
Abstract
A number of Nd–Fe–B based nanocrystalline hard magnetic alloys such as Nd4–xPrxFe78B18 (x = 0, 2 and 4), (Nd0·5Pr0·5)xNb1·5Fe88·5–xB10 (x = 6, 8, 10 and 12), Nd10·5–xCoxNb3Fe80·5B6 (x = 0, 2, 4 and 6), Nd10·5NbxFe83·5–xB6 (x = 1·5 and 3) were prepared by melt spinning and subsequently annealing. The relationships between quenching rate, composition and the annealing temperature of the alloys were investigated systematically to obtain optimal fabrication conditions. For each quenching rate and each composition, an optimal annealing temperature could be found in a range from 650 to 750°C so that the nanocrystalline magnetic phases are formed optimally leading to an enhancement of the coercivity and maximum energy product of the alloys. The variation trend of influence of quenching rate and composition on the optimal annealing temperature of the alloys is presented and discussed.
Keywords
Introduction
Up to now, many scientists have devoted to study on Nd–Fe–B based nanocrystalline hard magnetic alloys by virtue of their application potential. These hard magnetic nanocomposites mainly consist of soft (Fe3B, α-Fe) and hard (Nd2Fe14B) magnetic phases in nanometre scale.1 Such a microstructure appears exchange spring interaction between hard and soft magnetic nanoparticles resulting in a combination of high saturation magnetisation of the soft magnetic phase with high coercivity of the hard magnetic one to yield hard magnetic materials with high maximum energy product.2 These hard magnetic materials can be fabricated in a wide range of composition so that their magnetic parameters can be controlled suitably for desired purposes. The addition of elements is one of the means to improve the parameters of the hard magnetic behaviour and fabrication technology of the material. In order to control the formation of the crystallites in the alloys, Nb is commonly added because Nb can surround the crystallites and prevent their growth.3–6 To enhance the coercivity, Nd is often substituted partly by Dy, Tb or Pr because these additional elements have larger magnetocrystalline anisotropy than that of Nd.7–11 To enhance Curie temperature of the material, the addition of Co is the most suitable way because Co can substitute for Fe in Nd2(Fe,Co)14B phase.12–14 Other additional elements such as Mo, Ta, Ti, V, Zr, C, etc. are also used to improve performance of the materials.15–19 There are several methods such as melt spinning, high energy mechanical milling, atomisation… for fabricating the Nd–Fe–B nanocomposites. Among them, the melt spinning method (rapidly quenching method) is the most important one because this method can be used to produce a large amount of the material for practical applications. There are two ways to control the formation of the nanocrystalline grains in the alloys prepared by melt spinning method. The first is based on changing the quenching rate of the melts. In this way, the nanocrystalline grains are formed during quenching process and their size depends on the quenching rate. That means each alloy has an optimal quenching rate to show the best performance. However, to get the optimal quenching rate for an alloy is not easy because the quenching rate depends on many experimental factors. Besides that, microstructure is often varied from wheel side to free side of as quenched ribbons. The second is based on varying annealing conditions for over quenched alloys, which are full or nearly full amorphous in the as quenched stage. Although one more stage (annealing process) is added, the latter is often used for producing the Nd–Fe–B nanocomposites because of its technological facility. Changing technological conditions and composition to enhance performance of this hard magnetic material has been reported in many publications. However, the influence of the quenching rate and composition on the optimal annealing temperature to create the optimal nanocrystalline phases in the alloys is not much mentioned. In this paper, the authors present the results of study on the effect of the quenching rate and the composition on the optimal annealing temperature of the Nd–Fe–B based nanocrystalline hard magnetic alloys fabricated by melt spinning and subsequently annealing.
Experimental
Prealloys with desired compositions were prepared from Nd, Pr, Fe, Co, Nb and FeB components on an arc melting furnace. After arc melting several times to ensure the homogeneity, the prealloys were used to fabricate ribbons on a melt spinning system. In melt spinning method, many factors such as velocity of roller, pressure to push melts on to roller, inert gas pressure in quenching chamber, size of crucible hole, distance from nozzle to roller, etc. can affect the quenching rate of alloys and therefore affect the microstructure of the material. In this study, to change the quenching rate systematically, all the above mentioned parameters were fixed except the velocity v of the roller. By this way, the quenching rate only depends on the velocity of the roller: the faster velocity of the roller, the higher quenching rate is received. The ribbons were then annealed in different conditions. All the arc melting, melt spinning and annealing processes were performed under Ar atmosphere to avoid oxygenation process. Before annealing, structure of the ribbons was examined by X-ray diffraction (XRD) method to ensure that they were almost amorphous after melt spinning. Magnetic properties of the alloys were investigated by magnetisation measurements on a pulsed field magnetometer.
Results and discussion
To investigate influence of quenching rate on the optimal annealing temperature of the material, the ribbons were annealed with different quenching rates in the same conditions. Before annealing, structure of the samples was checked by XRD to make sure that they were over quenched (full or nearly full amorphous). Figure 1a presents XRD patterns of the Nd4Fe78B18 ribbons with different quenching rates based on varying tangential velocity v of the copper wheel from 5 to 40 m s −1. It can be seen that the alloy reveals XRD amorphous structure with all the values of v except with v = 5 m s−1. With v = 5 m s−1, the alloy is partly crystallised. The crystalline phases of Fe3B and Nd2Fe23B3 were found on this sample. No diffraction peak of the hard magnetic phase of Nd2Fe14B is found on the XRD patterns. This probably is due to low concentration of rare earth in the alloy. Therefore, not all alloys with any composition can form the Nd2Fe14B phase during quenching process. In this case, an annealing process is required. The Nd2Fe14B phase can be easier formed during annealing process because the material can be steadily kept at a selected annealing temperature, at which the crystallisation of the desired phase is dominated. Figure 1b shows XRD pattern of an annealed Nd4Fe78B18 sample with v = 40 m s−1. It can be realised that the Nd2Fe14B phase among with Fe3B and α-Fe ones was formed in the alloy after annealing at 650°C for 10 min.

X-ray diffraction patterns of Nd4Fe78B18 ribbons in a as quenched state with different quenching rates and b after annealing at 650°C for 10 min of ribbon with v = 40 m s −1
The magnetic hysteresis measurements manifest that all the Nd4Fe78B18 samples are soft magnetic in the as quenched state but become hard magnetic after annealing at appropriate temperatures for 10 min. Figure 2 shows typical hysteresis loops of the Nd4Fe78B18 ribbons with different quenching rates annealed at the same temperature of 675°C for the same period of 10 min. It can be seen that the shape of hysteresis loops is similar but coercivity of the alloys with various quenching rates is clearly different from one to another. By doing similar experiments at various annealing temperatures, the dependence of coercivity Hc on annealing temperature Ta of the Nd4Fe78B18 alloys with different quenching rates could be obtained (Fig. 3a). In the Fig. 3a, one can realise that the optimal annealing temperature of the alloy increases from ∼650 to ∼700°C when v is decreased from 40 to 20 ms−1. This can be explained by term of the activation energy of nanocrystallisation in amorphous solid state. When the alloy is quenched with a high rate, the disorder of atoms in the amorphous matrix is higher than that of the alloy quenched with a lower rate. This leads to smaller activation energy of nanocrystallisation, i.e. lower annealing temperature for the alloy with high quenching rate. As for the alloy with low quenching rate, the atoms are more ordered, so that they require larger activation energy to move to crystal lattice sites, i.e. a higher annealing temperature is required. Our calculations indicate that the maximum energy product (BH)max of the investigated nanocomposites is directly proportional to their coercivity. Therefore, the authors just refer to the coercivity of the alloys in this paper.
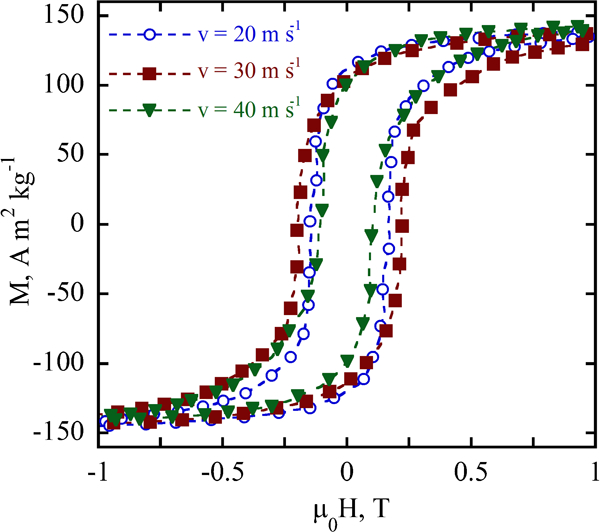
Hysteresis loops of Nd4Fe78B18 ribbons with different quenching rates annealed at 675°C for 10 min
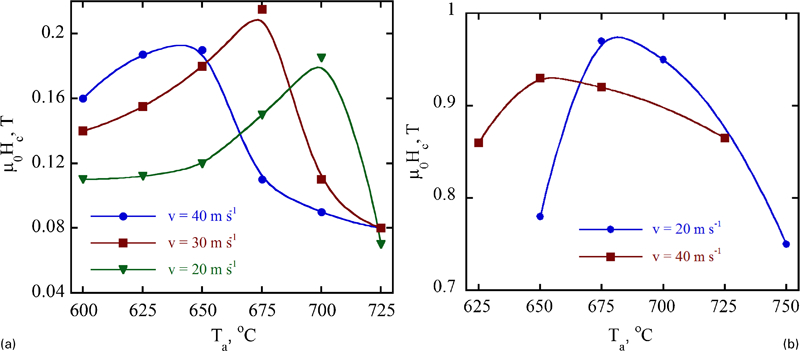
Dependence of coercivity Hc on annealing temperature Ta of a Nd4Fe78B18 and b Nd10·5Fe80·5Nb3B6 alloys with different quenching rates (solid lines are just to guide to eyes)
The influence of the quenching rate on the optimal annealing temperature has been observed in our several nanocomposite systems. As another example, Fig. 3b indicates dependence of coercivity Hc on annealing temperature Ta of the Nd10·5Fe80·5Nb3B6 alloy with different quenching rates. In this system it is also observed that the optimal annealing temperature increases with decreasing quenching rate. Therefore, the quenching rate clearly affects on annealing temperatures to create optimal nanocrystalline phases leading to the best performance (large coercive force and high maximum energy product) of the alloys.
The optimal annealing temperature depends not only on the quenching rate but also on the composition of the alloys. To study the effect of composition on the optimal annealing temperature a number of nanocomposite systems were investigated. First of all, the results obtained on the Nd2Pr2Fe78B18 and Pr4Fe78B18 alloys are presented. The results show that the annealing temperature to create the optimal nanocrystalline phases (to have highest coercivity) in the alloys with the same concentrations of total rare earth, iron and boron but different concentrations of Pr, is changed. The Nd2Pr2Fe78B18 and Pr4Fe78B18 alloys have optimal annealing temperatures of ∼675 and ∼650°C respectively (Fig. 4a). Therefore, the optimal annealing temperatures of the alloy decrease when increasing the concentration of Pr. This probably is due to crystallisation temperature of Pr2Fe14B phase less than that of Nd2Fe14B one. On the other hand, optimal annealing temperature also depends on the total concentration of rare earth in the alloys. When studying system of (Nd0·5Pr0·5)xNb1·5Fe88·5-xB10 (x = 6, 8, 10 and 12), it was found that increasing rare earth concentration not only increases the coercive force Hc but also affects the optimal annealing temperatures of the alloy. The optimal annealing temperature decreases when increasing concentrations of rare earth (Fig. 4b). When rare earth concentration is increased from 6 to 12 at-, the optimal annealing temperature decreases from ∼750 to ∼650°C. This is supposedly due to the fact that when increasing total concentration of rare earth, the crystallisation of (Nd,Pr)2Fe14B phase is easier, i.e. the crystallisation temperature of this hard magnetic phase is lowered.
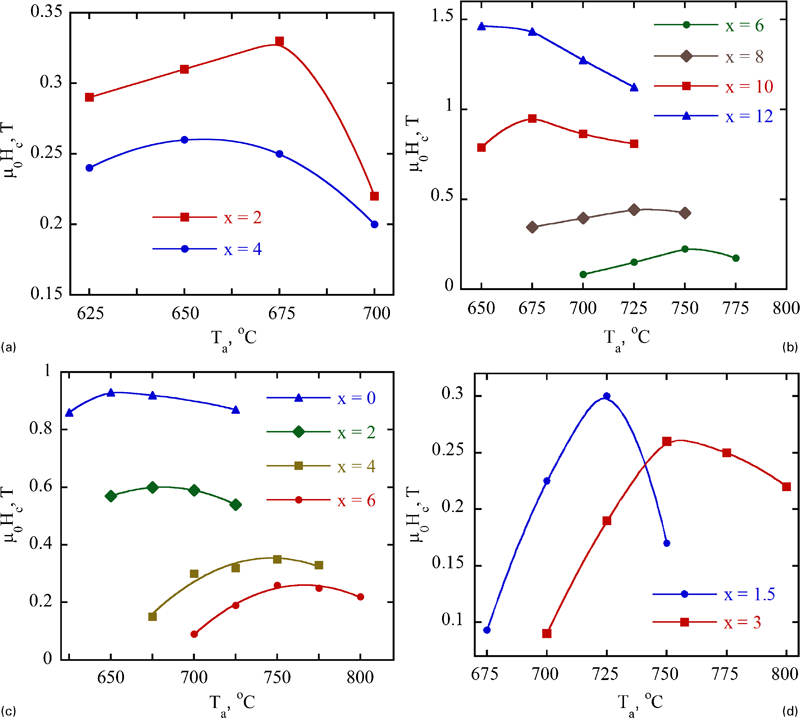
Dependence of coercivity Hc on annealing temperature Ta of a Nd4−xPrxFe78B18, b (Nd0·5Pr0·5)xNb1·5Fe88·5−xB10, c Nd10·5−xCoxNb3Fe80·5B6 and d Nd10·5NbxFe83·5−xB6 alloys with various compositions
Our investigation of Nd10·5−xCoxNb3Fe80·5B6 (x = 0, 2, 4 and 6) alloys manifests that cobalt concentration can also change the optimal annealing temperatures to make the best performance for the material (Fig. 4c). The annealing temperature to create the optimal microstructure, to obtain the largest coercivity, of the alloys increases from ∼650 to ∼725°C when the concentration of Co increases from 0 to 6 at-. This may be due to the increase in Co concentration causing the decrease in the concentration of rare earth leading to a requirement of higher temperature for crystallisation of the hard magnetic phase. On the other hand, Co can substitute for Fe in the hard magnetic phase of Nd2(Fe,Co)14B. This phase has a higher crystallisation temperature than that of the Nd2Fe14B crystalline phase, resulting in an increase in annealing temperatures to create an optimum for the nanocrystalline phases in the alloys.
In another system, the variation of Nb concentration leads to a change of the optimal annealing temperature of the material. On researches of the Nd10·5Nb1·5Fe82B6 and Nd10·5Nb3Fe80·5B6 alloys, it was found that when the concentration of Nb increases from 1·5 to 3 at-, the optimal annealing temperature increases from ∼725 to ∼750°C (Fig. 4d). This can be explained that Nb is one of the elements which can make the grain growth slower for both the types of α-Fe and Nd2Fe14B nanocrystalline particles. Therefore, the crystallisation temperature in the alloy is higher with higher concentration of Nb.
Conclusions
The optimal annealing temperature of the Nd–Fe–B based nanocrystalline alloys depends on both the quenching rate and composition. In general, the optimal annealing temperature increases with decreasing quenching rate of the alloys. While the optimal annealing temperature decreases with increasing concentration of rare earth, this temperature increases with increasing concentration of Co and Nb. Our results have a significant meaning in practical production of the Nd–Fe–B based hard magnetic nanocomposites.
Footnotes
Acknowledgements
This work is supported by National Foundation for Science and Technology Development (NAFOSTED) of Vietnam under grant no. 103·02·40·09. A part of our work was performed at Key Laboratory for Electronic Materials and Devices, Institute of Materials Science.