
Abstract
A study of the cause of heat affected zone (HAZ) cracking and its dependence on heat input during laser beam welding of a newly developed γ′ precipitation strengthened nickel based superalloy Haynes 282 was performed. Careful microstructural study coupled with Gleeble thermomechanical simulation showed that HAZ cracking in the alloy is attributable to the degradation of hot ductility of the alloy due to subsolidus grain boundary liquation. A decrease in the magnitude of heat input during laser beam welding resulted in increased HAZ cracking. The cracking variation with heat input is discussed in relation to the time that the subsolidus HAZ region spent at peak temperatures and thermally generated stress during welding.
Introduction
The increasing overall efficiency of aero and land based gas turbines by increasing the service temperature has necessitated the design and development of higher performance nickel based superalloys that are used for producing turbine hot section components. Haynes 282 (HY 282) is a new γ′ precipitation strengthened nickel based superalloy with improved elevated temperature properties over some of the commonly used nickel based superalloys like Inconel 718, Waspaloy and Haynes 263.1 Joining is an essential process in assembling simple to complex shaped turbine parts during fabrication. In addition, hot section turbine components are often subjected to complex combination of severe thermal and mechanical stresses for extended time periods, which normally causes cracking and/or wear. Owing to the high cost of part replacement, it is increasingly becoming economically desirable to repair and rejuvenate service damaged components. In general, fabrication of new component and repair of service damaged nickel based superalloy components are performed using conventional fusion welding process such as gas tungsten arc welding. However, the high heat input associated with these processes often results in large heat affected zone (HAZ) size and undesirable distortion of welded parts. A recent trend in the aerospace, automotive and power generation industries is the drive to utilise high power beam density sources to rapidly produce deep, narrow and low heat input welds during component fabrication and repairs. Laser beam welding is an attractive and promising welding technique for achieving these goals with high reliability and productivity necessary for industrial manufacturing system.2
A preliminary laser beam welding of HY 282 showed that the alloy is susceptible to cracking in the HAZ during welding. There is, however, limited reported weldability data, and no discussion on the cause of HAZ cracking in the literature. Understanding the cause of cracking and how it is influenced by welding parameters is vital to develop optimum welding procedure for preventing or minimising the cracking problem and facilitate the application of laser beam for joining the newly developed alloy. Therefore, the primary objective of the present research was to carefully study the fundamental cause of HAZ cracking, and its dependence on heat input, during laser beam welding of the new superalloy HY 282. The results are presented and discussed in the present communication.
Experimental
Wrought HY 282 superalloy with a nominal chemical composition of Ni–1·5Al–2·1Ti–10Co–20Cr–8·5Mo–1·5Fe–0·3Mn–0·15Si–0·06C–0·005B (wt-) was used in the present study. The alloy was received in the form of mill bright annealed plates. Welding test coupons of dimension 65×15×5 mm were machined by a numerically controlled wire electrodischarge machine and subjected to preweld solution heat treatment (SHT) at 1050°C for 2 h followed by water quench. The preweld heat treated specimens were surface ground, properly cleaned to remove surface oxides and then autogenously welded by a single pass CO2 laser beam using two heat input values, as presented in Table 1: a high heat input corresponding to 120 J mm−1 and a low heat input of 60 J mm−1. In order to carefully study the non-equilibrium microstructural changes and hot ductility in the HAZ during welding, physical simulation was performed using a Gleeble 1500-D thermomechanical simulation system. The simulation was performed at a rapid heating rate of 150°C s−1 to peak temperatures that ranged from 1050 to 1200°C for different holding times, followed by water quenching to preserve as much as possible the microstructural changes that ensue at the peak temperatures. Some specimens were pulled to failure to evaluate the hot ductility of the alloy at various peak temperatures. The laser beam welded specimens were sectioned transversely to the welding direction by the electrodischarge machine to produce 10 sections from each test specimen, which were subsequently prepared by standard metallography procedure for microstructural examination. The mounted sections of the welded specimens were etched by swabbing in a solution of 48 g CuCl+480 mL HCl+40 mL H2O. The Gleeble simulated specimens were sectioned and prepared by standard metallographic procedure for microscopic examination. The microstructure of the welded and Gleeble simulated specimens was examined by optical microscopy using a Zeiss Axiovert 25 inverted reflected light microscope equipped with a Clemex Vision 3·0 image analysis software. In addition, the measurements of fusion zone (FZ) and HAZ area were performed using an optical microscope. A more detailed microstructural study, spectroscopy analysis and fractography examination were carried out using a JEOL 5900 scanning electron microscope (SEM) equipped with an Oxford (Oxford Instruments, Oxford, UK) ultrathin window energy dispersive spectrometer. The extent of HAZ cracking was determined by measuring the total crack length (TCL) in 10 sections of each welded specimen using the SEM (operated in both secondary and backscattered imaging modes). In addition, a Netzch 404C differential scanning calorimeter (DSC) was used to determine the major phase transformation temperatures of the alloy. Figure 1 shows an SEM image of the preweld SHT alloy, which had an average grain size of 140 μm. The microstructure consisted of inter- and intragranular primary MC carbides based on titanium and molybdenum and chromium based secondary M23C6 carbides, all of which have been previously reported to form in the alloy.1 The main strengthening phase of the alloy, i.e. γ′ precipitates, was not observed in the SHT alloy by SEM.
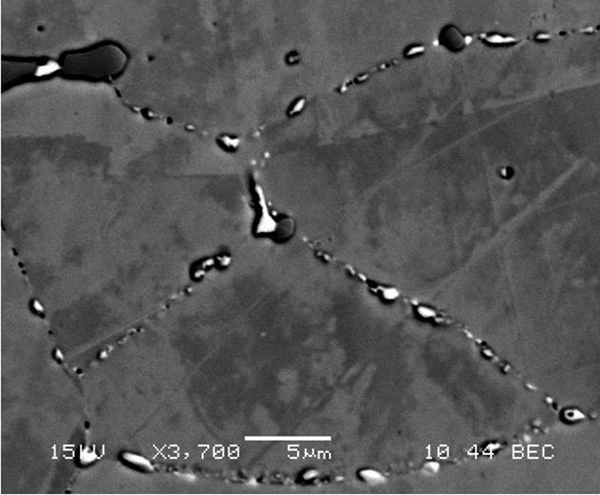
Image (SEM) of solution heat treated HY 282
Laser beam welding parameters

Results and discussion
Cause of HAZ cracking in laser welded HY 282
An optical micrograph of a general laser weld region in HY 282, showing the FZ and HAZ, is presented in Fig. 2. Cracking was not observed in the FZ, and this was typical of all welded specimens irrespective of the magnitude of the welding heat input. Although no FZ cracking was observed, the HAZ suffered a varying degree of intergranular cracking (Figs. 2 and 3). Most of the cracks were located in the neck region of the keyhole shaped weld, in HAZ regions that are slightly away from the FZ. Some of the main features of the cracks include the irregular zigzag morphology of the fracture path and close association with widened grain boundaries, which are typical features that depict intergranular liquation cracking. 3 3,4 Grain boundary liquation cracking, which is caused by the formation of liquid phase along the intergranular region and subsequent decohesion along one of the intergranular solid/liquid interfaces under the influence of tensile stress generated during weld cooling, has been reported in some fully austenitic alloy and nickel based superalloys.3–8
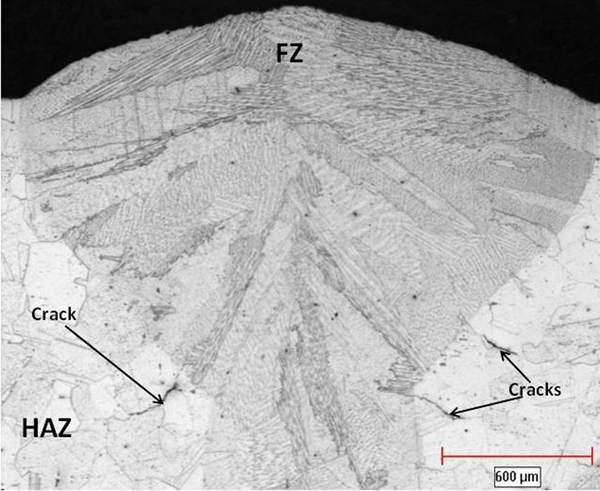
Optical micrograph of FZ and HAZ showing cracks in HAZ
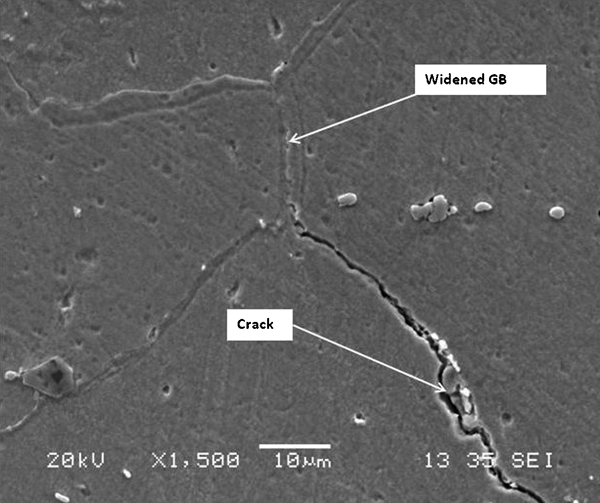
Image (SEM) of HAZ showing cracks and associated features
The HAZ grain boundary liquation is widely accepted to occur either by non-equilibrium subsolidus melting or equilibrium supersolidus melting. 9 9,10 Subsolidus melting is, however, more detrimental because it extends the effective melting temperature range and increases the size of HAZ crack susceptible region. 6 6,11 In many studies on intergranular liquation cracking, the mere occurrence of liquation is adjudged to be inadequate to induce a microstructure susceptible to cracking. The liquid phase must necessarily wet, infiltrate and spread along the grain boundary region in a continuous or semicontinuous fashion, reducing the solid/solid interfacial energy along the grain boundary.12 Ineffective wetting of the grain boundary region by the liquid film will result in the liquid existing in isolated pockets that allow for substantial solid–solid intergranular contact. The liquid produced by subsolidus liquation reaction generally exhibits good wetting and penetration characteristics due to their low non-equilibrium solid/liquid interfacial energy along the intergranular regions.13
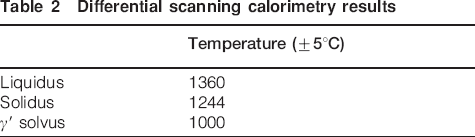
The short integrated time and the steep temperature gradient during welding thermal cycle induce microstructural variation over a relatively short distance in HAZ of weldment such that detailed microstructural analysis and relation between phase transition and peak temperature are often difficult to ascertain. The grain boundary liquation features observed in the present work suggest that the HAZ liquation involved significant subsolidus liquation. To enable a reliable verification of subsolidus liquation occurrence in the HY 282 during welding, the Gleeble simulation system was used to physically simulate its HAZ microstructure. A DSC study, using a Netzch 404C DSC, was first performed to determine the main equilibrium phase transformation temperatures in the new alloy, and the results are listed in Table 2. The γ′ phase solvus temperature measured by the DSC at ∼1000°C is consistent with the value reported by others, i.e. 997°C.1 The HY 282 specimens were rapidly heated by the Gleeble system to peak temperatures below the equilibrium solidus temperature of the alloy (from 1050 to 1200°C) to evaluate the response of the alloy to rapid welding thermal cycle.
Differential scanning calorimetry results
Microstructural examination of the Gleeble specimen simulated at the peak temperature of 1120°C and 1 s holding time showed that the second phase particles on the grain boundaries in the solution heat treated alloy remained largely unaffected by the Gleeble simulation thermal cycle (Fig. 4). However, in specimens rapidly heated to 1150 and 1170°C and held for 1 s, complete dissolution of the intergranular particles occurred, and widening of the grain boundary regions was observed (Fig. 5a). An increase in the holding time at the peak temperatures to 3 s resulted in the reduction in thickness of the widened grain boundaries (Fig. 5b). This behaviour is consistent with the grain boundary liquation caused non-equilibrium dissolution of intergranular second phase particles by liquation reaction.3 A major consequence of intergranular liquation in nickel based superalloys is the loss of material ductility under tensile loading. In order to confirm the occurrence of liquation on the widened grain boundaries observed at 1150 and 1170°C, the hot ductility of the alloy was evaluated by subjecting the Gleeble specimens to tensile loading for 0·1 s at various peak temperatures, and the results are presented in Fig. 6. The ductility of the alloy initially increased with temperature from 1050 to 1120°C, but a sharp drop in ductility was observed at 1150°C, and further ductility degradation occurred at 1170°C. Interestingly, the peak temperatures of 1150 and 1170°C, where the alloy exhibited poor ductility, correspond to the temperatures where widened grain boundaries were observed in the Gleeble simulated specimens. On increasing the holding time during the hot ductility test at 1170°C from 0·1 to 3 s, improvement in ductility from 3 to 26 was notably observed. The increase in ductility with holding time correlates with the reduction in thickness of the widened grain boundaries with holding time, which has been attributed to the resolidification of intergranular metastable liquid.3
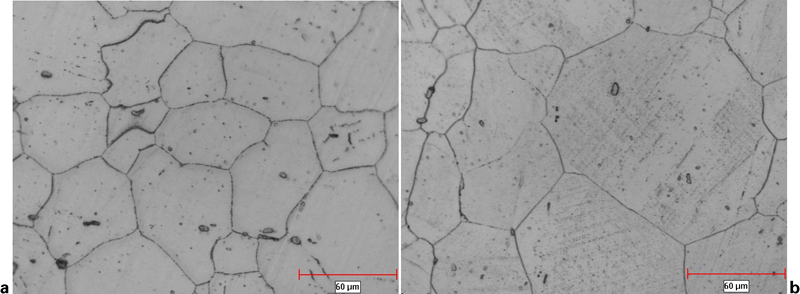
Optical micrographs of (a) solution heat treated HY 282 and (b) Gleeble simulated specimen at 1120°C held for 1 s
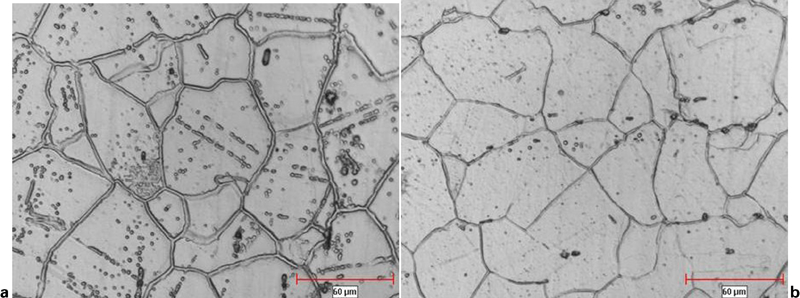
Optical micrograph of Gleeble simulated specimen at 1170°C held for (a) 1 s and (b) 3 s
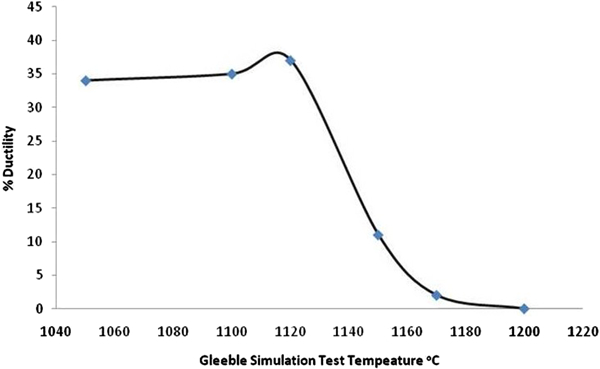
Variation in hot ductility of alloy 282 with peak temperature
Previous studies have shown that a verifiable way of confirming grain boundary liquation is by fractography study of the crack surface. 8 14 8,14,15 Scanning electron microscopy study of the fracture surface of the Gleeble hot ductility specimens confirmed brittle intergranular failure in specimens tested at 1150 and 1170°C with 0·1 s holding time, which correlates with the loss of ductility observed at these temperatures (Fig. 7a). Higher magnification examination of the grain surfaces revealed regular roundish surface features all over the grain facets, which have been reported to be indications of resolidified intergranular liquid phase.8 For clarity and comparison, an examination of the fracture surface of hot ductility specimen tested at 1120°C for 0·1 s is shown in Fig. 7b. The specimen exhibited a ductile transgranular failure mode in contrast to the brittle failure observed in 1150 and 1170°C specimens. Therefore, degradation of the capability of alloy 282 in accommodating welding stress, due to the embrittling effect of subsolidus intergranular liquation, appears to be an important factor contributing to the susceptibility of the material to HAZ cracking during laser welding.
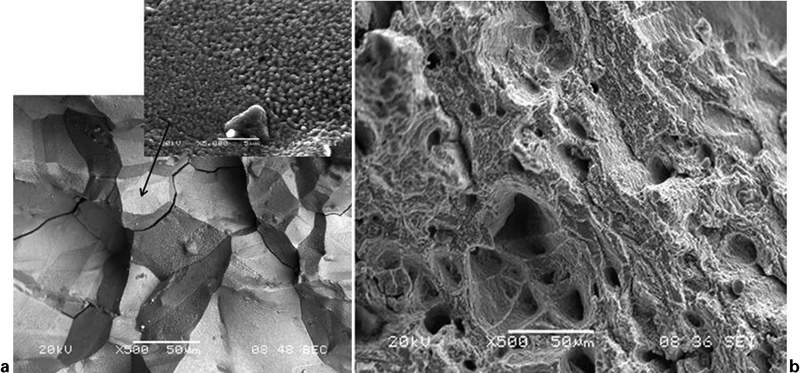
Scanning electron fractograph of Gleeble specimen tested (a) at 1170°C held for 0·1 s and (b) at 1120°C held for 0·1 s
Effect of heat input on HAZ liquation cracking
The effect of laser beam welding heat input on the magnitude of HAZ cracking and weld size is presented in Fig. 8 and Table 3 respectively. The TCL, depth of penetration, FZ area and HAZ area were observed to vary with heat input, which is a function of laser power and welding speed. Since the size of the weld changed with heat input, in order to enable a more realistic comparison analysis of the cracking behaviour, the quantitative index of cracking (CI) was calculated by normalising the TCL with respect to the HAZ area using a method reported by Richards et al.16 The CI, which is a quantitative assessment of the length of crack per unit area, provides a meaningful comparison of the susceptibility of the alloy to HAZ cracking. The low heat input laser weld experienced a larger extent of cracking compared to the high heat input laser weld. The CI of the low heat input weld (60 J mm−1) is appreciably larger than the CI of a higher heat input weld (120 J mm−1) (Fig. 9). Miller and Chadwick17 have related the tensile stress σ required to cause cracking by overcoming the surface γsl tension at the solid/liquid interface on liquated grain boundaries to the liquid film thickness h by the equation

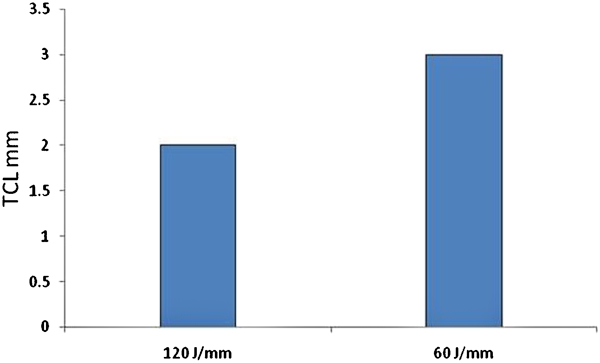
Variation in TCL with heat input
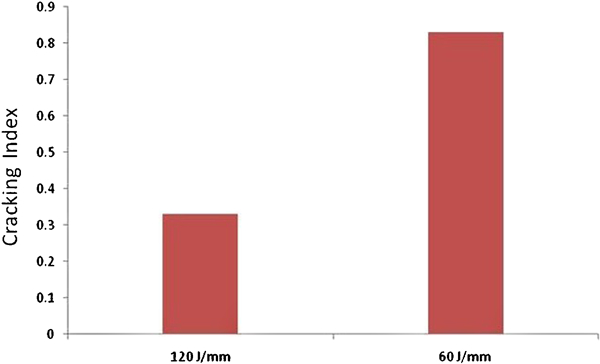
Variation in CI with heat input
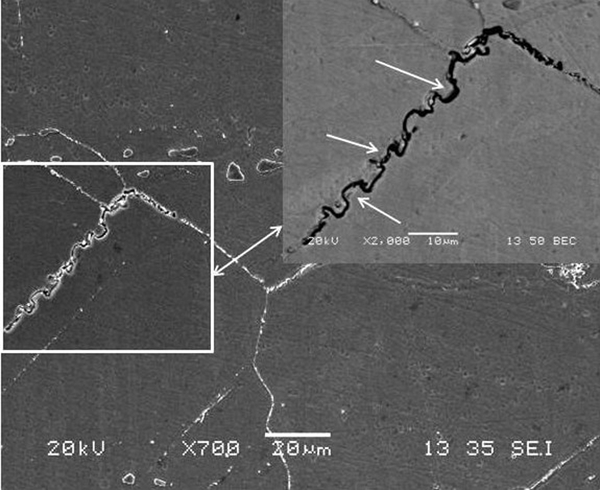
Image (SEM) showing grain boundary with typical intergranular LFM feature
Dimensions of high and low heat input laser welds

Aside from the possible influence of heat input on the size of intergranular liquid film thickness, the magnitude of the driving force for cracking, i.e. welding stress, can also be influenced by the level of heat input involved during welding. During welding, the generation of thermally induced stress and associated strain is unavoidable. This is fundamentally due to the differences in the rates of expansion and contraction of HAZ regions owing to the variation in the temperature experienced by these regions. The magnitude of such thermally generated welding stress is directly proportional to the HAZ temperature gradient. A high heat input weld is known to exhibit shallow temperature gradient in the HAZ during welding compared to the steep HAZ thermal gradient that characterises low heat input weld. Therefore, the larger extent of cracking observed in the low heat input laser weld, in the present work, may be related to a greater level of thermally induced stress generated during welding compared to the higher heat input weld. Tungsten inert gas (TIG) arc welding is known to be an inherent high heat input welding process.20 In the present work, some HY 282 specimens were welded by the TIG process with a high heat input of 490 J mm−1. Microstructure examination showed that both FZ and HAZ in the TIG welded material were free of crack, which corroborates the results obtained in the laser welds in that an increase in heat input reduces HAZ cracking. However, the TIG weld was shallow (0·9 mm depth) with large surface width (5·2 mm) and contained a wide HAZ region. Therefore, although it was observed in the present work that reduction in heat input increases cracking, generally, low heat input laser welds are normally preferred due to the better weld shape and size in terms of penetration and width and reduced HAZ region and minimal material geometrical distortion that are associated with low heat input welding. Effort to prevent or minimise HAZ cracking in the newly developed alloy HY 282 during low heat input laser welding, through preweld microstructural modification, is thus continuing, and the results will be reported in a subsequent publication.
Conclusions
The microstructure of the laser beam welded HY 282 superalloy was carefully studied in conjunction with Gleeble HAZ simulation in order to better understand the cause of HAZ cracking in the newly developed superalloy and how the cracking is influenced by heat input. The main results of the present study are summarised as follows.
The HAZ cracking in the alloy during laser beam welding is attributable to grain boundary liquation, which degrades the hot ductility of the material and reduces its capability of accommodating welding stress.
An increase in the magnitude of heat input during welding resulted in the reduction in the extent of HAZ cracking. This can be related to a combination of a possible increase in the magnitude of tensile stress required to induce cracking due to the reduction in intergranular liquid film thickness enabled by the longer available time for resolidification in the high heat input weld and the lower level of thermally generated stress caused by the shallower temperature gradient in the HAZ associated with high heat input weld.
Footnotes
Acknowledgements
The authors appreciate the financial support provided by NSERC, the material supply by Haynes International Inc. and the laser welding by Standard Aero Ltd. L. O. Osoba is grateful to the University of Manitoba for the award of the University of Manitoba Graduate Fellowship.