
Abstract
The present paper is the first out of two papers in which thermal criteria for modelling and optimising, i.e. minimising, the formation of A segregates are investigated. One specific thermal criterion has been incorporated into a transient three-dimensional thermal fluid model inside a commercial simulation software package. It is then used for predicting A segregates inside a large steel casting, i.e. a forging ram. In part I, experimental data obtained from a foundry serve to validate the given criterion and to evaluate the critical value for A segregate initiation for one alloy composition on the forging ram. In part II, the criterion forms the basis of shape optimisation of the original casting layout for the ram. More specifically, unknown optimal shapes and sizes of the top riser and chills are sought by means of autonomous optimisation to establish a better solidification pattern, which would eliminate the likelihood of centreline porosity and A segregates.
Introduction
Flow of solute enriched liquid along interdendritic channels in the mushy zone of the solidifying alloy leads to formation of so called channel segregates, commonly referred to as A segregates. These are characterised by small equiaxed grains while the surrounding areas are mostly composed of columnar grains. They are typically initiated by convective instabilities in the high liquid fraction region of the mushy zone near the primary dendrite tips1 when the velocity of the liquid in the mush exceeds that of the isotherm (un>R). Then, the average composition in the liquid at this location increases. On the other hand, the flowing segregated melt keeps its temperature almost unchanged due to the mass diffusivity of the liquid being much lower than its heat diffusivity. In order to establish and maintain local equilibrium at the solid/liquid interface, remelting of the solute lean solid must occur. The associated local increase in permeability allows the liquid to flow more easily, thus enhancing remelting and macrosegregation. In such remelted zones, the liquid composition is, of course, higher.2 Therefore, A segregates can be regarded as narrow band-like areas inside a casting with completely distinct grain morphologies and with diverse mechanical properties, mostly deteriorated, as compared to the surroundings. Because macrosegregation results from the movement of the solute enriched liquid along the interdendritic channels in the mushy zone, and the extent of the mushy zone is controlled largely by the thermal conditions and the composition of the solidifying alloy, the extent of channel segregates, i.e. A and V segregates, will be largely controlled by these thermal conditions prevailing during the casting process.3
As given by Beckermann and co-workers,4 the occurrence of channel segregates depends primarily on the complicated interplay of the stabilising thermal gradient G; the speed of the isotherms R relative to the flow velocities; the structure and permeability of the mush, which, in turn, depend on the casting conditions G and R as well as on the variation of the solid fraction in the mush; the variation of the liquid density in the mush and, thus, the segregation behaviour of the solutes as a function of the alloy composition and solidification path; and the casting geometry and growth direction relative to gravity.
There have been many empirical studies over the years that have attempted to identify the process variables that influence or drive the formation of channel segregates, i.e. A and V type, primarily in steel castings and ingots.5–7
For instance, Copley et al.5 suggested a criterion for freckle formation that is based on a critical cooling rate,  (i.e. the product of imposed casting speed R and temperature gradient G). Their directional solidification experiments showed that the likelihood of A segregates is decreased by increasing the thermal gradient and growth rate, i.e. A segregates are likely to form if G and R are below a certain critical value. Their criterion was then formulated as
(i.e. the product of imposed casting speed R and temperature gradient G). Their directional solidification experiments showed that the likelihood of A segregates is decreased by increasing the thermal gradient and growth rate, i.e. A segregates are likely to form if G and R are below a certain critical value. Their criterion was then formulated as

A similar criterion was developed by Suzuki and Miyamoto.6 Their work revealed the effects of thermal conditions on the formation of A segregates. They deduced that channel segregation in 0·7 wt- carbon steel occurs when the product of the solidification rate and cooling rate drops below a certain threshold value, namely, when

The temperature gradient G contains information about the distribution of solid fractions and of concentrations of the interdendritic liquid, and so it is a factor indicating the density difference for flotation. If G is too high, A segregates will not appear because of the formation of a columnar crystal zone as recognised in electro slag remelted (ESR) ingots, and if it is too small, the casting will be in the solid–liquid state as a whole and has no solidification front. Consequently, as the density difference vanishes, A segregates will not appear.
On the other hand,  is the cooling rate in the solid–liquid zone and shows the growth morphology of dendrites. It also influences the growing rate of primary and secondary dendrite arms and, thereby, the roughness of the solidification front and the degree of solute enrichment.6
is the cooling rate in the solid–liquid zone and shows the growth morphology of dendrites. It also influences the growing rate of primary and secondary dendrite arms and, thereby, the roughness of the solidification front and the degree of solute enrichment.6
This confirms the premise that the occurrence of A segregates, to a large extent, is controlled by thermal conditions in the mushy zone. Hence, A segregation is to be expected when lower solidification and cooling rates are used, e.g. in large sand castings rather than small die castings. This critical thermal condition for the occurrence of A segregation is also likely to change, depending on the steel composition due to the different dendrite morphology.3 The Suzuki criterion will later on be applied in the optimisation work in part II of the paper.
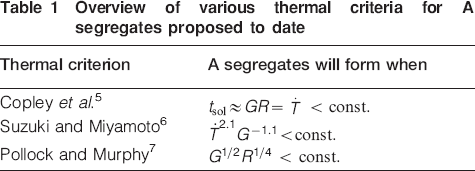
In conclusion to this section, some of the thermal criteria for predicting A segregates and freckles are outlined in Table 1.
Overview of various thermal criteria for A segregates proposed to date
In modelling of casting processes, special criteria have been developed to indicate areas of the casting where particular problems, e.g. shrinkage, hot tears or mould erosion, can be expected. A very important part of the solidification analysis is the evaluation of the feeding efficiency. A criterion function based on only the temperature gradient for predicting centreline porosity was suggested by Pellini8 in 1953. In 1982, this criterion was improved by Niyama et al.9 By comparing the results of solidification simulations and observations of centreline shrinkage problems in steel castings, Niyama and co-workers related the development of centreline shrinkage to the temperature gradient and cooling rate, see equation (3)

Although, the Niyama criterion may appear to be purely an empirical relationship, it also has a physical interpretation. The model begins with Darcy's law, which relates the interdendritic feeding flow velocity to the pressure drop across the mushy zone. By making simplifying assumptions about the functional form of the solid fraction–temperature curve and the permeability, Niyama et al. were able to analytically integrate the one-dimensional form of Darcy's law to demonstrate that
While the presence of the temperature gradient in equation (3) is not surprising and implies that shrinkage porosity will form in regions of low G, the presence of the cooling rate in the denominator may, at first, seem counterintuitive. The Niyama criterion predicts that shrinkage porosity increases with increasing cooling rate because the feeding flow velocities and the resulting pressure drop across the mushy zone are higher for higher solidification rates.
In other words, a low thermal gradient implies that even if liquid metal is available at a neighbouring region, there is insufficient thermal pressure for the flow to actually take place while a high cooling rate implies that, even if liquid metal and sufficient gradients are available, the time available is too short, and the liquid metal freezes before reaching the hot spot. It follows that the beneficial effect of a chill, for example, is due to the increase in the temperature gradient that the chill provides; the concomitant increase in the cooling rate near a chill is, on the other hand, actually counterproductive with regard to avoiding shrinkage porosity.10
One can make the assumption that centreline porosity and channel segregations follow a similar trend although they are not necessarily governed by the same physical phenomena. It means that enhanced thermal gradients, which decrease the extent of the mushy zone, and progressive directional solidification with a sufficiently tapered pool of liquid metal14 should decrease the risk of both of these defects. However, with regard to the cooling rate, these defects are conflicting in a way that, in order to avoid A segregates, a high cooling rate should be imposed. However, with high cooling rates, the pressure drop in the interdendritic liquid increases and, hence, the magnitude of centreline porosity.
The objective of this work is to apply the thermal criterion developed by Suzuki and Miyamoto for predicting the formation of A segregates inside one large steel forging ram. The experimental data obtained from a foundry then serve to establish the basic validity of the given criterion and to evaluate the critical value for A segregate initiation on a forging ram for one alloy composition. Later, in part II of the present paper, the criterion forms the basis of shape optimisation of the original casting layout for the forging ram. More specifically, unknown optimal shapes and sizes of the top riser and the chills are sought by means of autonomous optimisation to establish a better solidification pattern, which would eliminate the likelihood of centreline porosity and A segregates. This is explained in more detail in part II of the paper.
Numerical model
The simulation of the casting process at hand is carried out in the finite volume method based software package MAGMAsoft15 and, in essence, consists of mould filling and solidification as well as solid state cooling. During mould filling, the flow field is found from solving the momentum equations and the continuity equation under the assumption of a Newtonian fluid and incompressibility, i.e.





Validation
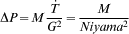
The present validation study considers a large (90·36 tons, maximum dimensions 5·3×2·4×2·3 m) steel forging ram, as shown in Fig. 1, made of a low carbon steel alloy DIN 1·1120, (GS25Mn5) and poured into a furan bonded silica sand mould.

Cast part
In this casting, the riser is placed on top of the ram head, with a riser neck inserted between the ram head and the riser (see Fig. 2). The top riser is completely surrounded by an insulating brick padding. Right after the filling, the melt surface is covered by an exothermic powder. Later, additional insulating powder is spread on top of the layer of the exothermic powder.
Layout of test casting: casting is indicated in red, chills indicated in green, riser neck is violet and riser insulation is dark blue; gating system is denoted grey (property of Vitkovice Heavy Machinery, a.s.)
The original casting is bottom filled, assuming an initial pouring temperature of 1540°C (2084°F). The filling time is estimated to be 120 s (to fill the casting up to the first third of the top riser). One hour later, additional top filling of the rest of the riser takes place to compensate for the volumetric shrinkage and to induce favourable temperature gradients. The chills surround the lower cylindrical section of the casting to facilitate directional and progressive solidification towards the riser and to prevent potential macrosegregation related flaws. These chills are placed ∼30 mm deep in the sand mould to avoid the risk of hot tears as when using contact chills. Using non-contact chills, one has to accept the fact that they start to function ∼1 1/2 h after filling due to the layer of sand in between the casting and the chills. This has been verified by temperature measurements conducted in the manufacturing foundry. The initial temperature of both, sand mould and the chill blocks, is assumed to be 20°C (68°F).
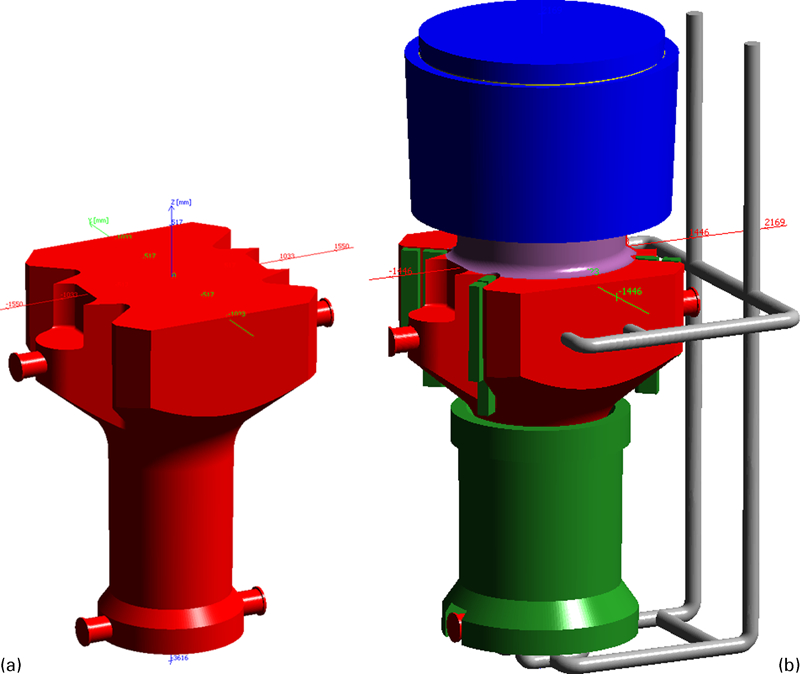
After the casting process, the ram was sectioned, etched and surface treated to provide information regarding its microstructure and solidification related issues for further comparison with the numerical solution. Figure 3 shows the lower part of the casting, i.e. vertical cut through the part, where two types of defects are identified. The first one is shrinkage porosity, which formed in the centre of the casting section. At this point, it is difficult to estimate the exact type of porosity, i.e. centreline porosity or shrinkage porosity. Most likely, it occurred due to limited feeding ability of the riser and no chilling from the bottom. In other words, the problematic area is out of the effective feeding distance of the riser. The second type of defect is referred to as channel segregation, namely, A and V type, i.e. the black upward directing bands. This defect formed due to an improper solidification pattern caused by poor cooling ability of the surrounding chills to retain steep thermal gradients and thus to prevent local remelting in the mushy zone giving rise to open channels of highly segregated liquid.2
Results from casting trial presence of porous areas and bands of macrosegregation
In practice, it is nearly impossible to completely avoid channel segregation. Nevertheless, by establishing a proper directional and progressive solidification pattern, potential channel segregates can be either pushed deep into the casting so that they do not show on the machined surface or get partially eliminated. However, it should be still of the highest priority to eliminate channel segregates as much as possible due to the fact that their microstructure and hence mechanical properties of that areas are different (usually worse) from the surroundings. Considering that most castings (this steel ram in particular) are loaded during the life service, these yet hidden freckles may promote cracking or even an ultimate failure of the cast parts.
In order to reveal and assess the microstructure, the lower casting area was etched with 4 solution of alcohol and nitric acid. Figure 4 highlights a macroscopic view on the investigated area showing different grain structure and morphologies. Outer regions exhibit columnar dendritic structure due to steeper thermal gradients induced by the outer chills. The thermal gradient flattens towards the thermal axis of the casting, causing columnar to equiaxed transition. One could also see that channel A segregates form readily in areas with columnar dendritic structure rather than in the central equiaxed zone.3,5,6 It is due to the low density difference of solute enriched and bulk liquid (caused by low thermal gradient) and increased resistance for the upward movement imposed by the equiaxed grains.
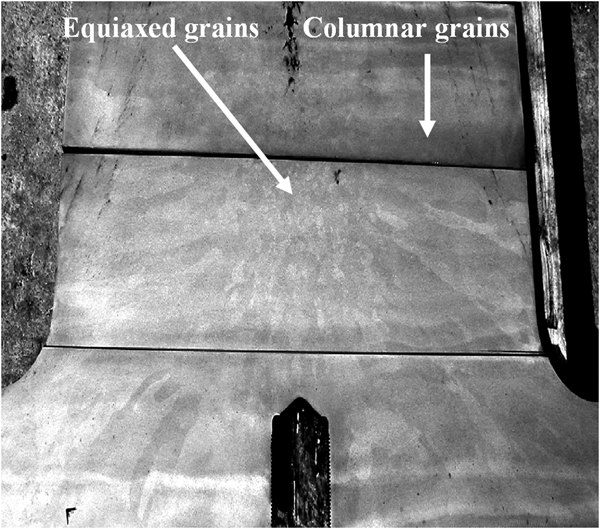
Results from casting trial presence of areas with different grain structure, i.e. columnar dendrites in outer regions versus equiaxed grains in centre due to flat thermal gradient
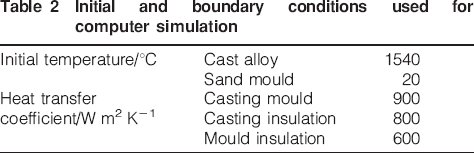
The material group definition is done in the software's preprocessor. The enmeshment of the geometry is made up of ∼1 000 000 casting control volumes. The thermophysical properties of both the cast materials and the sand mould are taken from the built in database module of the applied numerical software. The initial and boundary conditions used for the simulation are listed in Table 2.
Initial and boundary conditions used for computer simulation
The Suzuki criterion is evaluated at a specific temperature given as Tliq–0·2(Tliq–Tsol). It is assumed that at this temperature the fraction liquid in the mushy zone reaches 30–40, i.e. the value at which A segregates have been found to form.6 The different types of analyses included in the numerical simulation in the present paper are summarised in Table 3.
Different types of analyses carried out in validation simulation
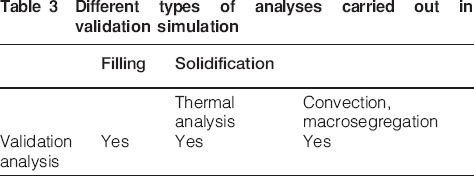
As earlier mentioned, during the optimisation runs in part II of the present paper, the filling and convection is neglected during the solidification analysis.
Results and discussion
The filling analysis provides proper temperature fields inside the casting for the subsequent solidification analysis. Even though it really has no major effect for ultra large, thick walled castings, it is still for the sake of completeness taken into account in the present case of validation of the proposed criterion. The thermal analysis during solidification, in essence, evaluates the efficiency of the top riser and the cooling ability of the chills placed around the cylindrical section of the cast part.
The Niyama criterion function was applied for predicting centreline porosity. Because the critical value of this criterion is chemistry dependent, it was first necessary to determine this value for the considered steel alloy. This was carried out by measuring the actual size and the location of the defect inside the real casting. Having that information, the numerical scale for the Niyama criterion was adjusted inside the simulation software to reach the same size and location of the defect as in the real casting. A good correlation was found for the Niyama threshold value of 0·45 for this particular steel alloy.
Figure 5 shows the numerically predicted presence and magnitude of centreline porosity in the lower areas. The geometrical dimensions of centreline porosity obtained from the simulations using the critical value of 0·45 are denoted in red, and the ones coming from ultrasound measurements are highlighted in black. The geometrical values are given in millimetres. A very good agreement is obtained; however, it should be emphasised that the geometrical extension of the numerically obtained centreline porosity to some extent is approximate due to its dependency on the mesh quality.
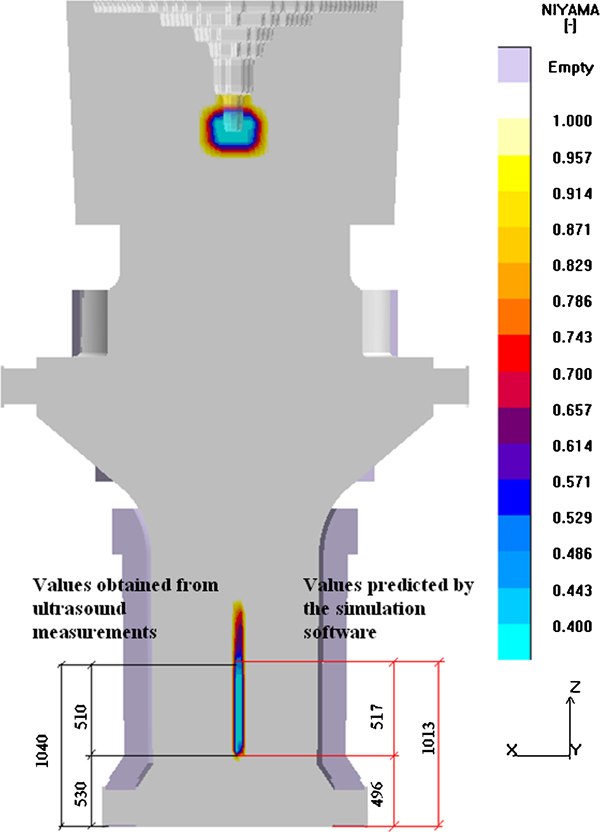
Prediction of centreline macro- or microshrinkage and its experimental validation obtained from foundry
Figure 6 lends support to the occurrence of centreline porosity at the thermal axis at the lower cylindrical area, showing a very flat thermal gradient. It also justifies the presence of equiaxed grains at that same area as shown in Fig. 4.
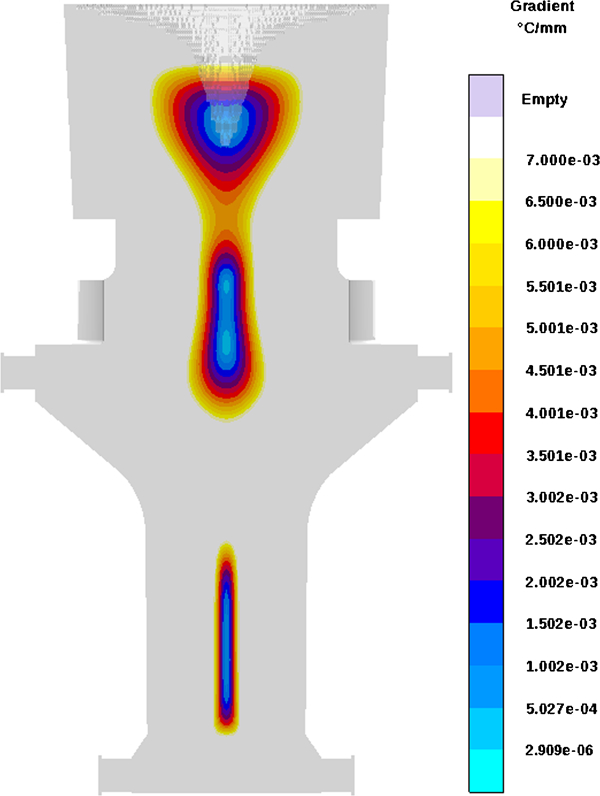
Gradient criterion function depicting very shallow thermal gradient in various areas of casting: areas with very flat thermal gradients are prone to issues with centreline porosity
This feature can also be visualised by means of the solidification rate criterion function (i.e. growth) in the software's post-processor (see Fig. 7). White areas imply a high solidification rate that causes dendrite tip undercooling with subsequent dendritic to equiaxed transition. The solidification rate was assessed very close to the end of the solidification interval.
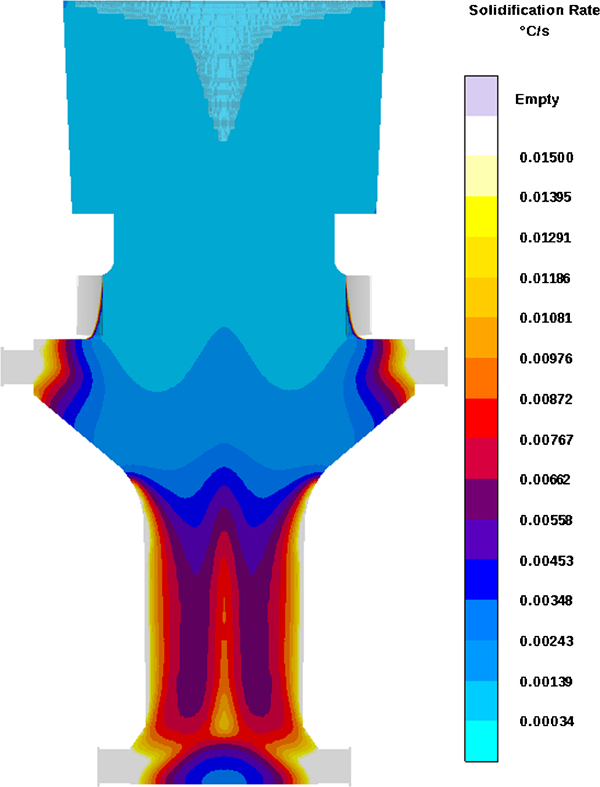
Solidification rate indicating various morphologies of solid grains in casting domain, i.e. columnar grains (blue to red coloured areas) versus equiaxed grains (white and yellow areas)
The main focus of the present study is to predict and subsequently optimise (in part II) (i.e. to minimise) the presence and extent of channel A segregates in the casting body. For this purpose the thermal Suzuki criterion has been employed. Because the criterion says that A segregates will start to form when its value drops below a certain threshold value, the first step was to determine that critical value. This value varies with chemical composition of the melt. The results from the casting trial served as a baseline to adjust the numerical results to. It turned out that the value 0·4 [°C mm1·1min−2·1] for the A segregation criterion provided a good match with the real casting results in the lower cylindrical region (based on a visual comparison only) (see Figs. 8 and 9). It was assumed that below this value, A segregates will form. The zero value on the colour scale was also neglected due to the fact that if the thermal gradient is too high, A segregation will not appear because the mushy zone will be very narrow, and the suppressive forces will not allow any major flotation of the solute enriched interdendritic liquid. The main reason for this value being rather far from the one proposed by Suzuki and Miyamoto is that a different steel alloy has been used in this project. One should bear in mind that the value of 0·4 yielded good results for the present alloy and casting and thus should be considered as a preliminary suggestion for the threshold value used in the Suzuki criterion.
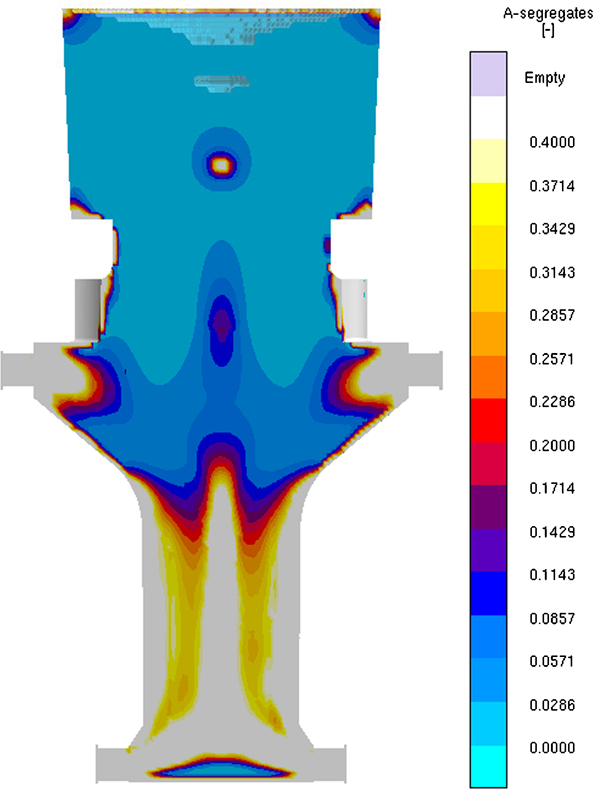
Prediction of A segregates in the lower section of steel casting
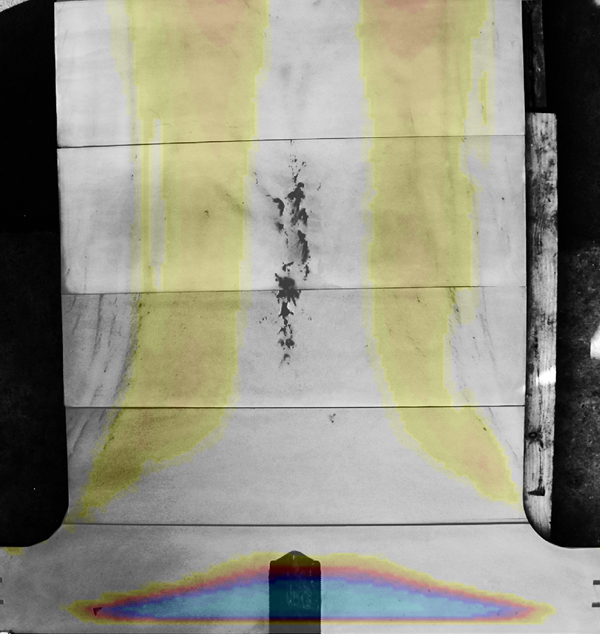
Direct comparison of numerical results with real casting
One may wonder, why did the Suzuki criterion predict the blue area at the bottom of the casting implying a high probability for A segregates here, when there were no A segregates seen in the real casting in this area? This is because A segregates will not form regardless of the calculated Suzuki criterion value if insufficient vertical height is available in the casting to support the fluid flow patterns associated with an A segregate. This can be rephrased that A segregates need some space and also casting cross-section to develop, which is not accounted for by this thermal criterion function.
Conclusions
In the present study, it was shown that it is possible to model and predict the presence of A segregates inside a large steel shape casting with the use of a simple thermal criterion, which here was called the Suzuki criterion. This criterion, which has been empirically developed for steel ingots, predicts that when the solidification rate and the cooling rate fall below a certain threshold value, A segregates will start to form. The threshold value is heavily dependent on the alloy chemistry. The critical condition for the formation of A segregates of 0·2C steel can be expressed as  . This new value, which is different from the one proposed by Suzuki and Miyamoto was empirically obtained in the present work from direct comparisons between the numerical results and the considered trial casting, i.e. the forging ram.
. This new value, which is different from the one proposed by Suzuki and Miyamoto was empirically obtained in the present work from direct comparisons between the numerical results and the considered trial casting, i.e. the forging ram.
These results were then used for subsequent optimisation studies in part II of the present paper.