
Abstract
More than 80% of the high grade chromite ores are fragile and tend to form fines during their handling. In order to utilise these chromite ore fine, in ferrochrome production, agglomeration is necessary. In the present study, the direct sintering of chromite ore fines in the presence of coke breeze has been carried out, which does neither require further grinding of ore fines ( − 10 mm) nor binder. It uses suitable fluxes and coke breeze as heat source to raise temperature up to 1600°C and produces a semifused mass (20% molten phases) with good strength. The developed sinter showed very good strength properties suitable for cold handling. Since it contains higher amount of fluxes than conventional pellet, the study on its smelting characteristics is necessary to assess its suitability in Fe–Cr production. In the present paper, smelting reduction characteristics and assessment of its performance with respect to the lump ore in a 50 kVA electric arc furnace have been studied in 10 kg scale. Different smelting parameters such as coke and flux requirement, energy consumption, etc. has been optimised through both thermodynamically and experimentally to get maximum extent of reduction, metallic yield and chromium recovery. Coke (21%), quartzite (7.52%) and bauxite (10%) addition with 45 kWh of heat input was found to be optimum to achieve 76% metallic yield and 91%, chromium recovery. In the comparative study in identical condition, the chromite sinter showed much better metallic yield (76%) and higher chromium content (54.6%) in the produced ferrochrome than the lump ore (70 and 51. 9% respectively) of the same grade.
Introduction
Majority of the lump chromite ores are lean (∼30%Cr) in nature. 1 Production of a good quality ferrochrome at low cost requires high grade chromite ores, but the high grade ores are fragile and tend to form fines during their handling. The fines may fly off from the furnace during charging. In order to utilise the chromite ore fines, which are inexpensive, in ferrochrome production, agglomeration is necessary. In the current practice 2–10 of ferrochrome production, the pelletisation route is extensively used all over the world utilising friable ore fines, wherein the friable chromite ore fines are ground to some adequate finer sizes (say, 60% of fines of size < 45 μm) followed by pelletisation of the resulting fines to green pellets and indurating at 1250–1350°C in a rotary kiln to get adequate strength. Their smelting is carried out in a submerged arc furnace (SAF) to make the ferrochrome. Thus, pelletising involves an energy intensive process of grinding and induration using liquid or gaseous fuel, which makes it a complex and cost intensive process. In the case of briquetting, 11–14 a long curing time and the requirement of a large quantity of a binder are two major disadvantages. Moreover, it shows poor high temperature properties.
Sintering of chromite ore fines were carried out by Zhu et al. 15 and found incipient formation of 20% liquid phase (olivine) in the produced sinter, which shows 70.6% sinter yield and 57.27% tumbler index. Other investigators 16,17 also studied on sintering of chromite ore fines and their performance in smelting in a laboratory scale electric arc furnace (EAF). They showed that the specific power consumption in the melting was comparable with that of the heat hardened chrome ore pellets and lower than the briquettes and lump ores. The above studies were confined to the laboratory scale only. Detailed study on the process parameters for further development is very imperative in the current scenario.
In present study, the direct sintering of chromite ore fines in the presence of coke breeze (as in the case of iron ore sintering) has been carried out, which does neither require further grinding of ore fines ( − 10 mm) nor binder. It uses coke breeze as heat source and produces a semifused mass with good strength. Chromite ore fines of Sukinda Valley, Odisha, India, has been used for this study. The fluxes necessary to get optimum molten phase (20%) for bond formation to produce good quality sinter at below 1600°C was optimised through both theoretical and experimental studies. The developed sinter showed very good strength properties suitable for cold handling. Since it is a new agglomerate and contains higher amount of fluxes than conventional pellet, the study on its smelting characteristics and optimisation of melting parameters are necessary to assess its suitability in Fe–Cr production. The detail on this development of sinter has already been reported. 18 This paper discusses on its smelting reduction characteristics and assessment of its performance with respect to the lump ore in an EAF. First, the theoretical requirement of fluxes to get suitable molten slag and maximum metallic recovery has been studied through FactSage 6.4. 19 Then, the different melting parameters have been optimised through a detailed experimental study and compared the performance of sinter vis-à-vis lump ore.
Experimental
Chemical compositions of the developed chromite sinter are presented in Table 1. The reduction study of the developed chromite sinter was carried out in three different stages such as reduction study under CO gas, reduction study with solid carbon and smelting reduction study.
Chemical analysis of chromite sinter and other materials used
Reduction study under CO gas
Reduction behaviour of chromite sinter under CO gas has been studied in an inconel capsule placed inside the heating chamber of a tubular furnace (reducibility apparatus, standard no. IS-8167:1989). Dry chromite sinter (0.5 kg) was taken in the capsule. The temperature was raised to 1000 °C at the rate of 10°C min− 1. After 10 min of stabilisation, a gas mixture of 70%N2 and 30%CO was passed for 120 min through the chromite sinter bed. The vessel was then cooled to room temperature under the flow of N2 gas at the rate of 5 L min− 1. The cold sample was taken out and weighed and estimated the percentage weight loss of the sample, which represents the oxygen loss due to reduction, i.e. percentage of reduction.
Reduction study with solid carbon
The reduction experiment for the mixture of solid carbon and chromite sinter fines were carried out in a thermogravimetric analysis (TGA) set-up (Thermo Cahn, Thermax 700). Chromite sinter and coke (85% fix carbon) were ground to − 100 mesh size. After mixing with coke fines (equivalent to stoichiometric carbon+10% extra), the mixture was kept in a recrystallised alumina crucible of the TGA set-up and heated up to 1400°C (maximum) at the rate of 10°C min− 1. The weight loss of the samples were observed and analysed to examine the extent of reduction of FeO and Cr2O3 at different temperatures. The similar experiments were carried out for higher grain size of 1–2 mm also.
Smelting reduction study in EAF
First, the thermodynamic study was carried out through FactSage 6.4 equilibrium module. The required flux addition to get molten fluid slag at the smelting temperature and optimum recovery of chromium was estimated. Thus, the smelting experiments were designed through estimation of addition level of flux materials, temperature requirements, slag composition and its liquidus point, etc. The experiments were carried out as shown in Fig. 1.
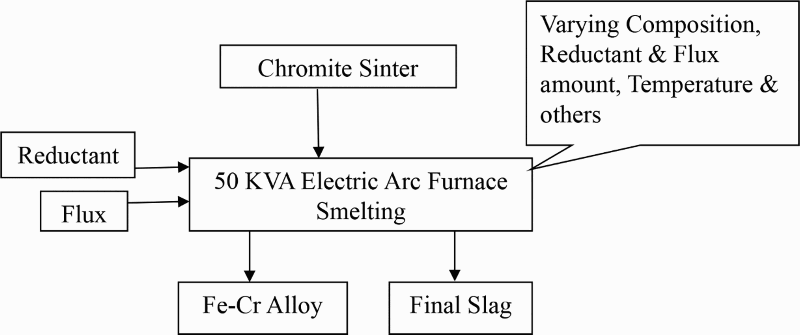
Process flowchart for smelting reduction of chromite sinter
The chemical compositions of the raw materials used for the smelting reduction experiments are given in Table 1. Chromite sinter of 10–40 mm size and the coke, quartzite and bauxite of 5–10 mm size were used in this study. The quantity of different materials used in the charge mix and their corresponding experiment numbers for varying conditions are presented in Table 2.
Charge material in the smelting experiments to produce ferrochrome alloy
Smelting experiment of the chromite sinter was carried out in a graphite lined, 50 kVA EAF as shown in Fig. 2. This is an indirect EAF with two graphite electrodes, which are adjustable through up–down and sidewise movement to control arcing. At the initial stage, the arcing is carried out between the two electrodes, and after a few minutes (5–6 min), when a molten mass is formed, the electrodes can be submerged to get smooth operation. The top cover is a sliding type, and the furnace can be tilted after removing the top cover for taping.
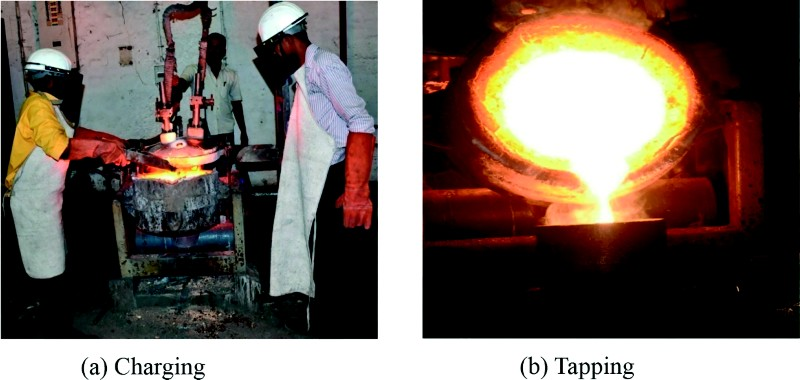
Photograph of 50 kVA EAF during operation (a charging; b tapping)
The experiments were carried out in 15 kg scale. Before the experiments, the graphite lined furnace shell was preheated with an initial arc struck between the two graphite electrodes for 45 min, till the temperature of the crucible was 1550–1650°C. The charge mixture was fed to the hot furnace by sliding the top cover. The electrodes were moved lower to start the arc between the electrodes. After 7–10 min of arcing, the electrodes were dipped into the produced molten pool. The smelting was observed in frequent intervals through blue glass from the view port at the top cover. During the operation, the current and voltage were maintained in the range of 600–700 A and 60–80 V respectively. The smelting experiments were carried out with varying conditions, such as amount of reductant (coke), energy input and amount of fluxes, namely, quartzite and bauxite. Thereafter, the liquid metal and slag was poured together in a preheated clay bonded graphite crucible by opening the top lid cover and tilting the furnace shell. The temperature of the molten mass was measured by an infrared pyrometer (model: UX10P, Ircon Ultimax) having an accuracy of ± 15°C; this poor accuracy was mainly due to the smoke formation and human error. On cooling, the slag and metal were separated and weighed. Metallic yield (%) and chromium recovery (%) were calculated using the formula given below as equations (1) and (2)

Results and discussion
The developed chromite sinter was targeted to be utilised in the production of ferrochrome/charge chrome. In order to assess its performance, the reduction smelting characteristics of the sinter was studied in three different stages as mentioned in the section on ‘Experimental’. During smelting of chromite in SAF practice, the materials charged at the top are progressively heated by taking heat from the bottom and the rising gas. The reduction starts after attaining a suitable temperature. The first step plausibly is the solid state reduction of the chromite by carbon/CO gas, followed by the dissolution of chromite in the Al2O3–MgO–SiO2–CaO–Fe2O3–Cr2O3 slag. The final step is likely to be the reduction of the chromium oxide in the slag by solid carbon and/or carbon dissolved in the metal.
In order to ascertain the extent of solid state reduction of chromite sinter at the top of the furnace, the reduction of the sinter was carried out in a reducing atmosphere containing CO gas and an inert atmosphere in the presence of solid carbon.
Reduction of chromite sinter with CO
The reduction behaviour of chromite sinter was studied with CO gas. A mass of 500 g chromite sinter was taken in the capsule. The final weight of the reduced chromite sinter was found to be 498 g, i.e. only 0.4% weight loss was achieved. Therefore, it appears that a negligible reduction of chromite sinter takes place when reduced by CO at 1000°C. This is also supported by the following thermodynamic calculation on the efficiency of CO utilisation in the reduction of pure Cr2O3 (solid).
The following standard free energies of formation
20
will be used for the calculation








Reduction of chromite sinter with solid carbon
Another possibility of solid state reduction of chromite sinter is the reduction with solid carbon. The thermodynamic feasibility of the reaction of Cr2O3 with solid carbon was studied. The relevant standard Gibbs free energy change as a function of temperature is given below
22
reduction of Fe3+ to Fe2+
nucleation of metallic iron metallisation of iron and chromium metallisation of chromium alone.


To ascertain the reduction of chromite sinter by solid carbon, reduction experiments with a mixture of carbon and chromite sinter fines were carried out in a TGA set-up. The chromite sinter and coke were both milled to − 100 mesh size. The resulting sinter fines were mixed with the stoichiometric amount of carbon fines, based on equation (8), to reduce chromium oxide (Cr2O3) and iron oxides (FeO) present in the chromite sinter to metallic chromium and iron respectively. The mixed mass was taken in a recrystallised alumina crucible and placed in the TG furnace under constant supply of an inert (argon) gas. The temperature was gradually raised at a rate of 10°C min− 1 until the target temperature was reached; this temperature was then maintained for 90 min. The loss in the mass of the sample was recorded continuously through the data acquisition system during the experiment. The same quantities of oven dried chromite sinter fines (3 g) and solid carbon (coke fines, 0.3125 g) were used in each experiment for the purpose of comparison. Experiments were conducted at 1100, 1200, 1300 and 1400°C. The carbon content of the final product was analysed by a carbon analyser (LECO) to find the residual carbon in the reduced product. The measured loss in mass represents the combined effect of the loss of oxygen from Cr2O3 and FeO in sinter and the loss of carbon in reduction. Since the loss in mass due to carbon can be found from the initial and the final carbon in the mixture, the loss in mass due to reduction of FeO and Cr2O3 was also determined. The degree of reduction D
R is defined as
D R = (weight loss due to oxygen loss from FeO and Cr2O3) × 100/(total oxygen present in FeO and Cr2O3)
Solid state reduction of chromite sinter with carbon at different temperatures
The standard free energy change for the following reaction can be obtained by combining equations (3) and (4) as




Continuing with the discussion on the current experimental study, at 1200°C and above (experiment nos. 2–4 as given in Table 3), the loss in mass due to the removal of oxygen was found to be more than the oxygen initially present in FeO. This implies that the reduction of Cr2O3 also occurred, which lends experimental support to the preceding thermodynamic calculation. The small difference in temperature (1229°C, thermodynamically and 1200°C, experimentally) can be attributed to the presence of argon, which reduced the value of (
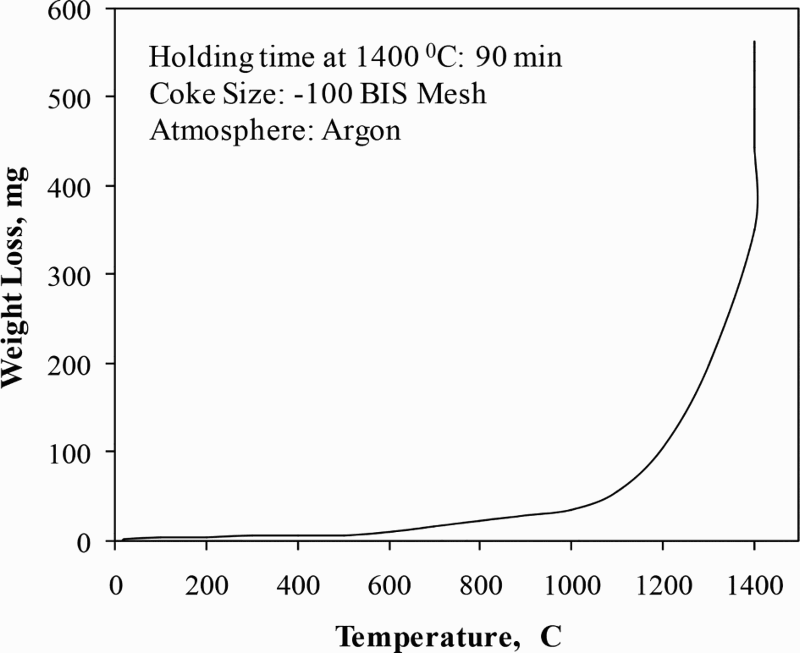
Weight loss curve obtained from TGA of mix containing chromite fines and coke fines during heating
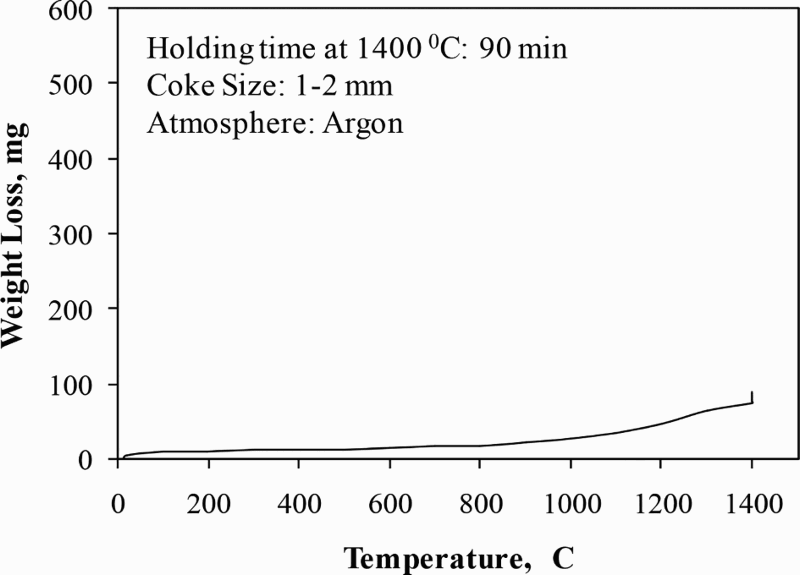
Weight loss curve obtained from TGA of mix containing chromite fines and coarser coke particle during heating
In the actual SAF, both coke and chromite feed are in the form of lump. Therefore, the possibility of solid–solid reduction of chromite feed in actual condition is negligible, in spite of its thermodynamic feasibility. The liquid–solid reduction may be kinetically more favourable because of greater contact area and easier transportation. Thus, the reduction by lump carbon is facilitated when the chromite lump (sinter/pellet/ore) gets melted or dissolved in the slag. The following steps/reactions may be considered for the ferrochrome production in a SAF: removal of the volatiles and moisture from the furnace charge and heating of the furnace with the hot gases escaping from the furnace to the atmosphere reduction of the iron and chromium oxides to their metallic states melting of the reduced metals to form liquid ferrochrome alloy formation of the slag reduction of the slag by carbon, recovering silicon, iron and chromium, which dissolve in the ferrochrome/charge chrome already produced.
In the reduction smelting of chromite sinter in an EAF/SAF that produces ferrochrome/charge chrome, suitable slag chemistry and physical characteristics of slag are necessary to enhance the reduction kinetics.
Study in equilibrium using FactSage software 6.4
The equilibrium composition of the slag when the developed chromite sinter was reduced by carbon in the absence of a flux at 1660°C was calculated using the equilibrium module of FactSage 6.4, and the results are shown in Tables 4 and 5. The stoichiometric amount of C (1.863 kg coke for 10 kg sinter) was taken to reduce Cr2O3, FeO and SiO2 in the chromite sinter.
Equilibrium composition of slag for reduction of chromite sinter by carbon without any flux, as per FactSage 6.4 calculation
Equilibrium composition of Fe–Cr alloy after reduction of chromite sinter by carbon without any flux, as per FactSage 6.4 calculation
The melting point of a slag depends mainly on the proportion of its high temperature oxides, such as MgO, CaO, FeO, CrO, SiO2 and Al2O3. As in the present slag, FeO and CrO content is very low (Table 4), the slag system may be considered to be of four components, namely, MgO, CaO, SiO2 and Al2O3, to avoid the complication. Furthermore, MgO has similar character to that of CaO, such as basic characters, Ca and Mg have nearly similar electronegativity difference with oxygen (2.5 and 2.3 respectively) 24 and similar melting points (2852 and 2572°C respectively). Therefore, for further simplification, the total amount of (MgO+CaO) is arbitrarily considered as that of MgO alone, and the composition of the slag with respect to the three components (MgO–Al2O3–SiO2) comes to be 40.28%MgO, 33.22%Al2O3 and 25.83%SiO2. This helps estimating the approximate melting point of slag from the simple ternary phase diagram.
A slag of such composition, according to the ternary phase diagram of the SiO2–Al2O3–MgO system shown in Fig. 5, has a melting point of ∼1800°C (point encircled by firm line), which is not practicable from the process point of view. An equilibrium mass balance calculation on the smelting of the developed chromite sinter without flux addition, based upon the experimental data obtained from the literature, 25 also yields a slag composition (shown in Table 4) that has a melting point of ∼1870°C. This slag melting temperature (>1800°C) is considerably higher than the normal operating temperature of 1650–1750°C.
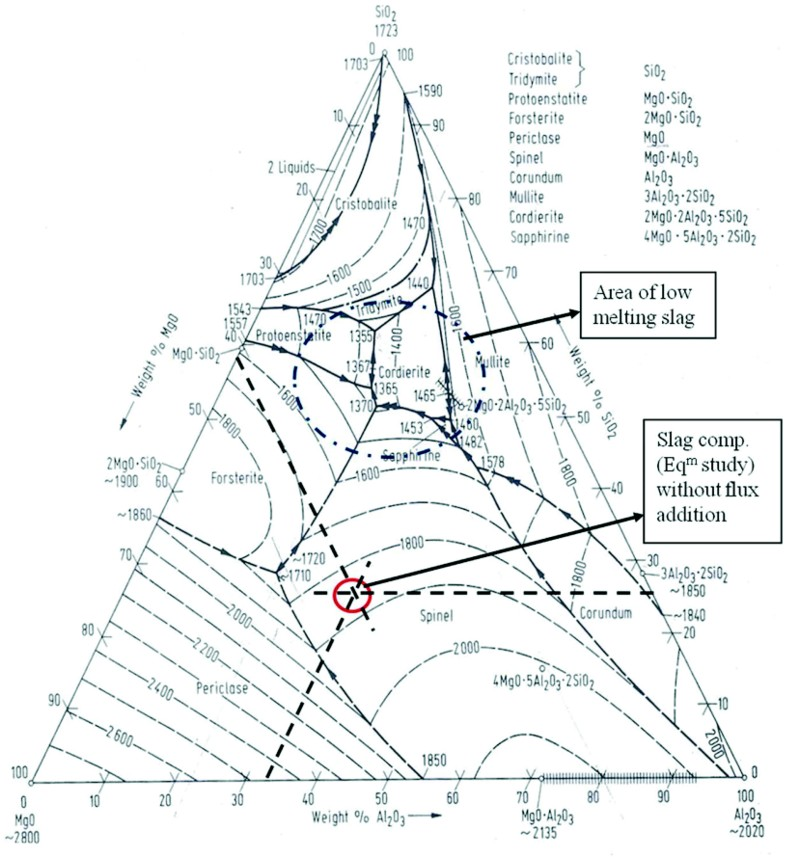
Phase diagram of ternary system, MgO–Al2O3–SiO2 (Ref. 27)
A viscous slag hinders physical separation of slag and metal. A highly viscous slag with low surface tension is likely to cause excessive foaming during smelting and other operational difficulties during tapping. From the view point of reaction kinetics, low viscosity slags enhance diffusion processes involved in slag–metal reactions and allow these reactions to reach equilibrium faster 26 because the viscosity depends markedly on temperature; the lowering of equilibrium melting temperature of a slag may result in a decrease in its viscosity. The melting point can be reduced by adding flux materials.
Estimation of flux addition for reduced slag melting temperature
Thermodynamic calculations on the slag melting temperature of the oxide system pertaining to chromite sinter smelting (Cr2O3–Fe2O3–SiO2–CaO–MgO–Al2O3) were performed with the help of the software FactSage 6.4. In order to study the effect of addition of silica on the lowering of the slag melting temperature, equilibrium calculations were performed using the equilibrium module of FactSage 6.4 software for the charge comprised of quartzite flux (as a source of silica), chromite sinter and stoichiometric amount of coke. The percentage of the other components such as Fe2O3, CaO, MgO and Al2O3 present in the system proportionally decreases due to the increase in the SiO2 content. These additions change the slag chemistry, which, in turn, decrease the melting temperature of the slag. In the equilibrium calculations, the final slag composition and the corresponding melting temperature were found. The plot, in Fig. 6, of the melting temperature versus the SiO2 content shows that, with the increase in the SiO2 content of the slag, the melting point of the slag decreases. To obtain a slag with the melting point of 1660°C, the SiO2 concentration of the slag should be raised to 33%. If this additional silica is charged as quartzite, 0.752 kg quartzite is to be added for the smelting of 10 kg sinter as per equilibrium mass balance calculation.
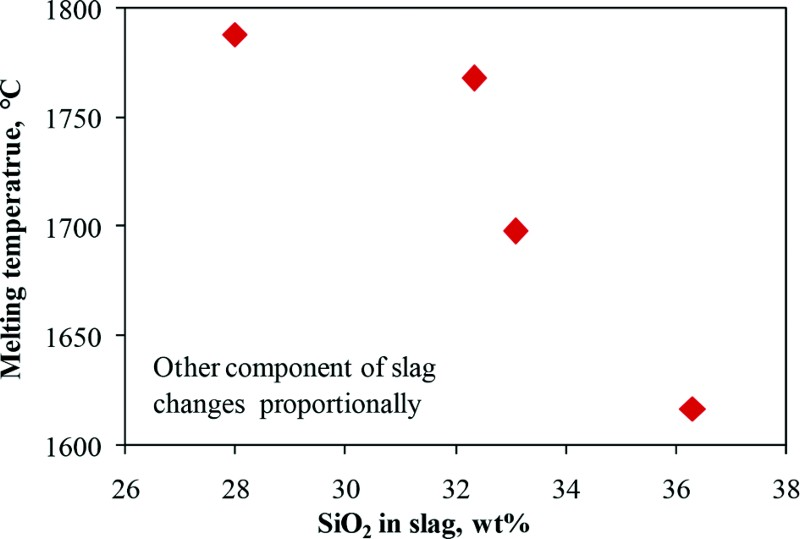
Estimated slag melting temperature obtained from FactSage 6.4
Based on the above discussion, the first smelting reduction experiment with 10 kg chromite sinter, 0.752 kg quartzite and 2 kg coke was carried out in a 50 kVA EAF. The calculated melting temperature of the slag, in view of the added quartzite, comes down to 1660°C. Heat input to the EAF was 55 kWh. After 76 min of arcing, at the end of experiment, the tapping temperature of the slag was found to be 1789°C, and the slag appeared to be sufficiently fluid. The mass of the Fe–Cr alloy produced was 3.9 kg, which amounts to an appreciable (69%) quantity of metallic recovery. A_ photograph of the solidified slag and metal is shown in Fig. 7. This indicates good physical separation of slag and metal after solidification. The chemical analysis of final slag and Fe–Cr alloy is shown in Tables 6 and 7 respectively. As expected, the tapping temperature of the slag (1789°C) was greater than the calculated slag melting temperature (1660°C) (as shown in Fig. 6). It is also established from this experiment that a 100°C, or more, superheating is required to separate metal from the slag phase in an EAF experiment. This amount of superheating was found to be reasonably good. The viscosity of the final slag (Table 6) was calculated by FactSage for the tapping temperature of 1789°C as 1.1 poise, which is quite acceptable. Thus, quartzite (SiO2) addition decreases the liquidus temperature of the slag, facilitating the smelting operation. It is observed that the ferrochrome alloy produced has around 7–8% carbon in it. It is of interest to find if this concentration of carbon can lead to the formation of chromium carbide.
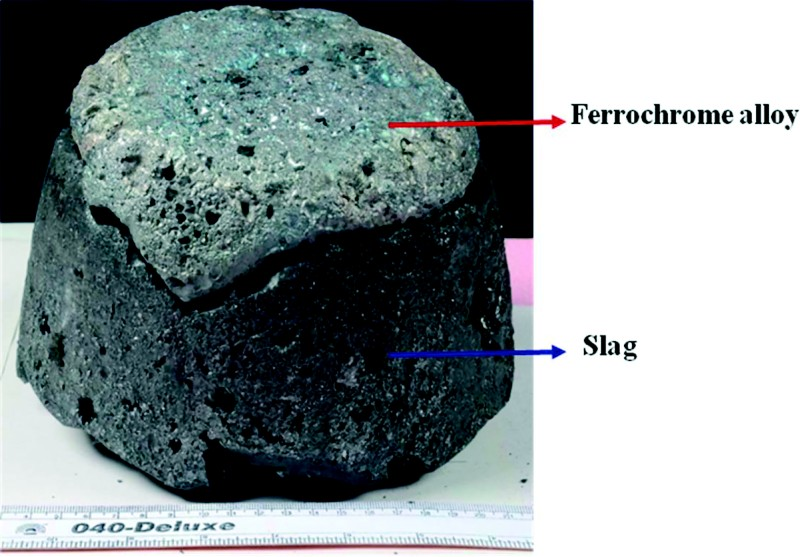
Photograph of solidified slag and metal (ferrochrome) produced
Composition of slag produced in smelting experiment with addition of quartzite as flux
Composition of ferrochrome produced in smelting experiment with addition of quartzite as flux
Thermodynamic calculations for chromium carbide formation
The equilibrium product of the reduction of Cr2O3 by C will not be Cr, but Cr7C3. This can be established with the help of the following standard Gibbs free energy of formation of Cr7C3 (Ref. 22)



Effect of coke addition on smelting parameters to produce Fe–Cr alloy
Reduction of other oxides
Among the reduction of the other oxides, the reduction of FeO, given by equation (17)
Silica (SiO2) is partly reduced according to equation (18) together with chromium oxide and iron oxide. The concentration of silicon in the alloy depends upon the smelting temperature of the process, silicon content of the charge material and the activity of carbon in the system. By using quartzite as a fluxing agent, the amount of silicon in the alloy may be 2–4%. If the smelting is conducted with excess of carbon (as in a C saturated system, for which a
C = 1), the concentration of silicon increases to 5–8%
The sulphur of the charge material is partly volatilised at high temperature, and the remaining part reports to the metal and slag phases. If a higher amount of sulphur is present in the charge, it will contaminate the ferrochrome produced and makes it unsuitable for further use in the downstream processes. As a thumb rule, out of the total sulphur of the charge material, 10% goes to the metal (ferrochrome) phase, 30% goes to the slag phase, and the remaining 60% is carried off by the exit gases.
From the above discussion, it is clear that while it is thermodynamically feasible to reduce chromium oxide and iron oxide by carbon at lower temperatures (>1200°C), the attainment of equilibrium will be delayed for slow kinetics. Furthermore, the separation of the reaction products will be incomplete. Hence, it is necessary to conduct the reduction smelting at high temperatures (1600–1700°C), ensuring high reaction velocity, formation of a liquid phase and a clean slag–metal separation. Some of the carbon from coke is expected to be oxidised and lost during smelting. Furthermore, the equilibrium material balance proposes the silicon content in the produced ferrochrome to be 1.5%, but, as will be seen later, the actual alloy produced contains 2–10% silicon. The reduction of additional silica will necessitate a greater consumption of carbon.
Smelting of chromite sinters in varying conditions in EAF
In order to assess the performance of developed sinter in ferrochrome/chargechrome preparation, the smelting study has been conducted in EAF. Smelting experiments in the graphite lined 50 kVA EAF (10 kg scale) were conducted to study the effects of different variables such as reductant (coke), tapping temperature and fluxes (silica and alumina) and find their optimum requirements.
Effect of varying coke
In connection with the production of ferrochrome containing 54% chromium along with a slag having a melting point of 1660°C, a complete mass balance was carried out on the feed made of chromite sinter, reductant and flux. Although, according to the calculation, the stoichiometric amount of coke requirement for 10 kg chromite sinter is 1.861 kg (FC, 80%), the study was carried out with varying coke to find out the actual requirement. Table 8 gives the details of the experiments that use varying amounts of coke, a constant power input (55 kWh) and the same smelting time (∼75 min). Other variables include weight of ferrochrome alloy produced, specific power consumption (kWh kg− 1 Fe–Cr alloy), tapping temperature, metallic yield (%) and chromium recovery (%). It is found that, with increase in the amount of coke (for a fixed quantity, 10 kg, of sinter), the weight of the produced Fe–Cr alloy increases, and the specific power consumption (kWh kg− 1 Fe–Cr alloy) decreases. This can be thermodynamically explained considering the following slag–metal equilibrium. [It may be noted that there is no thermodynamic data on liquid Cr2O3, presumably because Cr2O3 dissociates, before melting, into CrO (mp, 1665°C) and O2.]
Because the power input is equal and the smelting time is more or less the same, the tapping temperature should be the same in all experiments. However, a considerable increase in the tapping temperature has been found with increasing coke in experiment nos. 1–3 as given in Table 8. This may be due to the burning of carbon in the atmospheric oxygen, which generates heat. In contrast, a minor decrease in tapping temperature in experiment nos. 4 and 5 is found. This may be attributed to the error made by the optical pyrometer in measuring tapping temperature in a smoky and dusty atmosphere, as well as to the human error. Figure 8 shows that not much improvement in the metallic yield occurs beyond 2.1 kg coke added.
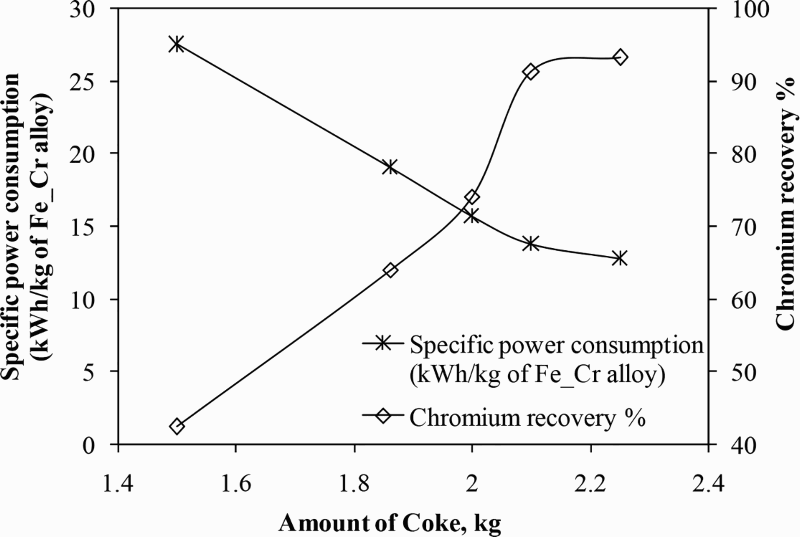
Effect of coke addition on specific power consumption and chromium recover
Furthermore, it is found in Fig. 8 that chromium recovery increase with the increase in the amount of coke charged. A relatively low chromium recovery (42.4%) was obtained when the coke rate was less than the stoichiometric amount. With the addition of 2.1 kg (113% of the stoichiometric requirement) coke, the chromium recovery was 91.2% respectively, which are quite high values. A further increase in coke does not improve significantly the chromium recovery any more. Therefore, the addition of 2.1 kg coke was used as the optimum for the remaining experiments carried out to study the effects of the other parameters of smelting reduction.
This excess requirement (13%) is due to the reaction of carbon with atmospheric oxygen in the furnace. Admittedly, there was a minor replenishment of carbon by the graphite electrodes and lining of the furnace. It may be noted that, in the experiment using 13% excess coke (experiment no. 4), the amount of Fe–Cr alloy produced was 4.0 kg, and the corresponding specific power consumption was 13.8 kWh kg− 1 Fe–Cr alloy.
Effect of varying silica (quartzite)
Because addition of silica decreases the slag melting temperature, it should be worthwhile to study the effect of the addition of silica on the smelting reduction of chromite. This has been studied by varying the amount of quartzite as source of SiO2 while keeping the quantity of coke added fixed at the optimum value (2.1 kg) and fixed power input (55 kWh). The details of the experimental results are given in Table 9.
Effect of quartzite (SiO2) addition on smelting of chromite ore at constant power consumption and coke addition
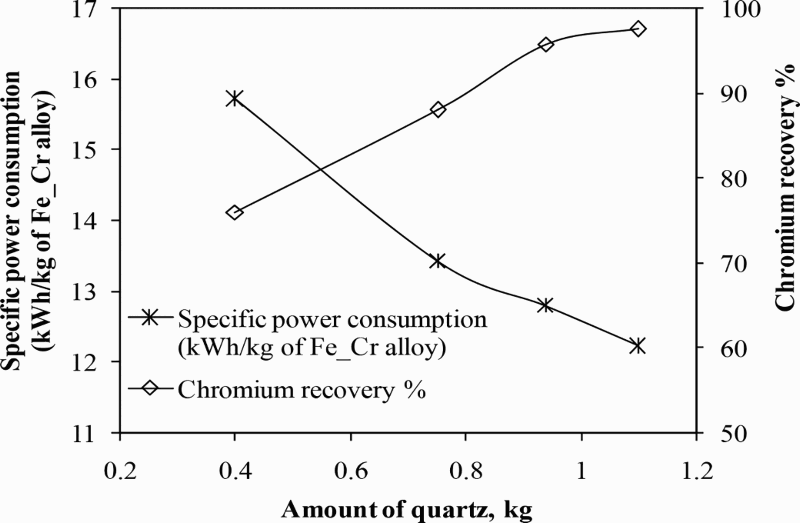
Table 9 shows that the weight of the produced ferrochrome, metallic yield and chromium recovery each increases with increasing quartzite addition at the fixed heat input. Conforming to Weber and Eric 28 and Ranganathan et. al., 29 the silicate slag formation significantly enhances the diffusive flux of the different species within the chromite and improves chemical reaction during chromite ore reduction at higher operating temperature. Improving reduction kinetics due to lowering melting point of slag may be one more reason.
It may be noted that, with increase in quartzite, the basicity of the slag decreases from 0.59 to 0.48. The reason for improving metallic yield due to increase in silica input may also be explained in terms of reducing basicity of slag due to the same reason as explained above. By defining the basicity 30 as the ratio of (CaO+MgO)/(SiO2 + Al2O3), the basicity values are 0.59, 0.53, 0.50 and 0.48, for the corresponding quartzite additions 0.4, 0.752, 0.94 and 1.1 kg for experiment nos. 3, 6, 7 and 8 respectively, and the corresponding chromium recoveries and metallic yields are shown in Table 9. However, Table 9 indicates that, below 0.50 basicity, the improvement of Cr recovery is very low (Fig. 9). Here, the slag tends to become acidic. In acidic slag, Cr oxide behaves as basic oxide, and its activity in slag decreases and concentration increases with decreasing the slag basicity.
Effect of quartz on specific power consumption and chromium recovery
In view of the same power input for about the same arcing duration, the variation in the tapping temperature of the final slag is somewhat puzzling. The error incurred by the infrared pyrometer may be one of the reasons. It is evident from Fig. 9 that the specific power consumption sharply decreases to13.4 kWh kg− 1 at 0.752 kg of quartzite addition. However, the rate of decrease is not so high when the quartzite is increased to 0.94 kg (12.8 kWh kg− 1) and 1.1 kg (12.2 kWh kg− 1). Therefore, the optimum value of the quartzite addition was considered as 0.752 kg. At this optimum condition (experiment no. 6), both chromium recovery (88.2%) and metallic yield (75.1%) were found to be reasonably good. The slag was found to be very fluid during tapping, primarily due to the lowering of the melting point. Therefore, it may be inferred that a high power input is not necessary when quartzite is added as flux during smelting.
Effect of tapping temperature
Further experiments were carried out with the aim to reducing the input power in smelting. To study the effect of power input on the recovery of chromium and to achieve the desired slag chemistry, experiments were carried out with the charge material consisting of 10 kg chromite sinter, 2.1 kg coke and 0.752 kg quartzite. The detailed experimental results are given in Table 10.
Effect of varying power inputs to fixed charge material
Equation (19) being an endothermic reaction, an increase in temperature should favour the formation of Cr. This is supported by the experimental results of Table 10. Table 10 also shows that, with the power input to the system decreasing from 55 to 40 kWh, the weight of the ferrochrome produced does not decrease and remains constant at ∼4 kg. However, further reduction in power input reduces the weight of the ferrochrome as well as metallic recovery significantly. The specific power consumption is lowest (10 kWh kg− 1) at 40 kWh heat input (experiment no. 10), as shown in Fig. 10. Both the metallic yield and chromium recovery decreases with decrease in the power input from 45 to 40 kWh (Table 10). Furthermore, the slag tapping temperature (1670°C) in the experiment with 40 kWh power input was found to be just above the melting temperature of the slag. In contrast, with 45 kWh power input, the slag tapping temperature was 1756°C, which is adequate for good, clear separation of slag and metal. Therefore, the 45 kWh power input was taken as the optimum.
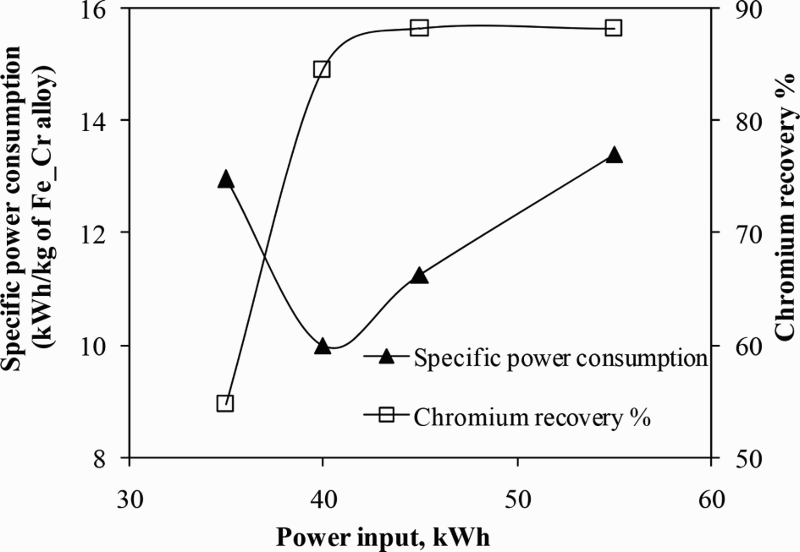
Effect of input power on specific power consumption and chromium recovery
Effect of varying alumina (bauxite)
Further studies were carried with the aim to improving the slag chemistry that would result in a greater recovery of chromium in the ferrochrome alloy produced. For this purpose, the effect of the addition of bauxite to the initial charge was examined. Accordingly, the experiments were carried out with varying amounts of bauxite, keeping the other parameters constant at their optimum values, e.g. quartzite (0.752 kg), coke (2.1 kg) and power input (45 kWh in 70–75 min). The results obtained are given in Table 11.
Effect of varying bauxites on smelting of developed sinter
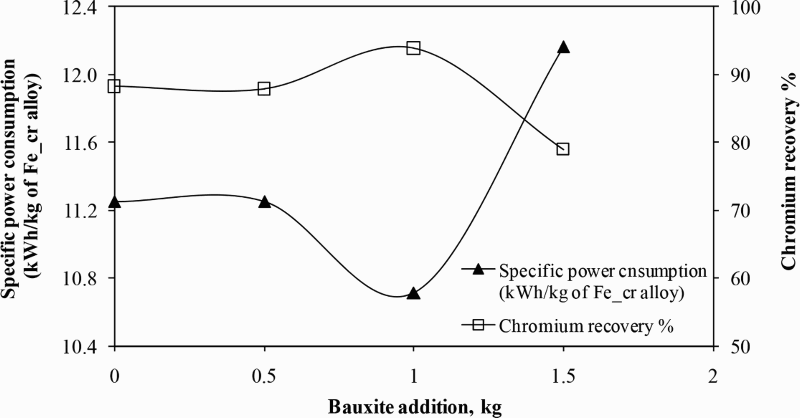
Table 11 shows that, up to 0.5% bauxite addition (31.34% alumina in slag), there is no improvement in the metallic yield. However, with the addition of 1 kg bauxite, the alumina content of the slag increases to 33.72%, and the chromium recovery increases sharply and specific power consumption decreases. Shimoo et al. 31 studied the reduction of (Fe, Mg)O.Cr 2O3 spinel in CaO–SiO2 slags at 1600°C and found that the presence of Al2O3 considerably improved the wettability of the slag and the reaction rate. These caused greater recovery of chromium in the ferrochrome alloy. With the continued addition of bauxite to 1.5 kg, the Al2O3 content of the slag becomes 34.26 wt-%, the chromium recovery greatly decreases and the specific power consumption increases. This may be due to a considerable increase in viscosity of the slag at large concentration of Al2O3 in it. It may be noted that high Al2O3 concentration in the slag 32 greatly reduced the overall reduction rate during the reduction smelting of chromite at 1630°C, though the Cr recovery in ferrochrome alloy increased.
It is to be admitted that the results as shown in Fig. 11 do not show a definite trend of chromium recovery. This may be explained by referring to equation (19); because alumina is an amphoteric oxide, it may not have significant influence on the activity coefficient of CrO. Furthermore, there is no aluminium produced in the metal phase to influence the activity coefficient of Cr. Now, since the maximum metallic yield was found with 1 kg bauxite addition, this value was considered as the optimum one and used for the comparative study in the subsequent experiments.
Effect of bauxite on specific power consumption and chromium recovery
Characterisation of Fe–Cr alloy produced by smelting reduction using optimum parameters
X-ray diffraction pattern of ferrochrome produced from experiment no. 13 is shown in Fig. 12 to identify the phases formed in the alloy. Peaks of C [Powder Diffraction File (PDF) no. 04-006-5764], Cr (PDF no. 04-015-0321), Fe (PDF no. 04-014-0360), Fe3C (PDF no. 04-033-6492), Cr7C3 (PDF no. 01-071-3789) and (Cr,Fe)7C3 (PDF no. 00-005-0720) were identified in the XRD plot.
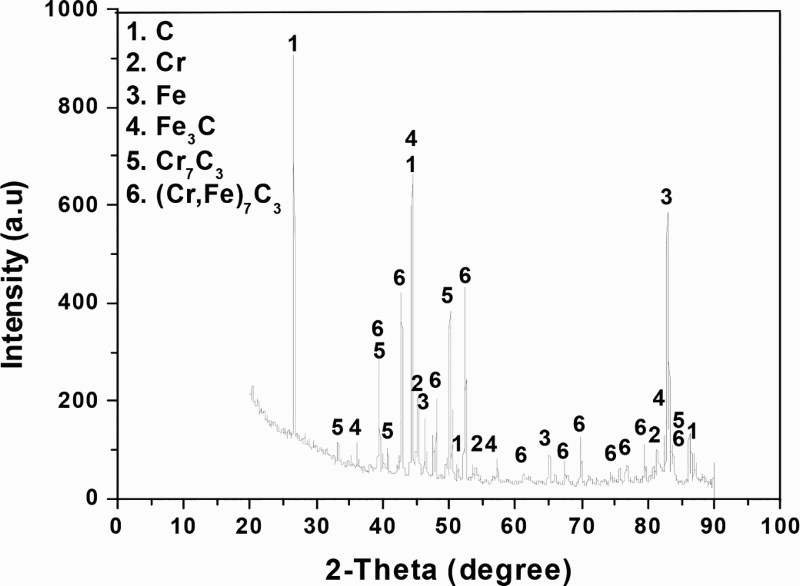
X-ray diffraction pattern of ferrochrome alloy
The backscattered electron image of the produced Fe–Cr alloy under electron probe microanalysis is shown in Fig. 13 wherein an energy dispersive spectroscopy analysis shows average composition of 58% chromium, 33% iron, 0.8% silicon and 7.5% carbon.
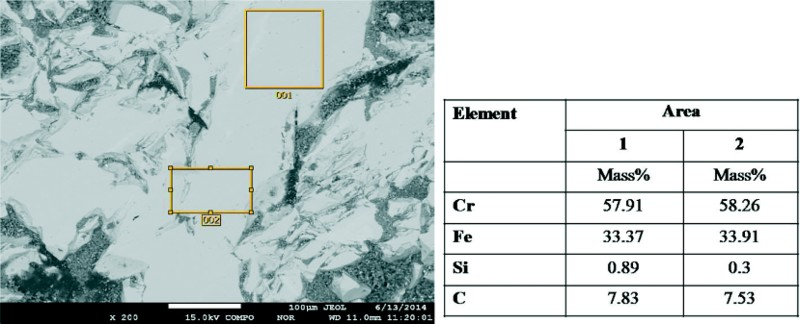
Backscattered electron image with EDS result of ferrochrome alloy of experiment no. 13
Furthermore, the XRD pattern of the slag produced in experiment no. 13 is shown in Fig. 14. The peaks marked 1, 2 and 3 in the diffractogram of slag confirm the presence of (Mg,Al)2O4 (PDF no. 01-077-1193), MgSiO3 (PDF no. 04-013-2960) and Ca(Mg, Al)(Si, Al)2O6 (PDF no. 00-041-1370). From the database, the primary phase (peak 1) was identified as magnesium aluminium oxide. The other phases were identified as magnesium silicate (peak 2) and calcium magnesium aluminium silicon oxide (peak 3). The electron probe microanalysis–energy dispersive spectroscopy analysis of backscattered electron image of final slag is shown in Fig. 15. The dark grey phases (point 1 and area 2) represent magnesia and alumina rich phases and light grey phases (point 3 and area 4) represents calcia and silica rich phases. Thus, this result was also compatible with the XRD analysis (Fig. 14).
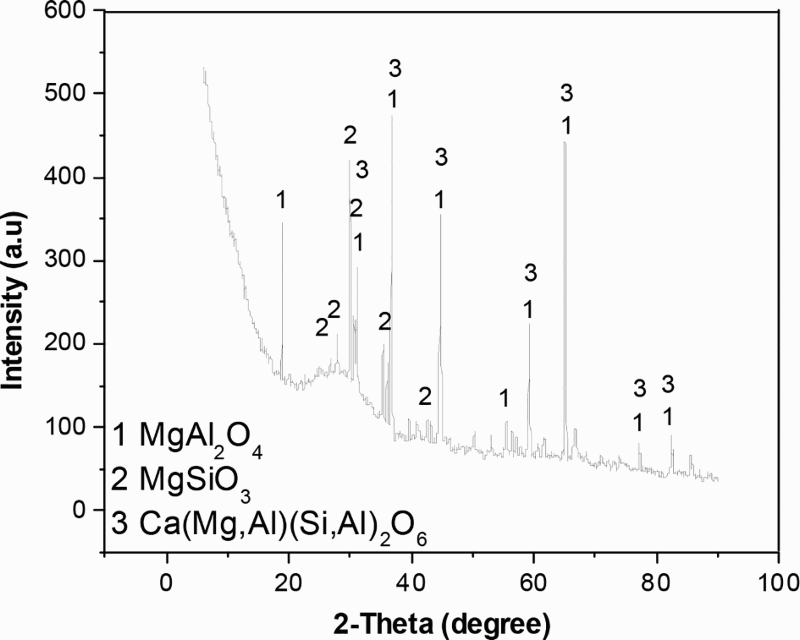
X-ray diffraction of final slag
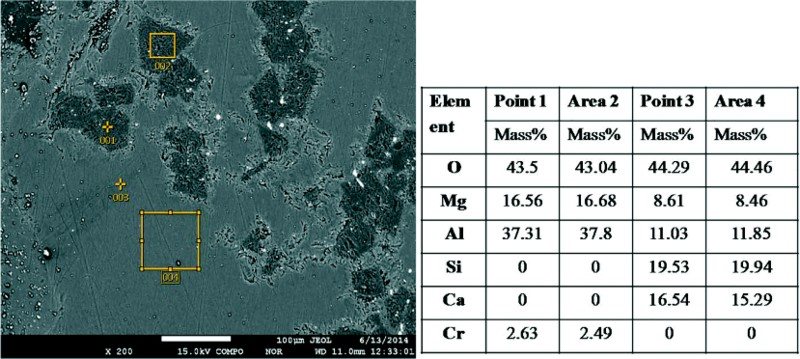
Backscattered electron image with EDS result of final slag of experiment no. 13
The chemical composition of the ferrochrome alloy produced under the optimised condition is given in Table 12. The Si content of the alloy is quite low. Although the metallic yield (76%) was very good, the Cr content was 54.6% only, while the Fe content was as high as 36.2%. This low Cr and high Fe in the produced ferrochrome is due to the low Cr content and high Fe content of the ore used. This ferrochrome may be treated as charge chrome. The chemical analysis of the corresponding slag is obtained as 0.76%Cr2O3, 0.98%FeO, 19.33%MgO, 16.31%CaO, 25.6%SiO2, 32.19%Al2O3, etc. Both Cr and Fe contents are very low in the slag as the recovery was very good under the optimised condition.
Chemical composition of Fe–Cr alloy produced/wt-%
Comparison of chromite sinter and lump ore smelting study in identical slag chemistry and power consumption
As established previously, the optimum conditions for smelting was found to be 45 kWh of power input, 2.1 kg coke, 0.752 kg quartzite and 1 kg bauxite for 10 kg chromite sinter smelting (experiment no. 13). For the sake of comparison of performance, smelting experiments were conducted in the same set-up with a chromite lump ore (10 kg) in place of the developed sinter in identical condition of slag chemistry as given in Table 13 and power consumption. Notably, the same ore that had been used in sintering was used for this study. Raw material inputs to the experiments are given in Table 14.
Chemical analysis of slag produced in smelting of sinter and lump ore (comparison)
Comparison of raw material composition and experimental parameters for ferrochrome making with sinter (experiment no. 13) and lump ore (experiment no. 15)
Sinter being porous in nature may have lower thermal conductivity than the lump ore resulting in poor heat transfer from the arc during the initial stage. 17 It has been observed that, for lump ore, a liquid pool was formed beneath the electrodes within 5–7 min of arcing, in comparison to 10–15 min for sinter. This may facilitate early direct heating for lumps by submerged arcing. However, in a production plant, this observation may not be of much importance as the solid feed materials are fed directly into an already existing liquid pool and heating is carried out by submerged arcing. It is to be noted that, despite higher power consumption at the first stage of heating for smelting of sinter, a lower specific power consumption, higher metallic yield (76%) and better chromium recovery (91%) than that of the lump ore (70.2% metallic yield and 75.4% chromium recovery) were found, as given in Table 14. The possible explanation for the same may be given below.
In sinter, a considerable percentage (19 wt-%) of mass is prefused and low melting as explained in previous sections. Furthermore, the sinter has porous structure. These might enhance the rate of its dissolution in the liquid bath that exhibit subsequent reduction resulted in lower specific power consumption and better metallic yield in sinter as shown in Table 14.
Chromium content of alloy obtained from the sinter is higher than that from the lump ore as given in Table 15, which may be due to the faster reduction of Cr2O3 for the above reason. Carbon content of ferrochrome obtained with sinter is not much different from lump ore. The slight decrease may be due to the dilution with the higher chromium content. Thus, from the metallic yield and recovery point of view, the chromite sinter shows better performance than the lump ore smelting in identical condition. However, the specific power consumption was comparable for both.
Chemical analyses of ferrochrome alloys produced from sinter and lump ore (comparison)
Conclusions
CO gas is not an efficient reducing agent for Cr2O3 in the reduction of chromite. The reduction of Cr2O3 with solid carbon is thermodynamically feasible at any temperature above 1229°C, under 1 atm total pressure. In the presence of solid carbon, 56.9%Cr reduction was found at 1400°C temperature in argon atmosphere. FactSage equilibrium calculation shows that the smelting reduction of the developed sinter without any external flux can produce a slag having the composition: 23.68MgO–16.6CaO–25.83SiO2–33.22Al2O3 (wt-%). The melting point of this slag is ∼1800°C, which is too high to be practicable. Quartzite (7.52%) needs to be added to the sinter during smelting to raise SiO2 concentration of the slag to 33%, which can reduce the theoretical melting point of slag to 1660°C (as per FactSage calculation), suitable for operation. In a 10 kg scale smelting study in 50 kVA EAF at 1667°C, it has been found that 21% coke, 7.52% quartzite and 10% bauxite addition with 45 kWh of heat input is optimum to achieve 76% metallic yield and 91% chromium recovery in 67 min. In a comparative study, the chromite sinter, being a prefused material, showed much better metallic yield (76%) and higher chromium content (54.6%) in the produced ferrochrome than the lump ore (70 and 51.9% respectively) in identical operating condition. Accordingly, the specific power consumption was less in the former case. Thus, the developed flux sinter is suitable for the production of charge chrome/ferrochrome and has better performance during smelting than the lump ore.
Footnotes
Acknowledgement
The authors would like to express their sincere gratitude to the Director, CSIR-National Metallurgical Laboratory, Jamshedpur, for his kind permission to publish this work.