
Abstract
Adding KBF4 salt to molten Al produces a B lean Al–B melt and a B rich dross. A revised practice that relies on the co-addition of Na3AlF6 with KBF4 and mechanical stirring is proposed in the present work to produce Al–B alloys. The highly surface active Na3AlF6 helps to break up the boride agglomerates glued together by the spent salt. Mechanical stirring facilitates uniform distribution of the freed borides in molten aluminium. The microstructural features of the Al–3B alloy thus processed and the B recovery were improved in a marked fashion. The boride dispersion in the aluminium matrix was uniform with no evidence of salt residues inside the aluminium matrix. An improved salt addition practice to ensure full B recovery and an Al–B alloy of sufficient quality is thus claimed to comprise the following steps: melting commercial purity aluminium ingot, adding premixed KBF4 and Na3AlF6 salts to molten Al at 800°C gradually to avoid excessive cooling of the melt, holding the melt for 5 min at 800°C to allow the reaction to reach completion, decanting the spent salt and throughly stirring the melt before casting into desired shape.
Keywords
Introduction
Transition metals impair the electrical conductivity of aluminium dramatically when solutionised in the aluminium matrix and must be removed to produce conductor grade aluminium. 1 1,2 This is accomplished by the addition of Al–B master alloys into the melt before casting. Transition metals, such as titanium, vanadium, chromium and zirconium, are readily precipitated by boron as their borides are more stable than those of aluminium.3
Al–B master alloys have recently been receiving some attention to replace Al–Ti–B master alloys, which fail to grain refine Al foundry alloys adequately.4 The high content of Si is responsible for the poor response of foundry alloys to grain refinement by Al–Ti–B master alloys,5–7 which are the predominant industrial refiners for Al alloys.8–12 The Al–B master alloys, on the other hand, take advantage of the high levels of Si, which enhance the nucleation potential of the AlB2 particles claimed to be the nucleating agent in these alloys. 5 5,13 The superior performance of Al borides, which, in the absence of Si, cannot act as an efficient grain refiner, may be attributed to the dissolved Si in the foundry alloys.5 Al–B master alloys were recently shown to have grain refining potency also for commercial pure aluminium.14
While a novel powder metallurgy process was proposed recently,3 the industrial production of Al–B alloys involves direct addition of KBF4 salt into molten aluminium.2 Boron of the halide salt is reduced by and then reacts with aluminium so as to form aluminium borides. Dispersing boride particles in the aluminium melt does not occur on its own and requires special measures. The majority of the aluminium borides thus formed are retained in the dross layer, while those that mix with the melt are often in the form of clusters and contaminated with salt residues. This contrasts the case of co-addition of K2TiF6 and KBF4 salts into molten Al in the production of Al–Ti–B grain refiners, where the TiB2 particles are dispersed relatively more easily. An attempt was made in the present work to improve the conventional halide salt practice in the manufacture of Al–B alloys so as to increase the B recovery and the quality of the final alloy and to optimise the revised manufacturing process.
Experimental
A series of Al–3 wt-B alloys were produced in the laboratory by reacting KBF4 salt with molten aluminium. The starting materials were Al (99·7Al), containing 0·001Ti and <0·0002B, and KBF4 salt of commercial purity. Production campaigns were carried out on a 1·0 kg batch scale. Aluminium metal was brought to 850°C using an electrical resistance furnace. KBF4 salt was preheated to 110°C to remove its moisture before it was added to molten Al. Melt temperatures were recorded to follow the progress of the KBF4–Al reaction. The melt was held at this temperature for up to 30 min. The spent salt or the dross generated at the melt surface was removed before half of the melt was cast into a permanent mould. The remaining half was cast after it was stirred thoroughly. Stirring was performed manually with a preheated graphite rod.
The above sequence was repeated in exactly the same manner but with KBF4 mixed with various fluride based rafination and oxygen bearing exothermic drossing fluxes. The mixtures thus obtained were employed either in powder form or after they were pressed into tablets. The addition of the salt mixture to molten aluminium, whether in powder or tablet form, was performed gradually, to avoid excessive cooling of the melt and to retain the melt temperature above 800 C throughout the addition process.
The microstructures of the Al–B alloys thus obtained were examined after etching with a 0·5 HF solution using an Olympus BX51M model optical microscope. The X-ray diffraction (XRD) patterns were recorded with a Shimadzu XRD 6000 diffractometer equipped with Cu Kα radiation. The diffractometer was operated at very low scanning rates to improve the counting frequency. The composition of the experimental alloys were determined with an optical emission spectrometer after dilution with commercial purity aluminium for B content measurements.
Results and discussion
The KBF4 salt melts almost immediately once it is added to molten aluminium and reacts with aluminium melt in the fully liquid state above 750°C. It is inferred from the melt temperature measurements that it takes several minutes for the reaction between KBF4 and aluminium

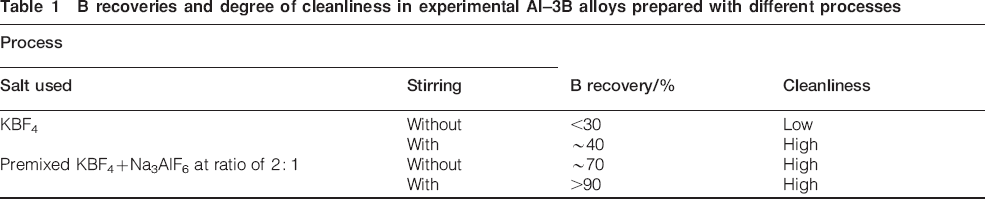
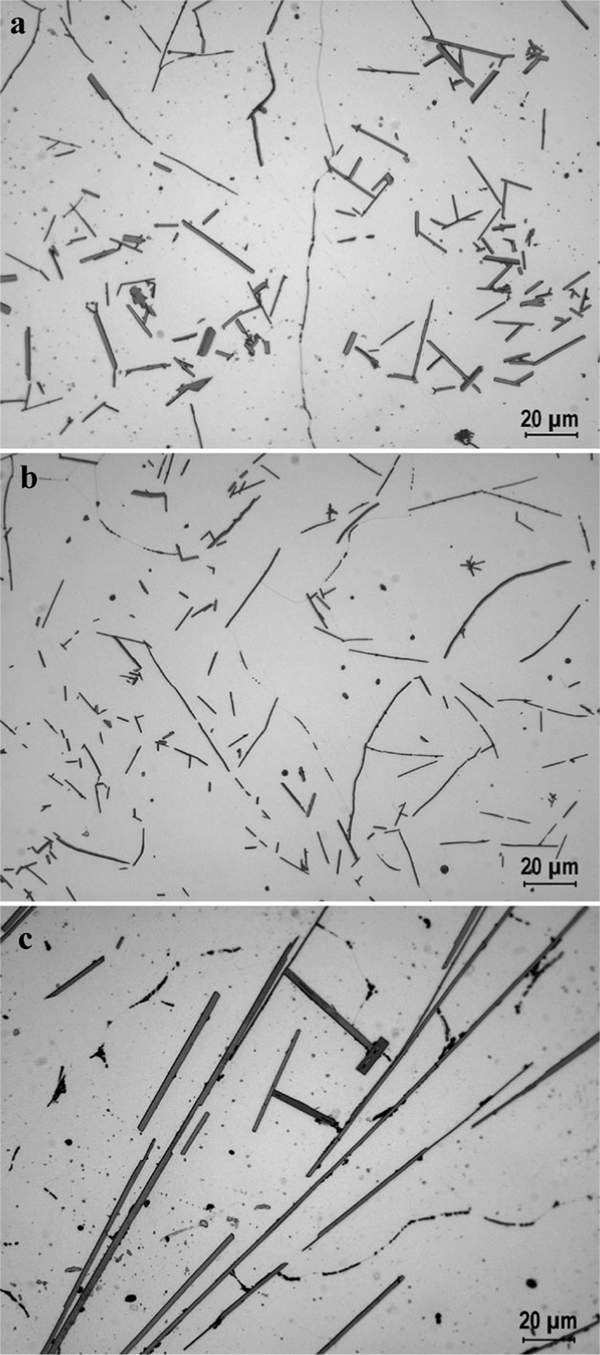
The conventional practice of adding KBF4 salt to molten Al outlined above involves a number of difficulties and fails to yield an Al–B alloy of acceptable quality. It produces a B lean Al–B alloy melt and a B rich mush, which is very viscous and is thus difficult to separate from or incorporate into the melt. The former reveals upon solidification few AlB2 particles that are invariably coagulated with fluoride salt residues and distributed in the aluminium matrix in a heterogeneous fashion (Fig. 1a). The mushy part (Fig. 1b), on the other hand, is crowded with boride particles (Fig. 1c). It is interesting to note that the K–Al–F salt produced by reaction (1) does not help to separate the boride particles from the mushy fraction. This is in marked contrast to what happens when the K2TiF6 and KBF4 salts are co-added to molten Al to produce Al–Ti–B alloys. The K–Al–F spent salts in the so called ‘halide salt process’ are readily decanted, while the spent salt in the present work collects the oxides and a significant fraction of the borides and transforms into a fluoride rich dross. Increasing the processing temperature to improve the fluidity of the spent salt did just the opposite since higher melt temperatures promoted oxidation. The majority of the AlB2 particles produced by the Al–KBF4 reaction are thus entrapped in the dross. A uniform dispersion of borides that are retained in the aluminium melt is highly unlikely even when vigorous stirring is employed. Stirring helps to improve B recovery but impairs the quality of the Al–B alloy due to heavy contamination with the spent salt residues (Table 1 and Fig. 2).
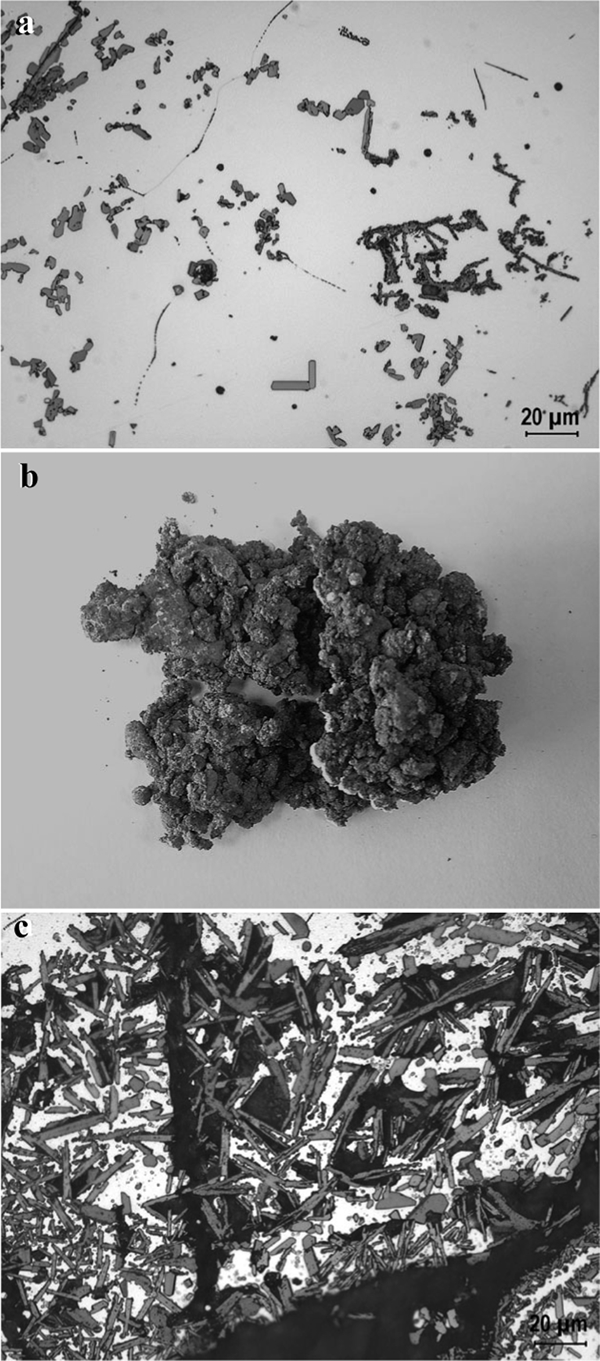
a Microstructure of Al–3B alloy produced by adding KBF4 salt to molten aluminium at 850 °C; b macro photo and c microstructure of mushy part
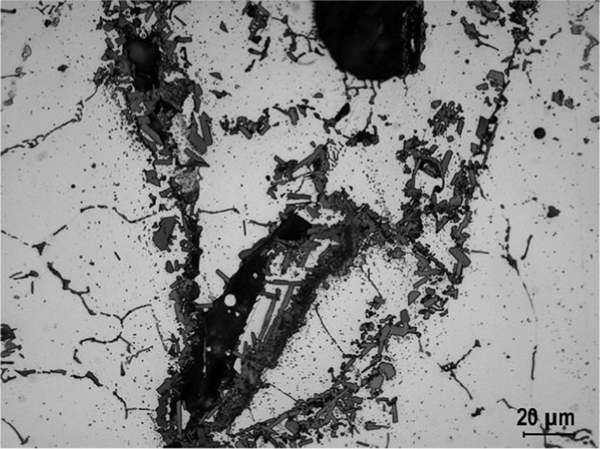
Microstructure of Al–3B alloy produced by adding KBF4 salt to molten aluminium at 850°C and mechanically stirred before casting into permanent mould
B recoveries and degree of cleanliness in experimental Al–3B alloys prepared with different processes
The XRD analysis of the dross reveals reflections of a series of potassium aluminium fluorides (KAlF4, K3AlF6 and KAl4F13), oxides (Al2O3 and KO2) and aluminium borides (AlB2 and AlB12) (Fig. 3). The formation of the latter boride is not expected at this processing temperature. AlB12 can form only when the B content in Al is 44·5 wt- according to the Al–B binary phase diagram.15 This could happen in the present case only upon substantial B segregation. The evidence for some AlB12 in the dross further confirms the B enrichment in the mushy fraction during processing and the inevitable low B recovery in the final alloy.
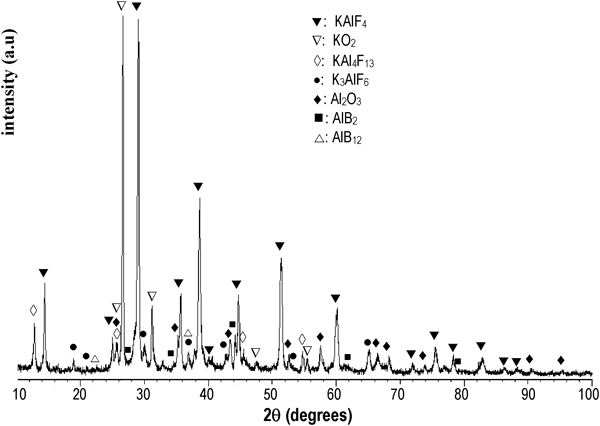
X-ray diffraction analysis of dross generated shortly after KBF4 salt is added to molten aluminium at 850°C
Several measures were taken to counteract the above mentioned problems associated with the conventional practice. A variety of foundry fluxes were employed to improve the B recovery in the final alloy via reclaiming the boride particles retained in the dross. Out of a series of fluoride bearing rafination and oxygen bearing exothermic drossing fluxes, cryolite (Na3AlF6) of commercial purity produced the best results. Hence, a revised practice was designed to maximise the B recovery and the cleanliness of the final alloy. The revised practice relied on the use of highly surface active Na3AlF6 to break up the oxide–boride agglomerates, which are glued together with the spent salt. The impact of Na3AlF6 addition was remarkable. Na3AlF6 helped to break-up the mushy part and recover the borides, which otherwise would end up in the dross. The dispersion of the recovered borides in the Al matrix was quite uniform (Fig. 4), and the B recovery was much improved (Table 1).
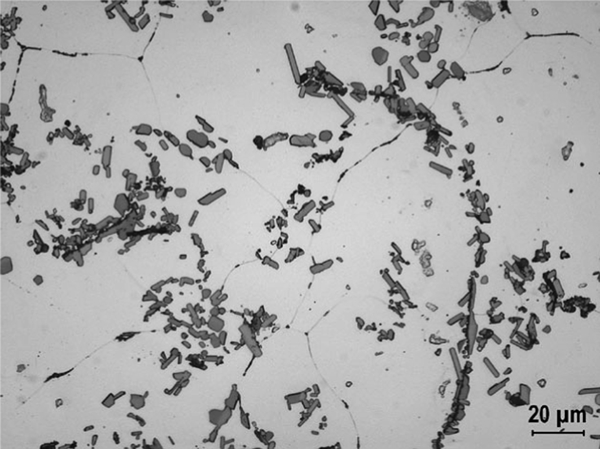
Microstructure of Al–3B alloy produced by adding KBF4–Na3AlF6 salts premixed at ratio of 2∶1 to molten Al at 850°C
Several experiments were performed to optimise the Na3AlF6 addition practice. First, Na3AlF6 worked better when mixed with the KBF4 salt before addition than when added subsequently. Addition levels ranging from Na3AlF6/KBF4 of 1∶10 to 1∶1 on a weight basis were employed to identify the minimum amount of Na3AlF6 required to fully recover the boride particles. Na3AlF6 failed to achieve full recovery of the borides at an addition level of Na3AlF6/KBF4 = 1∶4. Some mushy part was retained and could not be incorporated into the melt even with the help of vigorous stirring at this Na3AlF6 level. After several trials, it was concluded that the minimum addition level required for a trouble free processing and full B recovery is Na3AlF6/KBF4 = 1∶2. This much Na3AlF6 sufficed to eliminate the mush formation and to recover the borides. Higher addition levels did not improve the situation and were thus judged to be unnecessary. The form of salt addition, powder versus tablets, was also investigated. Pressing the KBF4 and Na3AlF6 salt mixture into tablets offered practical benefits but did not improve the boride recovery or the final alloy quality. In fact, the addition of the salt mixture in powder form promoted and accelerated the reaction between KBF4 and Al and was thus favoured.
The use of Na3AlF6 mixed with KBF4 salt eliminated the mush formation and improved the microstructural features of the Al–B alloy. The alloy thus processed was much cleaner with only occasional salt residues (Fig. 4). A fraction of the AlB2 particles, however, were still agglomerated, suggesting that there is still room for improvement. A second revision was thus introduced in the conventional process to take care of the remaining salt residues and borides they glue into clusters. This was achieved through mechanical stirring, performed manually with a preheated graphite rod once the spent salt was decanted. No dross formation was noted, thanks possibly to a very fluid salt layer on the melt surface. Decanting the spent salt was straightforward and so was pouring the much more homogeneous Al–B alloy melt.
The microstructural features of the Al–3B alloy were improved further owing to mechanical stirring. The boride dispersion in the aluminium matrix was uniform with no evidence of salt residues (Fig. 5). The XRD analysis of the Al–B alloy thus produced shows reflections of the AlB2 phase in addition to those of the aluminium matrix (Fig. 6). No evidence for the AlB12 phase reported to form at these process temperatures by other investigators 2 16 2,16,17 was available. This confirms the results of the metallographic analysis, which shows only equiaxed AlB2 platelets. The lack of AlB12 particles in the Al–B alloy is welcomed as they are known to dissolve in aluminium melts relatively slower. The slow dissolution of borides is not an attractive feature in an Al–B alloy whether it is intended for refining the grain structure or for precipitating transition elements.
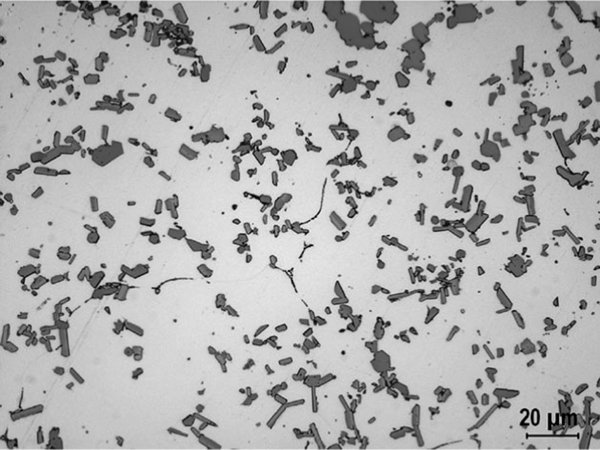
Microstructure of Al–3B alloy produced by adding KBF4–Na3AlF6 salts premixed at ratio of 2∶1 to molten Al at 850°C and mechanically stirred before casting into permanent mould
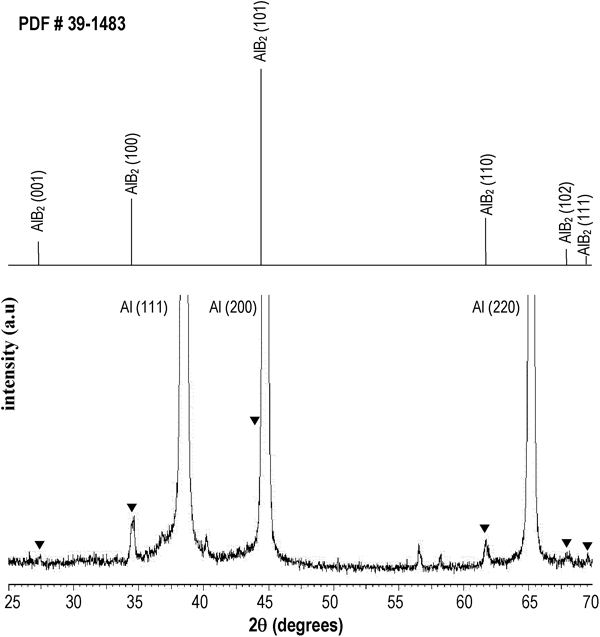
X-ray diffraction analysis of Al–3B alloy produced by adding KBF4–Na3AlF6 salts premixed at ratio of 2∶1 to molten Al at 850°C and mechanically stirred before casting into permanent mould
Having identified the use of Na3AlF6 salt and mechanical stirring to be the essential elements of the manufacturing process for a uniform dispersion AlB2 particles and a sufficiently clean aluminium matrix, several additional experiments were performed for the optimisation of the reaction time and temperature. Different holding times were investigated to allow for the KBF4 and Al reaction to reach completion once the salt mixture was added to molten Al. The alloy cast right after the salt mixture melted suffered a low B yield with fewer than expected AlB2 particles. Microstructural and XRD analysis have shown that 5 min after the addition sufficed to achieve a complete reaction between the aluminium melt and KBF4, and longer holding times did not produce an improvement in B recovery.
The salt addition, i.e. reaction, temperature is also of great technological interest. Temperatures between 750 and 950°C were investigated for the efficiency of the revised process. The fluidity of the Al–B alloy melt (actually slurry as it contains solid boride particles) was slightly degraded at 750°C, and the B recovery in the final alloy was relatively lower. Salt addition temperatures between 800 and 900°C produced more or less the same results. While the process was practically identical above 900°C, the microstructural features were considerably different at 950°C. There appeared to be two types of boride particles generated at 950°C, with low and high aspect ratios. The population of the latter increased with increasing addition temperatures (Fig. 7). However, the XRD spectrum of the Al–3B alloy produced at 950°C also revealed only the AlB2 reflections in addition to those of the aluminium matrix with no evidence of the AlB12 compound. This suggests that the present transition is merely a morphological, rather than a structural, one. This is in agreement with earlier studies that report two types of AlB2 crystals with low and high aspect ratios.18–22 Low aspect ratio AlB2 is converted to high aspect ratio AlB2 by heating above 950°C during the preparation of AlB2 metal matrix composites,23 suggesting that the peritectic reaction occurs near 950°C.24 Both high and low aspect ratio AlB2 particles were found to exhibit similar XRD patterns characteristic of single crystal AlB2.24
High aspect ratio AlB2 particles generated at a 925°C, b 950°C and c 975°C
Summary
Reacting KBF4 salt with molten Al produces a B lean Al–B alloy melt and a B rich dross. A revised process that relies on mixing KBF4 with Na3AlF6 and mechanical stirring of the melt is proposed in the present work. The highly surface active Na3AlF6 breaks up the oxide–boride particles glued together with the fluoride based spent salt, while mechanical stirring facilitates uniform dispersion of the freed borides. The microstructural features of the Al–3B alloy thus processed and the B recovery were improved in a marked fashion. The boride dispersion in the aluminium matrix was uniform with no evidence of salt residues inside the aluminium matrix. An improved salt addition practice to ensure full B recovery and an Al–B alloy of sufficient quality is thus claimed to comprise the following steps: melting commercial purity aluminium ingot, adding premixed KBF4 and Na3AlF6 salts to molten aluminium at 850°C gradually to avoid excessive cooling of the melt, holding the melt for 5 min at 850°C to allow the reaction to reach completion, decanting the spent salt and throughly stirring the melt before casting into desired shape.
Footnotes
Acknowledgements
It is a pleasure to thank O. Çakır and F. Alageyik of Marmara Research Center for their help in the experimental part of the present work.