
Abstract
The effects of small additions of Zr and Sr on the as cast microstructure and tensile properties of the Mg–4Y–1·2Mn–0·9Sc (wt-) magnesium alloy were investigated. The results indicate that small additions of Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy do not cause an obvious change in the morphology and size of the secondary phases. However, the grains of the Zr and/or Sr containing alloys are effectively refined. Among the Zr and/or Sr containing alloys, the grains of the alloy with addition of 0·5 wt-Zr+0·1 wt-Sr are found to be the finest, followed by the alloys with additions of 0·5 wt-Zr and 0·1 wt-Sr respectively. Furthermore, the tensile properties of the Mg–4Y–1·2Mn–0·9Sc alloy, especially the room temperature ductility, are improved by small additions of Zr and/or Sr. Among the Zr and/or Sr containing alloys, the alloy with addition of 0·5 wt-Zr+0·1 wt-Sr obtains the optimum tensile properties at room temperature and 300°C, and the tensile properties of the alloys with additions of 0·5 wt-Zr and 0·1 wt-Sr are similar.
Introduction
Magnesium alloys are the lightest commercially available structural alloys and have great potential for applications in automotive, aerospace and other industries. However, the present widely used magnesium alloys are unsuitable for application in hot components because of their poor creep resistance. 1 1,2Therefore, the development of elevated temperature magnesium alloys is necessary to improve the temperature range of application of magnesium components and to compete with other light constructional materials. Previous investigations3 indicated that the Mg–Sc based alloys with the additions of Y and Mn are promising for possible applications at temperatures above 300°C. It has been reported that the quaternary Mg–Y–Mn–Sc alloys are considerably superior to the WE43 alloy, which is recognised and used as high performance lightweight constructional materials for sustained applications up to 250°C. 4 4,5 According to the investigations of Mordike et al.,2 the high creep properties of the Mg–Y–Mn–Sc alloys are mainly caused by the dense dispersion of fine Mn2Sc particles, which are stable in both size and number, at least up to 350°C. At the same time, these Mn2Sc particles have the form of fine discs parallel to the basal planes of the α-Mg matrix, which has a stronger effect on the cross-slip of basal dislocation or non-basal slip and consequently on the creep resistance. In addition, the Mn and Y containing phase (Mn12Y) parallelled to α-Mg matrix basal planes, and the stable Mg24Y5 phase in grain boundaries possibly contribute to the further improvement in creep resistance. Although the above results reveal that the Mg–Y–Mn–Sc alloys are superior in creep resistance, they exhibit relatively low tensile properties, especially low ductility, due to the coarse grains. For example, Xiong et al.6 and Chen et al.7 found that the grains of the as cast Mg–5Y–1Mn–0·3Sc alloy are very coarse (the average grain size: 423 μm) and thus lead to relatively low mechanical properties. At present, though a lot of work has been carried out to develop high creep resistant Mg–Y–Mn–Sc magnesium alloys, these works mainly focus on the microstructural characterisation and/or the mechanical properties of the quaternary Mg–Y–Mn–Sc alloys in both as cast and/or T5 conditions.2,3,6–8 The investigations of the potential for further improvement in the mechanical properties of the Mg–Y–Mn–Sc alloys by grain refinement are very scarce in the literature. Therefore, further enhancement in the mechanical properties for the alloy by grain refinement needs to be considered.
Zr is a powerful grain refiner for Al free magnesium alloys to further improve their mechanical properties. The solubility of Zr in molten magnesium is limited, i.e. ∼0·45 wt- at the peritectic temperature.9 Recent work has shown that it requires only ∼0·22 wt- of dissolved Zr in a molten magnesium alloy to achieve equiaxed grains.10 In addition, Zr containing alloys usually show better corrosion resistance than Zr free magnesium alloys.11 In addition, Sr addition can refine the microstructures and improve the strength and creep resistance of magnesium alloys, 12 12,13and Zhao et al.14found that a small addition of Sr to the Mg–3·5Mn alloy could refine the grains of the alloy and thus leads to the improvement of the tensile strength and toughness. Although Emley15and Bamberger and Dehm16 reported that Zr could not be used in the Mn containing magnesium alloys, the powerful evidence is not provided, and some Mn and Zr containing magnesium alloys such as Mg–Y–Mn–Zr alloys are being developed. 8 8,17 Therefore, it is expected that the Zr and/or Sr additions to the Mg–Y–Mn–Sc alloys are possibly beneficial to the microstructural refinement and improvement of the mechanical properties. However, up to now, the available information about the effects of Zr and Sr additions on the microstructure and mechanical properties of the Mg–Y–Mn–Sc alloys is very scarce in the literature. In order to improve the ductility of the Mg–Y–Mn–Sc alloy through grain refinement by small additions of Zr and/or Sr while maintaining and/or improving the room temperature and elevated temperature tensile strengths, the present work investigates the effects of small additions of Zr and Sr on the as cast microstructures and tensile properties of the Mg–4Y–1·2Mn–0·9Sc alloy.
Experimental
The nominal compositions of the experimental alloys studied in the present work are Mg–4Y–1·2Mn–0·9Sc (alloy 1), Mg–4Y–1·2Mn–0·9Sc–0·5Zr (alloy 2), Mg–4Y–1·2Mn–0·9Sc–0·1Sr (alloy 3) and Mg–4Y–1·2Mn–0·9Sc–0·5Zr–0·1Sr (alloy 4). In general, the amount of Zr that dissolves into molten magnesium from a mater addition is typically <50 of the addition level,18 where undissolved Zr particles can serve as nucleation cites for magnesium grains.19Therefore, in the present work, the Zr content of 0·5 wt- is possibly suitable for the experimental alloys. The experimental alloys were prepared by adding pure Mg, Mg–17Y, Mg–2·7Sc and Mg–4·38Mn, Mg–31·27Zr and Mg–10Sr master alloys. The experimental alloys were melted in a crucible resistance furnace and protected by 2 wt- RJ-2 flux additions (45 wt-MgCl2+37 wt-KCl+8 wt-NaCl+4 wt-CaF2+6 wt-BaCl). After being held at 740°C for 20 min, the melts of the experimental alloys were respectively homogenised by mechanical stirring and then poured into a permanent mould which was made with no. 45 steel and coated and preheated to 200°C in order to obtain a casting, as shown in Fig. 1. The specimens, as shown in Fig. 2, were fabricated from the castings for tensile test. Furthermore, the samples of the experimental alloys were subjected to a solution heat treatment (520°C/12 h+water cooled) in order to clearly reveal the grain boundaries. In comparison, the Mg–4Y–1·2Mn–0·9Sc alloy without adding Zr and Sr was also cast and machined into the same dimensions and tested under the same conditions as the above samples.

Casting with fabricated area of samples for mechanical properties tests
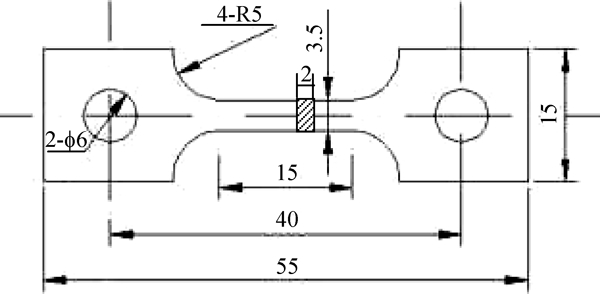
Configuration of samples used for tensile test (mm)
In order to analyse the solidification behaviour of the experimental alloys, the differential scanning calorimetry (DSC) was carried out using a NETZSCH STA 449C system equipped with platinum–rhodium crucibles. Samples weighting ∼30 mg were heated in a flowing argon atmosphere from 30 to 700°C for 5 min before being cooled down to 100°C. The heating and cooling curves were recorded at a rate of 15°C min−1.
The as cast and solutionised samples of the experimental alloys were respectively etched in an 8 nitric acid solution in distilled water and a solution of 1·5 g picric, 25 mL ethanol, 5 mL acetic acid and 10 mL distilled water, and then were examined by an Olympus optical microscope and/or JEOL JSM-6460LV type scanning electron microscope equipped with an Oxford energy dispersive X-ray spectrometer (EDS) with an operating voltage of 20 kV. The grain size was analysed by the standard linear intercept method using an Olympus stereomicroscope. The phases in the as cast experimental alloys were also analysed by a D/Max-1200X type analyser operated at 40 kV and 30 mA. The as cast tensile properties of the experimental alloys at room temperature and 300°C were determined from a complete stress–strain curve. In a bisected resistance furnace with the temperature controlled to within ±2°C and protected by CO2 atmosphere, the tensile specimens tested at 300°C were heated at a heating rate of 12°C min−1. Ultimate tensile strength (UTS), 0·2 yield strength (YS) and elongation to failure (Elong.) were obtained based on the average value of three tests.
Results and discussion
Effects on as cast microstructure
Figure 3 shows the X-ray diffraction (XRD) results of the as cast experimental alloys. As shown in Fig. 3, all the experimental alloys are mainly composed of α-Mg, Mg24Y5, Mn12Y and Mn2Sc phases, which is similar to the as cast Mg–5Y–1Mn–0·3Sc alloy 6 6,7 and the squeeze casting Mg–4Y–1Mn–1Sc alloy.4 In addition, the MnZr2 phase which has been reported in the Mg–4Y–1Mn–(0–1)Zr magnesium alloys8 is not observed in the XRD results of the Zr containing experimental alloys, which is possibly related to the relatively low content of Zr in the experimental alloys. Actually, the formation of the phases in the as cast alloys may be preliminarily explained by the DSC results. Figure 4shows the DSC cooling curves of the as cast alloys. It is found that the DSC cooling curves of the experimental alloys are similar, with two main peaks in the cooling curves, indicating that adding minor Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy does not influence the types of the phase transformations of the alloy. Based on the Mg–Y, Y–Mn, Mg–Y–Mn and Mg–Mn–Sc phase diagrams 3 20 3,20,21 and combined with the investigation of Grobner and Schmid-Fetzer,8 it is preliminarily inferred that during the solidification of the experimental alloys, the primary α-Mg and Mn2Sc phases first nucleate and grow until the temperature falls to ∼567°C, where a binary eutectic reaction (L1→α–Mg+Mg24Y5) occurs. Then, along with the temperature decrease, the solid solubilities of Y and Mn in the α-Mg solid solution decrease, thus resulting in the solid state precipitation of Mg24Y5 and Mn12Y. Accordingly, the final microstructure of the experimental alloys mainly consists of α-Mg, Mg24Y5, Mn12Y and Mn2Sc phases. In spite of the above analysis, the phase transformations for the quaternary Mg–4Y–1·2Mn–0·9Sc alloy and the effects of Zr and/or Sr additions on them are not completely clear. For example, although the MgSc phase, which, in the binary Mg–Sc system alloys, forms very slowly and has an insignificant influence on the mechanical properties, is found to precipitate at ∼110°C in the Mg–5Y–1·2Mn–0·9Sc alloy,8 it is not observed in the experimental alloys. In addition, the question of whether the Mn12Y phase is formed from onset solidification still remains. Therefore, further investigations need to be considered by combining phase diagram calculations and technological experiments.
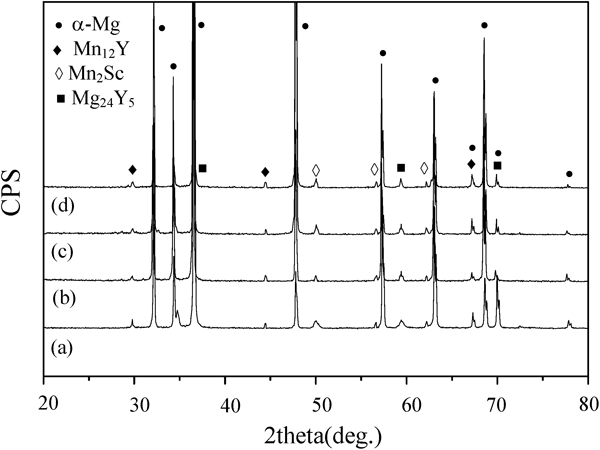
X-ray diffraction results of as cast alloys
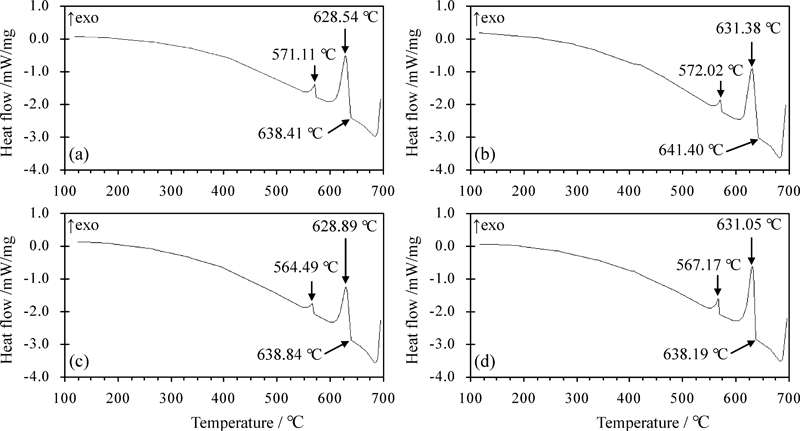
Differential scanning calorimetry cooling curves of as cast alloys
Figure 5 shows the optical images of the as cast experimental alloys. As shown in Fig. 5, the primary α-Mg phases in the as cast experimental alloys mainly display a dendrite configuration. Furthermore, the primary α-Mg phases in the Zr and/or Sr containing alloys are relatively finer than those in the quaternary alloy, indicating that small additions of Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy possibly refine the grains of the alloy. This is further confirmed in Fig. 6, which shows the optical images of the solutionised experimental alloys. It is observed from Fig. 6 that the Zr and/or Sr containing Mg–4Y–1·2Mn–0·9Sc alloys exhibit relatively finer grain size than the quaternary Mg–4Y–1·2Mn–0·9Sc alloy. The average grain size before refining is 324 μm for the quaternary alloy, and after adding Zr and/or Sr, its average sizes are 168, 221 and 142 μm for the alloys with additions of 0·5 wt-Zr, 0·1 wt-Sr and 0·5 wt-Zr+0·1 wt-Sr respectively. Based on the above results, adding 0·5 wt-Zr+0·1 wt-Sr to the Mg–4Y–1·2Mn–0·9Sc alloy can obtain the highest grain refining efficiency, followed by adding 0·5 wt-Zr and 0·1 wt-Sr respectively. Since the mechanisms for the grain refinement of the Zr or Sr containing magnesium alloys have been described in detail in Ref. 22, the following discussions mainly focus on the difference in the grain refinement of the Mg–4Y–1·2Mn–0·9Sc alloys with small additions of Zr and/or Sr. Previous investigations showed that the mechanism for the grain refinement by Zr in the low Zr magnesium alloys is different from that in the high Zr magnesium alloys:22–24the grain refinement by a high Zr content (above the peritectic point, 0·59) commonly relates to the lattice disregistry between Zr and Mg, and the grain refinement by a low Zr content (below the peritectic point, 0·59) is mostly caused by the growth restriction effects of Zr solute during solidification. In addition, the mechanism for the grain refinement by minor Sr in the magnesium alloys is also thought to be related to the growth restriction effects of Sr solute during solidification due to the low solid solubility of Sr in magnesium (∼0·11) and the rapid enrichment of solute in the liquid ahead of the growing interface.22 According to the growth restriction factor (GRF) values for various alloying elements in magnesium alloys,25 Zr has a very high GRF value (38·29), whereas the GRF value of Sr is relatively low (3·51). Therefore, the Zr containing Mg–4Y–1·2Mn–0·9Sc alloy obtains higher grain refinement efficiency than the Sr containing alloy. As for the highest grain refining efficiency of the Zr and Sr containing Mg–4Y–1·2Mn–0·9Sc alloy, it is possibly related to the combined effects of Zr and Sr on the growth restriction during solidification. However, this needs further confirmation.
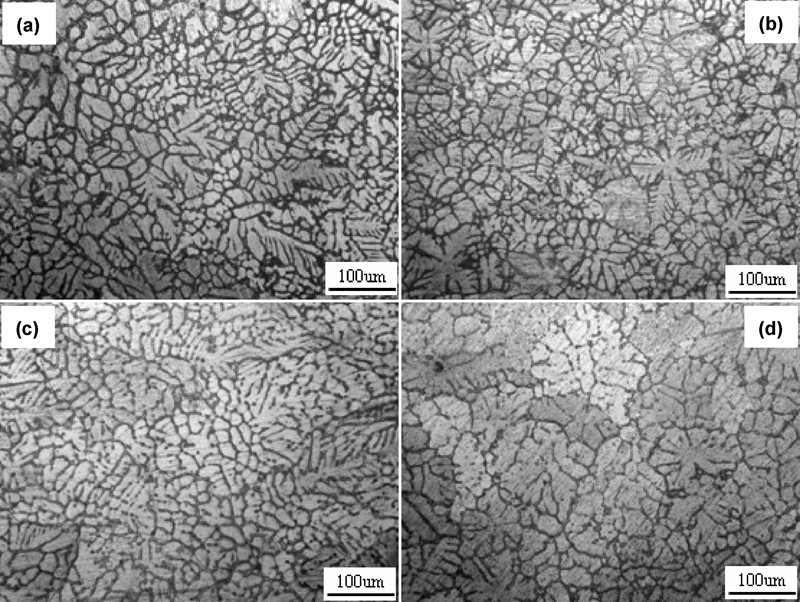
Optical images of as cast alloys
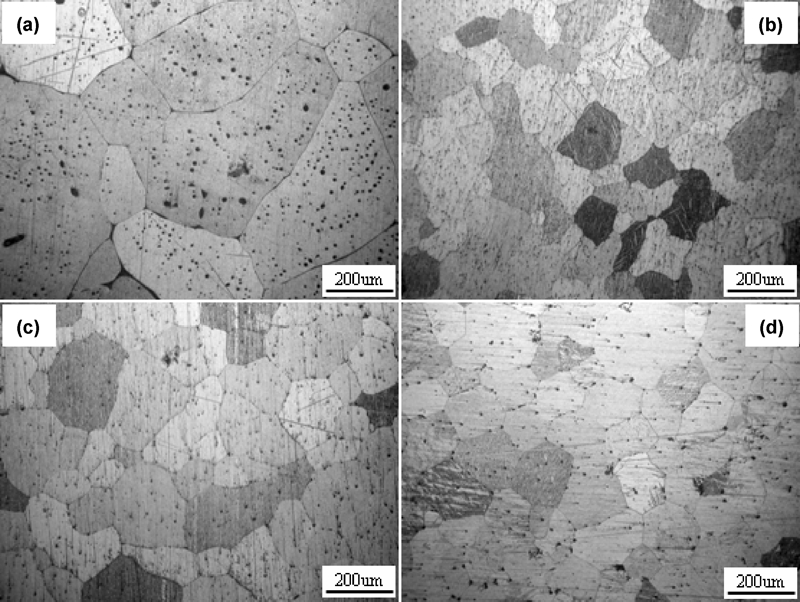
Optical images of solutionised alloys
Figure 7 shows the SEM images of the as cast experimental alloys. As shown in Fig. 7a, the secondary phases in the Mg–4Y–1·2Mn–0·9Sc alloy mainly exhibit particle shapes. Combining the XRD and EDS results, the intermetallic compounds are identified as Mg24Y5, Mn12Y and Mn2Sc phases. Furthermore, the morphology and size of the secondary phases in the Mg–4Y–1·2Mn–0·9Sc alloy are not significantly influenced by small additions of Zr and/or Sr.
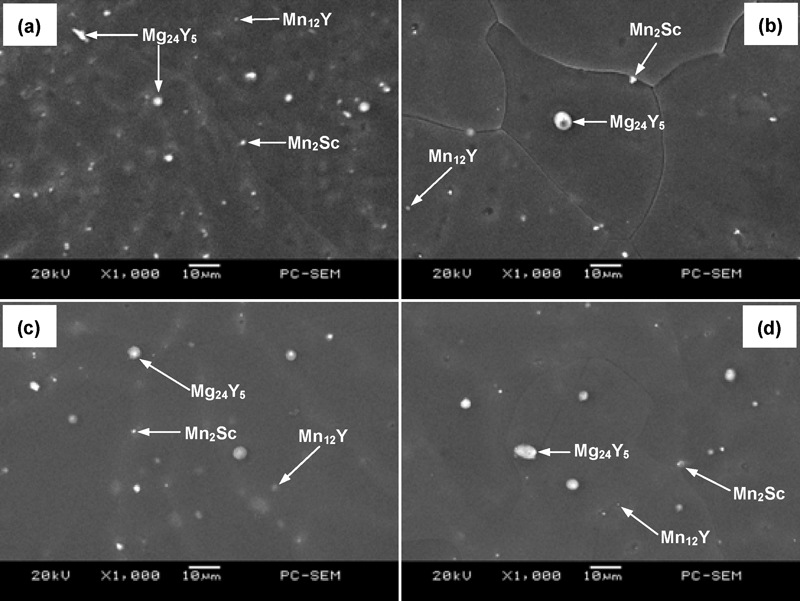
Images (SEM) of as cast alloys
Effects on tensile properties
The tensile properties, including UTS, 0·2 YS and Elong. of the as cast experimental alloys, are listed in Table 1. It is observed from Table 1 that the Zr and/or Sr containing Mg–4Y–1·2Mn–0·9Sc alloys exhibit relatively higher tensile properties at room temperature and 300°C than the quaternary Mg–4Y–1·2Mn–0·9Sc alloy, indicating that adding minor Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy is beneficial to the improvement of the tensile properties, especially the room temperature ductility. Furthermore, among the Zr and/or Sr containing alloys, the tensile properties of the alloy with addition of 0·5 wt-Zr+0·1 wt-Sr are the highest at room temperature and 300°C, and the tensile properties of the two alloys with additions of 0·5 wt-Zr and 0·1 wt-Sr are similar. Obviously, it can easily be explained by the grain refinement that small additions of Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy improve the tensile properties of the alloy. Similarly, the highest tensile properties for the Mg–4Y–1·2Mn–0·9Sc alloy with addition of 0·5 wt-Zr+0·1 wt-Sr are also consistent with the smallest grain size of the alloy. In spite of the above analysis, the question of whether Mg–4Y–1·2Mn–0·9Sc alloys with additions of 0·5 wt-Zr and 0·1 wt-Sr have different grain size but their tensile properties are similar still remains. The question is a subject for further study in the authors’ group.
Tensile properties of as cast alloys at room temperature and 300°C*
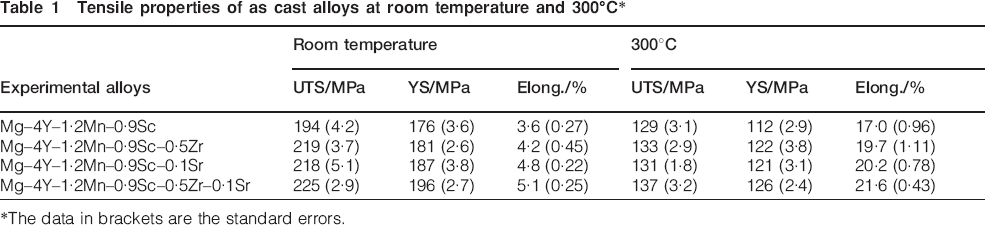
*The data in brackets are the standard errors.
Effects on fracture behaviour
Figures 8 and 9 show the SEM images of tensile fractographs and optical images of longitudinal sections for the as cast experimental alloys that failed in the tensile test at room temperature respectively. As shown in Fig. 8, a number of cleavage planes and steps are present, and some minute lacerated ridges can also be observed in the localised areas of the tensile fracture surfaces, indicating that all the tensile fracture surfaces have mixed characteristics of cleavage and quasi-cleavage fractures. In addition, it is observed from Fig. 9 that the tensile rupture of the experimental alloys occurs along the intergranular boundary. Based on the above results, it is inferred that adding minor Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy does not significantly change the fracture mode of the alloy.
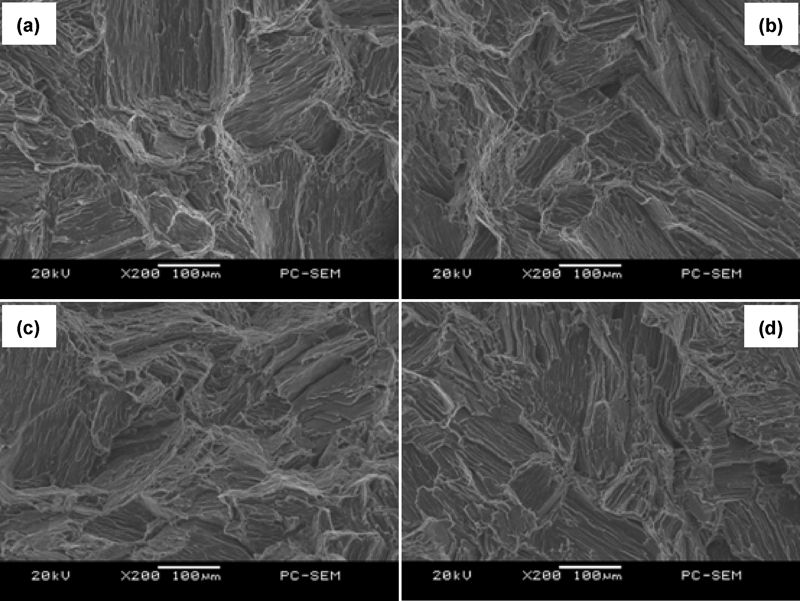
Images (SEM) of tensile fractographs as cast alloys tested at room temperature
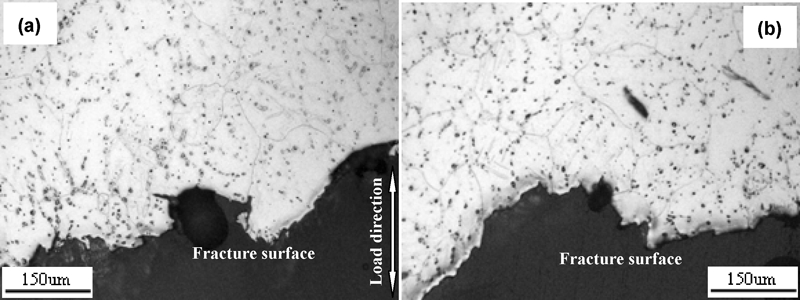
Optical images of longitudinal sections for as cast alloys failed in tensile test at room temperature
Conclusions
Small additions of Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy do not cause an obvious change in the morphology and size of the secondary phases. However, the grains of the Zr and/or Sr containing alloys are effectively refined. Among the Zr and/or Sr containing alloys, the grains of the alloy with addition of 0·5 wt-Zr+0·1 wt-Sr are the finest, followed by the alloys with additions of 0·5 wt-Zr and 0·1 wt-Sr respectively.
Small additions of Zr and/or Sr to the Mg–4Y–1·2Mn–0·9Sc alloy can improve the tensile properties at room temperature and 300°C, especially the room temperature ductility. Among the Zr and/or Sr containing alloys, the alloy with addition of 0·5 wt-Zr+0·1 wt-Sr obtains the optimum tensile properties at room temperature and 300°C, and the tensile properties of the alloys with additions of 0·5 wt-Zr and 0·1 wt-Sr are similar.
Footnotes
Acknowledgements
The present work was supported by the National Natural Science Funds of China (grant no. 50725413), the Major State Basic Research Development Program of China (973) (grant no. 2007CB613704), the Chongqing Science and Technology Commission in China (CSTC, grant nos. 2010AC4085, 2009AB4134 and 2006AA4012-9-6) and the Program for Hundreds of Distinguished Leading Scientists of CQ CSTC (grant no. 2010CSTC-HDLS).