
Abstract
In the present study, a new technique, mesh reinforcing by roll bonding (MRRB), is proposed to manufacture metal matrix composites. An aluminium matrix composite reinforced with 304 stainless steel (304SS) mesh was fabricated via the MRRB process. Structure and mechanical properties of these composites were studied within different stages of the MRRB process. Tensile tests were used to evaluate the mechanical properties of the MRRB processed 304SS/Al composites. Microstructural studies show that passes of MRRB that preceded 304SS meshes were necked and fractured. After four cycles of MRRB, an aluminium matrix composite with excellent distribution of two different types of 304SS particles was achieved. It reveals that the strength and elongation of these composites increase with increasing MRRB cycles. The tensile strength of the Al/304SS composite becomes ∼3·6 times greater than that of the annealed aluminium used as the starting material.
Introduction
Many research studies have focused on the fabrication and investigation on the properties of metal matrix composite (MMC) materials,1 due to the advantages in engineering applications, such as aircraft components, automotive parts, sports goods and other applications.2 It is because of their unique properties, such as higher stiffness, specific modulus, strength, thermal stability,3 lower thermal expansion, better damping properties and higher wear resistance than that of conventional alloys.4,5 Metal matrix composite materials have been made by powder metallurgy techniques,6,7 infiltration of wires by molten matrix metal,8 hot rolling of wires between metal sheets,9 diffusion bonding,10 squeeze casting11 and explosive compaction.12 All these methods involve the use of high temperature, which can cause softening of metallic reinforcement and interactions in the interface of matrix and reinforcement that produce brittle intermetallic compounds. As a result, mechanical properties of the composites may be reduced.12
In 1998, Saito et al.13 invented a process, named accumulative roll bonding (ARB), to exert severe plastic strain to metallic materials by the rolling process. Accumulative roll bonding is one of the most promising methods for the industrial production of ultrafine grained (UFG) sheet materials. Recently, much attention has been focused on the development of UFG materials via the ARB process because of its potential cost effectiveness in terms of commercial production compared to other severe plastic deformation processes.14 However, the microstructures and mechanical properties of bimetallic composite strips or foils produced by ARB were investigated.15–17 In addtion, Al matrix composites reinforced with alumina,18,19 B4C,20 and SiCP21 particles were fabricated with ARB, cross-roll ARB and continual annealing and roll bonding techniques.
One of the most commonly encountered industrial problems leading to the replacement of components and assemblies in engineering products is wear. Stainless steel guarantees high strength and wear resistance, while Al contributes high thermal and electrical conductivity and gives rise to weight reduction. Accordingly, an aluminium matrix composite reinforced with 304 stainless steel (304SS) wire was fabricated via mesh reinforcing by roll bonding (MRRB) to overcome the wear problem in lightweight parts. The schematic illustration of the MRRB process is shown in Fig. 1. An aluminium matrix composite reinforced with 304SS wire mesh was fabricated via the MRRB process. The bonding mechanism in the MRRB process was investigated. In addition, microstructure and mechanical properties of Al/304SS composite were evaluated during the MRRB process.
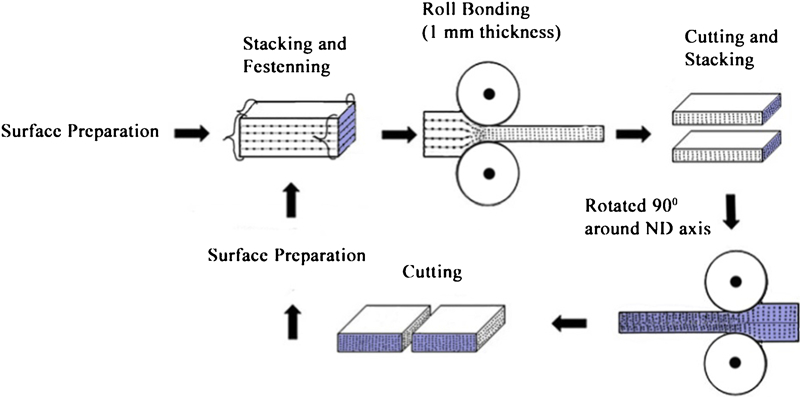
Schematic illustration of MRRB process
Experimental
Sheets of commercial pure aluminium 1100 alloy and 304SS mesh with 250 meshes per inch and 40 μm wire diameter were used as the raw materials. Table 1 shows the properties of these materials. Five aluminium sheets were degreased by acetone and scratch brushed with a 90 mm diameter circular stainless steel brush with 0·2 mm wire diameter. In addition, four 304SS meshes with the same dimensions of aluminium sheets were cleaned in acetone ultrasonically. After surface preparation, the handling of sheets and meshes was performed carefully to avoid renewed contamination. The time between surface preparation and rolling was kept to <120 s to avoid the formation of continuous oxide layer on the bond surfaces of the materials.22
Properties of starting materials

After surface preparation, five aluminium sheets and four 304SS meshes were alternatively stacked together. Then, the stack was fastened by copper wires at four corner points, in order to avoid sliding on each other. Finally, the stack was rolled down to a 1 mm thick sandwich. The roll bonding process was carried out at room temperature with no lubrication, using a laboratory rolling mill, with a loading capacity of 30 tons. The roll diameter was 350 mm, and the rolling speed was set to 10 rev min−1. The sandwich was cut into equal pieces in length and then degreased, scratch brushed, stacked and rotated 90° around the normal direction (ND) axis (Fig. 1). Roll bonding was carried out with a draft percentage of 50 reduction (1 mm thickness) again. In fact, the rolling direction in this stage was transverse to the prior stage. This well roll bonded sheet was cut into two pieces and annealed at 643°K in ambient atmosphere for 1 h. After annealing treatment, the MRRB process was repeated up to four cycles without interpass annealing.
The microstructures of composite were evaluated in various MRRB cycles using optical microscopy and scanning electron microscopy (SEM) (CAMSCAN MV2300). Observations were performed along RD–ND, TD–ND and TD–RD planes of the sheets, where RD and TD are rolling direction and transverse direction, respectively (Fig. 2). The tensile test specimens were cut by wire cut machine along the rolling direction. The gauge length and width of the specimens were 6 and 1·2 mm respectively, which correspond to a half of JIS-Z2201 standard. Tensile tests were carried out by a Zwick/Roell Z010 at a strain rate of 2·7×10−4 s−1 at room temperature.
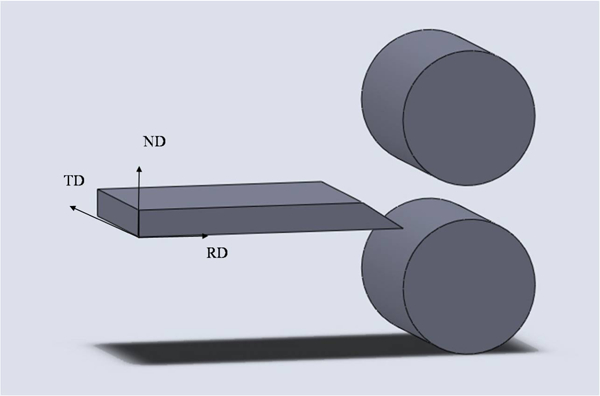
Schematic illustration of different planes of sheet
Results and discussion
Bonding mechanism in MRRB process
Figure 3 illustrates SEM micrographs of composite in the initial stage of roll bonding in the first MRRB cycle. It is clear that excellent bonding occurred and wire/matrix interfaces were coherent just in the first cycle (Fig. 3a). As it can be seen, no severe interface or porosity was observed between the aluminium matrix and the stainless steel wires. During the co-deformation of aluminium sheets and meshes, bonding was achieved due to following together of newly exposed, clean aluminium into the mesh apertures. As it is seen, aluminium flowed during rolling around wires and intermixing occurred due to high normal rolling pressure. In Fig. 3b, very fine white particles are stainless steel particles uniformly dispersed in the aluminium matrix during the sandpapering.
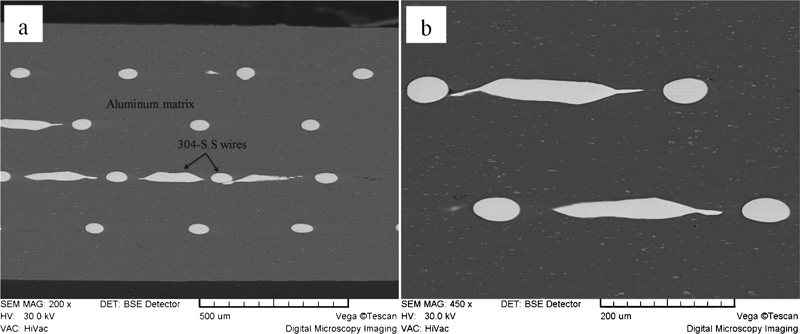
Images (SEM) of composite in initial stage of roll bonding in first MRRB cycle
Figure 4 shows SEM image of RD–TD plane after rolling. It shows the intermixing of flowed aluminium around wires. During the last three decades, many attempts have been made to explain the bonding mechanism in the CRB process. So far, four theories have been proposed to explain the mechanism of CRB. These include film theory,23–26 energy barrier theory,23,24 diffusion bonding theory27 and recrystallisation theory.25 According to the findings of Vaidyanath et al.28 and Mohamed and Washbush,24 the film theory is the major mechanism in the CRB process because of the low rolling temperatures. It has been found that during rolling, brittle surface oxide layers that produced after surface preparation break up coherently to expose the new virgin metals, which are extruded under normal roll pressure through widening cracks in the surface oxide layers from both sides of the interfaces. The fracture of the workhardened surface layer or oxide film and the extrusion of virgin metals through the cracks played very important roles in the good bonding of two metals. Jamaati et al.18 indicated that in the presence of alumina particles between aluminium strips, the regions of alumina particles open up into particles and, consequently, get uniformly distributed in the aluminium matrix. Furthermore, regarding the film theory, aluminium flows through the widening cracks in two opposing surface oxide layers. Earlier studies23–26,28–31 on the CRB of metals suggested that the reactions between metal bonds involved a three-stage process: development of physical contact, activation of the surfaces in contact and interaction within the materials being bonded. Figure 5 shows schematic illustration of bonding mechanism in the MRRB process. The presence of mesh reinforcement between aluminium sheets caused local plastic deformations around wires during rolling. The oxide film was fractured at the wire/matrix interfaces and resulted in exposing virgin metal. Owing to high rolling pressure, the virgin metals flow together and good intermixing occurred. Furthermore, mesh reinforcement resulted in pleaching the metals that flowed during rolling.
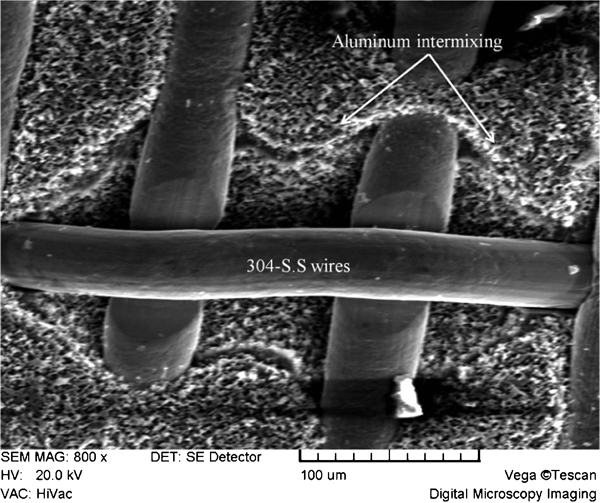
Image (SEM) of RD–TD plane initial stage of roll bonding
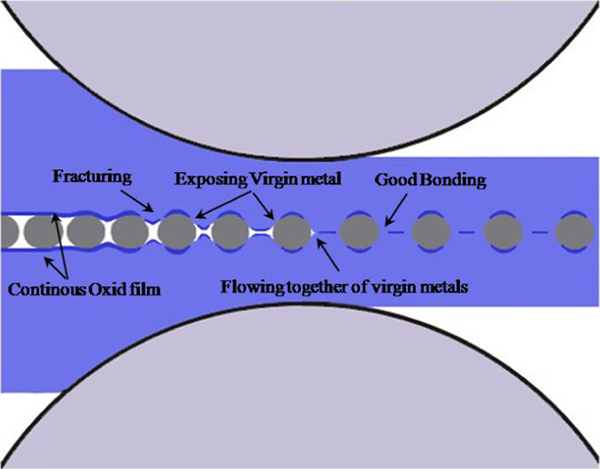
Schematic illustration of bonding mechanism in MRRB process
Microstructure evaluation
Figure 6 shows microstructure variations of composites during different MRRB cycles in RD–ND planes. In the first MRRB cycle, wires were initiated to neck and fracture in their overlap points. As the MRRB process proceeded, strain increased and 304SS wires crumbled in the form of fine particles and dispersed in the aluminium matrix. Figure 7 illustrates SEM micrographs of composite after four cycles of MRRB. This figure shows a good distribution of fine 304SS particles in aluminium matrix. It also illustrates that after four cycles of MRRB, a composite with aluminium matrix and homogeneous distribution of 304SS particles in the matrix was achieved.
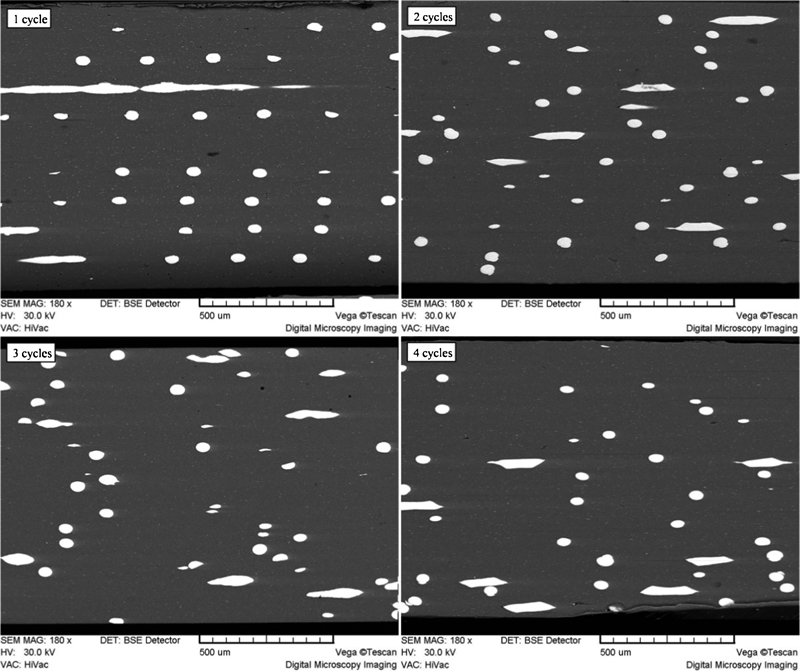
Microstructure variations of composites during different MRRB cycles in RD–ND planes
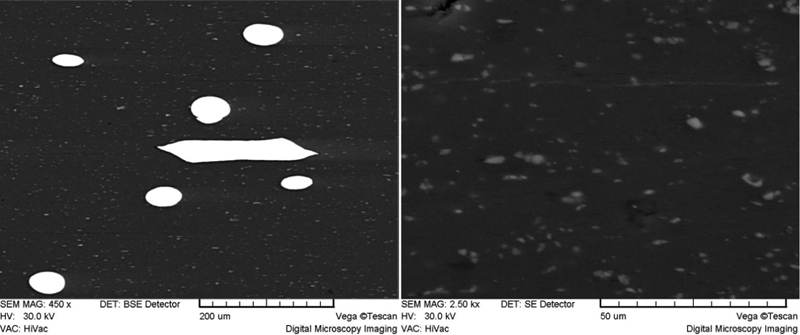
Images (SEM) of composite after four cycles of MRRB
In Fig. 8, real optical micrograph from three planes (RD–ND, TD–ND and TD–RD) of the composites were produced by MRRB after two, three and four cycles are presented. It shows the homogeneous distribution of the reinforcement in the different planes. In the MRRB process, uniform distribution of 304SS particles occurs due to the rotation of sheets around the ND axis in each cycle. As reported20 during ARB of Al/B4C composites, cross-rolling decreased the agglomeration of B4C particles and improved the homogeneity of particles. The presence of porosities results in decreasing the ductility and strength of the composites. In the presence of stainless steel wire mesh between the aluminium sheets in our experiments, uniformity of the apertures through the grid mesh caused the aluminium to extrude homogeneously into the mesh apertures. It resulted in the sound bonding of the wires and the matrix.
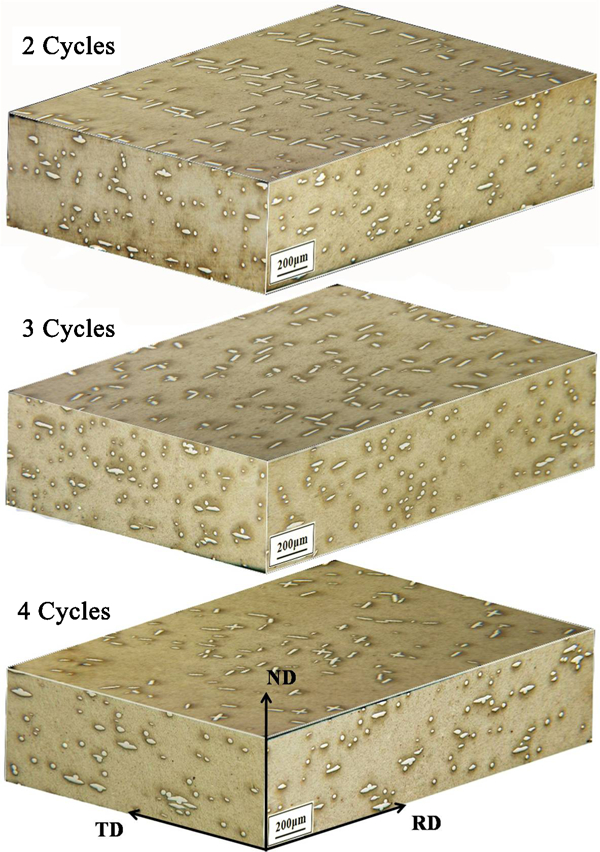
Optical micrographs of all planes of different sections after two, three and four cycles
Mechanical properties
Engineering stress–strain curves of the eight-cycle accumulative roll bonded Al (without stainless steel) and Al/304SS composites after different cycles of the MRRB process are depicted in Fig. 9. As it is seen, the tensile strength of the fabricated composite is higher than that of the eight-cycle accumulative roll bonded Al and annealed Al. In addition, it shows that yield and tensile strength of composites increased severely in the first cycle and then enhanced with increasing MRRB cycles. This remarkable increment seems to be related to strain hardening of the aluminium matrix and reinforcing role of the mesh grid. After four cycles, the maximum yield and tensile strength reached 307 and 351 MPa respectively. As seen, the tensile strength of the composite is 3·6 times higher than that obtained for annealed aluminium sheet. Additionally, elongation of composite increased as MRRB process proceeded and reached an amount of 15 after the fourth cycles. The enhancement of strength resulted from the following four main effects.
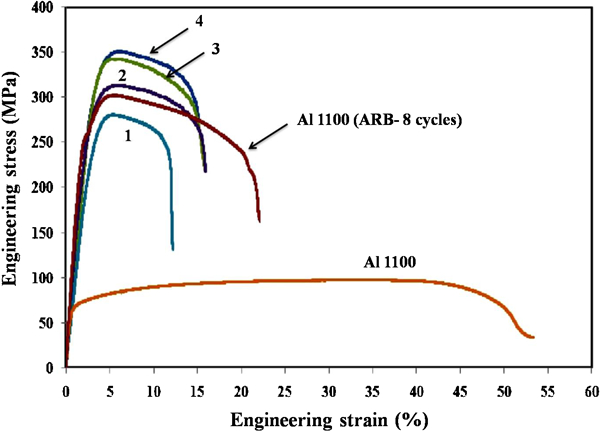
Engineering stress–strain curves of eight-cycle accumulative roll bonded Al and Al/304SS composites for different MRRB cycles
Strengthening due to presence of mesh grid
In the first cycle, wires are almost continued and act as a skeleton. Since the stainless steel mesh is relatively hard, and Al matrix is soft, during loading, stainless steel mesh sustained the external load and postponed the fracture.
Strengthening due to plastic deformation
Based on the strain levels, plastic deformation enhances the strength of material via several mechanisms. In the low plastic deformations that result in the creation of low strain levels (ϵ<1), strengthening is due to the strain hardening. At the early stage of the MRRB process, strain hardening plays an important role in strengthening. By increasing the MRRB cycles, strain hardening is decreased and the gradual formation of the UFG structure plays the main role in strengthening.
But in the large deformations (ϵ⩾1), strengthening arises from the presence of incidental dislocation boundaries with a small misorientation (⩽3°) and the formation of geometrically necessary boundaries. Incidental dislocation boundaries arise from the statistical trapping of dislocations, and geometrically necessary boundaries arise from the difference in the slip system operating in the neighbouring slip systems or the local strain difference within each grain.32
Strengthening due to shear strains
The shear strain mechanism in the MRRB process differs from other high straining processes. The severe shear deformation is introduced by the friction between the Al matrix and the mesh wires. The dislocation density increased in the matrix near the Al/304SS wire interfaces and enhanced strength.29 In addition, as it has been reported,16 during the rolling in the ARB process, the severe shear deformation is introduced by the friction between the work piece and the roll under dry conditions. This shear deformation significantly increases the equivalent strain and promotes grain refinement. Moreover, by proceeding the MRRB process, this severely deformed region was introduced into the interior of the material by repetition.
Strengthening due to uniform distribution of SS particles
Homogeneous distribution of reinforcements has a major effect on MMC strength. During the MRRB process, the distribution of the reinforcement is uniform just in the first cycle because of the woven texture. By increasing the number of cycles due to the rotating 90° around the ND axis, the SS wires were introduced to crumble and uniformly distributed in the aluminium matrix.
Conclusions
In the present study, the MRRB process was used to the manufacturing of MMC as a new method. The microstructure and mechanical properties of aluminium matrix composites that are produced by this method were investigated. The following conclusions could be drawn.
Good bonding was achieved in the first MRRB cycle due to flowing together of newly exposed, clean aluminium into the mesh apertures. There were no porosities between the aluminium matrix and the 304SS particles in the composite.
With increasing the number of MRRB cycles, steel meshes start to neck and fracture in their overlap points and, ultimately, separation and fragmentation take place. After four cycles, MRRB, a composite of aluminium matrix with uniformly distributed two different particles of 304SS, was achieved.
Strength of these composites increase with increasing MRRB cycles, while elongation first decreased but increased with increasing the number of cycles. The tensile strength of the Al/304SS composite becomes ∼3·6 times greater than that of the annealed aluminium used as the starting material.
Footnotes
Acknowledgements
The authors would like to thank the research board of the Sahand University of Technology for the provision of research facilities used in the present work.