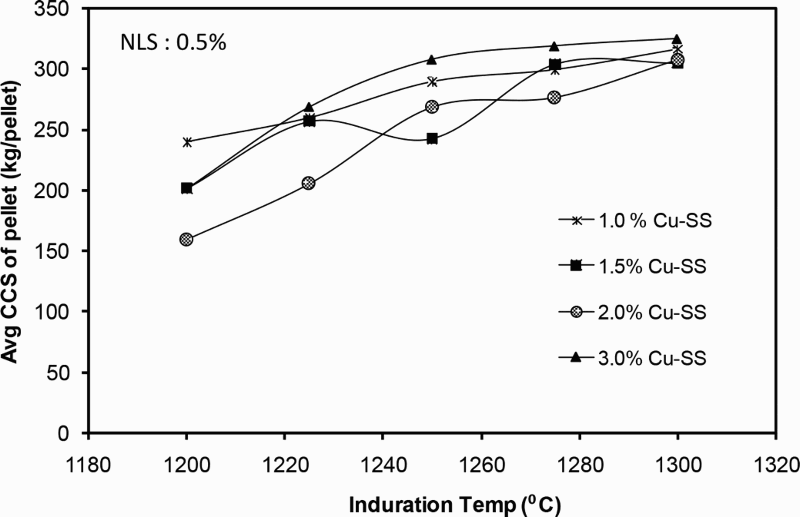
Effect of induration temperature on CCS for different Cu-SS contents of pellet
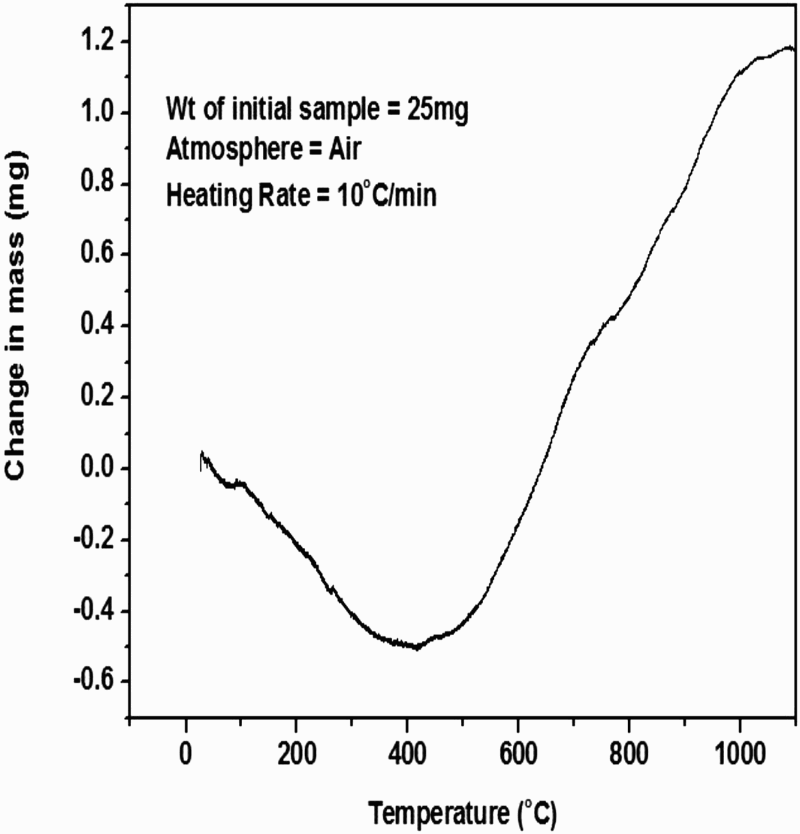
Thermogravimetric analysis of copper smelting slag in air atmosphere
The chemical analysis of pellets after induration is shown in Table 7. FeO (0.43 wt-%) has been found in indurated pellet (code: A2), and it has a slight difference from the pellet without Cu-SS. The total FeO content in the pellet before induration was calculated based on the FeO content of iron ore and copper slag and found to be 1.1%. It is envisaged that the majority of FeO in pellet is oxidised during heating at the lower temperature range (700–1050°C). However, the XRD pattern in Fig. 9 shows only the Fe2O3 and CaAl2Si2O8 and Ca3Al2Si3O12 phases, but no FeO has been found. The copper content of Cu-SS is 0.72% (Table 1). Only 1% copper slag has been used in the pellets. As per mass balance calculation, ∼0.007% additional input in the pellet is possible due to Cu-SS addition. Chemical analysis of 1%Cu-SS added indurated pellet (Table 7) also shows only 0.017% total Cu. This minor level is not expected to be harmful in blast furnace operations.
Chemical analysis (wt-%) of pellet with 1%Cu-SS+0.5%NLS and bentonite added pellet
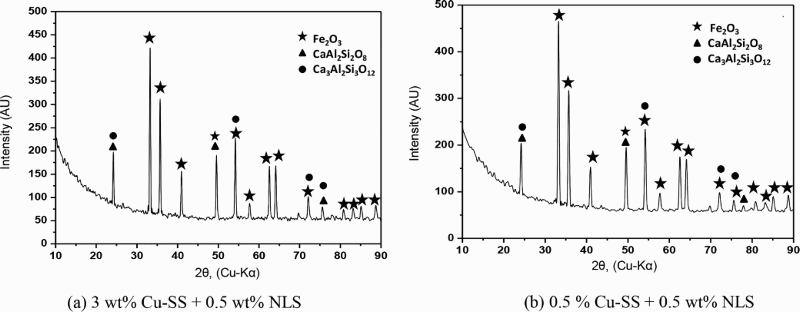
a 3 wt-%Cu-SS+0.5 wt-%NLS; b 0.5%Cu-SS+0.5 wt-%NLSX-ray diffraction patterns of pellets with varying Cu-SS
The microstructure under an optical microscope (Fig. 10b and c ) shows scattering of some magnetite phases. However, no magnetite phase has been found in the pellet with NLS without Cu-SS (Fig. 10a ). This may be due to the presence of lower iron oxides in Cu-SS. Thus, due to enhancing diffusion and recrystallisation bond, Cu-SS reduces the induration temperature of hematite pellet.
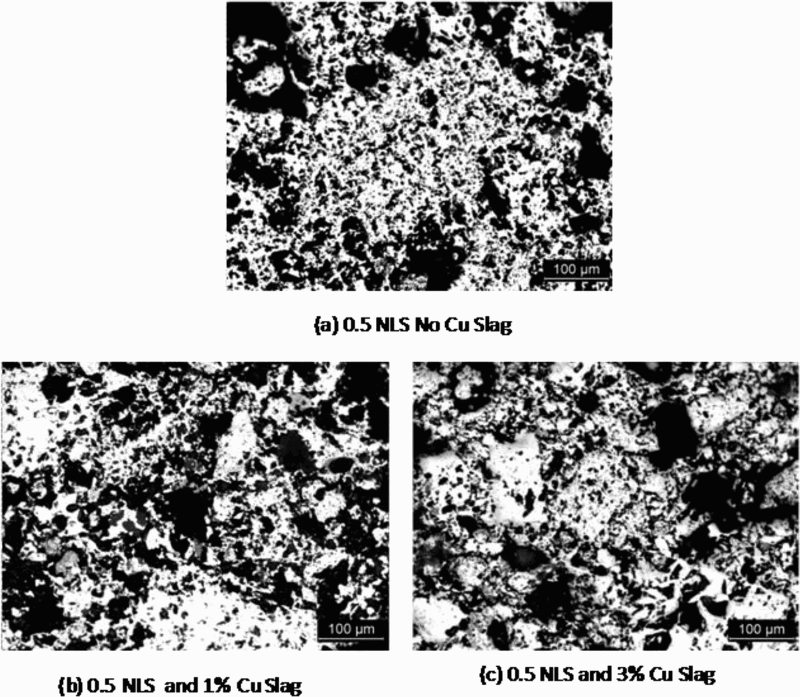
a 0.5 NLS no Cu slag; b 0.5 NLS and 1%Cu slag; c 0.5 NLS and 3%Cu slagMicrostructures of varying Cu-SS added pellets
Furthermore, the samples of NLS bonded pellet with Cu-SS and without Cu-SS were collected at medium temperatures in the range of 700–1050°C during induration, and CCS was measured as shown in Table 8. The higher strength in NLS plus Cu-SS added pellets are due to enhanced diffusion and recrystallisation bonding.
Cold crushing strength of pellets at medium temperature during induration
Effect of varying Cu-SS on physicochemical properties of pellet
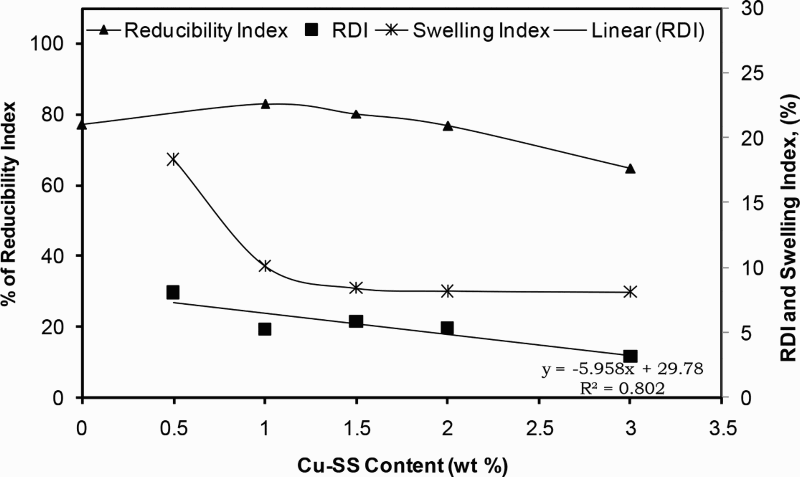
The reducibility index has been improved with increasing Cu-SS up to 1.0 wt-%, and then, it decreases with increase in copper slag as shown in Fig. 11. This increasing RI may be attributed to the formation of secondary hematite in larger quantity in the presence of copper slag during induration, which is more easily reducible than primary hematite. Although the apparent porosity increases with an increase in copper slag content as shown in Fig. 12, the RI decreases to 64.6% at 3.0 wt-%Cu-SS. As Cu-SS contains very low melting fayalite phase, a higher amount of copper slag in the pellet (>1%) may form low melting slag in a greater proportion and envelopes the hematite particles in the pellet that inhibits reduction.
Effect of Cu-SS on physicochemical properties of pellet
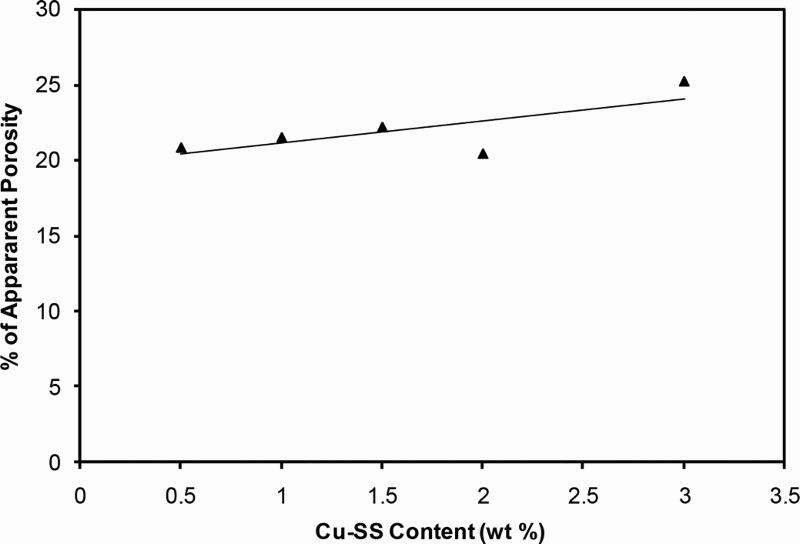
Apparent porosity of pellet versus Cu-SS content
The reduction degradation index of the pellet decreases with an increase in copper slag content of pellet as presented in Fig. 11. It comes down to a very low level (11.5%) at 3 wt-% of copper slag in the pellet. This may be due to the formation of the magnetite phase (Fig. 10c ) in the presence of Cu-SS that is more stable at 500–650°C temperature range.
The swelling index sharply decreases with an increase in copper slag in the pellet up to 1%, and then, it is almost constant after 2% (Fig. 11). The decrease in swelling may be due to the good slag bond formation, which is homogeneously distributed between the hematite grains. Moreover, the FeO in copper slag enhances the recrystallisation bonding that is very stable at the high temperature during reduction and inhibit the expansion due to internal stress during reduction.
From the above, it is envisaged that with only 1 wt-% Cu-SS, good CCS (>250 kg/pellet), highest RI, very low RDI ( < 20%) and swelling index (11%) are achieved, which are favourable for blast furnace operation.
Comparison between developed pellet and conventional bentonite added pellet
The green and dry pellet properties of the developed pellets and bentonite bonded pellets are shown in the Table 9. The green properties of NLS plus Cu-SS added pellet is superior to the bentonite added pellet. The comparative CCS of three different pellets with varying temperatures is shown in Fig. 13. It is envisaged from the figure that strength properties of 0.5 wt-% bentonite added pellet and NLS added pellet are more or less similar at the varying induration temperature. However, when Cu-SS has been added with NLS, much higher CCS has been found (300 kg/pellet) only at 1250°C induration temperature. Above this, the rate in increase is very slow. On the other hand, the equivalent CCS (300 kg) for both NLS pellet without Cu-SS and bentonite added pellet are found at much higher induration temperature (1300°C). Thus, the induration temperature requirement could be decreased by 50°C for the addition of copper slag. This is due to the oxidation of FeO and Fe3O4 in copper slag enhancing recrystallisation and diffusion bond as discussed in earlier sections.
Comparison of green and dry properties of three different pellets
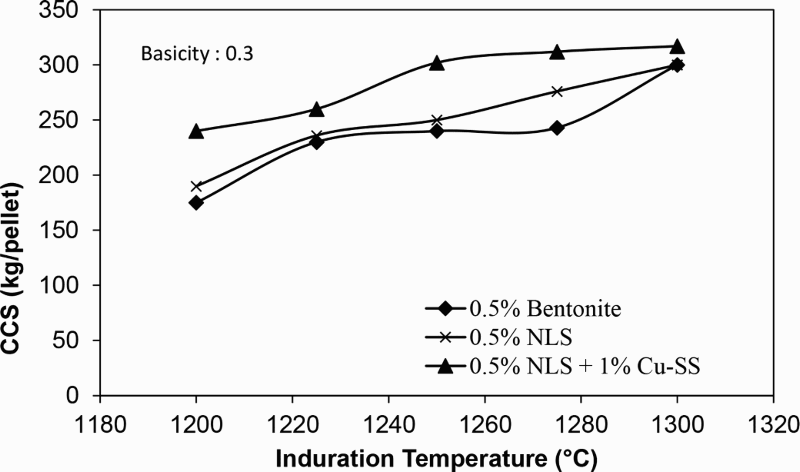
Comparison of CCS for three different indurated pellets
The bentonite added pellet and NLS added pellet show nearly similar reducibility as shown in Table 10. This is because both bentonite and NLS may not have any significant role in reducibility. However, 1.0 wt-%Cu-SS addition in the NLS pellet shows a good improvement in RI, though the apparent porosity is slightly lower than the bentonite pellet. This may be due to the improvement in diffusion bonding and recrystallisation resulting in an increasing amount of secondary hematite in the pellet.
Comparison of three different pellets indurated at 1250°C
The RDI of NLS pellet is very high (27%); however, it decreases to 18% with the addition of 1 wt-% copper slag, which is similar to the bentonite added pellets. This RDI value is within the acceptable limit. A similar trend has been found in the swelling index. This high RDI and swelling in 0.5 wt-%NLS pellet may be attributed to the lower strength due to the evaporation/burning of NLS at the medium temperature range (600–900°C) during induration where the contribution of NLS bonding is negligible, and the pellet loses its compactness. When 1.0 wt-%Cu-SS is added with NLS pellet, the diffusion bonding starts at that temperature range, and it helps to keep the pellet strong during heating in the induration furnace.
The apparent porosity (Table 10) of 0.5 wt-%NLS+1 wt-% copper slag pellet is slightly lower than the bentonite pellet. The optical microstructures of these two pellets are shown in Fig. 14. The pore area in the micrograph of 0.5 wt-%NLS+1.0 wt-% copper slag pellet appears less than the bentonite added pellet that confirms coherency with apparent porosity measurement. However, in both the pellets, apparent porosity is sufficiently high to meet the requirement.
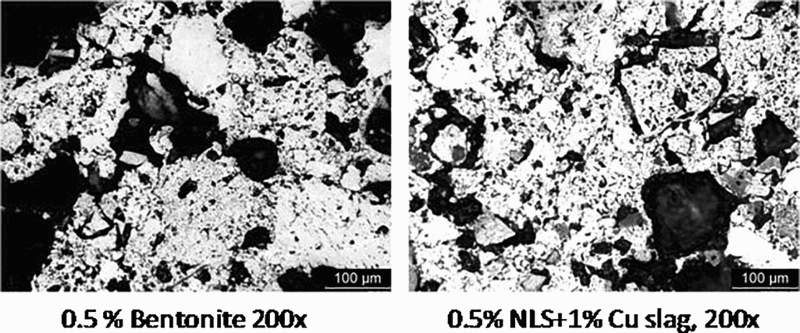
Optical microstructure of bentonite added pellet and NLS+Cu-SS added pellet
Thus, the NLS provides sufficient cold bonding to the pellet, but NLS has no role in the CCS of the indurated pellets. Although only NLS bonded pellet increases the RDI to a higher level than the bentonite bonded pellet, the addition of 1.0 wt-%Cu-SS with 0.5 wt-%NLS in the pellet reduces the RDI and swelling index to the lower level equivalent to the bentonite pellet of identical basicity. Moreover, 1.0 wt-%Cu-SS with 0.5 wt-%NLS increases the CCS to 300 kg/pellet at only 1250°C and shows excellent RI of 82% (more than the bentonite pellet). The induration temperature requirement for this combination (1% copper slag+0.5%NLS) is 50°C lower than the usual bentonite pellet to achieve a similar CCS, which indicates a considerable reduction in energy consumption and cost saving.
Conclusions
Na lignosulphonate in pellet shows better green compressive strength and dry compressive strength than 0.5 wt-% bentonite in pellet. The 0.5 wt-% of NLS may be considered as the optimum percentage as it provides excellent green and dry strength. However, it evaporates/burns at high temperature. Cold crushing strength increases monotonically with an increase in induration temperature of NLS added pellet. However, the CCS is nearly constant with an increase in NLS addition as it does not exist in indurated pellet due to its burning and evaporation. However, the use of Cu-SS in pellet provides sufficient strength. FeO and Fe3O4 in copper slag oxidise in the induration atmosphere and enhance diffusion and recrystallisation bonds even at a low temperature (500–800°C) during heating and help to maintain pellet compactness, i.e. NLS provides bonding at a lower temperature, and copper slag provides bonding at a higher temperature during heating in induration strand. Using only 1.0 wt-% copper slag and 0.5 wt-%NLS, good CCS (300 kg/pellet) at only 1250°C induration temperature, highest RI (82.5%), very low RDI (18%) and low swelling index (11%) are achieved, which are favourable for blast furnace operation. However, for an equivalent CCS (300 kg/pellet), bentonite bonded pellets need 1300°C induration temperature. The present work developed a process of pellet preparation using NLS and copper smelting slag, eliminating the need for bentonite binder. The CCS and reducibility of pellet is better than the bentonite bonded pellet, and the other properties are also comparable. The induration temperature has been lowered by 50°C so it may provide a considerable reduction in energy consumption and, hence, cost saving.
Footnotes
Acknowledgements
The authors express their sincere gratitude to the Director, CSIR-National Metallurgical Laboratory, to accord permission in publishing the paper.