
Abstract
The solidifying metal/chill contour will significantly affect the boundary heat transfer coefficients, and solidification modellers should be aware of the casting conditions for which the heat transfer coefficients are determined. The previous work carried out on solidification of Al–Si alloys in a metallic mould and solidification against bottom/top chills has shown that modification and chilling have synergetic effect resulting in a significant increase in the heat flux transients at the casting/chill interface. In the present work, the heat transfer during solidification of unmodified and chemically modified Al–Si alloys around a cylindrical copper chill was investigated. Heat flux transients were estimated using lumped heat capacitance method. Lower peak heat flux was obtained with chemically modified alloy. This is in contrast to the results reported for alloys solidifying against chills and in metallic moulds. The chill thermal behaviour and heat transfer to the chill material when surrounded by modified and unmodified alloys were explained on the basis of the decrease in the degree of undercooling in the case of modified alloy as compared to unmodified alloy and the change in contact condition and shrinkage characteristics of the alloy due to the addition of chemical modifiers.
Introduction
Al–Si alloys are generally subjected to modification melt treatment, which transforms the acicular silicon morphology to rounded fibrous one resulting in a noticeable improvement in elongation and strength.1 Sodium and strontium are the common modifiers in use. Apart from chemical modification, chilling plays an important role in the refinement of the metallurgical microstructure. 2 2,3 This is particularly significant in sand moulds instrumented with metallic chills to promote directional solidification.
Modification melt treatment is associated with the depression of the eutectic arrest temperature and significantly alters other thermal analysis parameters such as the degree of undercooling, eutectic arrest time, etc.4–7 Hence, the melt treatment is also expected to affect the boundary heat flux at the metal/chill interface. Knowledge of heat flux at the casting/chill interface is essential for solidification simulation of castings.8–10 The boundary between the casting and the mould presents a significant resistance to the heat flow from the solidifying alloy when the solidifying metal and the chill material have high thermal conductivities.
The manner by which the liquid metal comes into contact with a chill/metallic mould can be classified into the following four classes:
molten metal surrounded by metallic mould (convex interface)
bottom chill and upward solidification (plane interface with the effect of metallostatic head acting on the interface)
top chill and downward solidification (plane interface without the effect of metallostatic head acting on the interface)
chill material surrounded by molten metal (concave interface).
The solidifying metal/chill contour will significantly affect the boundary heat transfer coefficients, and solidification modellers should be aware of the casting conditions for which the heat transfer coefficients are determined. The previous work carried out by the authors have shown that in the first three cases, the modification and chilling have synergetic effect resulting in a significant increase in the heat flux transients at the casting/chill interface.11–13 A considerable increase in the cooling rate of the modified alloy was observed during solidification against a metallic chill. This was attributed to the fine rounded fibrous silicon morphology facilitating electronic heat conduction in the casting/chill interfacial region and improved wetting of the chill surface by the liquid metal in the presence of sodium.
The heat transfer during solidification of chemically modified alloy surrounding a chill material has not been investigated. The present work is aimed at the investigation of heat transfer during solidification of chemically modified Al–Si alloys surrounding a high conductivity copper chill.
Experimental
A357 and A413 Al–Si alloys were used in the present investigation. Alloys were procured from FENFE Metallurgicals (Bangalore, India). The compositions of the alloys as measured by emission spectroanalysis are given in Table 1.
Compositions of A357 and A413 Al–Si alloys
Figure 1 shows the schematic sketch of the experimental set-up. About 750 g of alloy was melted in a resistance heating furnace using a graphite crucible. The melt was degassed at ∼700°C using hexachloroethane degassing tablets. After degassing, the melt was chemically modified using metallic sodium. The alloy after melt treatment was poured into CO2 sand mould of 25 mm diameter and 100 mm height. The CO2 sand moulds were preheated to 300°C before the metal was poured so as to maintain the temperature of 720°C. A copper chill of 10 mm diameter and 50 mm height was dipped in the molten metal, which was allowed to solidify around the chill. The chill was instrumented with a calibrated 1 mm diameter stainless steel sheathed K type thermocouple at the centre for recording the thermal history of the chill. An NI SCXI 1000 data logger was used for temperature data acquisition. Experiments were repeated with Sr as the chemical modifier.
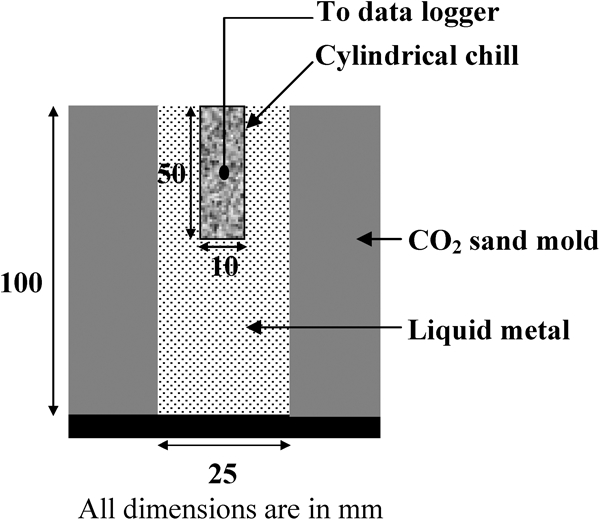
Schematic sketch of experimental set-up for solidifying metal around chill probe
Results and discussion
For materials having high thermal conductivity and parts with smaller geometry, heat flux at the boundary can be estimated by the lumped heat capacitance method.5 The heat flux q at the surface of the chill can be calculated using the following equation

Figures 2 and 3 show the thermal behaviours of the copper chill during solidification of A413 and A357 alloys respectively. The corresponding variations in heat flux with time are given in Figs. 4 and 5 respectively. Table 2 gives the estimated peak heat flux for the copper chill dipped in A357 and A413 alloys and also the corresponding peak heat transfer coefficients hmax calculated using the relation hmax = qmax/ΔT. The estimated Biot numbers for all the experiments were found to be <0·1 validating the assumption of Newtonian heating in the chill material.
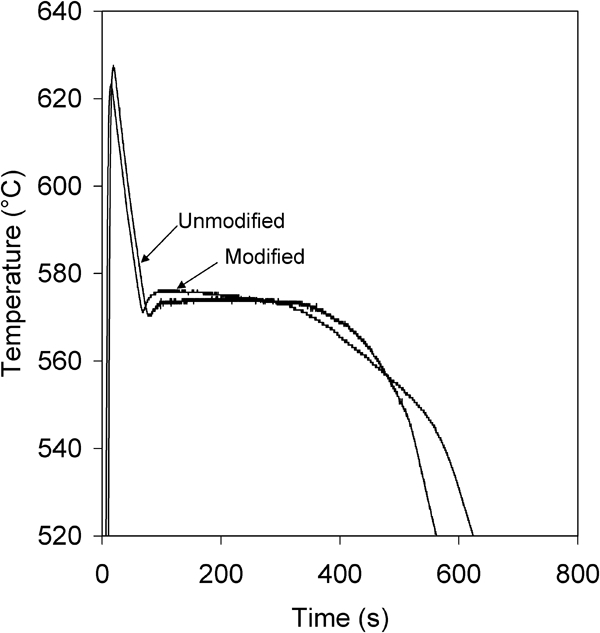
Thermal behaviour of copper chill dipped in A413 melt
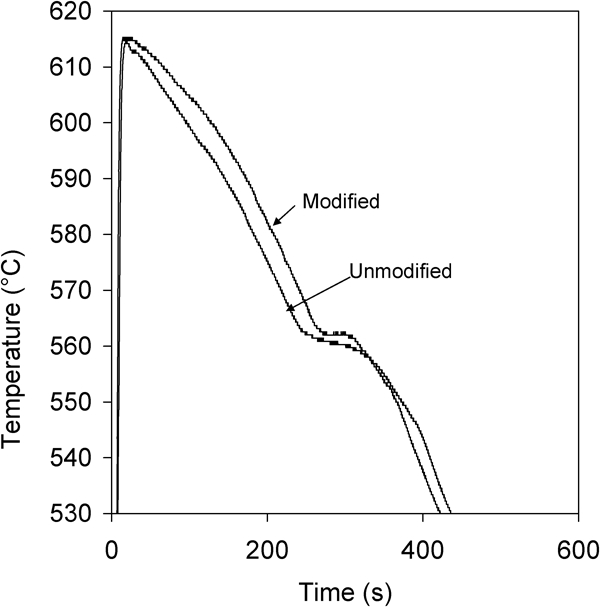
Thermal behaviour of copper chill dipped in A357 melt
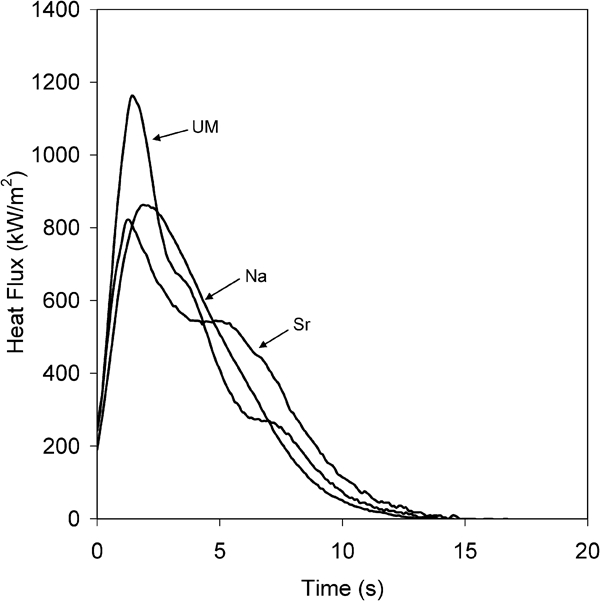
Variation in heat flux with time for copper probe dipped in molten A413 alloy
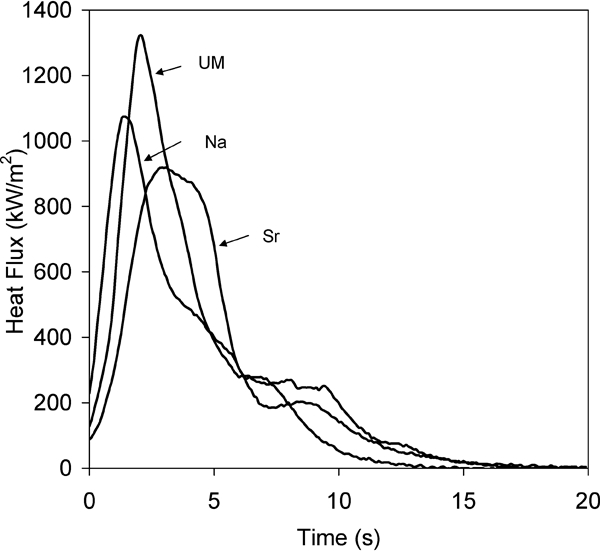
Variation in heat flux with time for copper probe dipped in molten A357 alloy
Estimated peak heat flux and peak heat transfer coefficients for copper chill dipped in A413 and A357 alloys

It was observed that the peak heat flux in the chill for unmodified alloy is high in all the cases. On modification, the peak heat flux decreased by about 20–30. The results of experiments of alloy solidifying around a cylindrical chill were found to be quite opposite to that reported for experiments involving melt treated alloy solidifying in a cylindrical mould or solidifying against a chill. In experiments involving cylindrical metallic moulds, the molten metal was surrounded by the chill, whereas in these experiments, the chill material was surrounded by the molten metal. When Al–Si alloys solidify against a chill or a mould, the peak heat flux of modified alloy was more compared to that of the unmodified alloy irrespective of the type of alloy, modifier or chill/mould material. The present experiments showed an opposing trend. Here, the chill attained the temperature of the molten alloy soon after the liquid metal was poured into the mould. This implies that the ability of the chill to extract heat from the solidifying alloy significantly decreased, and the material no longer performed the function of a chill. Figure 3 clearly showed that the rate at which the chill cools was lower in the case of the modified alloy. A plot of the heat flux versus temperature indicated that the peak in the heat flux transients was obtained before the chill attained 200°C for all experiments (Fig. 6).
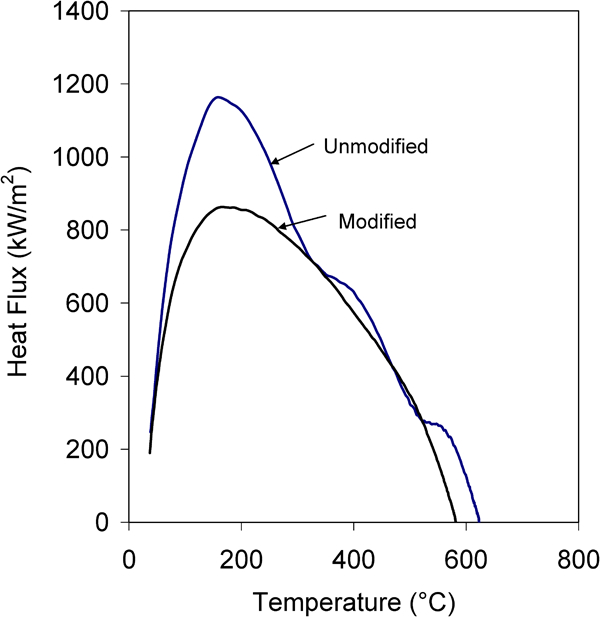
Heat flux versus chill temperature for A413 alloy
For the alloy solidifying around the chill, the major portion of the heat was extracted by the sand mould since the heat flux transients at the metal/chill interface were found to negligible after ∼15 s (Fig. 5). The completion of solidification took more than 300 s depending on the type of the alloy (Figs. 2 and 3). This suggested that the heat removal during solidification took place dominantly at the interface between the metal and the sand mould. Modified alloys resulted in higher heat transfer to the mould. Figure 7 is a schematic sketch of the heat flow from the metal to the mould. In Fig. 7a, heat flow from the metal to the mould is divergent, whereas in Fig. 7b, the heat flow from the metal to the chill is convergent. The mould contour plays a dominant part in the heat extraction. The temperature of the chill rises from room temperature of about 27–600°C in ∼22 s.
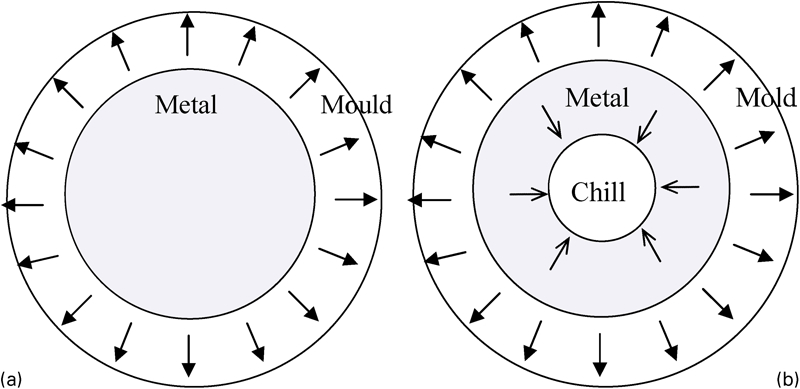
Schematic representation of the mechanism of heat flow during solidification a in a mould and b with chill at centre of casting
The total heat content in the alloy is approximated as

With modification, the chill showed a lower heat flux, since the heat transfer to the mould was more than that in the unmodified condition. The cooling behaviour of the chill resembles the cooling curve of the alloy showing characteristic features of liquidus region and eutectic arrest. However, it showed opposing cooling behaviour for both modified and unmodified alloys as compared to solidification against bottom chill and in metallic mould.11–13 This behaviour can be explained using a schematic sketch of solidification of unmodified and modified alloys around the chill. Figure 8a and b schematically represents the situation during solidification of unmodified and modified alloy respectively with chill at similar times after the start of solidification. The casting consists of solid region in contact with the mould and a liquid region surrounding the chill. In the modified alloy, the solid region is larger compared to the liquid due to the higher heat transfer at the metal/sand mould interface. At the solid/liquid interface, there is some degree of undercooling. The degree of undercooling is significantly decreased in the case of modified alloy due to the small amount of liquid region, which was near the heated chill. The temperature Tliquid at any instant of time in the modified liquid was thus greater than that in the unmodified liquid. The heat flux transient at the chill/liquid interface was therefore lower for modified alloy at the chill/liquid interface for all times compared to that for unmodified alloy. Thus, the temperature indicated by the chill dipped in modified alloy was higher, and the corresponding cooling rate was lower.
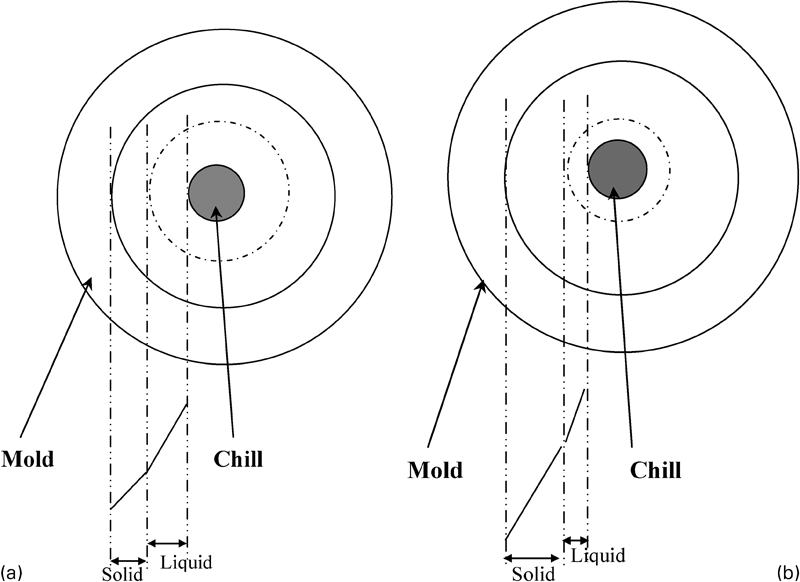
Schematic sketch showing solidification of unmodified and modified alloys around a metallic chill
Another mechanism to account for the opposing thermal behaviour of the chill material is based on the contact condition existing at the metal/sand mould interface and shrinkage characteristics of the modified alloy. Shi et al.14 found a relationship between the surface tension of Al–Si alloys and microstructural modification. According to the study, the surface tension is mainly controlled by the quantity of the modifier, and when the surface tension is below 400 mN m−1, excellent modification occurs. Emadi et al.15 observed that the addition of 0·01 wt-Sr and 0·005 wt-Na to A356 alloy decreases the surface tension of the liquid by about 19 and 10 respectively and may increase the volume shrinkage by ∼12. It was also observed that the shrinkage in the case of modified alloy generally manifests in the form of redistributed porosity in the casting. The surface of the casting, hence, will be in conforming contact with the mould as compared to that in unmodified alloy. In the unmodified alloy, due to the shrinkage of the casting at the sand mould surface, a higher metallostatic pressure is exerted on the outer surface of the chill, which is rigid. Under these conditions, the unmodified alloy results in a higher heat flux due to the better contact at the metal/chill interface. On the other hand, the modified alloy results in a lower heat flux due to the improved contact at the metal/mould interface. This explanation does not contradict the opposing results obtained with chill experiments.
Conclusions
The modification melt treatment in Al–Si alloys has a significant effect on casting/chill interfacial heat transfer. The experiments involving liquid metal solidifying around cylindrical chill suggested an opposite trend in the chill thermal behaviour as compared to that reported for solidification experiments in metallic moulds. Furthermore, the heat flux transients decreased with modification for both the alloys.
Two mechanisms were proposed for explaining the heat transfer to the chill when surrounded by modified and unmodified alloys. The first mechanism was based on the degree of undercooling that significantly decreased in the case of modified alloy due to the small amount of liquid region, which was near the heated chill. The temperature indicated by the chill dipped in modified alloy was thus higher, and the corresponding cooling rate and heat flux transients were found to be lower. The second mechanism was based on the change in contact condition and shrinkage characteristics of the alloy due to the addition of chemical modifiers.
Footnotes
Acknowledgements
One of the authors (KNP) thanks the Defence Research Development Organization, Government of India (New Delhi, India) for providing financial assistance for the purchase of the data acquisition system under an R&D project.