
Abstract
The cooling slope process is a simple method to produce feedstock materials for semisolid processing. In this work, the influence of surface coating of the cooling slope on grain morphology was examined. The investigation showed that the coating on the surface of the slope can affect the forming of both the solidification shell and the morphology of α-Al phase. A zebra form coating was proposed and tested, which cannot only reduce the solidification shell but also improve the grain microstructure.
Introduction
Traditionally, metal forming processes employ either fully liquid metals (casting) or fully metals (forging, extrusion). Forming processes do not employ semisolid metals because, in conventional solidification of alloys, a dendritic structure forms that begins to stiffen when the alloy is as little as 20 solid. Thereafter, the partially solidified metal cannot be deformed or formation of segregates. When metallic alloys are vigorously agitated during solidification, the solid forms a non-dendritic structure. It can be formed into a shape.1–6 There are many methods of producing semisolid slurry. In general, the semisolid alloy slurry is produced by electromagnetic stirring or mechanical stirring. 7 7,8 However, the equipment is huge and the cost is high. A much cheaper route is the cooling slope.9–14 The primary crystal of the semisolid slurry at the cooling slope has been reported to become spherical after being maintained in the semisolid state. During the process, solid nuclei are formed because of the contact between the melt and the cooling slope which causes rapid heat transfer. These nuclei are detached from the surface and finally distributed into the melt. Meanwhile, the cooling slope process has some disadvantages, such as oxide incorporation and solidification shell formed on the surface of slope.
For the cooling slope, Refs. 10–14 mentioned to use the coating for lubrication to prevent the forming of solidification shell. However, no detailed investigations and discussions have been given. The aim of this work is to investigate the influence of coating on the solidification shell and on the morphology of α-Al phase.
Experimental
Figure 1 shows a schematic illustration of the experimental apparatus, and Table 1 shows the experimental conditions. The chemical composition of Al–9Si–2Cu aluminium alloy used in the work is Al–9·50Si–2·01Cu–0·88Zn–0·76Fe–0·15Mn. The alloy was heated to 750°C, and held isothermally for a few minutes. Then, the alloy melt was poured on the slope plate, and collected by the mould with the diameter of Φ80 mm in the water bath. Melt temperatures on the cooling slope at different positions were captured by three thermal couples set above the slope. Zebra forms of coating on slope surface were examined. All specimens were polished using 200, 600 and 1000 grinding papers, and polished with 1 μm diamond pastes, then etched by Kellers solution (1 mL HF, 1·5 mL HCl, 2·5 mL HNO3 and 95 mL H2O) for 10 s. Finally, microstructure observation was performed using an Olympus microscope. For evaluating the sphericity of the primary solid phase, a shape factor was measured by means of an Image Pro Plus 6·0 image analyser software. The shape factor is defined as (perimeter)2/4π(area), which is equal to 1 in case of a spheric grain.
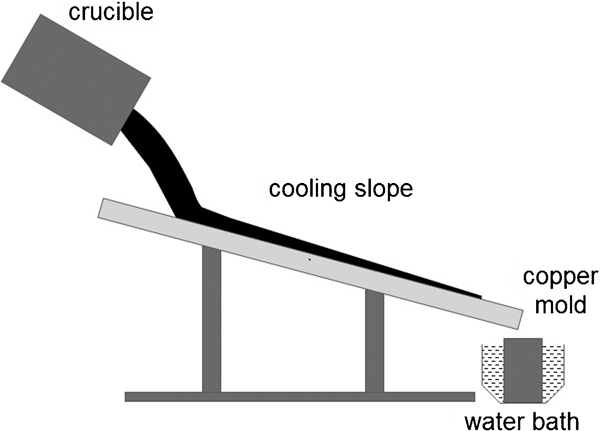
Schematic illustration of cooling slope
Experimental conditions
Results and discussion
Figure 2 shows the microstructures of Al–9Si–2Cu alloy formed with and without the cooling slope. When the cooling slope is used, the globular or rosette crystals appear throughout the ingot. During the process, a solidification shell can be formed because of the solidified aluminium alloy sticking on the surface of slope. Once the shell forms, it cannot move anymore with the flowing melt. The solidification shell not only increases the waste of material but also decreases the cooling intensity of slope. In order to avoid or reduce the solidification shell, cubic boron nitride coating (10 g BN and 50 mL H2O) supplied by Sicntec Keramilk Company (Shelton, CT, USA), is coated on the surface of cooling slope.

Microstructure of Al–9Si–2Cu alloy a with cooling slope and b without cooling slope
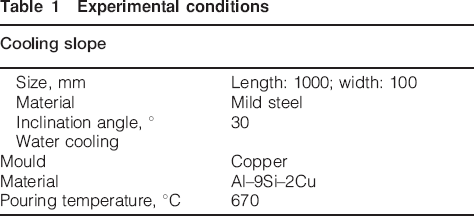
The microstructures of Al–9Si–2Cu alloy formed with and without coating are shown in Fig. 3. A comparison between Fig. 3a and b reveals that the morphology of α-Al phase is rosette but not near spherical when the coating is used on the surface of slope. Although the solidification shell can be avoided when the coating is used, the microstructure becomes worse and is not suitable for semisolid processing. A zebra form coating was therefore investigated. Figure 4 shows three different forms of the zebra coating.

Microstructure of semisolid Al–9Si–2Cu alloy a with coating and b without coating
Schematic illustration of slope surface
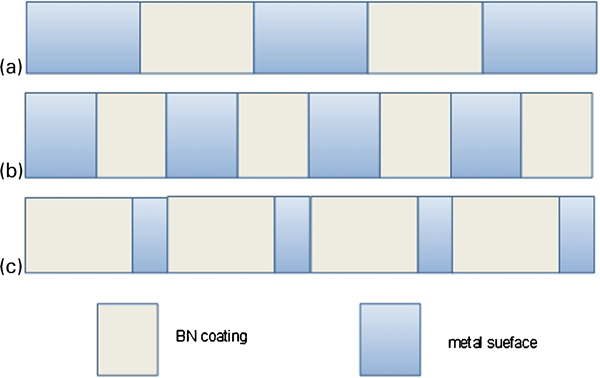
Figure 5 shows the influence of coating on the distribution of temperature on the cooling slope. It shows that the cooling slope without the coating can decrease the temperature from 670°C at the top to 580°C at the bottom, and the bottom temperature of the melt is 615°C when the surface of the slope is completely coated. When the surface is coated with the three forms of zebra coating as shown in Fig. 4, the bottom temperatures of the melt are 595, 603 and 610°C respectively.
Melt temperature on sloping plate surface
Figure 6 shows the solidification shells formed on the surface of the slope during the pouring process. It shows that the solidification shell reduced significantly when the zebra coating is used. The microstructures of Al–9Si–2Cu alloy formed with different forms of coating are shown in Fig. 7. The roundness of α-Al is 1·6, 1·8 and 1·9 respectively, while the roundness of α-Al is 2·5 when the surface is completely coated (Fig. 3a).

Solidification shell formed with different forms of coating
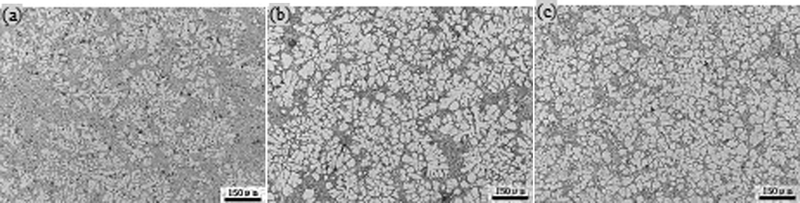
Microstructure of semisolid Al–9Si–2Cu alloy
There are two mechanisms for grain globalisation in the cooling slope process. 15 15,16 Mechanical and thermal effects are as follows:
the flow of liquid metal over a cooling slope causes the decrease in the temperature in the semisolid and consequently nucleation
the grains get sheared because of the flow over the slope.
Under the current experimental conditions, the cooling slope is made of mild steel with cooling water inside. The cooling slope can provide enough cooling intensity for heterogonous and eruptive nucleation. When the melt was poured on the surface of the slope, a large number of nuclei were heterogeneously formed based on the cooling slope surface. When the melt directly contacts with the surface metal of the slope, a large number of dendrite arms are broken by the shearing of convection flow. Dendrite arms are not able to form as the nuclei tumble over and over in the melt. Dendrite arm fragments can grow and evolve into spherical grains. The heterogeneous nuclei on the slope surface will extend until they contact each other; finally, they will form a solidification shell (Fig. 8a). When the coating is used on the surface of the slope, the nucleation capability is reduced (Fig. 8b). Nuclei forming on the slope surface will escape and disperse in the whole melt. Dendrite arms are broken due to collisions between dendrites, eventually evolving into spherical grains.
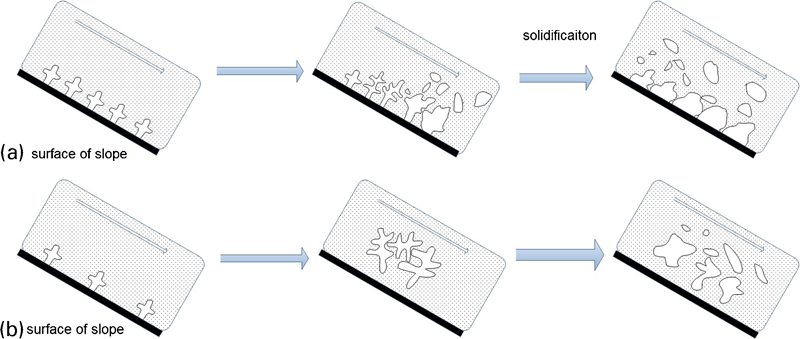
Mechanism of globalisation a without coating and b with coating
The nucleus density has a great influence on the final grain size and microstructure. When the surface of cooling slope is coated, the cooling intensity will be reduced. It causes a lowering in the effective nucleus density. From Fig. 3a, it can be seen that the morphology of α-Al is rosette rather than spherical. Therefore, the cooling intensity is an important factor that influences the nucleation rate. However, increasing the cooling intensity will result in a rapid solidification of aluminium alloy and a thicker solidification shell is therefore formed.
Conclusions
A semisolid billet of Al–9Si–2Cu alloy with fine spherical grains can be prepared by using a cooling slope.
Coating can avoid or reduce the solidification shell, but it is not beneficial to improve the morphology of α-Al phase.
Zebra forms of coating were tested showing different influences on the solidification shell and morphology of the α-Al phase.
Footnotes
Acknowledgements
The authors would like to thank National Natural Science Foundation of China (grant no. 50601003, no. 50971032 and no. 50874022), New Century Excellent Talents in University (NCET-07-0137) and Scientific Research Fund of Liaoning Provincial Education Department.