
Abstract
The effects of heat treatment on the microstructure and bond strength at the interface of explosively welded titanium/304L stainless steel clad have been investigated. The microstructure of the clad interface were examined using optical and scanning electron microscopy (SEM), energy dispersive X-ray (EDX) and X-ray diffraction (XRD) techniques. At 700°C, the formation of intermetallic phases σ and Fe2Ti besides β-Ti were confirmed, while in samples, heat treated at 800°C and 900°C, other intermetallic phases such as λ and FeTi, NiTi, NiTi2 phases were detected in addition to σ and Fe2Ti phases. The shear test results show that the shear strengths of heat treated samples are overall significantly lower than that of stress relieved samples. This could be due to the formation of brittle intermetallic phases at the interface. Despite of formation of the intermetallic phase at 700°C, the shear strength of the sample is still more than the minimum standard amount of 137·9 MPa. It is also observed that the higher the heat treatment temperature, the lower the interface shear strength, which can be explained by the fact that the volume fraction of intermetallics increases with increasing temperature. The shear strength values of heat treated samples are lower than those of diffusion bonded clads. This could be attributed to the fact that the total widths of intermetallic layers achieved in heat treated samples are larger than those of for diffusion bonded ones.
Keywords
Introduction
Since titanium has high strength/density ratio and excellent corrosion resistance, it is ideally suited for application in aerospace and chemical industries. Nevertheless, use of titanium is limited due to its high cost and the difficulty encountered in joining it with other metals and alloys such as steels.1 Fusion welding processes between titanium and stainless steel result in formation of diverse brittle intermetallic compounds in the weld pool. These welding methods also involve melting and solidification of the base metals, which results in formation of stress concentration sites due to mismatch in thermal expansion coefficient.2–4 Fundamentally, these metals are metallurgical incompatible, so solid state methods should be used to weld them.5 Explosive welding6–7 and diffusion bonding2,8,9 as well as hot rolling3 are the accepted processes in joining titanium to stainless steel.
The Ti/stainless steel explosive clad should be exposed under high temperatures at service or repair welding conditions. Therefore, it is essential to study the heat treatment process on this clad in order to reveal the high temperature effects on the bond quality. Ghosh and co-workers8,9 studied diffusion bonding process of titanium to stainless steel in which these metals were joined in the solid state at high temperatures. They inferred that the presence of brittle intermetallic compounds at the interface of diffusion bonded joints of titanium to stainless steel is owing to limited solubility of Ti, Fe, Cr and Ni in the solid state. They also evaluated strengths of the diffusion joints formed in the temperature range of 800–950°C and reported the results.8,9 Both interdiffusion of elements in the interface and joining process are the phenomena which simultaneously take place during diffusion bonding. However, heat treatment of explosively welded clad is a different process in which only interdiffusion phenomenon occurs. Therefore, the results of the bond strength and interface microstructure in the diffusion bonding of titanium to stainless steel could not be used to understand heat treatment influences on the explosively welded clad of these metals. However, the effect of heat treatment temperature on structural change of the bonding interface and bond strength of the explosively welded Ti/304L stainless steel clad is still unknown and present study aims to investigate this effect for the mentioned heat treated clad. Furthermore, bond shear strengths of the heat treated clads are compared with the minimum standard amount and the shear strength of titanium/stainless steel diffusion bonding.
Experimental procedure
The explosively welded clad used in this research was made of commercially pure titanium and 304L stainless steel. The chemical composition of parent materials and their shear strengths are presented in Table 1.
Chemical compositions (wt-%) and shear strengths of parent materials

The titanium and stainless steel plates used in the present investigation were in the dimensions of 200×200×4 mm and 200×200×7 mm respectively. Their surfaces were ground and polished to the roughness of 1 μm. A parallel arrangement with the 4·5 mm stand-off distance was used for the present explosive cladding (see Fig. 1). The detonation velocity of the explosive Vd was ∼3500 m s−1 and the flyer plate velocity Vc obtained during explosion is estimated to be ∼460 m s−1. The ultimate clad consisted of 4 mm thickness of titanium as the flyer metal and 7 mm thickness of stainless steel as the base metal was stress relieved at 600°C for 1 h. ASTM A578, the standard of ultrasonic inspection for cladded steels was used for evaluation of the bond,10 and its integration was completely confirmed.
Schematic representation of explosive welding set-up
The samples were extracted from the middle area of the cladded plate which has stable wavy interface. Then, they were heat treated under argon atmosphere in the temperature range of 700–900°C for 1 h. In fact, titanium is highly chemically reactive at high temperatures and tends to oxidise even at low partial pressures of oxygen.11 As a result, the furnace was filled with argon gas for having an inert environment during heat treatment process. Heating rate was 0·2°C s−1 and after process; samples were cooled in argon atmosphere at the rate of ∼0·1°C s−1.
Metallographic samples were cut parallel to the detonation direction and prepared by conventional technique. The titanium side was etched by Kroll's reagent (2 mL HF, 4 mL HNO3, 94 mL H2O) and a solution contained 1 mL HCl and 3 mL HNO3 was used to etch the stainless steel side of the bond. The interface microstructure of the stress relieved and heat treated clads were examined using optical microscope (model: Olympus). Polished samples were examined in a scanning electron microscope (model: Cam Scan MV2300) using backscattered electron mode (BSE) to study the structure in the bonding interface. Chemical compositions of chemical elements across the samples bond zones were determined using energy dispersive X-ray (EDX) analysis. The bond strength was evaluated by shear test at room temperature. Two samples were prepared from each heat treated clad and examined under shear test according to ASTM B898-99 standard.12 Photos of a shear strength tested sample and its location inside the jig during the test are shown in Fig. 2a and b respectively. In order to reveal the nature of failure under shear testing, fracture surfaces of the samples were observed in a secondary electron mode of SEM microscope. The existing phases on both sides of the shear fracture surfaces were characterised by X-ray diffraction (XRD) (model: X'pert Philips), using a Cu target at an operating voltage of 30 kV and a current of 20 mA with a fixed scanning time of 0·02°( = 2θ) s−1.
a shear test sample and b its location inside jig during test
Results and discussion
Microstructure characterisation of interface
Microstructure studies by optical microscope indicate the formation of a microstructure with a wavy morphology at the bonding interface after explosive welding (see Fig. 3). It is also seen that the interface microstructure is free from discontinuities and microcracks. Figure 4 shows the optical photographs of the samples at stress relieved and heat treated conditions. Patently, there is a sharp transition between two metals in the interface of stress relieved sample (see Fig. 4a). On the contrary, some distinct regions have formed in the interface of heat treated samples. At 304L side, region A corresponds to γ-phase of stainless steel. Darkly etched band B is the original interface which supposedly contains different intermetallic phases at the heat treated welds,8 not at the stress relieved one. Area C exhibits the parent α-phase titanium. At the clad heat treated at 800°C and above, another region called D, appears beside C zone. Area D depicts the stabilised β-phase of titanium. Owing to diffusion of strong β-stabilising elements such as Fe, Cr and Ni from stainless steel side to titanium lattice, high temperature phase of titanium (β-Ti) maintains at room temperature.13 These optical photographs indicate that rising in heat treatment temperature increases the width of the diffusion zone consisted of areas B and D.
Optical micrograph of bonding interface in as cladded state
Optical micrographs of bonding interface in a stress relieved state and heat treated for 1 h at b 700°C, c 800°C and d 900°C
Although some evidences of the bonds interfaces were observed in optical microscope images, high resolution investigation of them requires using backscattered electron mode of SEM technique. The BSE–SEM images and the phases obtained from EDX analysis across the interface of samples are given in Fig. 5.
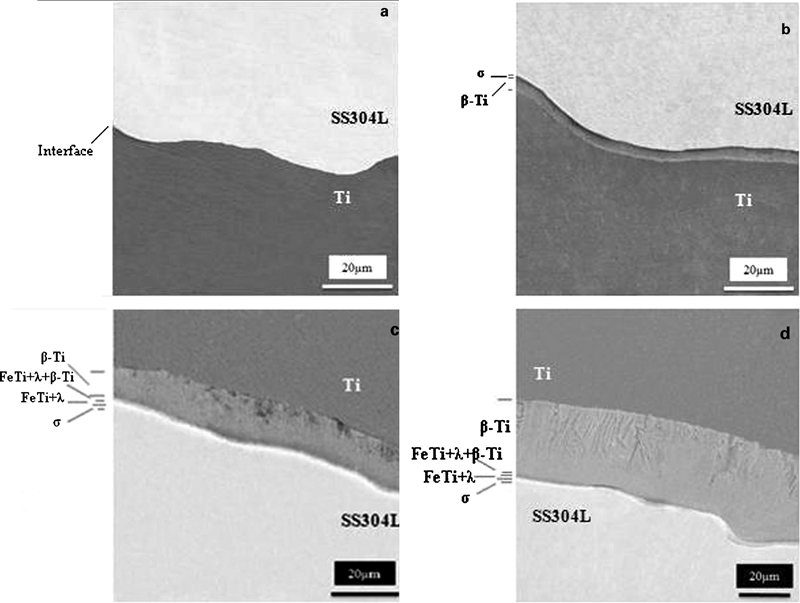
Images (BSE–SEM) of bonding interface in a stress relieved state and heat treated for 1 h at b 700°C, c 800°C and d 900°C
According to Fig. 5a, the interface of stress relieved clad is very sharp and does not show any intermetallic layers. The other micrographs obviously depict formation of several intermetallic layers in the interfaces of heat treated clads. Their characteristics were resolved by EDX analysis. Heat treatment at 700°C leads to form σ phase and stabilised β-phase of titanium in the interface (see Fig. 5b). Close to Ti side an area consisting of Ti (∼84·3 at-%), Fe (∼12 at-%), Cr (∼2·1 at-%) and Ni (balance) has been identified that presumably corresponds to stabilised β-Ti. Beside it, a small layer has been enriched with Ti (∼6·9–7·2 at-%), Fe (∼58·7–59·9 at-%), Cr (∼29·7–30·9 at-%) and Ni (balance). Hence, this area indicates σ phase. Sufficient diffusion of Ti into the stainless steel lattice results in decline of Cr activity and its diffusion exhibits down the activity gradient rather than the concentration gradient. Therefore, an uphill diffusion is appeared for Cr and during cooling the region transforms to σ phase.14
Figure 5c and d demonstrates formation of numerous intermetallic compounds in the interface of the samples heat treated in the temperature range of 800–900°C and enhancement of their growth with rising in temperature. Similar to 700°C, the first area has been found near the stainless steel side at these temperatures is σ phase having an average composition of Ti (∼7·1 at-%), Fe (∼59·6 at-%), Cr (∼30·4 at-%) and Ni (balance). Close to σ phase, another region has been identified for the samples of 800 and 900°C. The average composition of this phase is Ti (∼44 at-%), Fe (∼33 at-%), Cr (∼18 at-%) and Ni (balance). It could be a mixture phase of λ+FeTi.15 Next to it, a very small layer has been observed containing approximately amount of Ti (∼53 at-%), Fe (∼32 at-%), Cr (∼11 at-%) with the small amount of Ni (balance). This layer seems to be FeTi+λ+β-Ti phases. The wide region near the titanium side resembles to stabilised β-Ti with the more enriched composition of Ti (∼82·8 at-%), Fe (∼12at-%), Cr (∼3 at-%) and Ni (balance).
The structures of the parents’ metals of the clad could have some influences on the interdiffusion of the constituent elements at the interface of the samples during heat treatment process.16 It is noticeable that α-Ti has an unusually large ionic-to-atomic radius ratio in comparison with normal hcp metals, so it is classified as an open metal.17 That is why Fe, Cr and Ni can diffuse easily in α-Ti. These elements are known to be fast diffusers in β-Ti which has a bcc structure too.17 Hence, allotropic transformation of titanium to bcc structure (β phase) in the heat treatment temperatures does not have an adverse effect on Fe, Cr and Ni diffusions into Ti side. On the other hand, the fcc structure of 304L stainless steel is most close packed and leads to a firm barrier for diffusion of Ti into stainless steel lattice.2
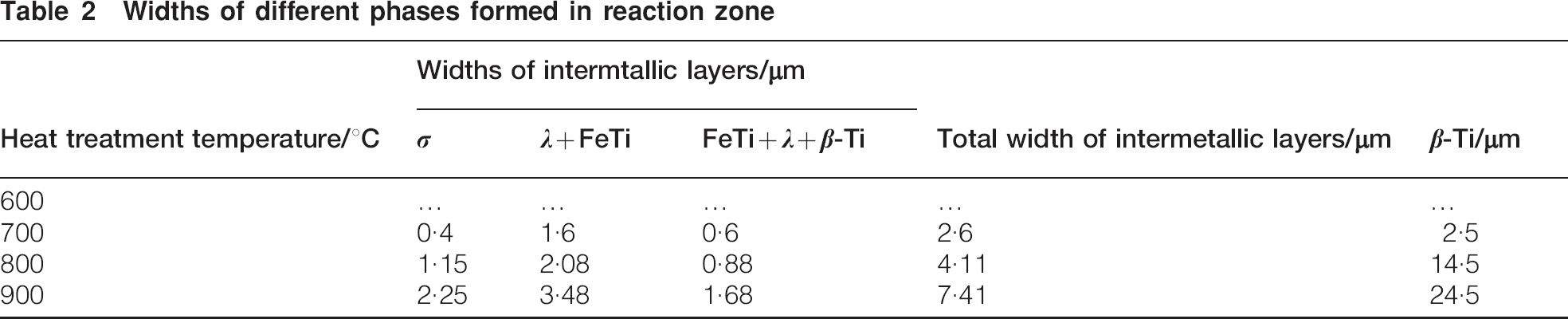
Table 2 shows the variation in the widths of the different reaction layers with heat treatment temperature. No reaction layer in the stress relieved sample (at 600°C) was observed. It has been seen that higher heat treatment temperatures gave rise the intermetallic phases widths to grow faster. This could be attributed to more diffusion of atoms across the interface at high temperatures. From Table 2, it is evident that the total width of intermetallic layers at the heat treatment temperature of 900°C was 7·41 μm which was about three times larger than the total width of intermetallic layers at the heat treatment temperature of 700°C and two times larger for the sample heat treated at 800°C. It is important to mention that the total width of intermetallic layers in the present study is slightly larger than that reported by Kundu and Chatterjee14 for diffusion bonded Ti/stainless steel clad. This discrepancy in the total width of intermetallic phases could be related to differences between two methods. In diffusion bonding process, it is necessary that the complete bonding occurs across the whole contact area of the welded metals.18 In contrast, bonding stage is not required before the intermetallic phases form in the heat treated clads because it is formed during explosive welding process. Therefore, higher growth rate is predicted for intermetallic layer formed via heat treatment of explosively welded clad.
Widths of different phases formed in reaction zone
Shear strength
The shear strengths of the samples are shown in Fig. 6. Before heat treatment, the samples were stress relieved at temperature of 600°C. Therefore, the temperature of 600°C in the horizontal axis of the Fig. 6 indicates the stress relieved state. Obviously, the highest shear strength of 218·9 MPa has been achieved in the stress relieved clad. This value is close to the value of titanium shear strength shown in Table 1. Therefore, it could be evidence of that the fracture has occurred in the Ti side of the bonding interface. Heat treatment process at 700°C results in a decrease in bond shear strength due to formation of brittle phases such as σ and Fe2Ti. In spite of the weakening effect of these intermetallic phases, the shear strength value ∼180 MPa is still higher than 137·9 MPa the minimum standard amount for this explosive clad. At higher temperatures, abundant diffusion of Fe, Cr and Ni into the Ti side leads to form and grow more brittle intermetallic compounds in the bonding interface. Hence, the shear strength gradually drops and reaches to its lowest value at the sample heat treated at 900°C.
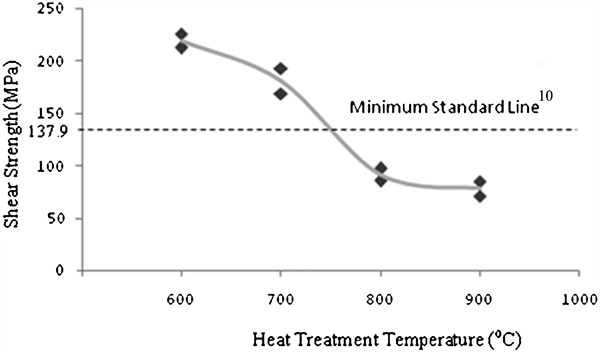
Shear strengths of bonding interfaces at different heat treatment temperatures for 1 h
The values of shear strengths that were achieved in the present study for heat treated samples are lower than those reported by Kundu et al.14 for diffusion bonded titanium/stainless steel clads in the temperature range of 800–900°C. This might be due to the higher total width of intermetallic layers in the interface of heat treated clads, as discussed earlier. Meanwhile, Kundu et al.14 reported that the maximum shear strength was also achieved at a bonding temperature of 850°C in diffusion bonding process. At this temperature, best coalescence of mating surfaces beside finer size of intermetallic compounds happen in the bonding interface and they lead to the highest bond strength.2,8,14 However, the strength of heat treated samples in our study depends on just size of intermetallic phases. Therefore, the maximum shear strength of the heat treated samples is obtained for the sample stress relieved at 600°C because of non-existence of any intermetallic phases in the bonding interface.
Fracture surfaces of the samples are displayed in Fig. 7. As seen in Fig. 7a, the stress relieved sample shows mostly a ductile fracture with emerging the microvoids. However, heat treatment causes to change the fracture nature of the clad into brittle failure (see Fig. 7b–d). Existence of cleavage planes with different alignments on the fracture surfaces is completely observed. The river patterns have formed due to crack branching in the fracture surfaces of the heat treated samples. Cleavage planes also have been seen in the river patterns. By far, EDX analysis of the fracture surfaces depicts presence of intermetallic phases on the fracture surface of the heat treated clad at 700°C, and increasing in the number of these brittle phases with rising at temperature.
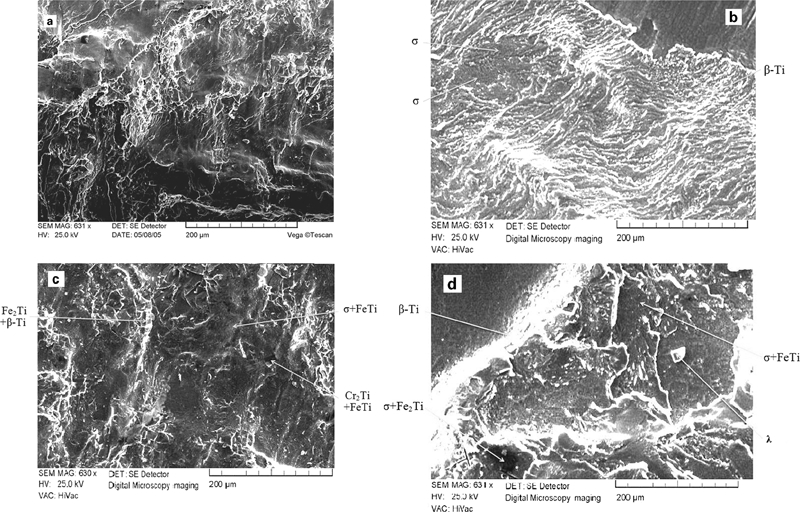
Fracture surfaces of Ti side of clad at a stress relieved state and heat treated at b 700°C, c 800°C and d 900°C for 1 h
X-ray diffraction analysis
In order to investigate the different phases formed at the bonding interface, XRD study was done on Ti and 304L stainless steel sides of the fractured samples, and results are presented in Figs. 8–11.

X-ray diffraction peak obtained from fractured stress relieved clad
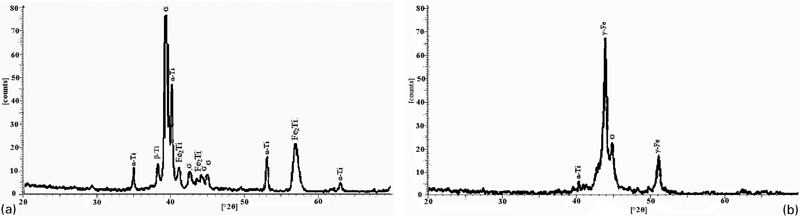
X-ray diffraction peaks obtained from fractured heat treated clad at 700°C
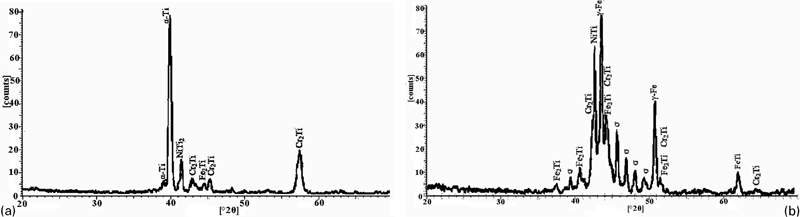
X-ray diffraction peaks obtained from fractured heat treated clad at 800°C
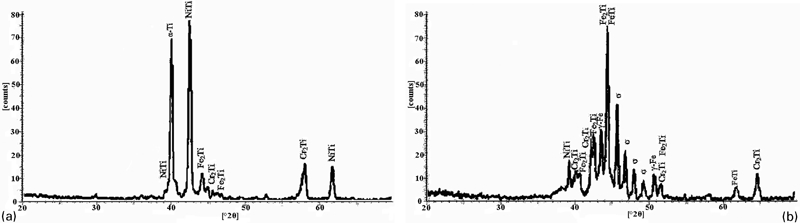
X-ray diffraction peaks obtained from fractured heat treated clad at 900°C
The XRD analysis depicts no intermetallics at the interface of stress relieved clad due to insufficient diffusion of the constituent elements at the interface. It is also evident that intermetallic compounds have formed at the samples heat treated over the temperature range of 700–900°C. At 700°C, the intermetallic phases are mainly σ phase and Fe2Ti. Also, other intermetallic phases have been found in the heat treated interface at 800 and 900°C, owing to more diffusion of constituent elements at these temperatures. The diffusion zones at these temperatures contain σ phase, FeTi, Fe2Ti, Cr2Ti, NiTi, NiTi2, γ-Fe, α-Ti and β-Ti. The λ phase is the solid solution of Fe2Ti and Cr2Ti phases which are identified separately at the XRD results. However, NiTi and NiTi2 phases which were not revealed by EDX, have been detected by XRD. This could stem from the finer size distribution of these intermetallic phases which are presumably out of the EDX detection limit.
Conclusions
Microstructure and shear strength of bonding interface in a Ti/304L stainless steel explosively welded clad were studied in stress relief and heat treatment states. The main conclusions can be summarised as follows.
The micrograph of the stress relieved sample demonstrates that its interface is very sharp and does not show any intermetallic layers. That is why the highest bond shear strength of 218·9 MPa has been obtained at this clad. The value is much more than 137·9 MPa the minimum standard amount.
Heat treatment at 700°C caused to diffuse the constituent elements at the bonding interface and form intermetallic phases. The diffusion zone contains σ, Fe2Ti and stabilised β-Ti phases at the interface. In spite of the presence of these brittle compounds, the shear strength of the clad is above the minimum standard amount at this temperature.
At higher heat treatment temperatures, the volume fraction of the intermetallic phases increased because of more diffusion of chemical elements. The brittle phases such as σ, FeTi, λ, NiTi, NiTi2 besides β-Ti have been identified in the temperature range of 800–900°C. The bond strength drops significantly at these temperatures and this is owing to rising in number and amount of the brittle intermetallic phases.
The results showed lower shear strength for the heat treated samples of explosively welded clads than those of diffusion bonded ones. This is suggested to be due to larger total width of intermetallic layers formed in the interface of heat treated clad.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support rendered by the Research Institute of Sahand University of Technology. They also express sincere thanks to laboratory managers of materials engineering department of Sahand University of Technology for technical assistance.