
Abstract
The present paper is the second of two papers in which a methodology on how to exploit thermal criteria for modelling and optimising, i.e. minimising, the formation of A segregates in steel castings is presented. The first part of the paper dealt with incorporating one specific thermal criterion into a transient three-dimensional thermal fluid model inside a commercial simulation software package and validating this against experimental data obtained from a manufacturing foundry for a cast forging ram. In the second part of the present paper, the found criterion is then taken one step further by being applied to shape optimise the original casting layout of the forging ram where unknown optimal shapes and sizes of the top riser and chills are sought. This was carried out using genetic algorithms for establishing a better solidification pattern and thermal conditions inside the ram, which would eliminate the likelihood of centreline porosity and A segregates.
Keywords
Introduction
Casting design, in particular the gating, riser and chills system design, has a direct influence on the quality of cast components.1–5 The gating system is used to introduce metal into the mould cavity, whereas risers are used to compensate for the shrinkage of the casting as it solidifies. The chills then should promote faster solidification of areas with potential hot spots or slow solidifying areas to establish a directional and progressive solidification and hence a sound casting.
Changes in one process or design parameter impact many casting quality defining features during the process, i.e. a change of the pouring temperature and feeder size do not only change the solidification behaviour but also changes the fluidity of the melt, which can lead to a misrun typically seen in gravity die casting or high pressure die casting (HPDC) of non-ferrous alloys. Moreover, improper feeder design influences hot spot occurrence, shrinkage porosity, microporosity and macrosegregation respectively. The metallurgy of the melt might be impacted as well, which could lead to changes in the temperature balance of the mould or die, which again can lead to problems with overheating, mould/die erosion, sand inclusions or subsequently with impaired die life, for HPDC.6–9 Thus, it is almost impossible for a human being to analyse the different effects of all these non-linear interactions between process parameters through several process steps. However, most of the design activities were or still, up to some extent, are based on past experience and empirical rules,6 and, like most engineering design problems, casting design is carried out on a trial and error basis.9
Upon the availability of modern software tools, numerical simulation has become an important part of the design, analysis and optimisation of casting processes.10–13 It can give the designer an insight into the details of fluid flow, heat transfer and solidification as well as prediction of porosity, inclusions, hot tears and other casting defects. This allows flexibility for designers to explore different options and helps avoid costly prototype trials. In other words, the trial and error method is still applied, however, only on a virtual field with very limited production costs.
In recent years, the usage of simulation software has improved and now integrates parallel processing computers. It is feasible to calculate numerous versions and layouts in almost unlimited configurations. The advantage of having such short calculation times can only be utilised provided that a computer can automatically analyse calculated variants with respect to predefined objectives (e.g. maximum feeding, low porosity, low air entrapment, etc.) and subsequently create new variants and analyse them in the same manner to achieve the optimal solution. Despite relatively high computational expenses, the autonomous integration of casting process simulations with numerical optimisation methodologies has recently been initiated, and it seems to be getting more attractive for researchers and manufacturers.6,10–15 By integrating such software for casting process simulation with an optimisation algorithm, a computer based optimisation tool is established, which is able to determine optimal values of user defined design variables, thereby optimising a given casting process with respect to predefined objectives.16
Several parameters, boundary and initial conditions, geometrical features, etc. can be changed at the same time and be evaluated independently from each other. Autonomous optimisation tools combine the classical approach of foundry engineers to find the ‘best compromise’ with validated physics. This not only further reduces the need for trial runs to find the optimal process window but also allows an in-depth evaluation of many parameters and their individual impact on providing a robust process. Subsequently, such system can readily provide optimal solutions for any kind of casting processes.
In the present paper, the original casting layout from part I of the paper is shape optimised where unknown optimal shapes and sizes of the top riser and the chills are sought by means of autonomous optimisation to establish a better solidification pattern of the forging ram, which would eliminate the likelihood of centreline porosity and A segregates. This issue is addressed by defining the problem as a multiobjective optimisation problem via combining multiple conflicting criteria, i.e. the maximisation of the casting yield, the minimisation of the presence of centreline and shrinkage porosity and minimisation of A segregates by increasing the cooling rate. The optimised cooling rate is then inserted into the ‘Suzuki’ criterion, and the likelihood of A segregates is calculated. The multiobjective genetic algorithm (MOGA) has been applied inside the optimisation module MAGMAfrontier17 to handle these multiple objectives. To the authors’ knowledge, this is a first successful attempt to directly couple modelling and subsequent numerical optimisation of the presence of channel segregates using a thermal criterion function, which is then applicable to any steel castings. However, it should be mentioned that this is a preliminary step in tackling channel segregates inside massive steel castings. The next step will be to apply a more advanced thermal criterion, such as the Rayleigh number.18
Optimisation methodology
Introduction to MOP and MOGA
When multiobjective optimisation is utilised, the user defines not only the degrees of freedom for the process parameters but also a number of objective functions, which may be conflicting and are to be either minimised, maximised or a combination of these. This often results in having multiple tradeoff solutions associated with different amounts of gains and sacrifices among multiple criteria, providing that the objectives are conflicting.
As it was put forward by Goldberg,19 ‘if we refuse to compare apples to oranges, then we must come up with a different definition of optimality, one that respects the integrity of each of our separate criteria’, which points out the concept of Pareto optimality, correlated to the fundamental concept of domination. Since the concept of domination allows a way to compare solutions with multiple objectives, most MOP algorithms use this domination concept to search for non-dominated solutions, i.e. the ones that constitute the Pareto front as shown in Fig. 1b. This concept can be explained with a simple example in a two-dimensional objective space, in which the maximisation of both objective functions (i.e. f1 and f2) is considered, as shown in Figs. 1. In Fig. 1a, point 1 represents a solution or a design, which splits the two-dimensional objective space into two zones: the first zone (the shaded region), the set of the points dominated by point 1, and the second zone, the set of points not dominated by point 1 (the remaining three quadrants), i.e. the non-dominated or non-inferior set of points. Thus, the two conditions stated below need to be satisfied if point 1 dominates point i, where point i is any other design point in the objective space:20
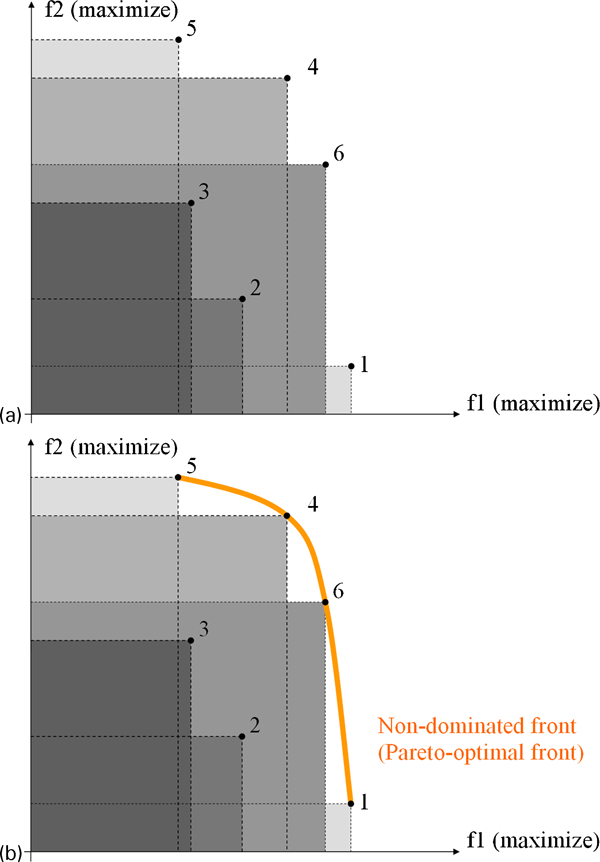
a each solution in population has its own sets of dominated (shaded regions) and non-dominated solutions (inspired by Ref. 21) and b set of points and first non-dominated Pareto optimal front (inspired by Ref. 21)
point 1 is no worse than point i in all objectives
point 1 is strictly better than point i in at least one objective.
These two statements give a general description for the comparison of the two solutions in terms of betterness, hence emphasising the applicability of this comparison for other types or combinations of conflicting objectives besides the maximisation–maximisation type as shown in Figs. 1, i.e. minimisation–minimisation, maximisation–minimization as well as minimisation—maximisation.
In case of having a population composed of, e.g. six solutions (or corresponding points on the objective space), for example those shown in Fig. 1a, a need for an overall relation of dominance arises, i.e. the one to one comparison made for point 1 should be generalised for each point. Figure 1a shows the distribution of these six points together with their domination regions, which are distinguished with different tones of colours, and it is clearly seen that points 4 and 6 dominate points 2 and 3 with respect to all objectives, while points 1 and 5 dominate all other points (i.e. strictly better) only with respect to the first and second objective respectively for the given distribution.
However, because points 1, 4, 5 and 6 are not dominated by any other points, they constitute the non-dominated front, which is also called the Pareto optimal front (see Fig. 1b), in an MOO context.
The actual optimisation cycle is initiated by establishing a first generation, i.e. set of solutions, containing a user defined amount of individuals, referred to as initial population or design of computational experiments. Each individual represents one configuration for the considered set of design variables. For each of these designs, an analysis of solidification and solid state cooling is performed, and the values for the requested output variables are calculated. The output data is used to evaluate and compare the different designs. After the first generation has been calculated, the optimisation algorithm evaluates the designs with respect to the objective functions and constraint(s) and subsequently generates a new set of solutions using mathematical mechanisms that follow the concept of natural genetics, i.e. selection, reproduction, crossover and mutation. This iterative evolution strategy is consequently referred to as a genetic algorithm (GA). The flow chart of the above described optimisation procedure is depicted in Fig. 2.
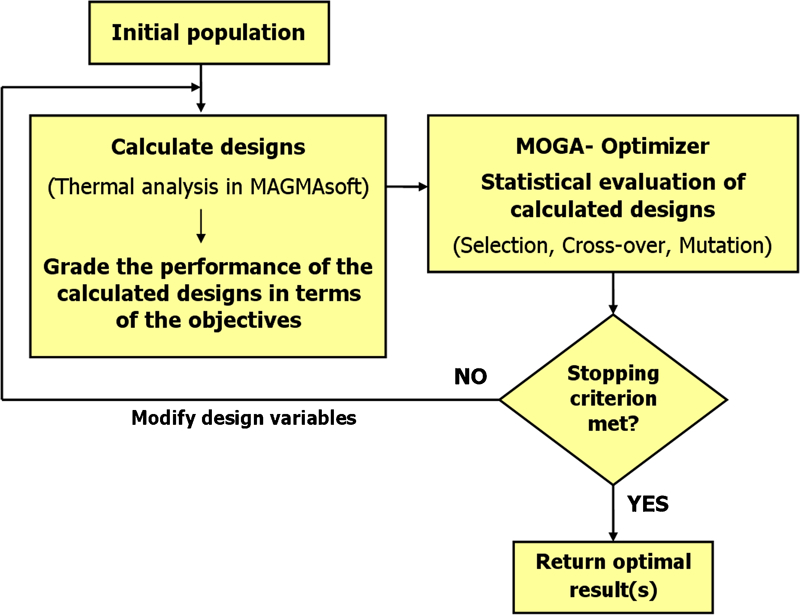
Flow chart of optimisation process
Genetic algorithms are non-deterministic (stochastic) methods that mimic evolutionary principles, e.g. natural selection and the survival of the fittest, to constitute their optimisation strategy. They work with a set of solutions (population) instead of a single point as in traditional (classical) methods, and this gives an opportunity to attack a complex problem (discontinuous, noisy, multimodal, etc.) in different directions allowing the algorithm to explore as well as exploit the search space. This capability gives an advantage for having a more robust search strategy compared to traditional mathematical programming algorithms. Since they do not need any gradient information, they are very suitable for black box (e.g. commercial software) optimisation applications.
Application to industrial casting
One large steel casting was studied and optimised with respect to reduction of A segregates. The standard analysis of the manufacturing process was already presented in part I of the present paper where it served as a validation for the proposed thermal criterion. In the following, this casting is subjected to multiobjective optimisation where two distinct defects, namely, centreline porosity and A segregated, are aimed to be minimised to increase the casting's soundness and quality.
Simulation set-up
As for the forging ram in part I of the present paper, all casting process simulations are carried out using the commercial casting simulation software package MAGMAsoft. The enmeshment of the forging ram is made up of ∼1 300 000 casting control volumes in the simulation of the initial layout. The sand mould was enmeshed with ∼20 000 000 control volumes.
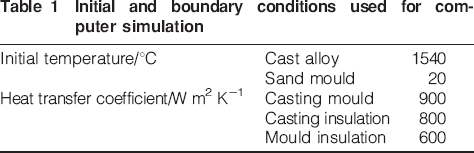
The temperature dependent thermophysical properties of all of the employed materials are taken from the built-in database module of the applied numerical software. This database is based on a large amount of experimental data combined with thorough thermodynamic calculations carried out in dedicated numerical based software packages. The initial and boundary conditions used for the simulation are listed in Table 1.
Initial and boundary conditions used for computer simulation
It was noted in part I of the present paper that for such a large and bulky casting like the ram, it is not that necessary to carry out filling calculations if the primary focus is not on filling related defects. As to the thermal fields after filling, it turns out that the temperature is close to uniform all over the casting, hence the same as if filling was not assumed. Therefore, for the sake of computational time, filling was not considered during numerical optimisation of the casting. Only the initial and the final layouts were simulated with respect to filling. Of course, for rather thin walled large castings, filling must be considered without any discussion.
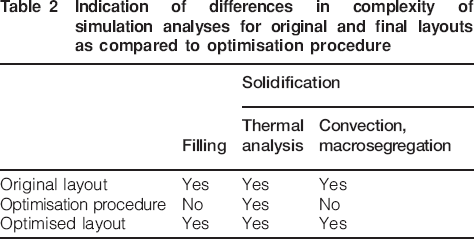
Owing to the symmetry of the test casting, only one-half of the geometry was considered during the optimisation run. The programme then assumes symmetry at the surface where the virtual division plane cuts through the geometry. This means that there is no mass and heat transfer across this surface. This division was possible only under the assumption that filling is not considered as the gating system would ruin the symmetry. For the initial and the final optimised designs, the entire geometry is considered due to the filling simulation. An outline of the simulation analyses performed at various stages of this project is given in Table 2. The ‘Suzuki’ criterion is evaluated at a specific temperature given as Tliq–0·2(Tliq–Tsol). It is assumed that, at this temperature, the fraction liquid in the mushy zone reaches 30–40, i.e. the value at which A segregates have been found to form.6
Indication of differences in complexity of simulation analyses for original and final layouts as compared to optimisation procedure
Problem statement: Optimisation of riser and chills
The optimisation problem here is defined as the goal of finding the most suitable shape of the top riser and the chills surrounding the lower part of the ram, which provide a set of tradeoff solutions for the maximisation of two conflicting objectives. These are (i) having the casting sound (i.e. with minimum centreline and shrinkage porosity), (ii) at the same time having the casting free of A segregates and (iii) maximising the casting yield. In the present study, only the minimisation of the centreline porosity and minimisation of A segregates are treated as objectives for easier visualisation, whereas the casting yield and shrinkage porosity were treated as constraints. Specifically, all of the feasible designs must not have a larger riser volume than the original design. The casting yield Y is calculated based on the volume ratio of the actual casting Vcast and the total volume, i.e. including the gating system and the top riser, Vtotal where Vtotal = Vcast+Vgating+Vriser. Since a shrinkage free casting is desired, the porosity requirement is 0. Using the output results provided by the simulation software, the shrinkage porosity measure, porosity, is taken as the maximum value contained in each of the control volumes of the casting.
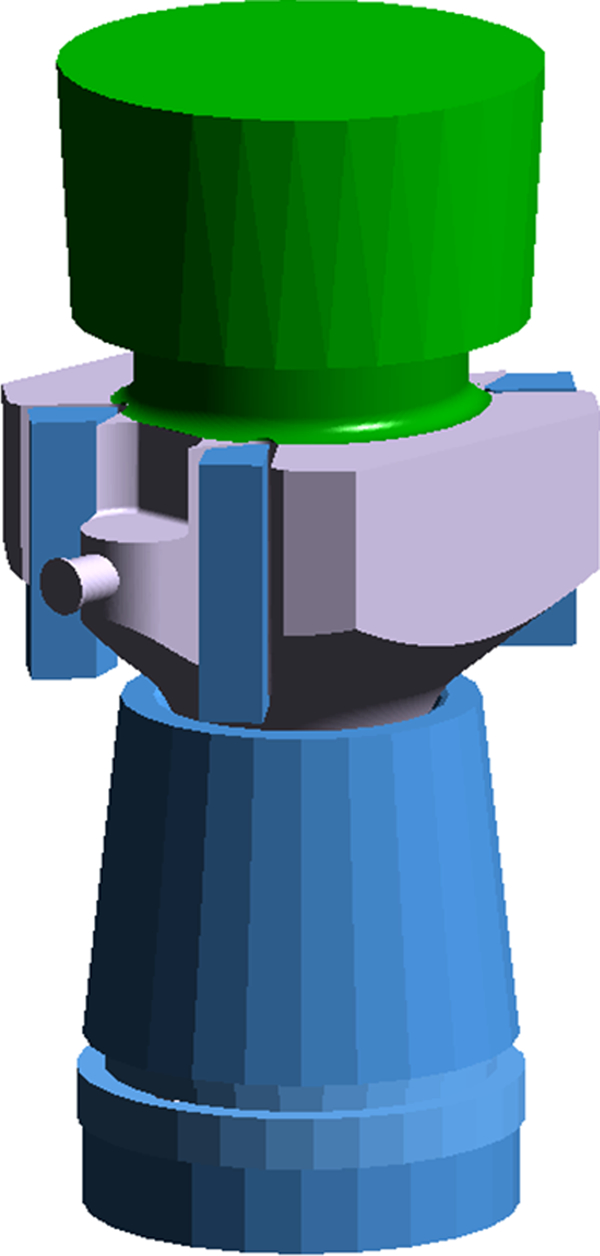
In case of the forging ram, seven independent design variables in total are used in the optimisation procedure: dimensions of the chills, i.e. height, taper and thickness, and of the top riser, i.e. its height, bottom and top diameters, as shown in Fig. 3.
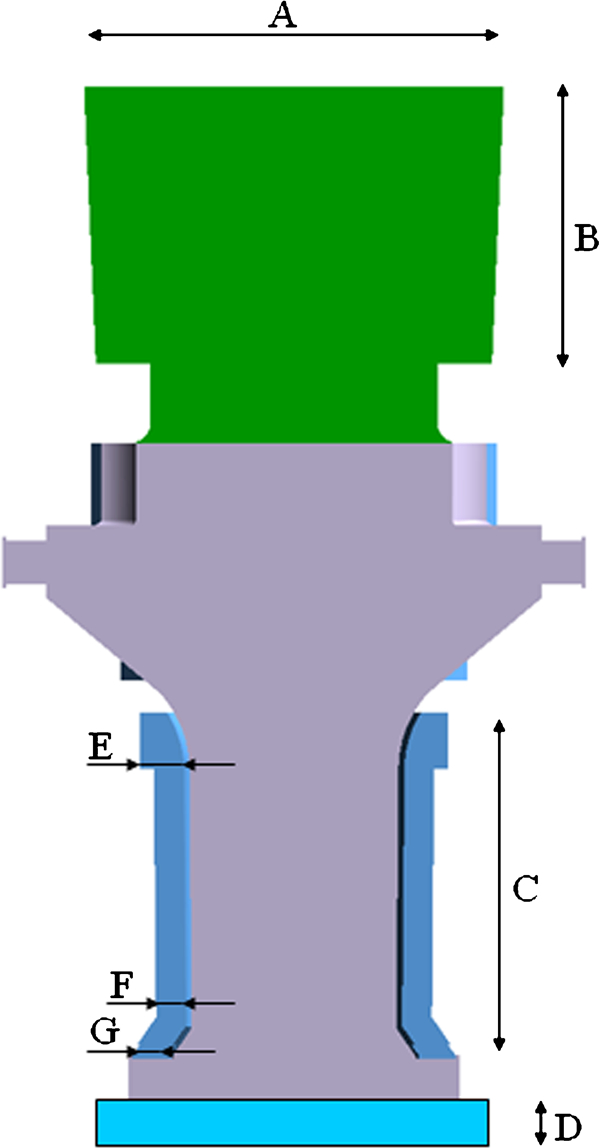
Original layout of test forging ram casting and design variables: casting is indicated in grey, chills indicated in dark blue, the riser is green (property of Vitkovice Heavy Machinery, a.s.)
Dimensional constraints were imposed to the design variables to maintain realistic shapes of the risers and chills. Note that the only direct comparison of the optimised and real casting results for the forging ram (for A segregates) is possible for the lower cylindrical area of the casting (see Figs. 2 and 3 in part I); thus, the focus is on that area.
This constrained multiobjective problem can then be expressed in mathematical terms as:
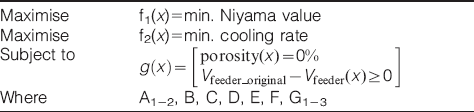
The Niyama criterion has been used to handle centreline porosity, and the cooling rate has been applied to minimise A segregates (it is then inserted into the ‘Suzuki’ criterion).
The initial population for the given optimisation case for the MOGA algorithm containing 100 unique designs are provided by the Sobol design of computational experiment sequence generating technique, which is a quasi-random sequence. The points in this type of sequence are maximally avoiding each other, so the initial population fills the design space in a uniform manner.
The directional crossover, the selection and the mutation probabilities of 0·6, 0·3 and 0·1 respectively are chosen for running 30 generations giving a total number of 3000 calculated solutions. In addition, elitism is applied to support convergence in the optimisation problem. Elitism is a GA operator (in general, an evolutionary algorithm operator) to keep the best designs found so far in the evolution of the generations.
Results and discussion
The simulation results from the original layout of the forging ram were already presented in part I of the present paper. In the following, the results for the optimised layout are presented.
Optimisation results: Optimised riser and chilling system
The primary reason for autonomous optimisation has been to find a more suitable design of the top riser and of the surrounding chills to minimise the presence and extent of channel segregates in the lower casting region of the forging ram and, at the same time, to avoid formation of solidification related issues, such as centreline porosity and shrinkage porosity as seen in the original casting layouts. The objective space for the considered optimisation problem is then constructed by the two following objectives: maximisation of the minimum value of the Niyama criterion and maximisation of the cooling rate in the casting, which then gives high values of the ‘Suzuki’ criterion, hence low probability of A segregates.
Using the MOGA algorithm with N = 100 (initial population size) and G = 30 (number of generations), a set of non-dominated solutions (Pareto line) was found after the stopping criterion has been reached (see Fig. 4). Since the constraints were explicitly handled, the solutions found were ensured to satisfy all the design requirements. After the optimisation run the user has to decide which design among multiple optimal solutions will be the most desirable for him or her. This procedure is entitled multiple criteria decision making (MCDM), and it is the standard procedure in multiobjective optimisation problem solving.22
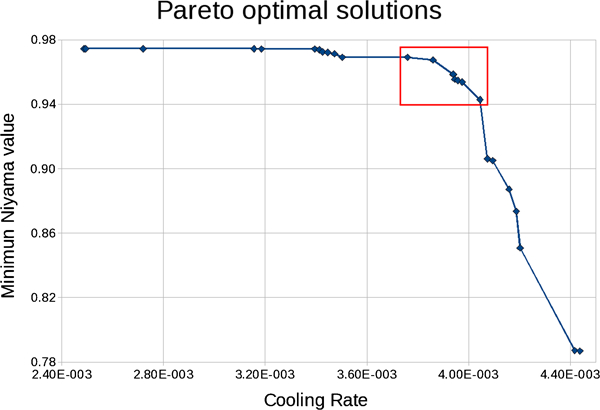
Pareto solutions found with MOGA for forging ram showing best, i.e. non-dominated, tradeoff solutions for maximisation of cooling rate and of minimum Niyama value
Eight distinct designs have been manually selected from the Pareto set(see the red rectangle in Fig. 4). These have been considered as the most preferred tradeoff solutions to the given problem and are listed in Table 3.
Selected designs of Pareto optimal set obtained using MOGA with N = 100 and G = 30
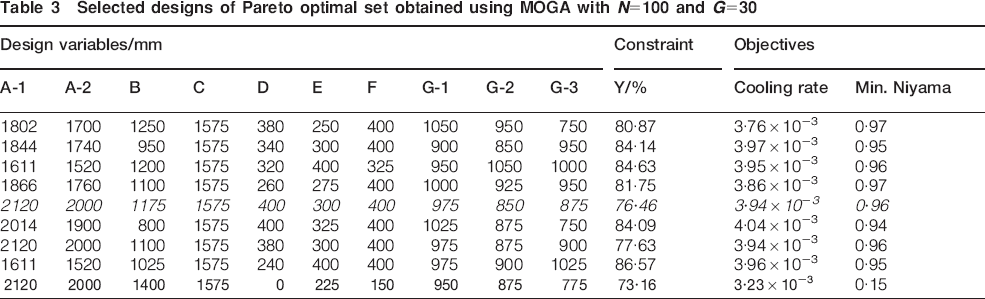
The values in bold represent the original, not optimised design. The values in italics stand for the design, which have been selected as the most desirable and subsequently evaluated in the casting simulation software with respect to solidification, including convection and macrosegregation. Note that this selection has been performed based on the authors’ personal preference.
The selected design is captured in Fig. 5. It is obvious that the cylindrical chills got considerably modified. Their wall thickness is not constant anymore, but it is expanding downwards. The bottom chill plate is now present to facilitate cooling from the bottom. The exact comparison with the original solution can be seen in Table 3.
Selected design out of Pareto optimal set
No indications of centreline porosity have been identified inside the casting body as the minimum value for the Niyama criterion is 0·96, which is above the critical value for macroscopic shrinkage to form. The same applies to shrinkage porosity, which was kept at 0 due to the applied constraint. Therefore, no images for the Niyama criterion and the porosity are shown here.
As to the presence of A segregates, it was evaluated using the ‘Suzuki’ criterion, as in the original assessment. Using the same scale, the results are shown in Fig. 6. The likely areas where the A segregates may form are highlighted on the colour scale. The lower the value of the ‘Suzuki’ criterion, the higher the likelihood for A segregates. For instance, the light blue colour shades would imply high probability of occurrence, which also corresponds to typical real life observations. For clarity, the most likely areas with A segregates are highlighted with black arrows.

Prediction of A segregates in casting body, showing no indications of this type of defect in lower cylindrical section
Conclusions
In part I of the present study, it was shown that it is possible to model and predict the presence of A segregates inside a large steel shape casting just with the use of a simple thermal criterion, which here was called the ‘Suzuki’ criterion. In the present part II of the work, this thermal criterion was taken and tested as to how well it responds to the proposed optimisation scheme and, by that, to find out whether A segregates could be effectively minimised in the given casting. If the criterion was sensitive to optimisation, i.e. it creates a nice Pareto non-dominated front, it would mean that A segregates could be, to some extent, both predicted and eliminated without any time consuming convection and macrosegregation calculations. However, this does not mean that convection and macrosegregation analyses would be useless, not at all. It only suggests that reasonable results and proposals as to A segregates and the factors influencing them the most can be acquired within a short time frame.
The proposed optimisation framework, i.e. maximisation of minimum Niyama and maximisation of minimum cooling rate, managed to autonomously obtain 30 Pareto optimal designs after 3000 design evaluations in a relatively short period of time, i.e. ∼20 h of calculation time. Subsequently, eight designs were manually selected for a thorough analysis. Using the trial and error approach to manually design, iterate and redesign could possibly take up many more hours and yet may not necessarily obtain optimal designs. A population size of 100 was found to be very efficient in finding the optimal trade off solutions. Convergence can be further achieved by increasing the number of generations; nevertheless 30 generations can be regarded as more than necessary for any apparent convergence.
The optimisation showed that by optimising the chills and riser design, the solidification pattern can be significantly improved. Imposed high thermal gradients and solidification rates can effectively minimise the extent of centreline porosity, decrease the size of the mushy zone and its permeability and, hence, minimise the risk of channel segregates. This prediction can be made without running the time consuming convection and macrosegregation simulations, although, for certainty convection and macrosegregation, analyses should be performed at least on the very final solution. Using the velocity vectors, it is possible to obtain a much better understanding on where A segregates may form.
It should be noted that the manufacturing foundry has based some of their new model adjustments on the findings of this study. The optimised casting layout was then cast and tested for internal soundness. An ultrasound non-destructive technique was employed in a search for shrinkage porosity and other related defects. No defects that would violate the prescribed quality demands have been identified in that casting. Unfortunately, such healthy casting has not been sectioned as it was sold. Therefore, no further evidence but the ultrasound tests is available for the validation of the numerical optimisation.
Footnotes
Acknowledgements
The authors would like to thank especially Dr C. C. Tutum of the Technical University of Denmark and Mr H. Jain of the Indian Institute of Technology, Kanpur for their valuable information and help in the field of evolutionary algorithms.