
Abstract
The microstructures at the cladded interface between two low alloy steels, a mild steel and HT780, having different transformation temperatures, were characterised using optical microscopy, SEM and nanoindentation. To study the effects of heat on the near interface structures, the HT780 clad steel plate was welded and heat treated. It was found that cladding produced an interfacial layer with greater hardness than was found in either steel type tested and that carbon was enriched in this layer. During welding, the interfacial layer broadened and its hardness increased in the heat affected zone, which was heated to approximately the transformation temperature, but then softened again at temperatures above Ac3. Hardening of the interfacial layer occurred under various cooling rates. These microstructural changes are potentially due to the difference between the transformation temperatures of mild steel and HT780.
Introduction
High functionalisation and cost reduction in steel materials have recently been in great demand in the steel industry. Cladding is an economical technique for meeting these requirements.1 Clad steels are produced by lap joining two or more materials and exhibit better physical and mechanical properties (high strength and high corrosion resistance) than found in single materials.2,3 Clad steels are used in commercial products such as chemical tankers, hot well tanks, sea water desalination equipment and pressure vessels.4,5 One of the most popular methods of producing clad steels is hot rolling. This method is suitable for producing wide clad steel plates in large quantities, and it exhibits good joining performance and dimensional accuracy.6,7
The characteristics of the clad steel depend on the type of intermediate layer formed at the interface of the two metals through elemental diffusion, which is primarily determined by the preheating process.7,8 When a thin stainless steel plate is clad with mild steel, for example, the precipitate carbides that form near the interface improve the resistance to corrosion and abrasion.9 In contrast, carburising reportedly causes stress corrosion cracking at a clad steel interface.6 Studies of clad materials found in the literature often focus on mild steel and stainless steel, and as of yet, there are no reports regarding the cladding of mild steel and high strength steel. The work cited above concludes that controlling elemental diffusion at the interface is essential for producing highly functional clad steel. Moreover, when clad materials are welded, controlling elemental diffusion is particularly important because heating during welding stimulates diffusion.10,11 It is difficult to quantitatively characterise a local area such as a cladded interface using conventional experimental techniques. Therefore, we used nanoindentation to investigate the properties of the cladded interface because it is the most effective available technique for the direct examination of the mechanical properties of microscale structures.12–14
In the present study, we produced clad steel by hot rolling with mild steel and 780 MPa class high strength steel. These materials are low alloy steels with different transformation temperatures. We examined the clad steel by microstructural analysis and nanoindentation. To study the effect of heat on near interface structures, the clad steel was welded by metal active gas welding. In addition, the temperature and cooling rates of the heat treated cladded materials were varied in order to investigate the effects of heating history more precisely.
Experimental
Table 1 lists the chemical compositions of the two alloys used in the present study. A mild steel plate was sandwiched between two HT780 plates by hot rolling. The dimensions and configuration of the cladded specimen are shown in Fig. 1. A groove 5 mm deep at a 90° angle was made at the surface of the clad steel (Fig. 1b). Next, metal active gas welding was applied (Fig. 1c) under the conditions given in Table 2. Cylindrical specimens were extracted from the interface of the clad material, as shown in Fig. 1d. The specimens were heat treated under the conditions given in Table 3.
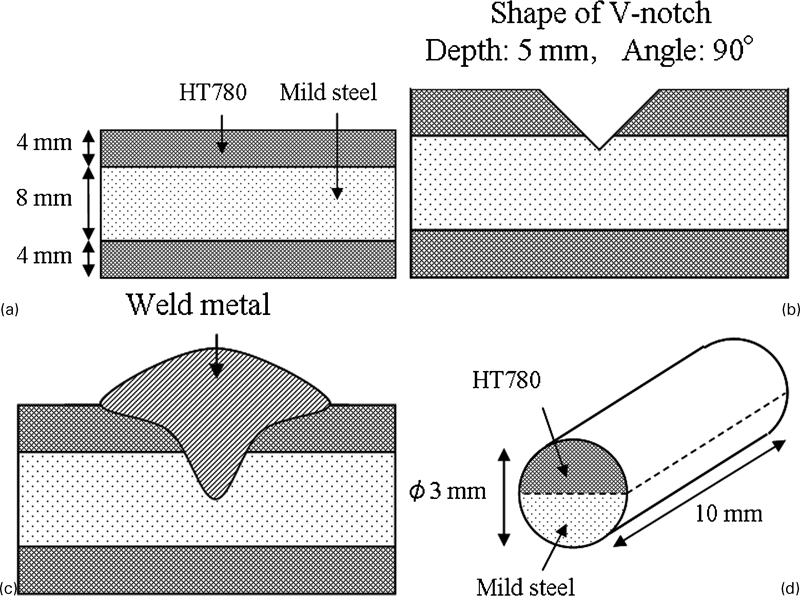
Dimensions and configuration of specimen
Chemical compositions of mild steel and HT780/mass-

Metal active gas welding conditions

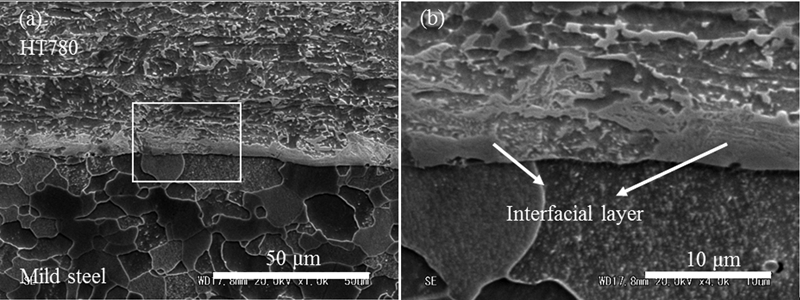
Conditions of heat treatment
All samples were polished using 1 μm diamond paste and then etched with 3 nital solution. Their microstructure was observed using optical microscopy (Optiphot-100; Nikon Inc.) and scanning electron microscopy (SEM) (S-3000H; Hitachi Inc.). X-ray analysis of the cladded interface was conducted using electron probe microanalysis (EPMA; JXA-8700; JEOL Inc.).
Nanoindentation measurements were performed along the interface of the cladded materials using an ENT-1100a instrument (Elionix Inc.). The hardness values were calculated from the indentation load–displacement data via the Oliver–Pharr method.15 The applied load was 0·98 mN.
Results and discussion
Microstructure and nanoindentation hardness of each specimen
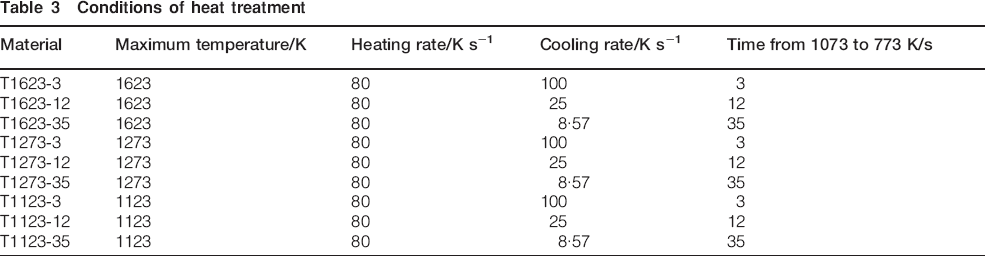
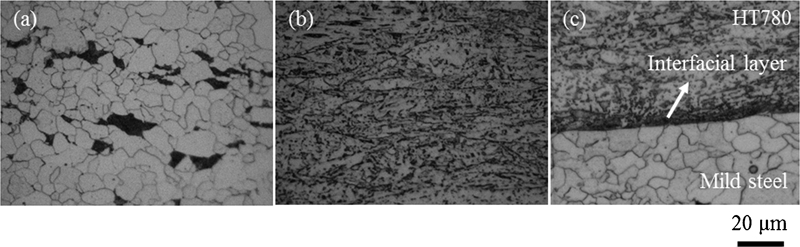
Figure 2 shows the optical microscopy images of the microstructures of the base materials before and after cladding the sample. The microstructures of mild steel and HT780 consisted of ferrite and pearlite (Fig. 2a) and bainite (Fig. 2b) respectively. In the as cladded specimen, however, pearlite did not appear near the interface on the mild steel side (Fig. 2c). Moreover, an intermediate layer was observed at the interface between the mild steel and HT780, possessing a microstructure completely different from that of either steel, which we termed an interfacial layer. The width of interfacial layer was ∼5 μm. Figure 3 shows the SEM images of the interface. The interfacial layer appeared to contain a martensite–austenite constituent, which is normally observed within a ferrite or bainitic ferrite matrix16,17 and generally occurs at lower cooling rates (<20 K s−1).18,19 The cooling rate used for this sample after hot rolling was <0·5 K s−1 from 1073 to 773 K, suggesting that it is low enough for the formation of the martensite–austenite constituent. To investigate carbon diffusion between mild steel and HT780, EPMA of carbon was conducted. The results, as shown in Fig. 4, revealed that the interfacial layer was carbon enriched. Figure 5 shows the hardness values of the as cladded specimen as ascertained using nanoindentation. The hardness values of mild steel and HT780 were obtained within 150 μm of the interface. It was found that the interfacial layer was harder than either the mild steel or HT780.
Optical images of a mild steel, b HT780 and c clad interface of as cladded specimen
Images (SEM) of as cladded interface
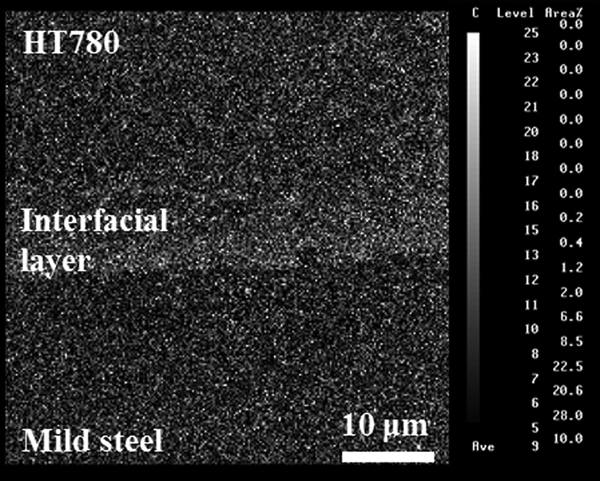
Electron probe microanalysis mapping of interface of as cladded specimen
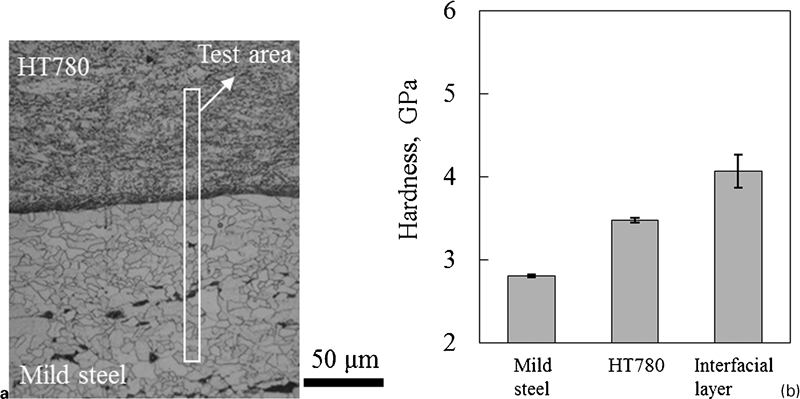
a optical microscope image of area of nanoindentation measurement and b nanoindentation hardness of as cladded specimen
Previous work demonstrated that, at the clad interface of mild steel and austenitic stainless steel, the pearlite in mild steel was dispersed and precipitated alloy carbides appeared.1 These phenomena were known to result from carbon diffusion. The findings obtained in the present study are also considered to result from carbon diffusion, including the carbon enrichment at the clad interface (Fig. 4) ascertained through EPMA and the measured hardness suggestive of carbon enrichment in the interfacial layer (Fig. 5). The carbon concentration often increases in the clad interface between mild steel and austenite stainless steel.20 Our analysis suggests that the phenomena that occur between heterogeneous steels also occur between low alloy steels.
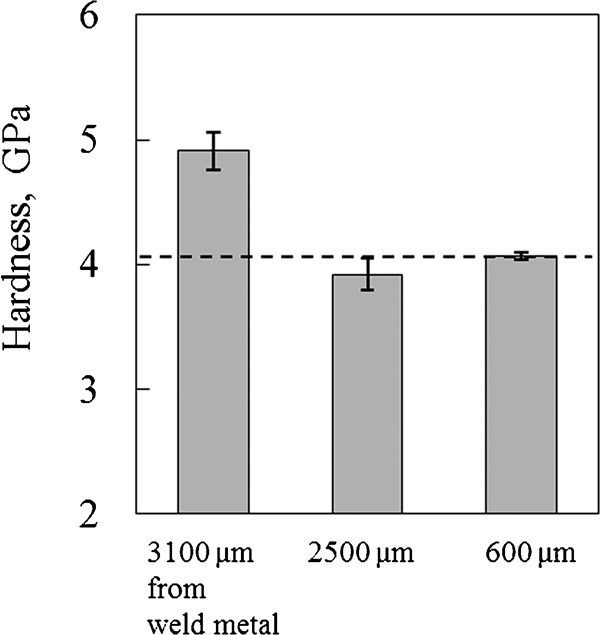
To investigate how welding alters the mechanical properties of the interfacial layer, we examined the microstructures of the welded specimen and determined the hardness using nanoindentation. Figure 6 shows optical images of the interface in the heat affected zone (HAZ). We examined the effect of heating on locations 3100, 2500 and 600 μm from the weld metal. Although the interfacial layer of the as cladded specimen was typically ∼5 μm wide (Fig. 2c), its width 3100 μm from the weld metal was ∼20 μm (Fig. 6b). At distances closer to the weld metal, the interfacial layer gradually disappeared (Fig. 6c and d). Where the interfacial layer was not clearly visible, the hardness value was obtained ∼20 μm away from the interface towards the HT780 matrix. Hardness was measured in each region using nanoindentation (Fig. 7). The dotted line in Fig. 7 indicates the average hardness in the interfacial layer of the as cladded specimen, which was greatest 3100 μm away from the weld metal and the hardness decreased to a distance 2500 μm from the weld metal and then remains constant, within experimental error. Therefore, it appears that the interfacial layer hardened within a certain temperature range and then softened as it was heated to higher temperatures during welding.
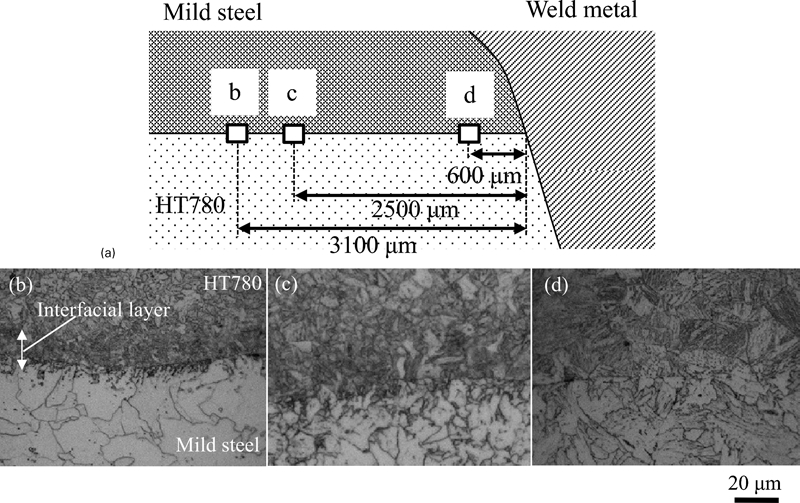
Optical images of interface on HAZ
Nanoindentation hardness of interfacial layer in HAZ
To investigate the effect of heating history on the mechanical properties of the interfacial layer more precisely, the cladded specimens were subjected to different heat treatments, including different maximum temperatures and cooling rates. Samples heated to 1123 K developed an interfacial layer, but samples heated to higher maximum temperatures, 1273 and 1623 K, did not. Nanoindentation hardness of the interfacial layer was measured in each specimen. Similar to the welded specimen, where the interfacial layer was not clearly visible, the hardness value was obtained ∼20 μm away from the interface towards the HT780 matrix. The hardness was greatest in samples heated to 1123 K and decreased as the maximum temperature increased, regardless of cooling rate, as shown in Fig. 8. This tendency was similar to that observed in the welded specimen.
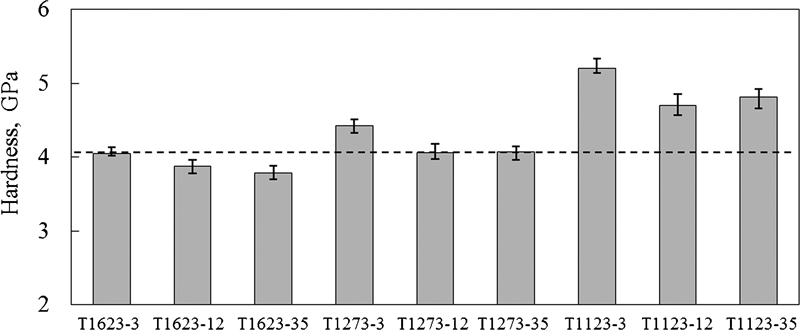
Nanoindentation hardness of interfacial layer in heat tested specimens
Formation of interfacial layer and effect of heat
Figure 9 shows an experimentally obtained continuous cooling transformation (CCT) diagram for mild steel and HT780. Although the hardness values in the CCT diagram are provided in HV, it is experimentally enable to compare the value between two different units (HV and GPa) from hardness measurements at the same region using microVickers and nanoindentation respectively. In the present work, we obtained that 140 and 260 HV correspond to 2·8 and 3·5 GPa respectively. The austenite transformation temperature of HT780 is lower than that of mild steel because HT780 contains considerable amounts of austenite stabilisers such as Mn.21,22 Note, therefore, that in some regions, mild steel changes from austenite to ferrite, while HT780 remains austenite. In these regions, the carbon in ferrite easily diffuses to austenite. Accordingly, during cooling after hot rolling, only mild steel is transformed from austenite to ferrite within a certain temperature range, as shown in Fig. 9. At this time, because the solid solubility limit of carbon in ferrite is much lower than that in austenite, carbon diffusion from mild steel to HT780 begins immediately. Hence, the pearlite in mild steel disappeared ∼50 μm from the interface, and the interfacial layer formed because of carbon enrichment in HT780.
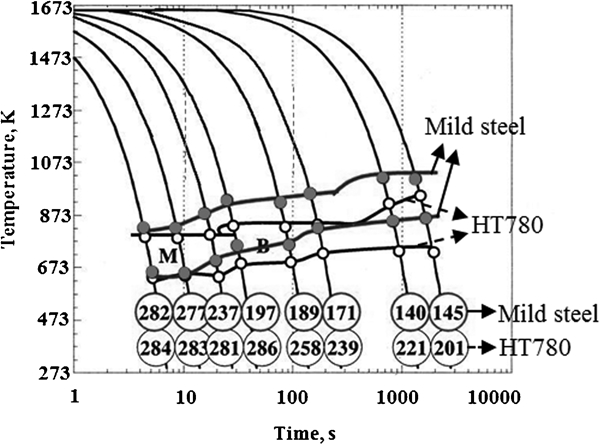
Continuous cooling transformation diagram of mild steel and HT780
Our results indicate that with increasing temperature, the interfacial layer first broadened and then homogenised to the mild steel and HT780, as shown in Fig. 6, which corresponds well with the hardness results (Figs. 7 and 8). We suggest that these changes in the interfacial layer result from carbon diffusion because carbon is an interstitial element and diffuses easily in steel, whereas the other elements are substitutional elements and do not easily diffuse. The carbon diffusion behaviour and the morphological changes in the interfacial layer of HAZ can also be discussed in terms of the austenite transformation temperature. When the specimen is heated between Ac1 and Ac3 for mild steel, most of the HT780 is thought to be transformed to austenite because its austenite transformation temperature is lower than that of mild steel. Therefore, carbon diffuses from mild steel to HT780, producing a broadened interfacial layer. For example, the microstructure in the matrix area of T1123-12 and T1123-35 revealed a spheroidal pearlite structure, demonstrating that it was heated to the temperature range between Ac1 and Ac3.23 Therefore, the interfacial layer probably spread and hardened in this temperature range. At temperatures higher than Ac3 for both steels, mild steel is also fully transformed to austenite, and carbon in the interfacial layer is assumed to diffuse to achieve equilibrium.
In our experimental results from the heat treated specimens, hardening of the interfacial layer occurred in the specimen heated to a maximum temperature of 1123 K regardless of cooling rate. This suggests that the hardening of the interfacial layer in the HAZ could occur using various welding methods with different heating histories, such as laser, tungsten inert gas and submerged arc welding. Such a local hardened layer can cause brittle fractures.24 Therefore, when cladding and welding low alloy steels with different transformation temperatures, it should be kept in mind that the mechanical properties of the HAZ can change if heated to the transformation temperature range. Future study is needed to evaluate other mechanical properties, in particular the fracture toughness and fatigue strength.
Conclusions
Low alloy steels (mild steel and HT780) with different transformation temperatures were cladded, and welding or heat treatment was applied in order to evaluate the microstructural changes and mechanical properties around the clad interface. We found that cladding formed an interfacial layer with greater hardness than either of the steels, and carbon was enriched in the interfacial layer. This layer is believed to form because of carbon diffusion from mild steel. During welding, the interfacial layer was hardened most around the transformation temperature. From the results of heat treatment, it was found that the hardening of the interfacial layer occurred when the specimen was heated to 1123 K regardless of cooling rate. These changes in mechanical properties may be due to the difference in the transformation temperatures between mild steel and HT780. The interfacial layer of the HAZ heated to the transformation temperature range may not hold up well in the fracture toughness test.
Footnotes
Acknowledgements
The authors thank Professor T. Nakano and Dr T. Ishimoto of Osaka University for their significant help with nanoindentation measurement. We are also grateful to Mr K. Ohmitsu of Osaka University for operating the EPMA equipment. Part of the present work was supported by Priority Assistance for the Formation of Worldwide Renowned Centers of Research – The Global COE Program (Project: Center of Excellence for Advanced Structural and Functional Materials Design) from the Ministry of Education, Culture, Sports, Science and Technology (MEXT), Japan.