
Abstract
The present work shows a steel structure with bainitic ferrite dispersed on a matrix of carbon enriched retained austenite. The steel was produced using an air melting technique, and it was austempered at 200°C for 240 h. The steel presents tensile strength of ∼2 GPa. The authors report the new results of resistance to high cycle rotating fatigue in high strength bending life limit 107 cycles. A fatigue strength of 593 MPa was obtained, a result that is higher than that presented by important engineering materials such as forged steel and austempered ductile iron, even with the presence of fracture type ‘fish eye’, which nucleates mainly on shrinkage defects.
Introduction
Bainitic steels give a good combination of strength and ductility; however, an undesirable characteristic of bainite may be the presence of cementite phase, which has the potential to become the site of fatigue crack nucleation. The addition of silicon on bainitic steel suppresses the precipitation of cementite,1,2 leading to an improvement in toughness and fatigue.
Austempered ductile iron (ADI) has shown remarkable performance in fatigue strength due to the bainitic structure without carbides, fostered by high levels of silicon common at cast iron.3
Many researchers have investigated a type of high silicon steel that it is possible to routinely and inexpensively generate high density austenite/ferrite interfaces, resulting in resistance that can be controlled in the range of 1·6–2·5 GPa, with a hardness around 650–700 HV.4–7 An additional advantage of this steel would be to raise the casting for maintenance of the properties in large thicknesses,8 eliminating a typical disadvantage of austempering that is the application for small thicknesses.
Peet et al.9 reported first the results of mechanical fatigue strength with loading of tension and compression at carbide free bainitic steel casting produced using an air melting technique. The authors9 applied 105 cycles in the trials and estimated the limit fatigue strength among 855 MPa, defining not failing on 107 cycles.
The purpose of the present work was to evaluate the mechanical fatigue resistance of bainite carbide free steel cast with nanostructure. The results are novel because the steel was produced using an air melting technique and suffered no mechanical forming and the fatigue limit was experimentally determined over 107 cycles by rotating bending fatigue test.
Methods
The steel was produced as a 120 kg experimental air melting induction furnace at medium frequency. The chemical composition of the alloy is as follows:
Fe–0·7C–1·4Si–1·8Mn–1·0Cr–0·2Mo–1·5Co–0·6Ni–0·01Ti–0·03V–0·001Ca–0·006Ce–0·01La–0·006Al–0·02S–0·03P (wt-).
The high carbon content and substitutional solutes aimed to increase the stability of austenite relative to ferrite and provide bainitic transformations at low temperatures. Molybdenum was added to prevent temper embrittlement due to phosphorus.
Cobalt intends to increase the speed of transformation. Aluminium is deoxidising. Titanium, vanadium, calcium, cerium and lanthanum are added to grain refining.10
Mould casting as the type block Keel ASTM A 78111 was homogenised at 1100°C for 4 h and cooled inside the furnace. Specimens were austempered at 875°C and maintained for 30 min and cooled in salt bath at 200°C and maintained for 240 h to generate fine bainite. For tensile tests, specimens with nominal diameter of 4 mm and distance between radius of 28 mm were used according to ASTM 370.12 The specimens for fatigue test by rotating bending were machined as shown in Fig. 1. Next, the gauge length had been finished to be free of nicks, dents, scratches and circumferential tool marks. It was polished longitudinally, progressing through 120–1200 mesh emery paper. The dimensions of the specimen, recommendations for the same surface finish and conduct of the trial were processed as described in ASTM 466.13 The high cycle rotating bending fatigue with constant amplitude tests were performed on machine manufactured by Fatigue Dynamics Inc (USA), model RBF-200.
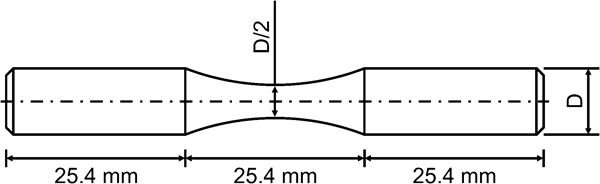
Dimensions of specimen used at rotating bending fatigue: D = 9·525 (+0·0254; −0 mm)
The microstructure was analysed by scanning electron microscopy and X-ray diffraction. The retained austenite content was calculated from the integrated intensities of (200), (220) and (311) austenite peaks and those of (002), (112) and (022) planes of ferrite. The peaks were analysed using Origin software with peak fitting module.
Results
The microstructure with austenite retained regions and upper bainite is presented in Fig. 2. Figure 3 shows the spectrum of X-ray diffraction that showed ≅30 of retained austenite. It was obtained at tensile strength between 1·8 and 2·1 GPa with hardness of 683±11 HV10 and total elongation of 1. The results of strength and hardness are consistent with data from the literature5–9 that indicate, for similar steel to the studied, the range 1·6–2·5 GPa with a hardness of ∼650–700 HV. According to the authors,5–9 this strength is possible due to the extremely thin structure, with bainitic ferrite plates in the order of 20–40 nm, characterising the nanostructure of this steel iron.
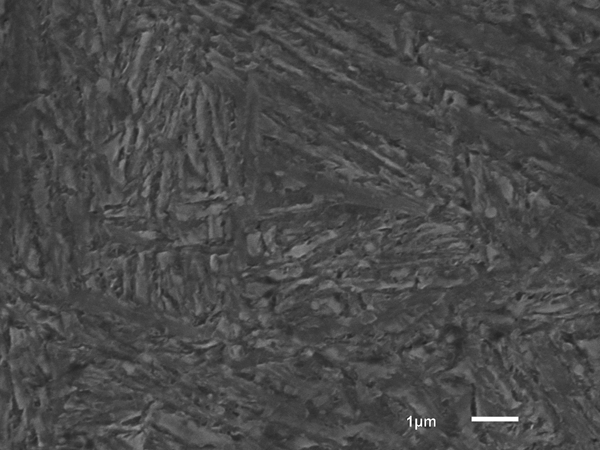
Structure of steel treated at 200°C for 240 h (scanning electron micrograph)
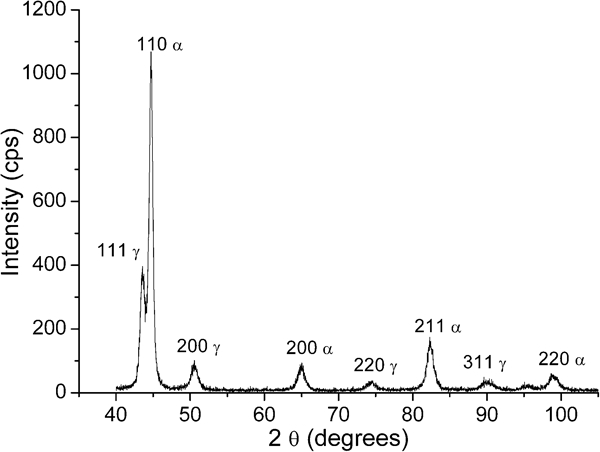
X-ray diffraction pattern of treated steel at 200°C for 240 h
Figure 4 presents the results of fatigue tests, illustrated by circular points, comparing with the data in the literature.14 The fatigue limit for 107 cycles, illustrated by the single square symbol at the figure, was 593±64 MPa and determined from unbroken specimen data illustrated by circular points with arrows. The coefficient of variation is 11. Assuming a confidence level of 95, the result should be 548 and 636 MPa. The result is quite significant when compared to important materials of engineering.14 In Fig. 4, there are fatigue limits to 106 ciycles12 of forged steel SAE 5140T and SAE 1046T and of ADI GGG 100, noting respectively the values of 384, 320 and 370 MPa. On the other hand, fatigue data analysed by Murakami and Endo15 led to the proposal of a ‘defect free fatigue limit’ σWO, which can be calculated from the tensile strength σU or the hardness HV, according to equation (1)

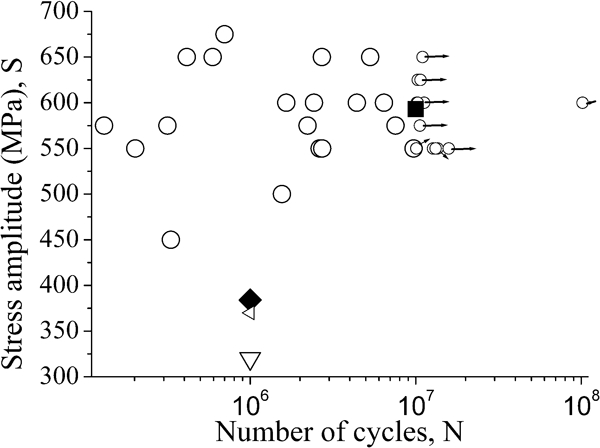
Results of fatigue life of bainitic steel carbide free in comparison with life of forged steel and ADI: circles are fatigue data; single square is fatigue limit determined; other symbols are: fatigue limits to 106 cycles12 for (♦) SAE 5140T, (◃) ADI GGG 100 and (▿) SAE 1046T
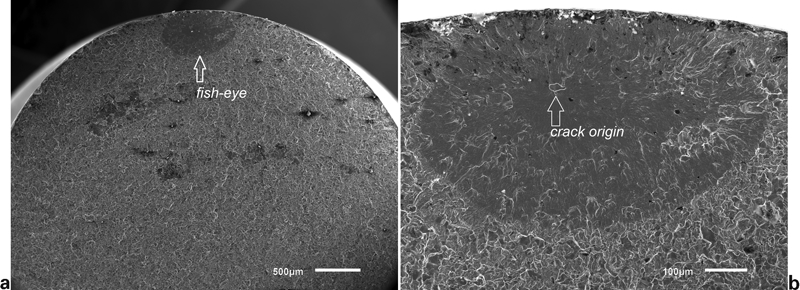
Steel with 600 MPa (2 400 000 cycles)
Figure 6 illustrates one of the few samples where fracture has started so close to the surface, as indicated in Fig. 6a. Figure 6b shows evidence of characterised defect of dendritic shrinkage format. Comparing the fractures shown in Figs. 5 and 6, where the specimens were subjected to the same cyclic stress of 600 MPa, the one in Fig. 5 had a longer life (2 400 000 cycles) compared to that in Fig. 6 (1 600 000 cycles). On the first specimen, the lower defect area (541 μm2 versus 3889 μm2) and the defect of most distance from the surface contributed to longer life.
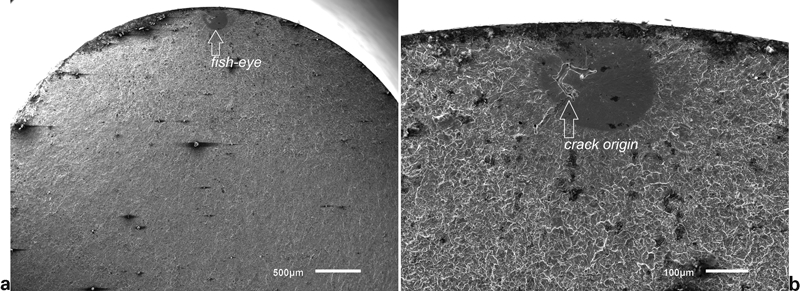
600 MPa (1 600 000 cycles)
Conclusions
In steel produced using air melting technique as the type block casting Keel, as determined by ASTM A 781, defects characteristic of shrinkages that nucleated fatigue cracking were noted.
For tensile strength between 1·8 and 2·1 GPa and hardness of 683±11 HV10, a 900 MPa fatigue resistance is expected; however, it achieved a resistance of 593 MPa. The casting defects are indicated as drivers of lower fatigue strength and lower ductility with elongation of 1.
Although with the presence of defects, the rotating bending fatigue strength was greater than important engineering materials such as forged steel and ductile austempered iron.
Footnotes
Acknowledgements
The authors are grateful to ‘Serviço Nacional de Aprendizagem Industrial – Centro Tecnológico de Fundição Marcelino Corradi (SENAI-CETEF)’ and to ‘Universidade Federal de Minas Gerais’ and to ‘Universidade de Itaúna’ for supporting this research. The authors are grateful for the financial support of CREA-MG and FAPEMIG.