
Abstract
As an alloying element to increase the resistance to softening during tempering, silicon content was modified to investigate its effect on the microstructure and properties of 100Cr6 bearing steel. It turned out that increasing the silicon content brought about two difficulties in the manufacturing process, promoting the decarburisation during heating and/or hot rolling and retarding the spheroidisation of cementite. The maximum size of non-metallic inclusions was predicted to reduce evidently with increasing silicon content, although the total oxygen content in steels was nearly the same. There has been no fine carbide precipitation during tempering that can be attributed to the increasing silicon content, leading to the stabilisation of retained austenite due to the diffusion of carbon atoms from martensite. As a result, the new Si modified high carbon chromium bearing steel showed superior rolling contact fatigue characteristics to conventional steel.
Keywords
Introduction
High carbon chromium bearing steels used for mechanical rolling components should have excellent surface hardness for wear and fatigue resistance as well as microstructural stability under temperature extremes.1 It has been known that the rolling contact fatigue life of bearing steels is affected by some metallurgical factors, such as cleanliness or non-metallic inclusions, centre segregation, primary cementites, etc. The cleanliness of bearing steels, which can be represented by the total oxygen content in steels, has been improved dramatically over the decades, resulting in the prominent enhancement of their rolling contact fatigue life.2 The total oxygen content, however, has almost been kept constant in the level of 5 ppm since the 1990s so that it is required to seek for alternatives to enhance the fatigue life of bearing steels.
Silicon is one of the principal deoxidisers used in steelmaking processes.3 For bearing steels, it has been reported that silicon retards the decomposition of retained austenite and increases the resistance to softening during tempering and therefore contributes to the higher rolling contact fatigue characteristics. 4 4,5 It is well known that the precipitation of cementite during the tempering of martensite is significantly retarded by the presence of silicon,3 whose solubility in cementite is absolutely low. If cementite is forced to inherit silicon when it grows by the paraequilibrium transformation mechanism, then the driving force for the precipitation of cementite must be much smaller than when the cementite is free of silicon, thus suppressing precipitation in high silicon martensitic steels.6 Apart from its advantages on steels, however, silicon has also been recognised to promote decarburisation during heating and/or hot rolling.7 Furthermore, it was reported recently that silicon retarded the spheroidisation of cementites in hypereutectoid bearing steels,8 in contrary to the hypoeutectoid grade of steels.9 In this point of view, the aim of the present study has been taken to figure out clearly how the increase in silicon content could affect the microstructure and properties of 100Cr6 bearing steel.
Materials and experimental procedures
The base material for the present study is a high carbon chromium bearing steel 100Cr6, the chemical composition of which is 1·00C–0·25Si–0·35Mn–1·45Cr (wt-%). In order to examine the effect of modifying the silicon content, only it was increased to >1 wt-% with the concentrations of the other alloying elements constant. All the steels were manufactured by ingot casting under vacuum conditions, resulting in ingot dimensions of 120×120×500 mm. After casting, the ingots were homogenised and hot rolled into wires of 10 mm diameter, followed by spheroidisation annealing at 790–850°C for 6 h. To obtain adequate hardness values of the steels, quenching and tempering were applied as a final heat treatment.
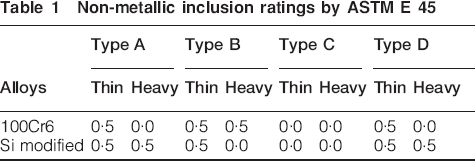
For microstructural analysis, specimens were prepared by nital etching and examined using an optical microscope and a JEOL JSM-7000F field emission scanning electron microscope. The thermodynamic calculations of pseudobinary phase diagrams and mole fractions of cementite with temperatures were carried out using the Thermo-Calc software with TCFE2000 database. A transmission electron microscope was also used to confirm if any fine carbides had been precipitated or not during tempering. The hardenabilities of all the steels were evaluated by Jominy end quench tests, and the volume percentage of retained austenite after quenching and tempering was measured by X-ray diffraction. Finally, the rolling contact fatigue characteristics of the steels were compared by four-ball fatigue tests. Both 100Cr6 and the Si modified steel used for the fatigue tests were produced by blast furnace of 100 tons for one heat. The non-metallic inclusion ratings were carried out for both steels by ASTM E 45, the results of which are shown in Table 1, and the total oxygen content was 4·5 ppm in 100Cr6 and 4·1 ppm in Si modified steel respectively.
Non-metallic inclusion ratings by ASTM E 45
Results and discussion
In steels, silicon has been recognised not only to act as a general purpose deoxidiser during steelmaking but also to encourage the decarburisation during heating and/or hot rolling.7 The latter is easily confirmed, as shown in Fig. 1a, in which a white layer of ferrite grains is formed along the surface of the specimen due to decarburisation. It was reported that the carbon activity increased with increasing silicon contents in the temperature range of hot rolling and/or cooling.8 According to this result, it is possible that the carbon atoms near the surface of specimens are promoted to diffuse out of a material, and consequently, ferrite grains are formed at the surface. In general, the hot rolling of 100Cr6 steel is finished within the two-phase fields of austenite and cementite. Therefore, it can be inferred that the formation of ferrite grains due to decarburisation must occur during cooling after hot rolling. On the ground of this reason, the cooling rate after hot rolling was adjusted to prevent the decarburisation, and the formation of ferrite grains along the surface was suppressed by faster cooling, as shown in Fig. 1b. By increasing the cooling rates after hot rolling, the possibility that the decarburising reaction can take place is reduced because the time for the steel to go through decarburisation phase field is decreased.
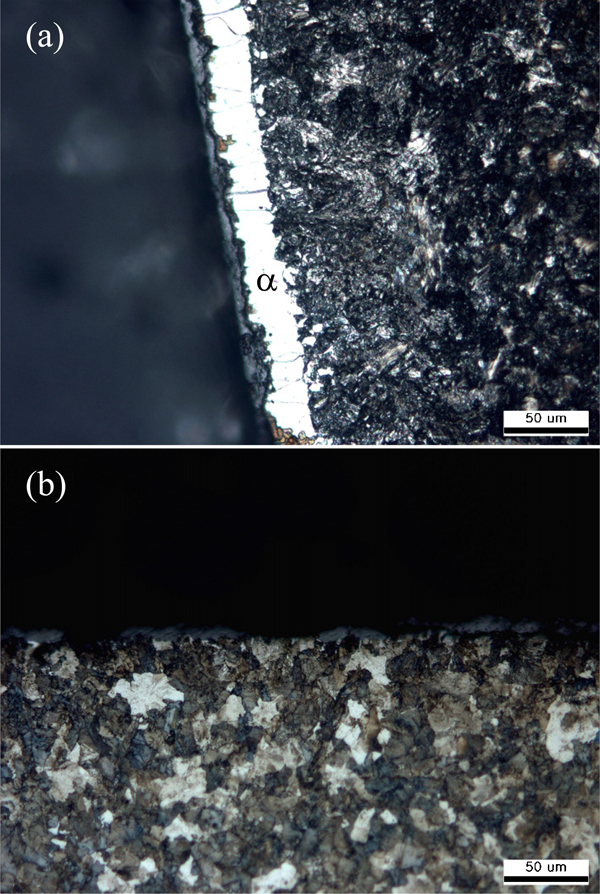
Optical micrographs of Si modified steel after hot rolling followed by a normal cooling and b faster cooling respectively
The microstructural evolution through the spheroidisation of cementite in steels was investigated by varying the annealing temperature from 790 to 850°C. In Fig. 2a, the spheroidisation of cementite in 100Cr6 steel has almost advanced completely on annealing at 790°C so that cementite particles had globular shapes. On the contrary, in Fig. 2b of the Si modified steel, the spheroidisation was so insufficient at the same temperature that cementites have locally kept their shapes as plates in the pearlite phase. The complete spheroidisation in the steel was achieved by increasing the annealing temperature up to 830°C. It should be pointed out that the increase in silicon content retards the spheroidisation of cementites in high carbon chromium bearing steels of hypereutectoid compositions, and consequently, the higher annealing temperature is needed to accomplish their entire spheroidisation. This result is in good agreement with those of Tarui et al.10
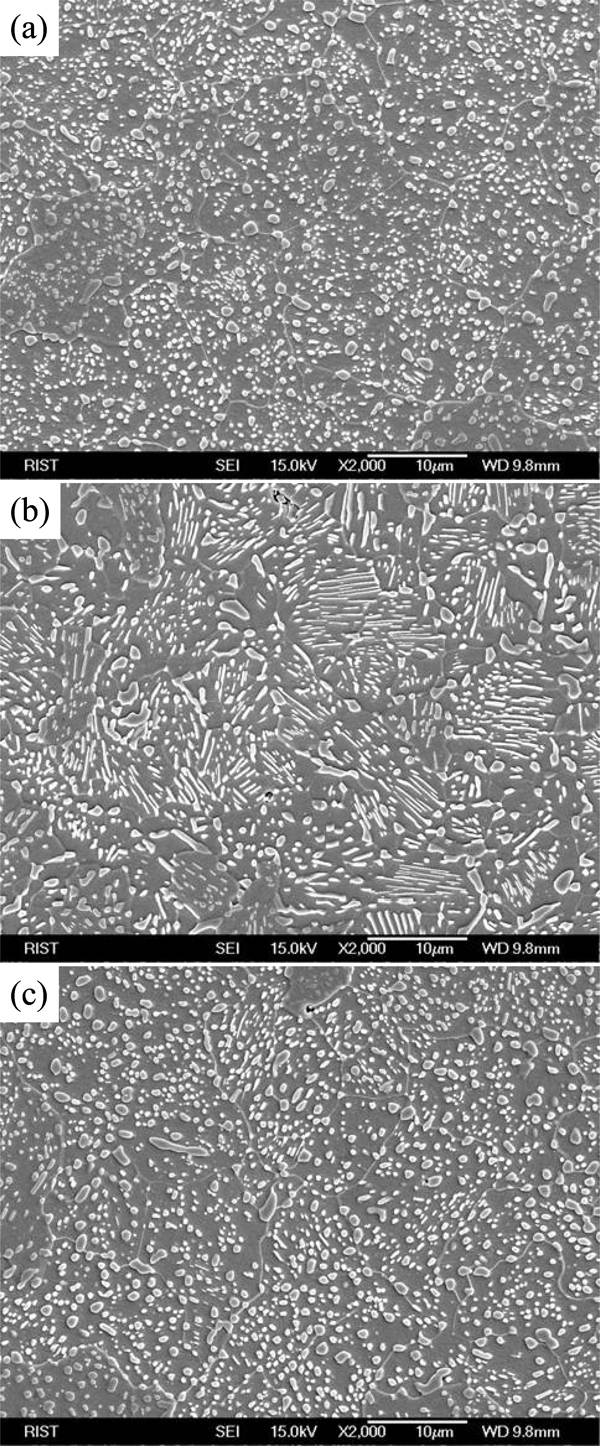
Scanning electron micrographs showing spheroidised structures of a 100Cr6 annealed at 790°C, b Si modified annealed at 790°C and c Si modified annealed at 830°C
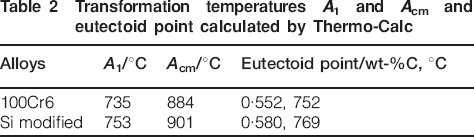
In order to consider the reason why the spheroidisation of cementite is retarded by increasing silicon content, the thermodynamic phase equilibria was calculated using Thermo-Calc software. As a result, pseudobinary phase diagrams of 100Cr6 and Si modified steels were obtained, as shown in Fig. 3. The austenite phase field has reduced with increasing silicon content as silicon is a ferrite stabiliser, causing the transformation temperatures A1 and Acm and the eutectoid point to be increased, as summarised in Table 2. It is worthwhile to mention that the shrinkage of the austenite phase field in bearing steels with increasing silicon content gave rise to the increase in volume fraction of cementite at an annealing temperature, which possibly affects its spheroidisation behaviour. The more volume fraction of cementite at a temperature indicates that the less amount of cementite would be dissolved into the austenitic matrix, resulting in incomplete spheroidisation.
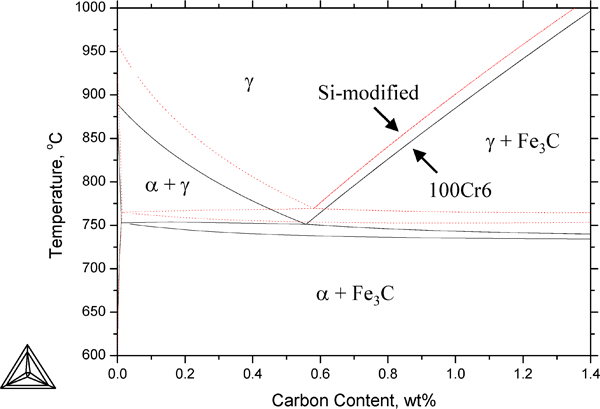
Pseudobinary phase diagrams of 100Cr6 (solid) and Si modified (dotted) steels calculated by Thermo-Calc
Transformation temperatures A1 and Acm and eutectoid point calculated by Thermo-Calc
The more reasonable explanation for the retardation of spheroidisation with increasing silicon content can be made in terms of the diffusing flux of carbon atoms during annealing. Atoms usually diffuse down the chemical potential gradient, which is the driving force for diffusion.11 As reported earlier, silicon raises the activity or chemical potential of carbon in a solid solution.8 In general, silicon, a substitutional solute, diffuses far more slowly than the interstitially dissolved carbon, leading to its nearly zero solubility in cementite. As a result, silicon atoms almost partition into austenite at a spheroidising temperature and the difference in chemical potential of carbon atoms at the interfaces would be reduced with increasing silicon content, causing the decrease in driving force for their diffusion from cementite to austenite, as shown in Fig. 4.
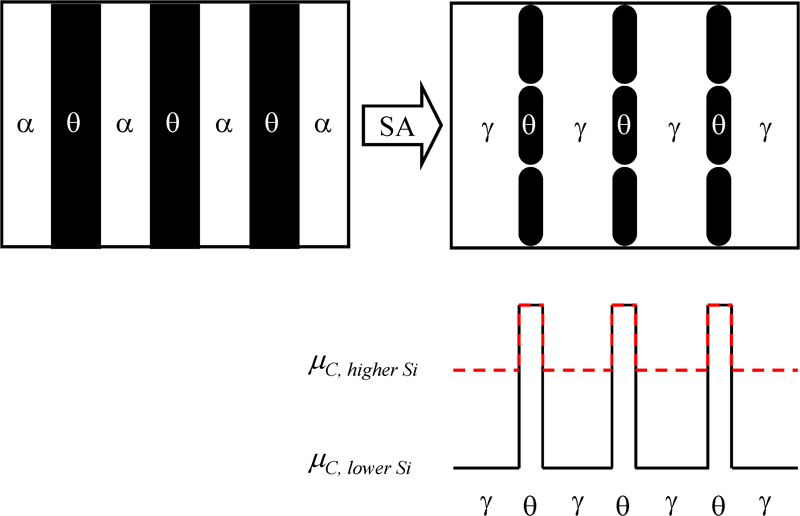
Schematic illustration of chemical potential of carbon atoms during spheroidisation annealing (SA) of steels with lower and higher silicon contents
According to many equations describing the martensite start temperature, a higher silicon content can also increase the amount of retained austenite by diminishing it.12 It has been reported that the presence of retained austenite reduced the irregularity of the fatigue life and hence improved it. 4 5 4,5,13 The amount of retained austenite in 100Cr6 and Si modified steels after final heat treatment is given in Fig. 5. It is higher in Si modified steel than in 100Cr6, and furthermore, its decreasing rate is much slower in the former than in the latter. This indicates that the retained austenite is quite more stable in Si modified steel than in 100Cr6 in spite of the same carbon content in alloys, which can also be inferred from Fig. 6, showing the transmission electron micrographs of steels after quenching and tempering. Plate-like ϵ carbides are easily found in Fig. 6a of 100Cr6, which must be precipitated during tempering, while there is no fine carbide precipitation in Fig. 6b of Si modified steel. Without carbide precipitation during tempering, carbon atoms supersaturated in martensite by quenching would be partitioned into retained austenite during tempering, leading to its higher stabilisation.
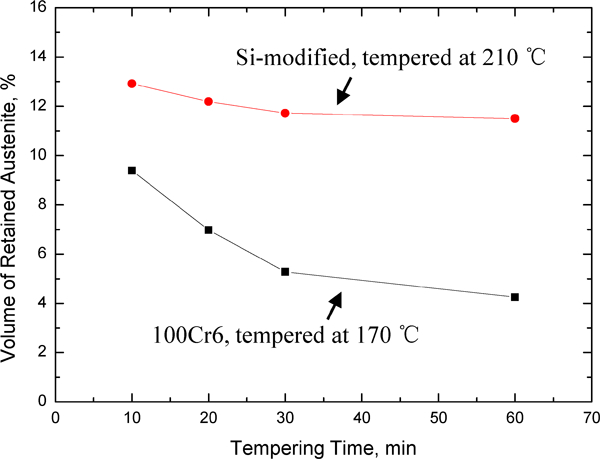
Variation in volume percentage of retained austenite with tempering time
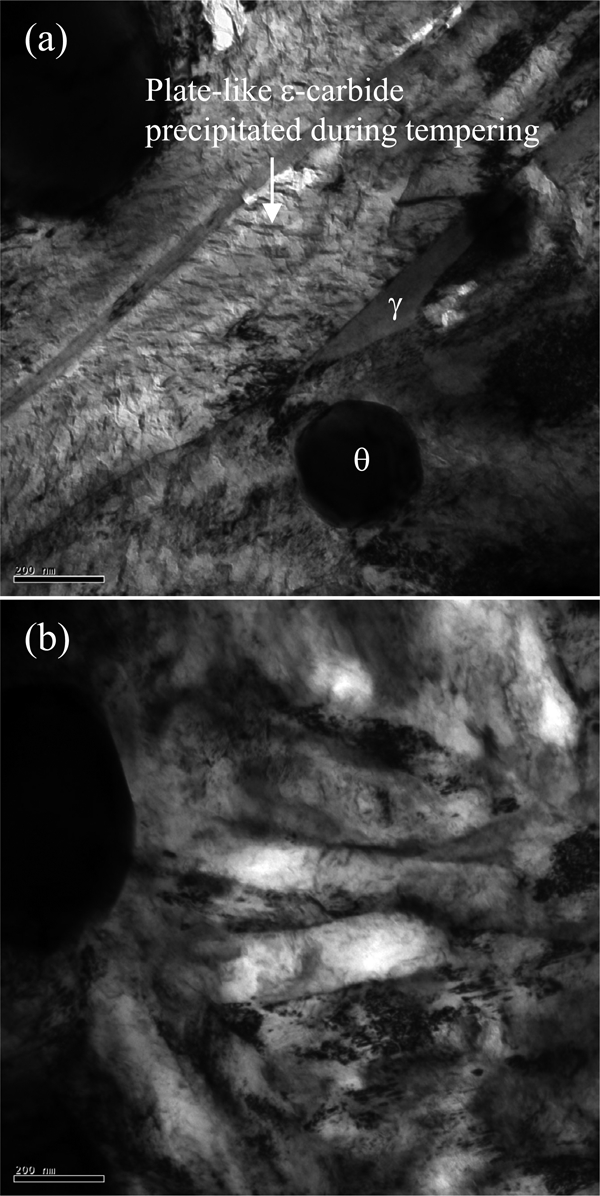
Transmission electron micrographs of a 100Cr6 tempered at 170°C and b Si modified steel tempered at 210°C respectively
The rolling contact fatigue characteristics of the steels were compared by four-ball fatigue tests and are shown in Fig. 7. The tests were carried out in 10 000 rev min−1 and with the load of 120 kg, and no. 60 spindle oil was used as lubricant. The ball diameter used for the tests was 1/2 in, and the Hertzian contact stress was 5800 MPa. The microstructure of both steels to be tested was a mixture of tempered martensite, retained austenite and spheroidised cementites, and the hardness value was 61·7 HRC for 100Cr6 and 63·5 HRC for Si modified steel respectively. In the figure, the Si modified bearing steel shows superior fatigue characteristics of 3·4 times the conventional 100Cr6. The L10 life of 100Cr6 was 0·34×106, while that of Si modified steel was 1·17×106. As discussed in Figs. 5 and 6, the retained austenite is much more stable in Si modified steel than in 100Cr6 in spite of the same carbon content in alloys, playing a favourable role in enhancing the fatigue life. Another reason for the increased fatigue life of the Si modified steel can be deduced from the fact that the hardness after final heat treatment was higher than in 100Cr6. Silicon in steels has been known to increase hardenability moderately and strength in quenched and tempered steels and pearlitic steels, wherein added plasticity is not sought.3 Furthermore, hardness is usually a material's resistance to penetration, and hence wear, and can represent the rolling contact fatigue characteristics of bearing steels.1 It is common that a bearing steel with higher surface hardness shows a longer fatigue life if other factors are supposed to be the same. In consequence, modifying silicon content and adjusting some conditions of the manufacturing process is believed to be one of the ways to further improve the rolling contact fatigue life of high carbon chromium bearing steels.
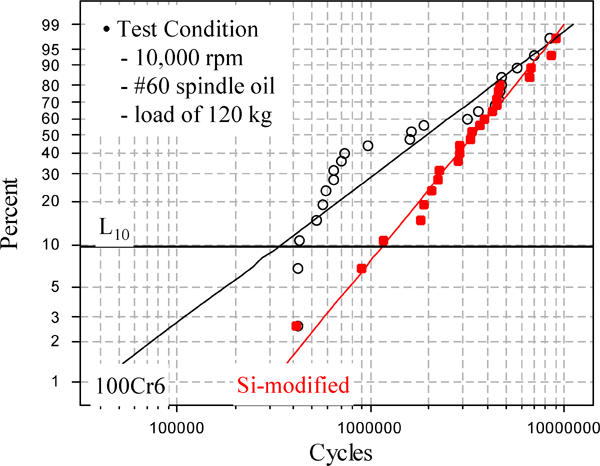
Weibull distribution of rolling contact fatigue life of 100Cr6 and Si modified steel obtained by four-ball fatigue tests
Conclusions
In conventional high carbon chromium bearing steel 100Cr6, the silicon content was modified with the concentrations of the other alloying elements constant, and the metallurgical aspects, including decarburisation and spheroidisation, and the rolling contact fatigue characteristics were investigated. The results are summarised as follows.
Increasing the silicon content brought about two difficulties in the manufacturing process, promoting the decarburisation during cooling after hot rolling and retarding the spheroidisation of cementite. Owing to the low solubility of silicon in cementite and the increase in the activity or chemical potential of carbon atoms in austenite at the austenite/cementite interfaces with increasing silicon content, it is suggested that the difference in chemical potential of carbon atoms at the interfaces would be reduced with increasing silicon content, causing the decrease in driving force for their diffusion from cementite to austenite.
The amount of retained austenite after final heat treatment was higher in Si modified steel than in 100Cr6, and its decreasing rate was much slower in the former than in the latter. This implies that the retained austenite is much more stable in Si modified steel than in 100Cr6, which is confirmed by no precipitation of fine ϵ carbides in it. With this higher stability of retained austenite and hardness after final heat treatment, Si modified bearing steel showed superior fatigue characteristics of 3·4 times the conventional 100Cr6.
Footnotes
This paper is part of a special issue on ‘Bearing steels’