
Abstract
The conventional universal crown mill (UCM) temper mill cannot be controlled well for asymmetric high-order complex wave shapes; thus, a novel type of asymmetric universal crown temper mill (AS-UCM) was designed, which was configured for asymmetric bending of the work roll and intermediate roll, as well as asymmetric axial shifting of the intermediate roll. The corresponding shape control technology was established. Taking the typical production process as an example, the present study quantitatively analysed the control effect of AS-UCM and the ordinary UCM temper mill on asymmetric high-order complex wave shapes. Moreover, the related technology was commercially applied to the 750 mm AS-UCM with great economic benefits.
Introduction
With the rapid development of automobile, military, construction, electrical appliances, shipbuilding, electronics, aerospace and other industries, the demand for plate and strip has rapidly grown in recent years, thereby leading to rapid developments in the plate and strip production industry. As most customers move from the low-end to the high-end market and competition becomes increasingly fierce, the demand for shape accuracy is rising. Temper rolling is a process of strip manufacturing that is closest to the finished product and has a decisive effect on the quality of the finished strip flatness. The universal crown mill (UCM) temper mill has attracted widespread industrial attention because of its features, such as work roll bending, intermediate roll bending, intermediate roll shifting, tilting roll and other means of shape control. The UCM temper mill has a strong ability for shape control on a single edge wave, double edge wave, medium wave and other conventional wave shapes. However, this temper mill is often powerless on asymmetric high-order complex wave shapes, such as the rib wave and composite wave. In particular, given that rolling reduction is small in the temper rolling process, the roll and strip steel cooling requirements are not high and the thermal crown of work roll is almost negligible; thus, the method of subsection cooling cannot be used to accurately control high-order complex wave shapes.
Several studies have been conducted on the shape problem of the rolling process locally and abroad. Liu et al. 1,2 studied the problem of plate shape in the symmetric rolling of six-high mills via the strip element method. Yun et al. 3 and Du et al. 4 studied the symmetric shape calculations of the plate rolling process of six-high mills by the finite element method. Jung et al. 5,6 studied the problem of conventional symmetric wave shape control in cold rolling via the fuzzy control algorithm method. Raju et al. 7 predicted the shape defects over lengths of cold rolled sheet with artificial neural networks. Bai 8 analysed the shape and roll contact in the thin plate rolling process of six-high temper mills via an analytical method. Cao et al. 9 , Dong et al. 10 and Wang et al. 11 studied the problem of roll contour design of strip mills. Zhang et al. 12,13 studied the optimisation and control of intermediate roll axial shifting of six-high mills. Most of the previous studies focused on the simple wave shape control problem, but the control technology related to the complex wave shape is seldom investigated. Therefore, the shape control ability of the UCM temper mill for high-order complex wave shapes, as well as the quality of the strip shape, should be improved in the research on iron and steel enterprise technology.
Design of novel type of asymmetric universal crown temper mill
In the rolling process of strip steel, the causes of asymmetric high-order complex wave shapes can be divided into three categories as follows: (i) incoming factors, which mainly include the asymmetric high-order complex wave shape as shown in Figure 1a or the incoming sectional shape with an asymmetrical abnormal distribution as shown in Figure 1b ; (ii) the rolling process factors, which are mainly from strip running deviation; and (iii) the rolling equipment factors, which mainly include the abnormal wear of rolls (including work rolls, intermediate rolls and back-up rolls). The original grinding accuracy of the roll contour is not so high such that the actual roll contour has an asymmetric abnormal distribution as shown in Figure 1c . The installation error of the temper mill prevents the rolling line from coinciding with the centre line of the roll. The horizontal or vertical deviation of the rolls is large. For the asymmetric complex wave shapes caused by the aforementioned factors, an ordinary UCM temper mill with symmetrical work roll bending, intermediate roll bending and axial shifting of the intermediate roll cannot be controlled. Only the symmetrical shape problem can be resolved because the influence of the UCM temper mill on loaded roll gap is symmetrical. The tilting roll can result in the asymmetric distribution of loaded roll gap from the working side to the driving side, but this distribution is linear and can only control a simple linear asymmetric wave shape. To solve the problem of asymmetric high-order complex wave shapes, the high-order distribution must be asymmetric for the loaded roll gap in the rolling process. After much analysis and research, a novel type of asymmetric universal crown temper mill (AS-UCM) was designed and configured to have asymmetric bending of the work roll and intermediate roll, as well as asymmetric axial shifting of the intermediate roll, as shown in Figure 2.
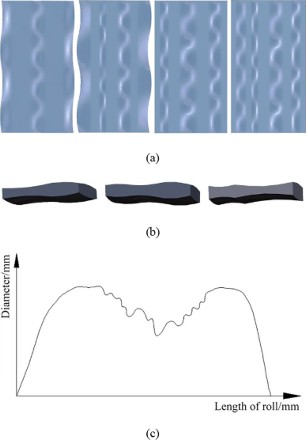
a incoming strip shape is high-order complex wave shape; b incoming section shape has abnormal distribution; c actual roll contour has abnormal distribution
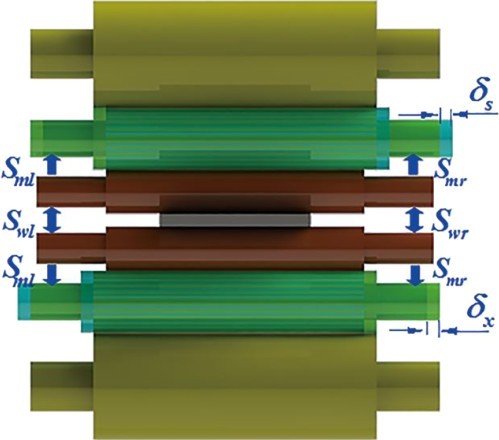
Diagram of AS-UCM
Analysis of shape of novel AS-UCM
Compared with the UCM temper mill, the shape control parameters of the AS-UCM increased from four (work roll bending force, intermediate roll bending force, intermediate roll axial shifting and tilting roll) to seven (bending force from the working side of the work roll, bending force from the driving side of the work roll, bending force from the working side of the intermediate roll, bending force from the driving side of the intermediate roll, upper intermediate roll axial shifting, lower intermediate roll axial shifting and tilting roll), thereby greatly increasing the amount of shape control. When the asymmetric bending and asymmetric axial shifting caused the asymmetric high-order distribution of the loaded roll gap, the seven shape control parameters could be properly combined into various loaded roll gap shapes with enhanced shape control. To analyse the ability to control asymmetric bending and asymmetric axial shifting on the loaded roll gap, a 1420 temper mill was taken as an example; its equipment parameters are given in Table 1. A typical product was selected by fixing the bending force from the driving side of the work roll and intermediate roll and shifts in the amount of the upper intermediate roll and the tilting roll (the main rolling parameters are given in Table 2). The metal deformation model 14,15 and elastic deformation model of the roll system were used during the asymmetric rolling process 16–19 based on the rolling theory. Changes in the loaded roll gap under different bending forces were simulated from the working side of the work roll and intermediate roll, as well as shifts in the amount of the lower intermediate roll (Figures 3 4 –5). When simulating the effect of a specific parameter, the other two parameters were set to zero.
Main parameters of 1420 temper mill
Main rolling parameters of typical product
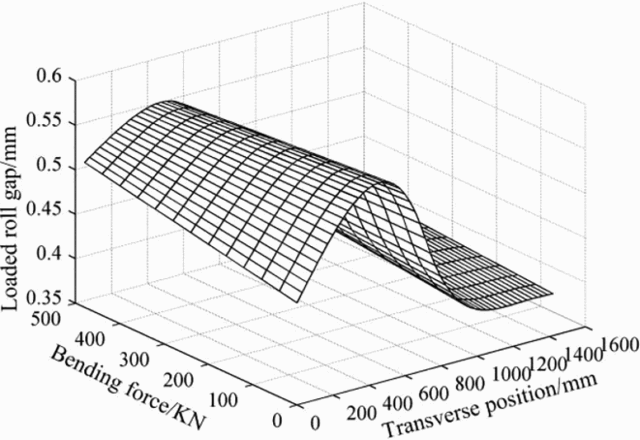
Influence of bending force from working side of work roll on loaded roll gap
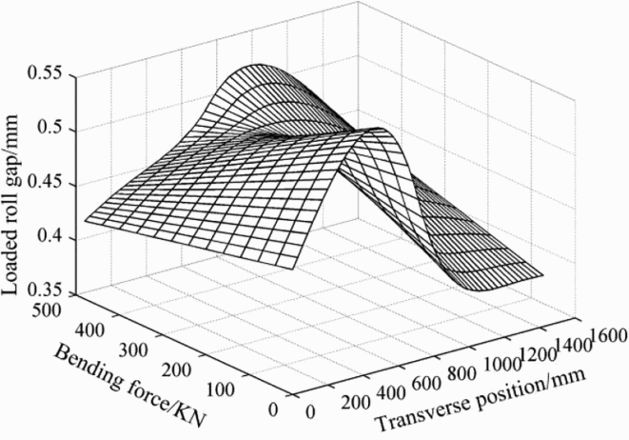
Influence of bending force from working side of intermediate roll on loaded roll gap
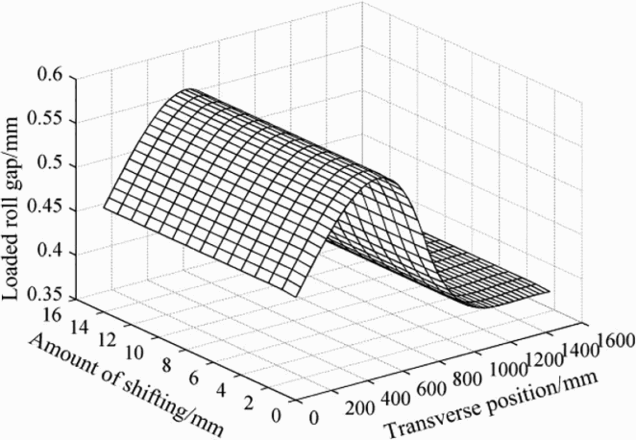
Influence of lower intermediate roll axial shifting on loaded roll gap
As shown in Figures 3–5, the asymmetric work roll bending, asymmetric intermediate roll bending and asymmetric intermediate roll shifting could continuously change the shape of the loaded roll gap and result in asymmetric high-order distribution. Furthermore, if asymmetric work roll bending, asymmetric intermediate roll bending, asymmetric intermediate roll shifting and tilting are combined and coordinated, more shapes of the loaded roll gap will be formed. Therefore, AS-UCM could effectively control asymmetric high-order complex wave shapes.
Shape control technology of novel AS-UCM
Shape control model of AS-UCM
As previously mentioned, the shape control of AS-UCM mainly includes the bending force from the working side of the work roll, bending force from the driving side of the work roll, bending force from the working side of the intermediate roll, bending force from the driving side of the intermediate roll, upper intermediate roll shifting, lower intermediate roll shifting and the tilting roll. The main parameters in a specific rolling process for the AS-UCM include the roll diameter, roll crown, roll length, screw centre distance and the bowed roller hydro-cylinder centre distance. Other main parameters include the incoming steel grades and sizes, incoming cross-sectional shape, incoming plate shape, rolling force, backward and front tension and elongation. Shape 








Assume that the target shape of the temper mill is 
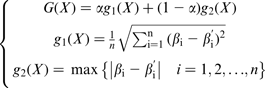


Consequently, the AS-UCM shape control model is converted to find the best value of 

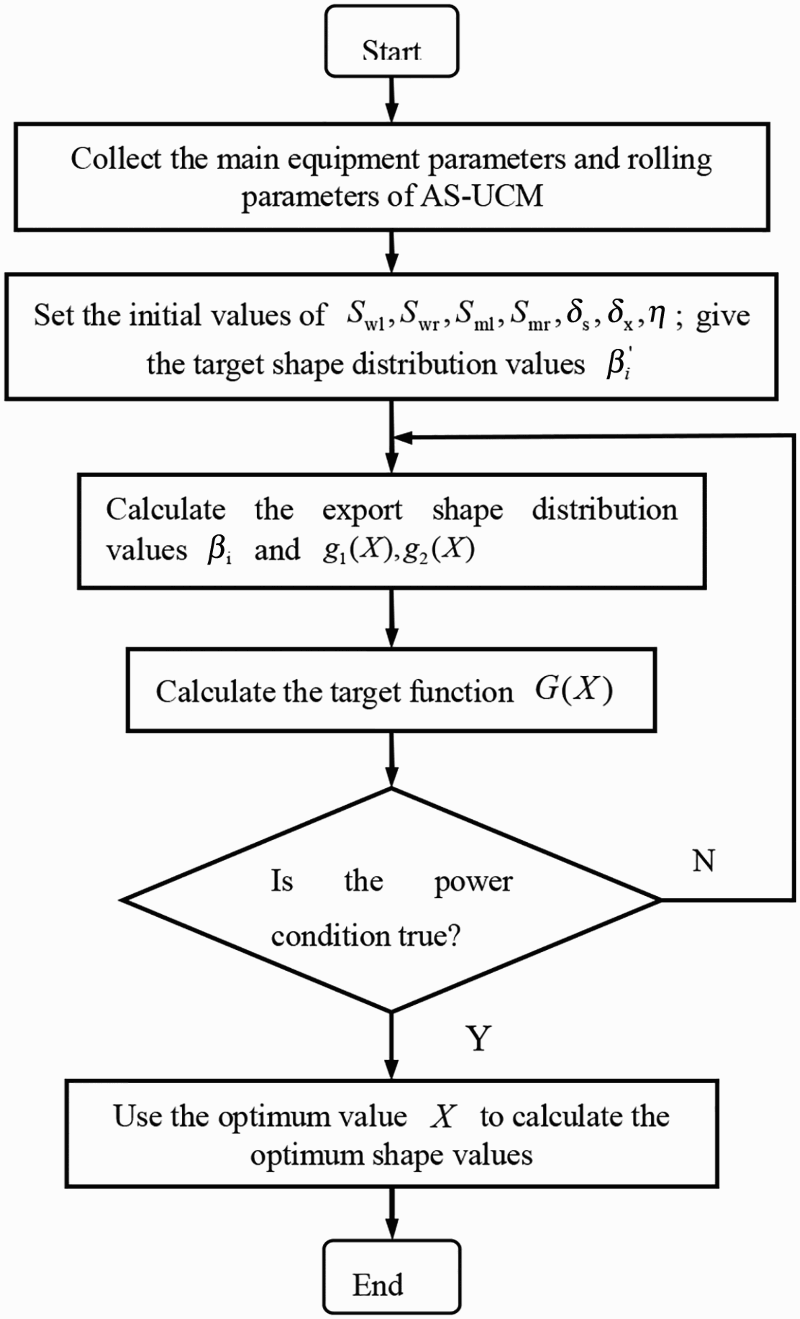
Computational block diagram
Shape control effect and industrial application of AS-UCM
Shape control effect of AS-UCM
To analyse the shape control effect of the AS-UCM, a 1420 temper mill (main equipment parameters are shown in Table 1) was used to meet the specifications for a 1200 mm × 0.5 mm product (the rolling force, front tension, backward tension and steel grade are shown in Table 2). The shape control methods were selected in the ground state (bending force from the working side and driving side of the work roll, 0 kN; bending force from the working side and driving side of the intermediate roll, 0 kN; amount of shifting from upper and lower intermediate rolls, 0 mm; amount of tilting, 0 μm). When the rolling force was changed, a large asymmetric high-order complex wave shape (Figure 7) was observed. The shape control effects of the AS-UCM and UCM were simulated. The results are shown in Figures 8 and 9.
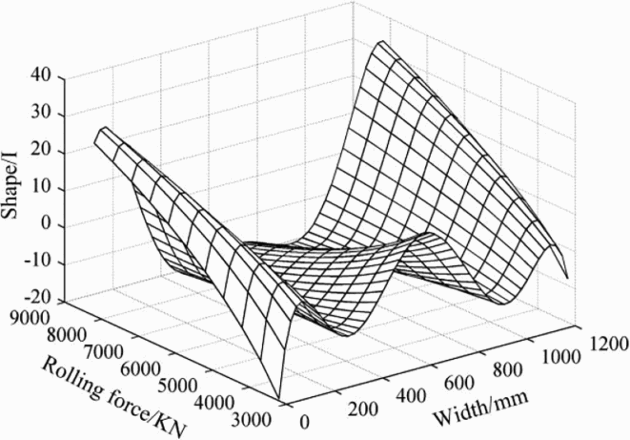
Typical asymmetric high-order complex wave shape
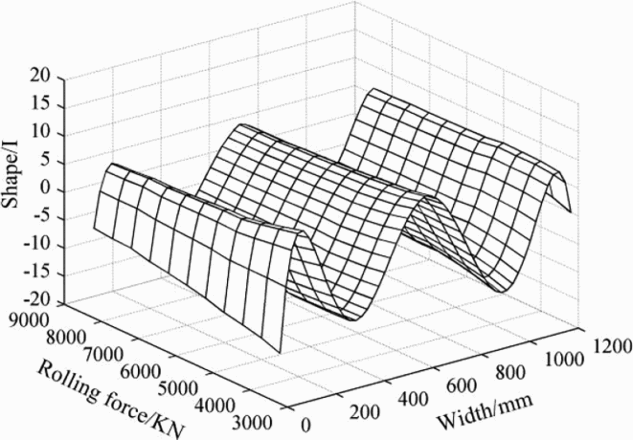
Control effect of UCM temper mill on asymmetric high-order wave shape
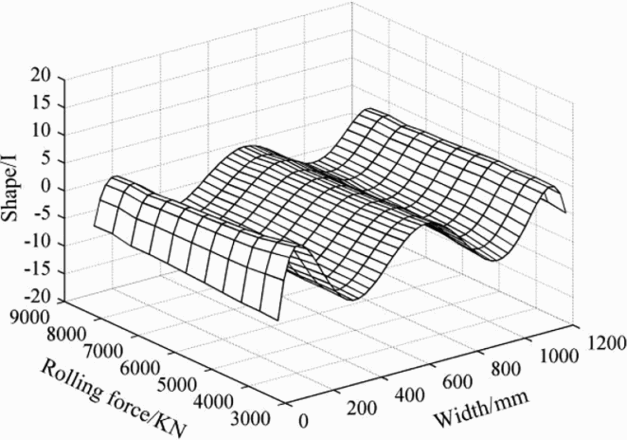
Control effect of AS-UCM on asymmetric high-order wave shape
As shown in Figures 8 and 9 and Table 3, the AS-UCM has greater shape control ability on asymmetric high-order complex wave shapes than the ordinary UCM under the same initial conditions. The present study provides a useful reference for the control of high-order complex wave shapes of the temper mill.
Comparison of effects of AS-UCM and UCM on shape control
Industrial application of AS-UCM
To improve the shape quality of steel and plastic complex strips, steel batteries, electronic products, dedicated super-deep drawing steel strips, ultra-thin precision steel strips and nickel-plated steel strips, as well as to control high-order complex shapes, a steel company in Jiangsu Province, China used the related technologies described in the present article to design a set of 750 mm AS-UCM. The said company developed the online display and control system of the corresponding strip shape in the absence of a shape meter. The main interface of the system is shown in Figure 10. After the temper mill was started in May 2013, the strip shape control effect was good, with more than 95% of the steel strip shape controlled within 2–4 I, whereas the closure rate of the said shape was controlled by less than 0.5%. All the aforementioned changes created economic benefits amounting to more than 30 million yuan per year. In the 750 mm AS-UCM strip shape online display and control system, the realisation of the strip shape displayed mainly depended on the data collection system for real-time data, such as the rolling force, front tension, backward tension, elongation, bending force of the roll, amount of tilting, etc. Moreover, the strip shape mainly originated from the upstream process of cold tandem mill, whereas the incoming section featured a data reference upstream of the hot rolling process. When key technological parameters are known, the corresponding shape value was calculated in real time, and the visualisation display was achieved in the form of a histogram by the shape model. 8 In addition, shape control was achieved by the ‘AS-UCM shape control model’, which compared the real-time shape with the target shape and obtained the optimum values of the control parameters (bending force from the working side of the work roll, bending force from the driving side of the work roll, bending force from the working side of the intermediate roll, bending force from the driving side of the intermediate roll, upper intermediate roll shifting, lower intermediate roll shifting and amount of tilting roll). These values were sent to the control system to be set up in real time to realise shape control.
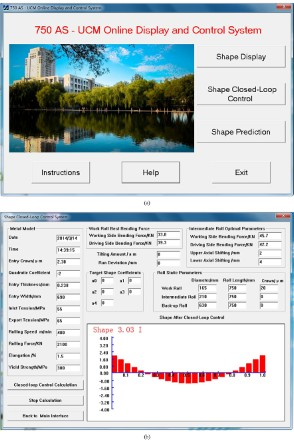
a main interface; b shape closed-loop control system
Conclusions
The ordinary UCM temper mill cannot configure subsection cooling and consequently cannot control asymmetric high-order complex wave shapes. By considering the characteristics of the equipment and technology of the six-high temper mill, a novel type of AS-UCM was designed, which configured asymmetric work roll bending, asymmetric intermediate roll bending and intermediate roll asymmetric axial shifting. The ability of the AS-UCM to control the shape of the loaded roll gap was quantitatively analysed. A shape control model for the AS-UCM was established. Based on the same initial conditions, results showed that AS-UCM had greater shape control ability on asymmetric high-order complex wave shapes than the ordinary UCM temper mill. Finally, the related technology has been commercially applied to the production practice of a 750 mm temper mill, with good shape control effect. More than 95% of the steel plate shape values were controlled within 2–4 I, whereas the closure rate of the shape was controlled by less than 0.5%, thereby creating greater economic benefit.
Footnotes
Acknowledgements
The present research was funded by the National Science and Technology Support Program of China (no. 2011BAF15B02). A few experiments were made in Jiutian Photoelectric Technology Co., Ltd. The authors gratefully acknowledge the technical support of Jiutian.