
Abstract
Flaking failure in rolling contact fatigue (RCF) of hardened bearing steel under well controlled lubrication is known to originate primarily from non-metallic inclusions. Among several different types of defects inevitably present in steels, the influence of sulphides on the RCF performance of steel is an issue that still raises many questions and controversies. In the present study, our objective is to investigate this matter by observing cracks initiating from sulphides after RCF testing. To accelerate bearing failure, high Hertzian stresses of 5·3 GPa were used. It was found that cracks initiated from the elongated tips of sulphides and propagated to a direction parallel to the direction of load movement. This rule was true regardless of the relationship between the direction of load movement and the elongation direction of sulphides. We concluded that sulphides could be a dominant factor in RCF life when the harmful oxide effect was excluded.
Introduction
Energy saving and pollutant reduction are the main driving forces behind the efforts to reduce the size and weight of bearings. As the components are at the same time expected to withstand higher loads, the bearing industry is therefore searching for methods to produce parts that provide excellent fatigue life. Bearings are most commonly employed under well controlled lubrication. The optimal conditions are achieved when the lubricant film reaches sufficient thickness level and when there are no foreign substances (dust or other contaminants) in the lubricant. 1 1,2 In such conditions, it is accepted since the work of Lundberg and Palmgren that flaking failure occurs due to cracks initiating in the subsurface area, where the dominating shear stress reaches its maximum.3 The subsurface located defects, such as non-metallic inclusions and voids, play an essential role in the rolling contact fatigue (RCF) life of bearing steels. Many researchers support the theory that the size of the subsurface inclusions plays the most important role in this process.4–12 The search for other factors affecting the RCF performance continues, and as of yet, they have not been clearly defined. Fujimatsu et al. conducted a systematic observation of cracks initiated from pores artificially introduced in the steel as internal defects, followed by a finite element analysis of the stress distribution occurring around the pores.13 Based on the previous results that the cracks initiated from pores at a very early stage of RCF life, the RCF performance of bearing steel was improved by reducing the cavities present at the oxide inclusions/matrix interface created during plastic forming. By reducing the cavities, the local stress magnitude induced around the inclusion area decreased; hence, the crack initiation behaviour was altered.14–16 Sulphide (MnS) initiated type crack during RCF is a special category within the problem. There are few reports on the sulphide crack behaviour,17–19 and the views on the effect of this type of inclusion on the RCF performance are still controversial.20–24 It is assumed that their influence is similar to that of the oxides. The main features of sulphides can be summarised as follows:
physical properties, such as hardness, differ significantly from that of the oxides’13
the shape depends on the deformation direction in steel due to the favourable hot formability
no inclusion/matrix interface cavities are present around sulphides.16
In the present study, we aimed to investigate the behaviour of cracks initiating from sulphides at a high Hertzian maximum contact stress of 5·3 GPa and the effect of sulphides on the RCF performance of bearing steel. Higher than normally encountered Hertzian contact stresses were used in order to accelerate fatigue of steels and assure relatively short test times.
Experimental
Material
High carbon chromium bearing steel samples with four different sulphur contents have been prepared by melting in a vacuum induction furnace: SUJ2-3S, SUJ2-9S, SUJ2-16S and SUJ2-48S. Table 1 shows their chemical composition. Silicon was used as oxide formation element rather than aluminium to eliminate the harmful Al2O3 effect on RCF life.16 This enabled us to focus solely on the sulphides. In order to establish the relationship between the sulphide elongation direction and the RCF process, the ingots were forged at 1423 K to 70×100 mm diameter square bars and 65 mm diameter round bars, as shown in Fig. 1. All the forged bars were annealed at 1138 K for 3·6 ks, air cooled and then spheroidise annealed at the maximum temperature of 1073 K.
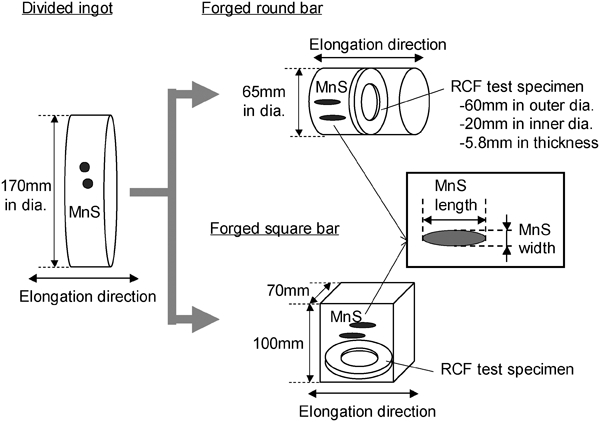
Shape and dimensions of forged steel bars
Chemical compositions of steel samples/mass-%
Evaluation of sulphides
A cross-section parallel to the elongation direction of the bar specimen was metallographically prepared and observed by optical microscopy to determine the largest sulphide size in a control area of 3000 mm2. In order to determine the largest sulphide size value, we measured the maximum length of the sulphides parallel to the forging elongation direction and the maximum sulphide width perpendicular to that direction, as shown in Fig. 1.
Rolling contact fatigue tests
The RCF test specimens called ‘perpendicular specimens’ and ‘parallel specimens’ were machined from annealed round and square bars respectively. The dimensions of the specimens were 60 mm outer diameter, 20 mm inner diameter and 5·8 mm thickness, as shown in Fig. 1. In the perpendicular specimens, the rolling track is perpendicular to the elongation direction in forging, which is the same direction of the sulphide elongation, and the track will be parallel in the parallel specimens, as shown in Fig. 1. Both types of specimens were austenitised at 1108 K for 1·8 ks, hardened by oil quenching and tempered at 443 K for 5·4 ks. The resulting microstructure consists of tempered martensite, carbides and retained austenite. The Rockwell hardness was 62 HRC. The surface roughness of the specimens after polishing was about Ra = 0·03 μm. Thrust type machines were used for the RCF tests, as shown in Fig. 2. Three balls were rolled on the plate specimen along the load axis. The ball diameter was 9·525 mm. The RCF tests were conducted at a Hertzian maximum contact stress of 5·3 GPa and a rotating speed of 1200 rev min−1 under well controlled lubricant conditions (lubricant temperature of 308 K). High Hertzian contact stress was selected in our RCF tests in order to ensure quicker failure. To study the crack initiation and propagation behaviour, both perpendicular and parallel specimens of SUJ2-48S steel were RCF tested because it contained a high number of sulphides, which provide sufficient amount of crack initiation sites. Cracks initiated from sulphides were observed using a field emission SEM. Tests were interrupted at 5×104, 105, 106 and 3×106 or 4·8×106 cycles. The crack observation plane was parallel to the tangential line of the rolling track, adjusted to the centre of the rolling track width and etched by picral. A calculated 2 mm2 in each specimen was searched for the presence of cracks. Furthermore, 10 of both perpendicular and parallel specimens of four different sulphur content steels were tested to evaluate the improvement in RCF performance. The RCF life was defined as the ‘number of cycles to flaking failure’. Tests were continued until 108 cycles in case failure did not occur.
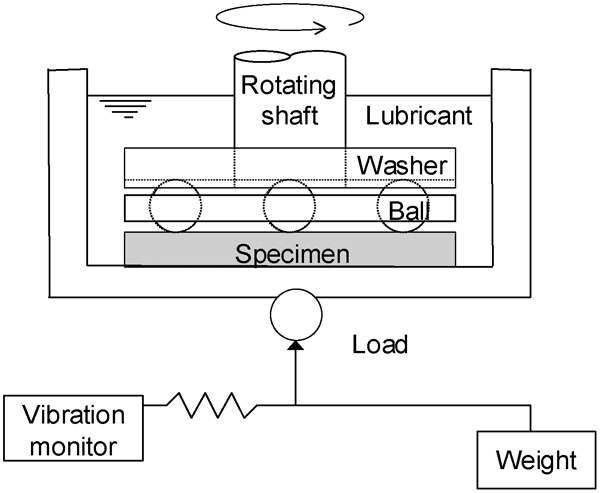
Schematic diagram of thrust type RCF tester
Results and discussion
Sulphide size
Figure 3 shows the relation between the sulphur content and the size of the sulphide inclusions. In all the bars, the maximum length was longer than the maximum widths of the sulphides. The sulphide elongation direction depended on the elongation direction of steel samples during forging. Both the maximum sulphide length and the maximum sulphide width values were found to increase along with the increase in sulphur content.
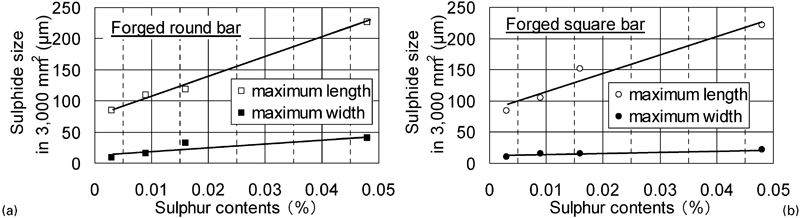
Relation between sulphur content and size of sulphide inclusions
Observation of sulphide initiated cracks
Cracks initiating from sulphides were observed in both perpendicular and parallel specimens. Figure 4 shows the relationship between the direction of the load movement and the sulphide elongation direction. The elongation direction of the sulphides in the perpendicular specimens was perpendicular to the rolling track and parallel to it in the parallel specimens. No cracks were observed at 5×104 and 105 cycles; however, they appeared at 106 cycles in both specimens, as shown in Fig. 5. Compared with the results obtained in our previous study, where first cracks initiated from oxides were detected as early as at 5×104 cycles,16 the initiation life was improved. Cracks initiated at the tip of the elongated sulphide and propagated in a direction parallel to the load movement direction, regardless of the relationship between the load movement direction and the sulphide elongation direction. We support Yoshioka's speculation25 that the inclusions with cracks observed by Lundberg and Palmgren3 may have been sulphides when compared to what was observed at 3×106 cycles of the parallel specimens in the present study. Their study was the first to discover that fatigue cracks initiate from inclusions in RCF; however, their composition was not specified at that time.
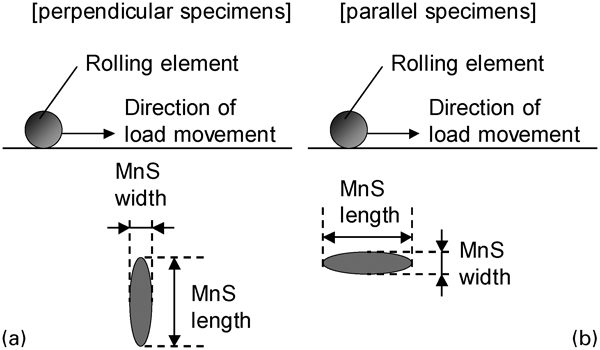
Relationship between direction of load movement and elongation direction of sulphide
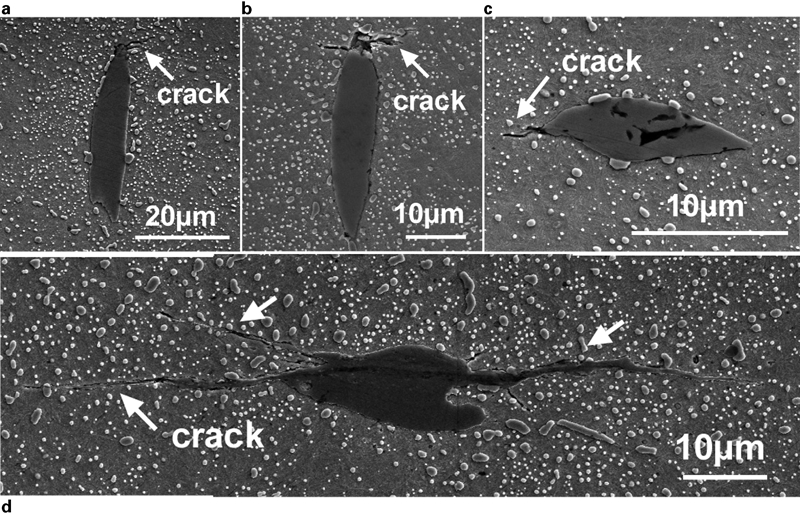
Secondary electron images of cracks initiated from sulphides in perpendicular specimens RCF test interrupted at a 106 and b 4·8×106 cycles and parallel specimens at c 106 and d 3×106 cycles of SUJ2-48S steel: direction of load movement is from left to right
Rolling contact fatigue life
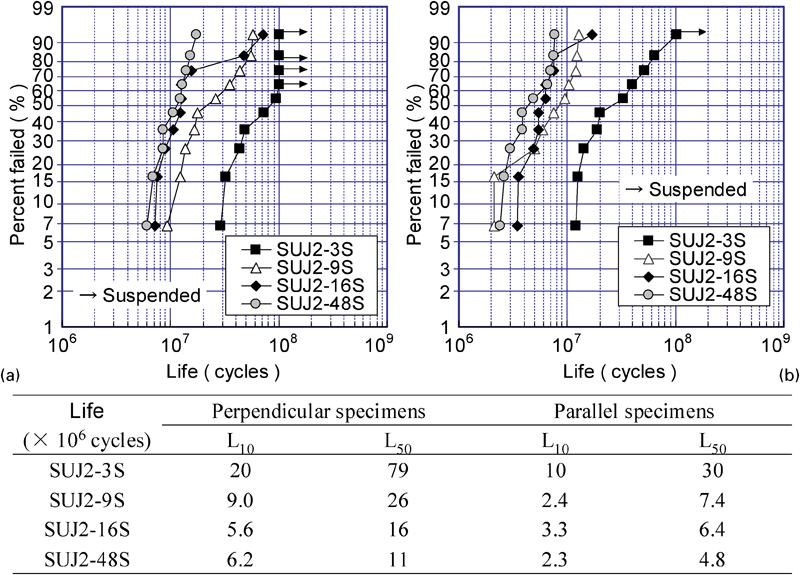
Figure 6 shows the Weibull distribution of the RCF lives, estimated L10 (10% flaking failure) and L50 (50% flaking failure) lives in both perpendicular and parallel specimens. SUJ2-3S steel reached the longest RCF life in all the tested steel samples. For steel samples with increased sulphur contents, the Weibull distribution reached significantly lower values.
Weibull distribution of RCF lives
Relationship among RCF life, sulphur content and sulphide size
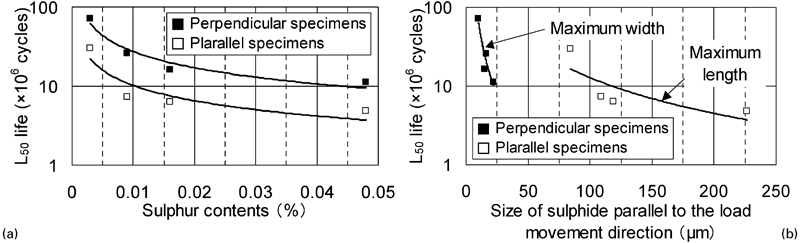
It was found that in both types of tested specimens, cracks initiated at the tip of sulphides and propagated in a direction parallel to the load movement direction. The Weibull distribution of RCF decreased along with the increase in sulphur content. Figure 7a shows the relationship between L50 life and sulphur content. The L50 life was longer when this content was lower, twice longer in the perpendicular samples compared to the parallel specimens of the same steel. The maximum sulphide length and width in the parallel specimens (forged square bars) were comparable to that of perpendicular specimens (forged round bars), as shown in Fig. 3. Furthermore, as it was established that the RCF performance varied depending on the relationship between the directions of sulphide elongation and the load movement direction, it can be estimated that the size of the sulphides parallel to the direction of load movement plays an important role in the RCF life. In order to investigate the importance of this factor, we studied the relationship between L50 life and sulphide size (Fig. 7b). The sulphide size means the maximum sulphide length in parallel specimens and the maximum sulphide width in perpendicular specimens. The L50 life clearly decreased with the increase in sulphide size. The RCF life of bearing steel may vary depending on the relationship between the direction of the load movement and the elongation direction of sulphides due to the different crack initiation sites, in addition to the size of the sulphides parallel to the direction of load movement.
Relationship among L50 life, sulphur content and sulphide size
Conclusions
The behaviour of cracks initiating from sulphides during RCF testing at Hertzian maximum contact stress of 5·3 GPa was investigated. The cracks that initiated from the tips of the sulphides propagated in a direction parallel to the load movement direction regardless of the relationship between the direction of load movement and the elongation direction of the sulphide. Sulphides could be the dominant factor in RCF life when the oxide affection was omitted. The RCF performance of the tested steel varied depending on the relationship between the direction of the load movement and the elongation direction of sulphides in addition to the sulphide size or sulphur content. This fact is thought to be due to the difference in size of sulphides parallel to the direction of load movement.
Footnotes
Acknowledgements
The authors are very grateful to Mrs J. Rozwadowska, Department of Mechanical Engineering, Kyushu University, Japan, for her help in checking the present paper.
This paper is part of a special issue on ‘Bearing steels’