
Abstract
The influence of basicity and Al2O3 content of LF refining slag on T.[O] (total oxygen) as well as type, number and size of non-metallic inclusions in Al killed 60Si2MnA spring steel was investigated. The results showed that with the increase of slag basicity R(CaO/SiO2) or the decrease of Al2O3 content in slag, the T.[O], number and size of non-metallic inclusions decreased significantly. On the one hand, as the slag basicity increased, inclusions in steel were transformed from Al2O3–SiO2–CaO–MgO quaternary system to Al2O3–SiO2–CaO–MgO–CaS quinary system, which made the formation of voids between inclusions and steel matrix to decrease. Furthermore, thermodynamic calculations showed that CaS could only form in steel (R ≥ 3.4). Al2O3–SiO2–CaO–MgO came close to the compositions of the low melting point area, while Al2O3–SiO2–CaO–MgO–CaS deviated from this. On the other hand, as the Al2O3 content in slag increased, Al2O3–SiO2–CaO–MgO–CaS came close to the compositions of the low melting point area. In conclusion, the cleanness and fatigue life of 60Si2MnA spring steel had been improved by the increase of slag basicity or the decrease of Al2O3 content in slag.
Introduction
Spring steel plays an important part in mechanical equipment. It is now clearly established that fatigue fracture is the main form of spring steel failures and that non-metallic inclusions are usually the origins of fatigue cracks. 1 The T.[O] (total oxygen) of steel as well as type, number, size, morphology and distribution of inclusions in steel play essential roles in spring steel cleanness, and improvement of cleanliness can effectively prolong the fatigue life of the steel. 2–6 Furthermore, appropriate refining slag composition can reduce the T.[O] of spring steel, control inclusion composition and reduce the number and size of inclusions. 7–8
At present, silicon and aluminium both can be used as deoxidisers to produce spring steel, but the T.[O] of Al killed steel is lower in general. Al2O3 is the main deoxidation product in Al killed spring steel, which has the worst impact on fatigue life; however, there is a lack of theoretical description on how to control the composition, number, size, morphology and distribution of inclusions through adjusting LF refining slag composition in order to reduce the negative impact of Al2O3 inclusions. Jiyuan Iron and Steel Group Company (JISGC) uses a 100 t BOF to produce 60Si2MnA spring steel (0.6 C, 1.7 Si, 0.75 Mn), but it was difficult to control the T.[O] content to ≤ 10 ppm, which the ultra clean steel requires. 9 Therefore, in order to investigate these problems, a plant trial of Al killed 60Si2MnA spring steel was performed with four different basicities and three different Al2O3 contents of refining slags respectively under clean process, and then the T.[O] of wire rods, the type, number, size, morphology and distribution of inclusions were analysed and compared.
Production process and experimental methodology
The process adopted to produce 60Si2MnA spring steel at JISGC is as follows: hot metal desulphurisation pretreatment → 100 t top and bottom combined blown BOF → LF refining furnace → tundish → continuous casting (165 mm × 165 mm) → high speed wire rod rolling mill. During tapping of BOF, the premelting slag and lime were added to the ladle for slag making, following raking off slag. At the same time, some aluminium was added for deoxidation. At the LF, refining slags with four different basicities (R = 2–3, R = 3–4, R = 4–4.5 and R>4.5) and three different Al2O3 contents (Al2O3 < 15%, Al2O3 = 15–20% and Al2O3 = 20–25%) were adjusted respectively, and CaF2 was added to ensure the flowability of slag according to slag condition. Slag steel reaction time should be sufficiently long for reactions to proceed well. Ca–Fe wire was added after refining, followed by soft gas stirring so that inclusions could float and be adequately removed. Most of all, the addition of alloy such as Si–Fe, Si–Mn should be tried to carry out at the end of soft blowing, which could ensure the slag basicities and the Al2O3 contents in slags stable. Finally, the wire rods after smelting and high speed wire rod rolling were analysed and compared respectively.
The inclusions in wire rods were observed and analysed by a scanning electron microscope (SEM, JSM-6480LV, × 800) and an energy dispersive X-ray spectrometer (EDS) attached to SEM, and the size of inclusions was measured directly by SEM. The longitudinal section of wire rod sample after polishing was eroded by the non-aqueous solution electrolysis method whereby the wire rod was employed as anode and copper piece was employed as cathode. Electrolytic solution was organic solution with pH 7, which was prepared by the mixture of dissolvent absolute methanol, solute tetramethyl ammonium chloride and dissolvent absolute acetylacetone, 10 so that the combination morphology between inclusions and steel matrix could be observed obviously by SEM.
Two statistical parameters, the number density of inclusions and the contraction coefficient of inclusions, are defined as the following two equations to characterise non-metallic inclusions.
In addition, the finished steel samples refined by different basicities or Al2O3 contents in slags were austenitised at 870°C for 30 min, and oil quenched, followed by the tempering at 440°C for 60 min. Then, the rotating bending fatigue test was carried out on a PQ6-02 fatigue machine following the standard HB5152-96, the maximum and minimum stresses of the test were set as ∼850 and − 850 MPa, the rotating frequency was 500 Hz, and then the fatigue life of every steel sample was measured respectively.
Results and discussion
Thirteen chemical compositions of slags and finished steel samples are listed in Tables 1 and 2 respectively.
Chemical compositions of refining slags/%
Chemical compositions of tested steels/%
Total oxygen
Influence of basicity on T.[O]
The relationship between R and T.[O] of wire rod is shown in Fig. 1. When the Al2O3 content was ∼22%, the basicity of refining slag increased from 2.3 to 4.8, while the T.[O] of wire rod ranged from 19 to 7 ppm, which could be explained by the following aspects.
Effect of refining slag basicity on T.[O] in wire rod
The isoactivity lines of SiO2 and Al2O3 and the liquid phase areas of 1600°C in CaO–SiO2–Al2O3–5%MgO quaternary system were plotted; in addition, the positions of slags with four different basicties in the phase were also plotted, as shown in Figs. 2 and 3 (generated by the FactSage version 5.5).
Effect of basicity and CaO/ Al2O3 in slag on activity of SiO2
Effect of basicity and CaO/ Al2O3 in slag on activity of Al2O3
When the basicity of slag increased, the activity of SiO2 in slag decreased in Fig. 2, which could reduce the formation of Al2O3 inclusions as shown in equation (3)
11


The reactions between slag with high basicity and steel may occur as shown in equations (5) and (7), which urged the low melting point changes of inclusions to occur; the more inclusions with low melting points (C12A7, C3A)
13
(where C is CaO and A is Al2O3) could form, and these inclusions could float and be removed adequately.


Influence of Al2O3 content on T.[O]
The relationship between Al2O3 content and T.[O] of wire rod is shown in Fig. 4. When the refining slag basicity was ∼4.1, the Al2O3 content of refining slag increased from 14.7 to 22.3%, since the activity of Al2O3 in slag rose and then the adsorbability for Al2O3 inclusions of slag went down, and the T.[O] of wire rod increased from 10 to 14 ppm.
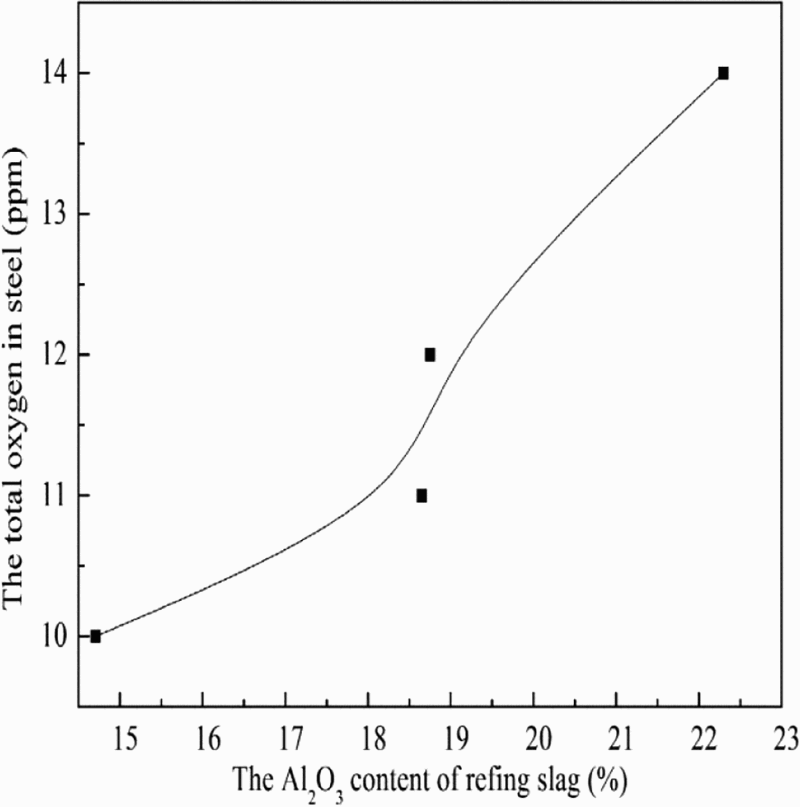
Effect of the Al2O3 content in slag on T.[O] in wire rod
Inclusions
Influence of basicity on inclusion compositions
When the Al2O3 content of refining slag was ∼22%, the inclusions in 1#, 4#, 7# and 13# wire rods (R = 2.3, 3.4, 4.0 and 4.8) were detected respectively. The results showed that when the slag basicity R was 2.3, inclusions in wire rod were mainly Al2O3–SiO2–CaO–MgO quaternary system, while with the increase of basicity (R = 3.4, 4.0 and 4.8), the [Ca] content of steel increased from 16 to 28 ppm (Table 2, CaS formed heavily in steel, and then Al2O3–SiO2–CaO–MgO–CaS quinary inclusions could form largely.
A previous study
14
showed that CaS could mainly be generated in the process of steelmaking by the following two reactions (equations (8) and (10)):



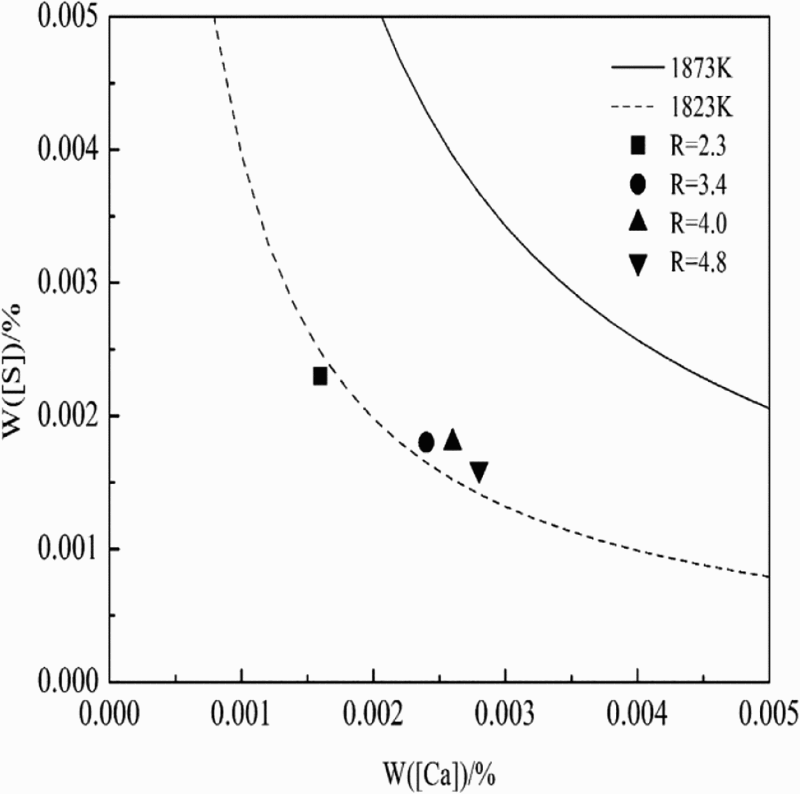
Ca–S equilibrium curves at different temperatures
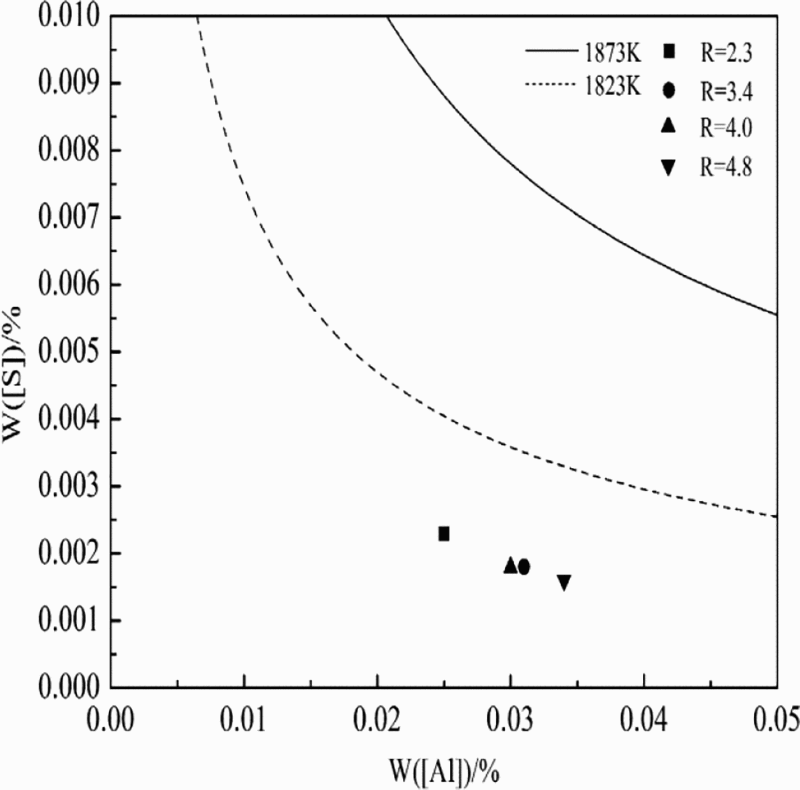
Al–S equilibrium curves at different temperatures in C12A7 phase
Influence of basicity on melting point of inclusions
Fig. 7a and b (generated by FactSage version 5.5) shows the low melting point area ( < 1400°C) in the Al2O3–SiO2–CaO–(10%) MgO quaternary phase of 1# and 4# wire rods (R = 2.3 and 3.4) respectively: when the basicity increased from 2.3 to 3.4, the Al2O3 content of Al2O3–SiO2–CaO–MgO quaternary inclusions decreased, and then CaO/Al2O3 in inclusions went up. The melting point of most inclusions shifted from 1500 to 1600°C to the low melting area of 1400–1500°C.
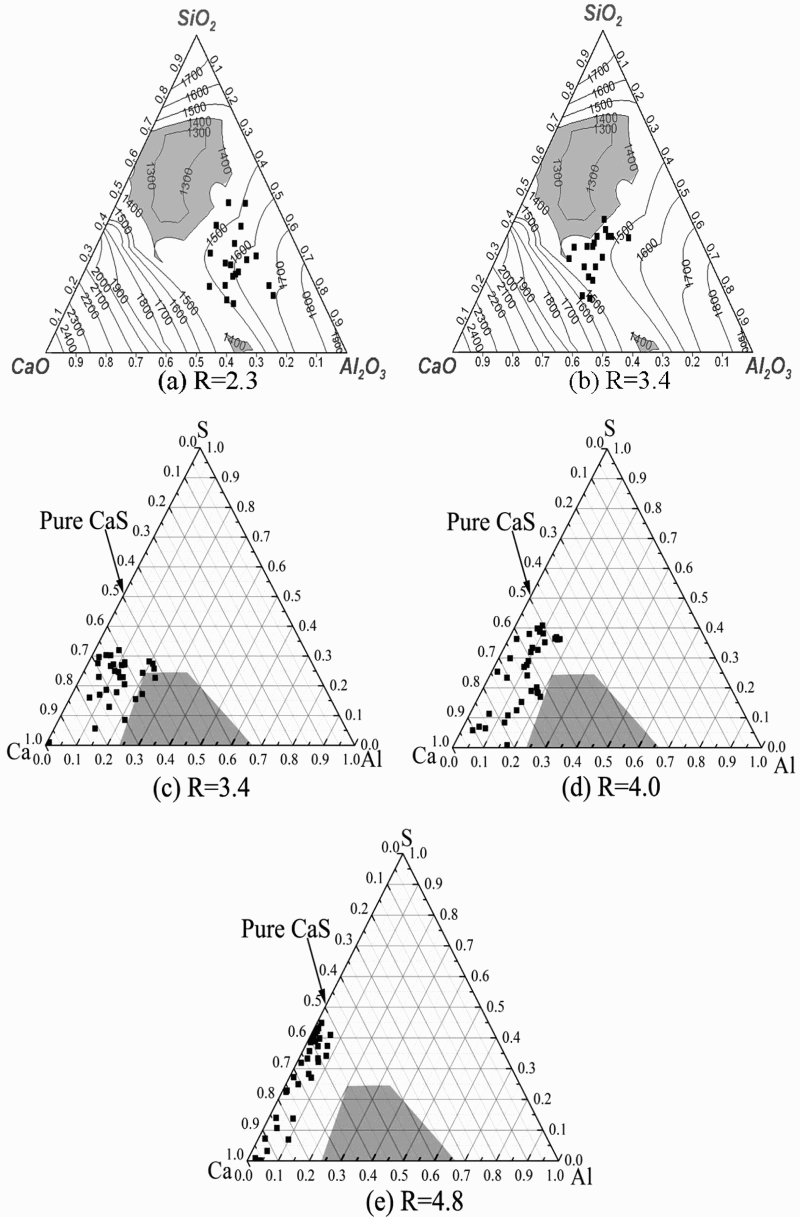
a–e composition distribution of inclusions in wire rods refined by different slag basicities
As the basicity increased from 3.4 to 4.8, the SiO2 content of inclusions decreased gradually; the average SiO2 contents of inclusions were all < 10%, the MgO content of inclusions rose slightly, and the average MgO contents of inclusions were all ∼13%. Therefore, the SiO2 and MgO contents were so low, which could hardly affect the melting point of inclusions. Figure 7c–e shows the low melting point area in the Al–S–Ca ternary phases 19 of 4#, 7# and 13# wire rods (R = 3.4, 4.0 and 4.8) respectively. When the basicity went up, as the Al2O3 content of Al2O3–SiO2–CaO–MgO–CaS quintuple inclusions went down gradually, CaO/Al2O3 in inclusions went up from 1.7 to 3.0, and the average CaS content increased from 27.37 to 48.66%, which made the inclusions deviate from the low melting point area of Al–S–Ca ternary phase gradually. These were caused by the following several aspects: (i) as the T.[O] in steel went down, the oxide inclusions decreased, and the relative percentage of CaS increased; (ii) on another hand, the reaction (equation (8)) could occur because of the high [Ca] content in steel with high slag basicity; (iii) what's more, the CaO/Al2O3 in inclusions went up gradually, more calcium aluminate inclusions with higher activity of CaO and lower activity of Al2O3(3CaO.Al2O3) could be generated, and the sulphur capacity of inclusions rose. Sulphur could be easier to regard 3CaO.Al2O3 inclusions as nucleation cores, which may make the reaction (equation (10)) occur possibly, causing the formation of more CaS. 20 Therefore, in order to make the Al2O3–SiO2–CaO–MgO–CaS quintuple inclusions come close to the low melting point area in Al–S–Ca ternary phase, the appropriate [Ca] content in steel needs to be controlled strictly so as to ensure the complete degeneration of calcium aluminate inclusions and also to avoid generating too many CaS inclusions of high melting point.
Influence of basicity on void around inclusion
The longitudinal section of wire rod after polishing was eroded by the non-aqueous solution electrolysis method. Therefore, the combination morphology between inclusions and steel matrix refined by different basicities could be observed by SEM, and the inclusion contents were analysed by EDS. The Al2O3–SiO2–MgO–CaO quaternary inclusions of 1# and 4# wire rods (R = 2.3 and 3.4) are shown in Fig. 8a and b ; the Al2O3–SiO2–CaO–MgO–CaS quintuple inclusions of 4#, 7# and 13# wire rods (R = 3.4, 4.0and 4.8) are shown in Fig. 8c–e . The inclusions were all spherical or blocky. Voids were observed between inclusions and steel matrix in Fig. 8a and b , and the average CC of inclusions in the two wire rods were 36.09% and 22.27% respectively; however, there were no obvious voids between inclusions and steel matrix in Fig. 8c–e , and the average CC of inclusions in the three wire rods were 8.2%, 6.1% and 5.4% respectively, which were all < 10%.
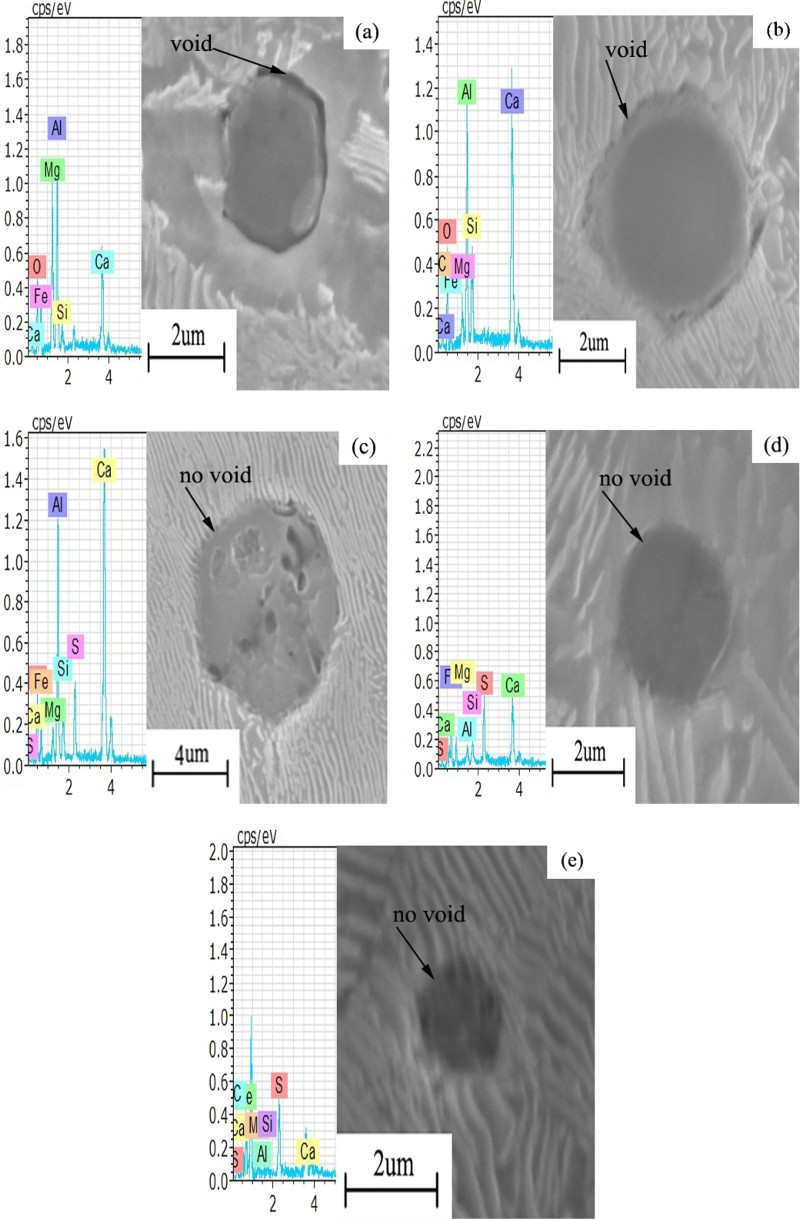
a–e morphology of inclusions in wire rods refined by different slag basicities
Considering the above phenomenon, since the expansion coefficient of calcium aluminate inclusions is smaller than that of steel, while the expansion coefficient of CaS inclusion is larger than that of steel, the residual stresses could appear around the Al2O3–SiO2–CaO–MgO–CaS inclusions in the process of heat and solidification, which could prevent the formation of voids between inclusions and steel matrix effectively. 21 Thus, the tendency of stress concentration around inclusions in spring steel under the periodic alternating stresses could be reduced, which could help to reduce the fatigue fracture of spring steel. 22
In conclusion, according to the results in Fig. 8 and Table 3, the average CC of the same type of inclusions decreased with the increase of CaO/Al2O3 and the CaS content of inclusions gradually.
Chemical compositions of inclusions in Fig. 8
Influence of Al2O3 content on inclusion compositions
When basicity of refining slag was ∼4.1, the inclusions in 7#, 8# and 9# wire rods (the Al2O3 content of slags = 22.30%, 14.71% and 18.65%) were detected respectively, and the Al2O3–SiO2–CaO–MgO–CaS quintuple inclusions of 7#, 8# and 9# wire rods are shown in Fig. 9a–c . When the Al2O3 content of slag increased, the average Al2O3 content of Al2O3–SiO2–CaO–MgO–CaS quintuple inclusions increased from 11.31 to 16.91% and the CaO content also went up accordingly, while CaO/Al2O3 in inclusions was kept at ∼1.8 and the average CaS content decreased from 43.80 to 38.07%, thus the inclusion compositions came close to the low point melting area of Al–S–Ca ternary phase. Analysing the mechanism, when the Al2O3 content of slag increased, the activity of Al2O3 in slag rose and then the adsorbability for Al2O3 inclusions of slag went down, and the Al2O3–SiO2–CaO–MgO–CaS quintuple inclusions with high Al2O3 content could not float and then remain in steel, which may make the reverse reaction of equation (10) to occur, resulting in the decrease of CaS content of inclusions.
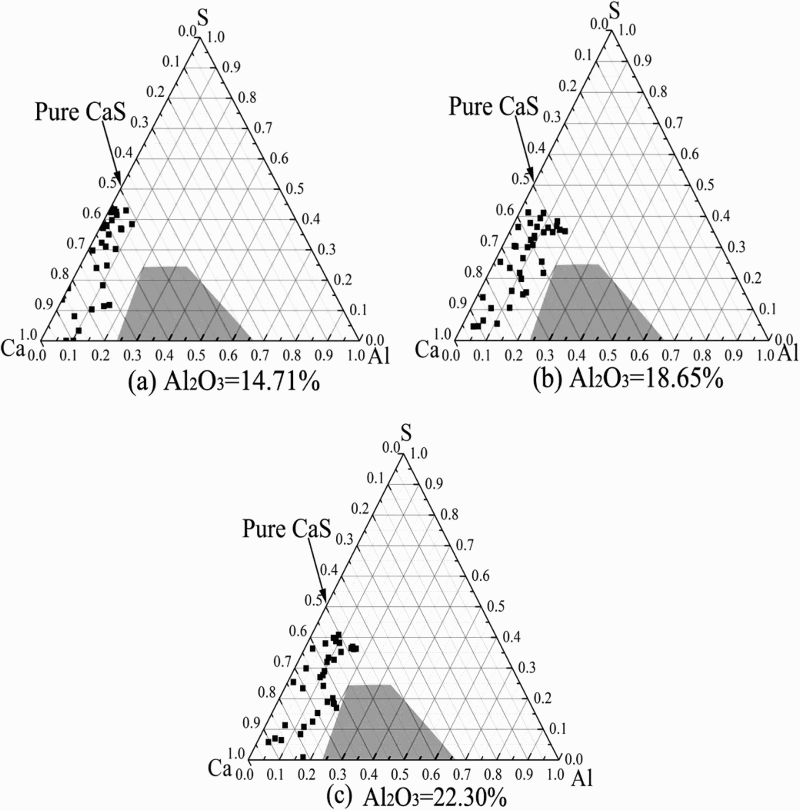
a–c composition distribution of inclusions in wire rods refined by different Al2O3 contents of slags
Influence of basicity on number and size of inclusion
When the basicity of refining slag increased from 2.3 to 4.8, the ND of wire rods was reduced from 10.4 to 4.8, the average size of inclusions was reduced from 5.9 to 2.5 μm, and the largest size of inclusions was also reduced from 12.9 to 5.3 μm in Fig. 10a and b . The percentage of inclusions (1–3 μm) went up, and the percentage of large inclusions (>5 μm) went down gradually with the increase of slag basicity in Fig. 10c . Analysing the reasons, when the basicity of slags went up, since the CaO/Al2O3 in inclusions rose, the calcium aluminate inclusions could be degenerated completely, and then a lot of large calcium aluminate inclusions with low melting points could float and be removed adequately. Therefore, the inclusions remained mainly changed to Al2O3–SiO2–CaO–MgO–CaS quintuple inclusions with a small and dispersed distribution.
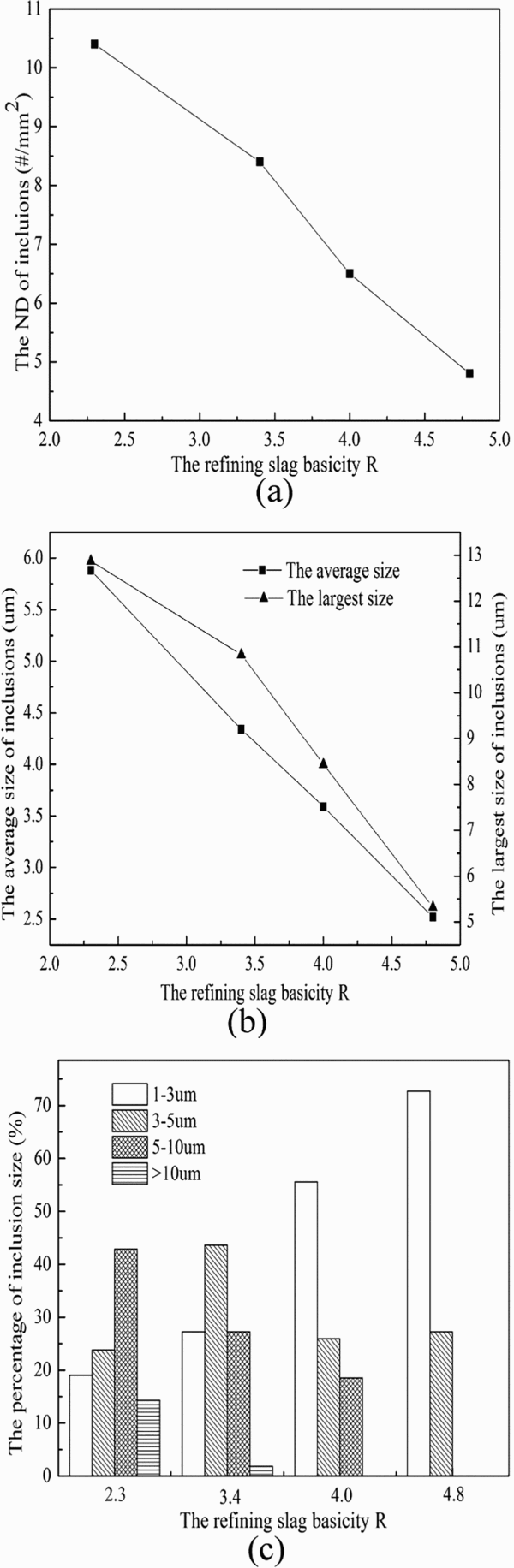
a–c effect of refining slag basicity on number and size of inclusions
Influence of Al2O3 content on number and size of inclusion
When the Al2O3 content of refining slag increased from 14.71 to 22.30%, the ND of wire rods rose from 5.2 to 6.5, the average size of inclusions rose from 2.8 to 3.6 μm, and the largest size of inclusions also rose from 7.3 to 8.3 μm in Fig. 11a and b . The percentage of inclusions (1–3 μm) went down, and the percentage of large inclusions (>5 μm) went up gradually with the increase of the Al2O3 content in Fig. 11c . Analysing the reasons, when the Al2O3 content of slags went up, the Al2O3 content of inclusions rose accordingly, the degeneration percentage of calcium aluminate inclusions went down in the process of refining, and a small number of large inclusions without complete degeneration could not float and be removed, which made the number and size of inclusions remaining in steel to go up finally.
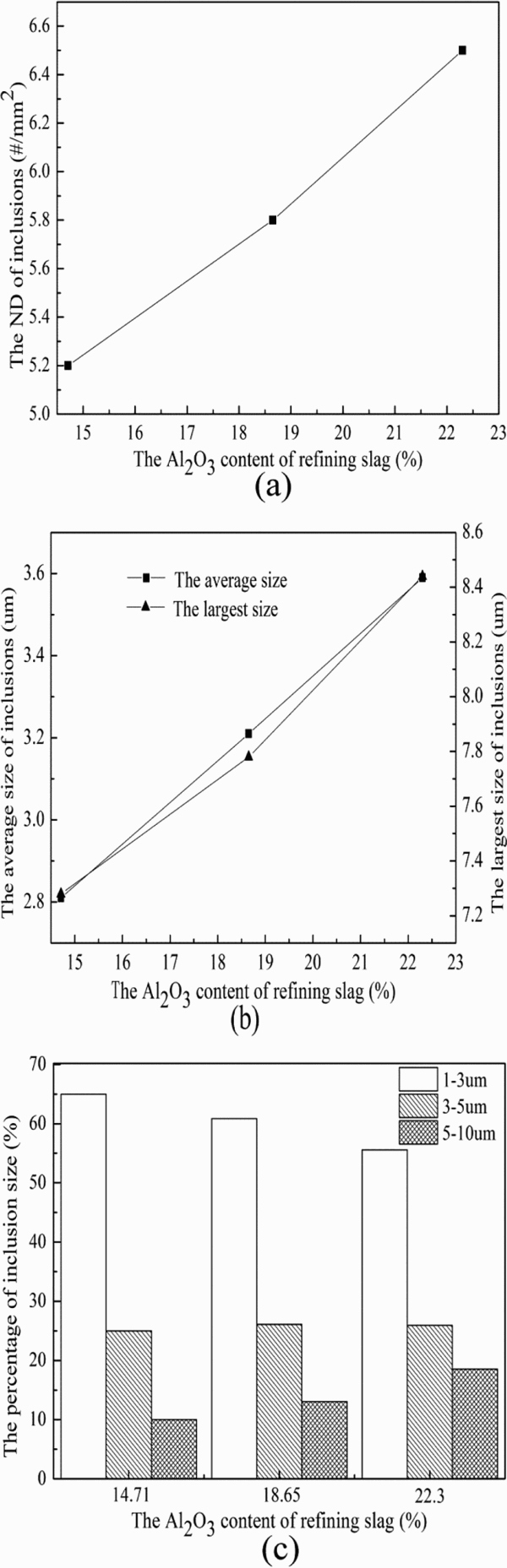
a–c effect of Al2O3 content on number and size of inclusions
Fatigue life
As seen in Figs. 12 and 13, as the basicity of refining slag increased from 2.3 to 3.4, 4.0 and 4.8, the fatigue life of spring steel increased from 5.2 × 104 to 9.8 × 104, 1.7 × 106 and 9.1 × 106 cycles. As the Al2O3 content of the refining slag increased from 14.71 to 18.65 and 22.30%, the fatigue life decreased from 8.8 × 106 to 7.5 × 106 and 1.7 × 106 cycles. Therefore the fatigue life of 60Si2MnA spring steel could be improved by the increase of slag basicity or the decrease of Al2O3 content in slag, that was to say, reducing the T.[O], the number and size of non-metallic inclusions in steel had a significant impact on improving the fatigue life of spring steel.
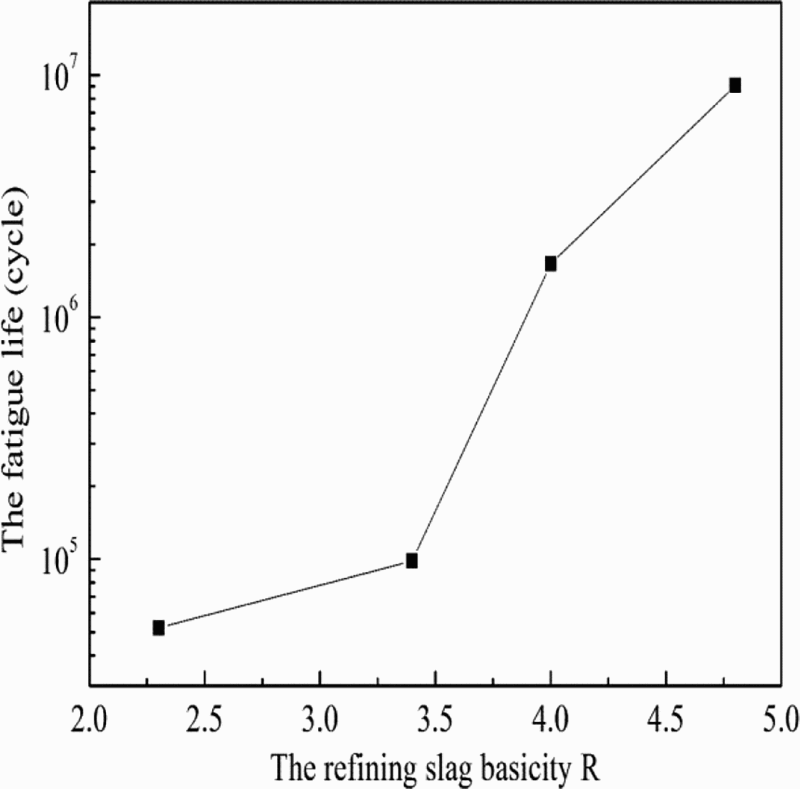
Effect of refining slag basicity on fatigue life of spring steel
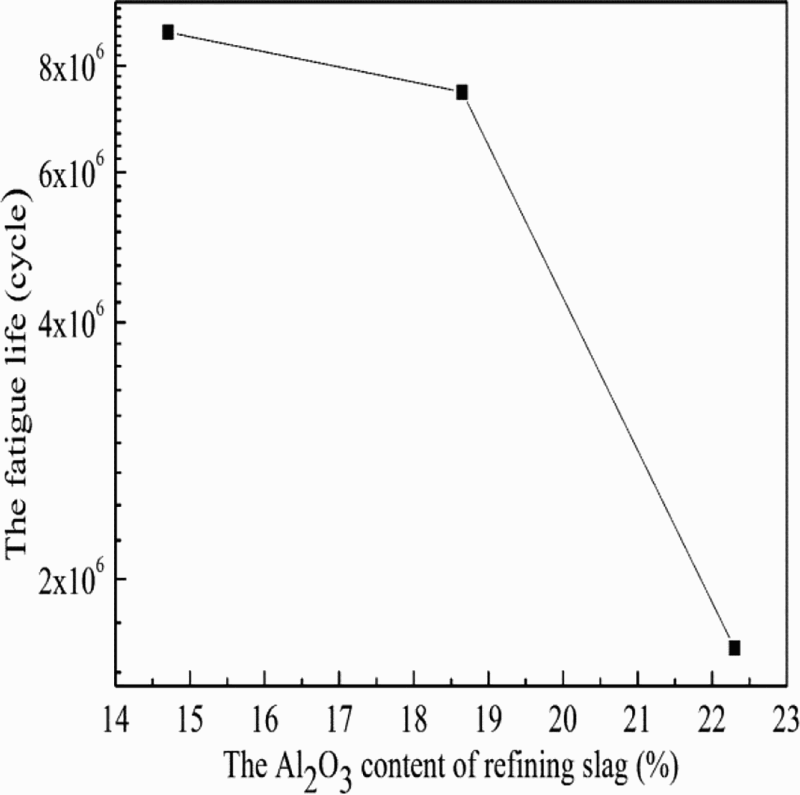
Effect of Al2O3 content in slag on fatigue life of spring steel
Conclusions
When the Al2O3 content of refining slag was ∼22%, the basicity of slag increased from 2.3 to 4.8, the T.[O] of spring steel decreased from 19 to 7ppm; and when the basicity of slag was ∼4.1, the Al2O3 content of slag increased from 14.71 to 22.30%, the T.[O] of spring steel increased from 10 to 14ppm. When the basicity of refining slag increased, the [Ca] content in steel went up and the inclusions in steel were transformed from Al2O3–SiO2–CaO–MgO quaternary system to Al2O3–SiO2–CaO–MgO–CaS quinary system, which could reduce the formation of voids between inclusions and steel matrix. Furthermore, thermodynamic calculation results showed that CaS could only form in steel refined by the high slag basicity (R ≥ 3.4). When the basicity of refining slag increased, CaO/Al2O3 in inclusions also went up, and Al2O3–SiO2–CaO–MgO quaternary inclusions came close to the compositions of low melting point area, while Al2O3–SiO2–CaO–MgO–CaS quinary inclusions with the increase of CaS content deviated from the compositions of low melting point area. When the Al2O3 content of refining slag increased, the Al2O3 and CaO content of inclusions both also went up, while CaO/Al2O3 in inclusions was still the same, the CaS content went down, and the inclusions came close to the compositions of low melting point area. When the basicity of refining slag increased from 2.3 to 4.8, the ND of wire rods was reduced from 10.4 to 4.8, the average size of inclusions was reduced from 5.9 to 2.5 μm, and the largest size of inclusions was also reduced from 12.9 to 5.3 μm; therefore, the inclusions changed to have a small and dispersed distribution. When the Al2O3 content of refining slag increased from 14.71 to 22.30%, the ND of wire rods rose from 5.2 to 6.5, the average size of inclusions rose from 2.8 to 3.6 μm, and the largest size of inclusions also rose from 7.3 to 8.3 μm; therefore, the number and size of inclusions both went up. When the basicity of refining slag increased from 2.3 to 3.4, 4.0 and 4.8, the fatigue life of spring steel increased from 5.2 × 104 to 9.8 × 104, 1.7 × 106 and 9.1 × 106 cycles. While as the Al2O3 content of refining slag increased from 14.71% to 18.65% and 22.30%, the fatigue life decreased from 8.8 × 106 to 7.5 × 106 and 1.7 × 106 cycles.
In summary, as the slag basicity increased or the Al2O3 content in slag decreased, the T.[O] as well as the number and size of non-metallic inclusions in steel went down significantly. Inclusions were transformed from Al2O3–SiO2–CaO–MgO quaternary system to Al2O3–SiO2–CaO–MgO–CaS quinary system, and the formation of voids between inclusions and steel matrix was reduced. As a result, the cleanness and fatigue life of 60Si2MnA spring steel had been improved by the increase of slag basicity or the decrease of Al2O3 content in slag.