
Abstract
The microstructure and mechanical properties of high Ni–Cr–Mo indefinite chilled cast iron with the addition of a newly developed multicomponent modifier consisting of mixed rare earths, Si–Ca alloy and Bi–Sb alloy have been investigated through optical microscopy, X-ray diffraction and scanning electron microscopy, along with hardness, impact toughness and wear resistance measurements. After the addition of the modifier, the grain sizes of the primary austenite and eutectic carbides are found to be greatly refined, and the typically highly continuous net-like carbides become less interconnected but rather appear more blocky shaped. Such microstructure changes lead to mechanical property improvement in the cast specimen, with its hardness increased from 43 to 50 HRC, impact toughness from 6·3 to 7·8 J cm−2 and ⩾20 increase in abrasive wear resistance.
Introduction
As an important wear resistant alloy, high Ni–Cr–Mo indefinite chilled cast iron exhibits high hardness, good wear and spalling resistance and is therefore widely used as hot roller materials, especially in steel strip, rod and bar plants. However, the continuous network structure of carbides distributing on the grain boundaries of the matrix makes the high Ni–Cr–Mo cast iron brittle, thus limiting its further applications.
In order to improve the wear resistance of such cast iron, many studies have been carried out to change the structures and morphologies of eutectic carbides through microalloying, heat treatment and modification,1–5 with great progress achieved in many cases. Among these approaches, modification is especially effective and yet practically cheap. The addition of rare earth (RE) elements, Si, Bi, B, etc., which have low solubility in both matrix and carbides phases, has been employed to modify the eutectic carbide structures of white cast iron, and these attempts generally improved the morphology and size of the eutectic carbides.6–15 Usually, RE, Bi, Si and B segregate to the matrix/carbide interface, limiting the carbide growth from the liquid surrounding the eutectic cells and promoting the network eutectic carbides transformed into discontinuous network and island structures. B and Si can decrease the carbon concentration in solid solution, resulting in groups of carbon atom increasing in liquid iron, which is helpful for the refinement of carbides. Other types of modifier elements are mainly strong carbide forming elements such as Nb, V and Ti. Research work in the literature has demonstrated that Nb, V and Ti can change the carbide type and act as inoculants to generate a fine microstructure for white cast iron.16–19 Furthermore, the Nb, V and Ti carbide precipitation causes a small decrease in the eutectic carbide volume fraction, which contributes to the improvement of toughness. Nowadays, the common modifiers used in cast iron usually are admixtures of two to four of the modifier elements mentioned above. For example, Ti–RE–Bi,14 RE–Al–N–Ti20 and RE–V–Ti–B21 multicomponent modifiers were adopted, and satisfactory results were generally achieved.
For the present work, RE, Bi, Si and Sb were selected as the base modifier component according to the understanding of the existing modifier elements. Therefore, a multicomponent modifier consisting of RE, Si–Ca alloy and Bi–Sb alloy is designed and employed to high Ni–Cr–Mo indefinite chilled cast iron, and its effects on the morphology and distribution of carbides and mechanical properties of the cast iron are investigated.
Experimental
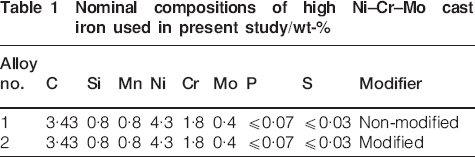
The starting materials included pig iron, steel scrap, ferrochromium, ferromanganese, ferromolybdenum and electrolytic nickel, and the modifier was a mixture of RE (75Ce and 25La), Bi–Sb alloy and Si–Ca alloy. All the modifier component particles with size of 5–10 mm were mixed uniformly. The nominal compositions of the high Ni–Cr–Mo cast iron utilised in the present work are given in Table 1. The melting process was operated in a medium frequency induction furnace, and the melting temperature was controlled between 1450 and 1520°C. A pearl stone was used to cover the melt slag. After removal of slag and deoxidation, the molten alloys were cast at 1500°C into a metal mould with dimension of 45×250×150 mm. For the modified alloy, the multicomponent modifier was added into the surplus molten iron in the furnace and stirred well before casting.
Nominal compositions of high Ni–Cr–Mo cast iron used in present study/wt-
Samples for metallography, hardness, impact toughness and wear tests were cut from the ingots. The as cast microstructures were analysed with optical microscopy, X-ray diffraction (XRD, Rigaku D/MAX 2500) and scanning electron microscopy (SEM, Sirio 200). Samples for metallography analysis were mechanically polished before etching with 4 nital, while the XRD samples were solely polished without etching. The phase transformation temperatures were measured using differential scanning calorimetry (TAS100) with a heating rate of 10°C min−1.
Hardness was measured on an HBRVU-187·5 hardness tester, which applied a 1471 N load to the diamond indenter. Impact toughness tests (unnotched) were performed on a 150 J capacity machine at room temperature with sample sizes of 20×20×110 mm. Three results were averaged.
An MLS-225 rubber wheel abrasive tester was used to carry out impact loaded three-body abrasive tests with specimens in the dimension of 57×25·5×6 mm in a silica sand slurry, where the slurry consisted of 1000 mL of distilled water and 1500 g of sand (20–40 mesh silica test sand). The test lasted 25 min once with a wheel rotating speed of 240 rev min−1. The mass losses of the specimens were measured on an analytical balance with a precision of 0·001 g for different loads of 40, 70 and 100 N.
Results and discussion
As cast microstructure
The as cast structures of the investigated alloys are revealed in Fig. 1, where the primary austenite and ledeburitic structures can be distinguished in the alloys. The grain sizes of the primary austenite dendrite and carbides in the modified alloy (Fig. 1b) are smaller than those in the non-modified alloy (Fig. 1a). Moreover, the ledeburitic carbides in the non-modified sample appear net-like and continuous, whereas local necking in certain areas is found in the modified sample, indicating that the carbides become less continuous and more isolated and appear as blocky in the latter. In brief, the addition of the modifier notably improves the as cast microstructure of the high Ni–Cr–Mo cast iron.
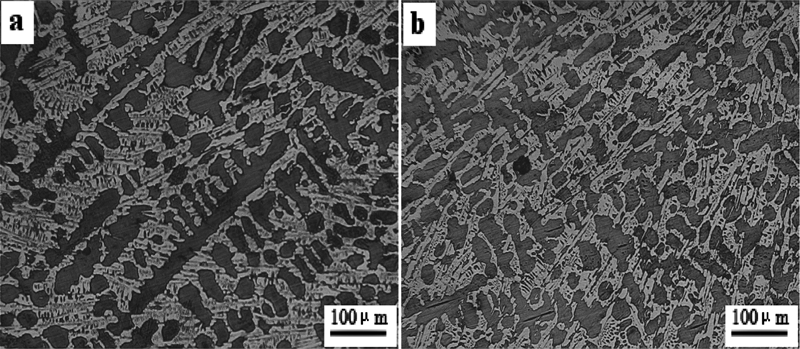
As cast microstructures of a non-modified and b modified alloys
The microstructures in high magnification for the two alloys are compared in Fig. 2. It is noteworthy that an acicular structure is clearly observed in the primary austenite matrix in the modified alloy (Fig. 2b), but not in the non-modified one (Fig. 2a). The XRD patterns shown in Fig. 3 suggest that both samples contain mainly austenite and carbides (mainly M3C), with certain peaks corresponding to martensite in the modified alloy (Fig. 3b). Considering the SEM and XRD results, we believe that the needle-like structure in the modified sample is martensite that is transformed from austenite. Therefore, the as cast microstructures of the non-modified alloy at room temperature mainly consist of austenite and M3C, whereas a certain amount of martensite beside austenite and M3C exists in the modified alloy. Similar findings have been reported previously. 9 9,14 The presence of martensite is due presumably to the solubility change in elements in austenite after the introduction of the modifier, leading to the destabilisation of austenite and thus promoting the martensite transformation.

Comparison of as cast microstructures of a non-modified and b modified alloys
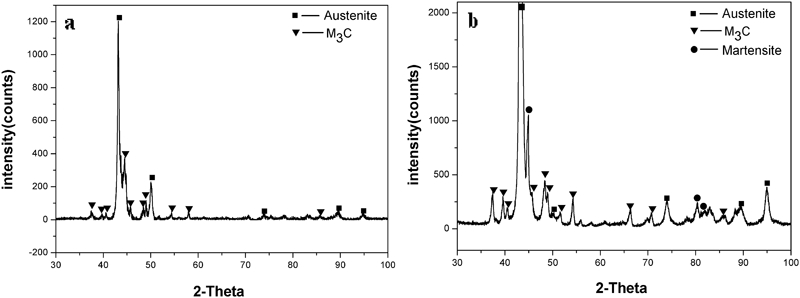
X-ray diffraction patterns of a non-modified and b modified alloys
The modifier used in the present study contains RE elements and elements with low melting points, such as Bi and Sb. The effect of the multicomponent modifier on the microstructure of the high Ni–Cr–Mo indefinite chilled cast iron can be explained by its role in heterogeneous nucleation. It is generally accepted6–9,22,23 that RE reacts with oxygen and/or sulphur to form RE oxides and/or sulphides. Before oxides and sulphides are removed from the molten iron, they may serve as heterogeneous nucleation particles for austenite at high temperature. Furthermore, according to the phase diagrams of related systems, e.g. Fe–RE, Fe–Sb and RE–Sb24 shown in Fig. 4, RE and low melting point elements such as Sb are easily adsorbed in the front of the interface between liquid/A during solidification. As long as suitable ratios are adopted, RE elements react with low melting point elements, e.g. Sb, to form high melting point compounds, which may also serve as additional heterogeneous nucleation sites to further enhance nucleation.
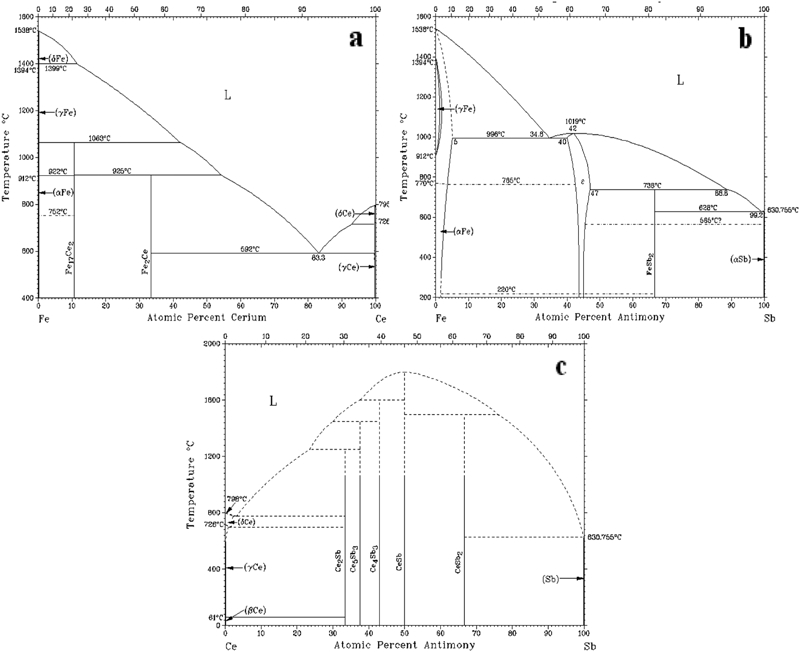
Binary alloy phase diagrams24 of a Fe–Ce, b Fe–Sb and c Ce–Sb
Certainly, the absorption of RE and low melting point elements in the liquid front of the liquid/austenite interface may result in the low growth rate of primary austenite and consequent change in the solidification path. Since RE, Bi, Si and Sb all have low solid solubility in austenite, the accumulation of these elements in the liquid ahead of austenite occurs during solidification. Such accumulation retards the growth of austenite and carbides and leads to constitutional undercooling that is beneficial to the multiple branching of austenite and decrease in the dendrite arm space. Because the eutectic carbides would have to nucleate and grow within the austenite interdendritic region, the multiple branching and the dendrite arm space decrease of the austenite would hinder the formation of network carbides and promote the isolated ones.
The differential scanning calorimetry analyses of the two alloys are presented in Fig. 5. The eutectic temperature of the modified specimen is 1058°C, which is 41°C lower than 1099°C for the non-modified alloy. Low eutectic freezing temperatures increase the tendency of divorced eutectic reactions, which lead to the breakage of carbides in ledeburite and even form isolated and blocky carbide. Wang's research24 further demonstrated that RE modification could enlarge the eutectic freezing temperature range, favouring the volumetric nucleation of eutectics.
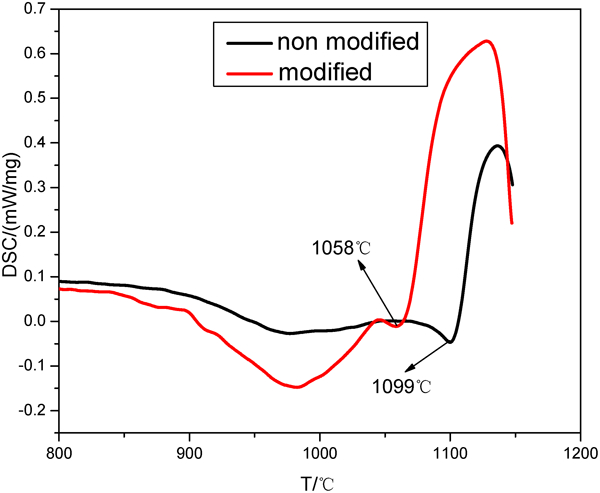
Differential scanning calorimetry analyses of non-modified and modified alloys
In addition, the absorption of RE on eutectic carbides can also obstruct the continuous preferential edgewise growth of carbides and favour more or less uniform growth in different directions. Yang et al.7 and Wang25 reported that RE inhibited the growth of M3C along the [010] direction, while it speeded up the growth along the [001] and [100] directions, both of which were favourable to the formation of blocky and island carbides. All the above effects of the multicomponent modifier collectively result in refinement in the microstructure, especially the breakage of the ledeburitic carbide network.
In summary, the roles of the present modifier include the following:
the increase in the heterogeneous nucleation of primary austenite
constitutional undercooling as a result of modifier element enrichment at the liquid/austenite interface
multiple branching of austenite crystal caused by constitutional undercooling
decrease in the eutectic temperature
selective absorption of RE on the eutectic carbide and the consequent formation of blocky carbides.
Mechanical properties
Hardness and impact toughness
The hardness and impact toughness of the high Ni–Cr–Mo cast iron are summarised in Table 2. The hardness of the modified alloy is higher than that of the non-modified alloy. The increase in hardness of the modified alloy in the present study is likely attributed to the finer microstructure and better morphology and distribution of carbides. The partial transformation of austenite into martensite in the modified alloy also contributes slightly to the hardness improvement.
Hardness and impact toughness of non-modified and modified alloys
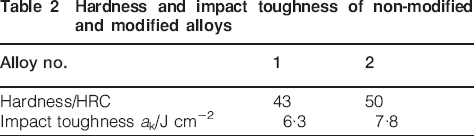
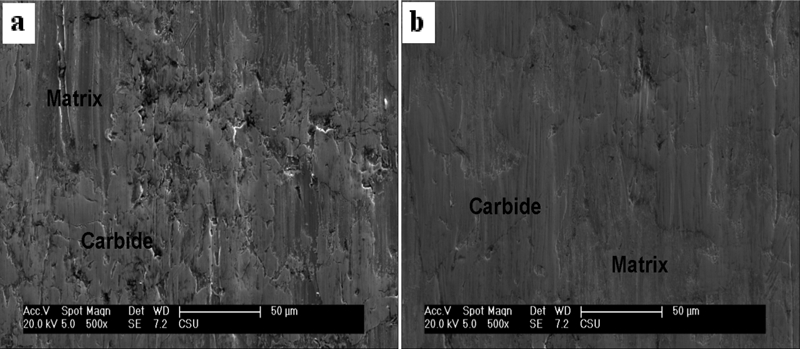
The finer structure and higher morphology and distribution of carbides definitely result in better toughness. As shown in Table 2, the impact toughness of the modified specimen is found to be ∼24 higher than that of the non-modified one. The SEM images of the fracture surfaces of the two alloys are illustrated in Fig. 6. Both specimens exhibit a mixed fracture mode of brittle cleavage and ductile fractures while dominated by brittle cleavage fractures. However, cleavage planes are much wider and more obvious for the sample without modification (Fig. 6a), whereas for the modified sample, the cleavage planes are narrower and some dimples occur, indicating that more energy is needed for failure under impact loading, and ductile fracture happens to a certain degree (Fig. 6b). Such findings imply that the ductility of the cast iron is improved after the modification.
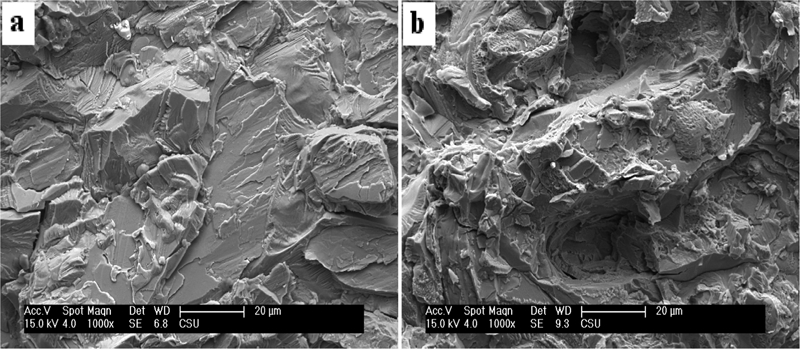
Images (SEM) of fracture surfaces of a non-modified and b modified alloys
Wear resistance
The abrasive wear resistances of the alloys were subsequently tested. Figure 7 illustrates the mass losses with different loads in the abrasive wear tests. It can be seen that the modified alloy exhibits significantly less weight losses compared to the non-modified alloy under all loads, and the wear rate of the modified cast iron, as indicated by the slope of the line, is also lower than that of the non-modified one.
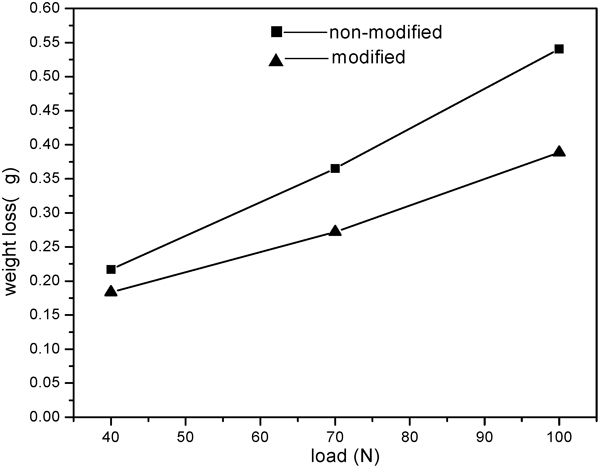
Weight loss as function of load
The worn surfaces of the two alloys after abrasion are further presented in Fig. 8. There are apparent gouging pits in the non-modified alloy, with bending and cracking occurring around the pits (Fig. 8a). In sharp contrast, only scratches appear, and the damage to carbides is minimal in the modified alloy (Fig. 8b). It is easy to understand that small carbides can dissipate stresses to the matrix without experiencing major damage. On the other hand, if the carbides are large in size, then the matrix protective role in preventing the removal and cracking of carbides diminishes, leading to more damage to carbides. Hanlon et al.26 reported that an order of magnitude reduction in carbide size resulted in significant improvement in wear resistance. Bedolla-Jacuinde and Rainforth13 further demonstrated that the carbide size and the extent to which the carbides were connected were the over-riding factors that affected the wear resistance. In the present study, the modified alloy with smaller grain sizes and less continuous carbides shows higher wear resistance. Since the experimental conditions are the same for both alloys, the grain refinement and breakage of network carbides due to the modification play a key role in improving the wear resistance.
Worn surfaces of a non-modified and b modified alloys with load of 100 N
Conclusions
An RE containing modifier has changed the morphology of carbides in high Ni–Cr–Mo indefinite chilled cast iron: the continuous net-like structure is broken partially, and the ledeburite carbides become blocky. The modification also makes the matrix and eutectic carbides finer in structure.
After the introduction of the modifier, the hardness, impact toughness and wear resistance of the high Ni–Cr–Mo chilled cast iron all increase to a certain extent.
Footnotes
Acknowledgements
The authors acknowledge the financial support from Chang Gao Advanced Materials Co., Ltd.