
Abstract
Esshete 1250 is an austenitic steel with high creep strength and is well established as a superheater boiler tube material in UK power stations. In addition, Esshete 1250 is readily welded with either inert gas welding or metal arc welding and has been used for piping and headers in super critical power stations. The latter thick section components are either solution heat treated after welding or enter service in the as-welded condition. Components that enter service in the as-welded condition contain high residual stresses, which pose a threat to the structural integrity of these welds. In order to perform life assessments of as-welded Esshete 1250 welds, it is necessary to have data on the creep deformation, stress relaxation, rupture and ductility of the weld metal, which are described in this paper.
Introduction
Esshete 1250 is an austenitic steel with high creep strength 1 and is used as a superheater boiler tube material in UK power stations. The specified composition for Esshete 1250 is given in Table 1. Esshete 1250 is readily welded with either inert gas or metal arc welding and has been used for piping and headers in super critical power stations. The latter thick section components are either solution heat treated after welding or enter service in the as-welded condition. Components that enter service in the as-welded condition contain high residual stresses, which pose a threat to the structural integrity of these welds.
Specified composition of Esshete 1250 in wt

In order to perform remnant life assessments of as-welded welds it is necessary to have materials properties data for the creep deformation, stress relaxation, creep rupture and creep ductility behaviour of both the parent material and the weld metal. Whilst the creep properties of Esshete 1250 parent material have previously been characterised,1,2 relatively little has been published on the properties of matching weld metal. This is because the properties of parent materials are routinely required for compliance with design codes, whereas the properties of weld metals are not required. Nevertheless, a number of creep tests have been conducted on as-welded matching manual metal arc Esshete 1250 weld metal and these data have been collated to examine the creep properties: creep deformation, stress relaxation, rupture strength and creep ductility, and these are described in this paper.
Weld materials and creep tests
Two matching manual metal arc (MMA) welding consumables have been used to join thick section components of Esshete 1250; Murex Nicrex UE-1 and ESAB OK 69·86. In this instance the term ‘matching’ refers to the chemical composition of the as-deposited weld metal, which is shown in Table 1. Murex Nicrex UE-1 electrodes give lower levels of Mn and Ni, which are austenite stabilisers and higher levels of Cr and V, which are ferrite stabilisers. Thus, the Murex Nicrex UE-1 electrodes give delta-ferrite contents of between 4 and 8, whereas the ESAB OK 69·86 electrodes give delta-ferrite contents of 2–6. The different electrodes use different core wires and different fluxes, for example, Murex Nicrex UE-1 uses a Mn containing austenitic stainless steel core wire and includes chromium boride in the flux. Conversely, the ESAB OK 69·86 uses a standard 18Cr 8Ni core wire and does not add boron to the deposit via the flux. These small microstructural and compositional differences might be expected to give some differences between the creep properties.
Creep rupture and tensile data for four multi-pass Murex Nicrex UE-1 welds and for three multi-pass ESAB OK 69·86 welds have been collated from unpublished company reports, dating from the 1960s to 1980s. Only data for welds in the as-welded condition have been collated. However, there are relatively few data for each of these welds. Hence, additional creep deformation to rupture and tensile tests have been performed on four new multi-pass butt welds made using ESAB OK 69·86 electrodes.
Tensile properties
The mean 0·2 proof stress (σ0·2) and ultimate tensile strength (σUTS) of as-welded Esshete 1250 weld metal were determined from elevated temperature tensile tests on Murex Nicrex UE-1 and ESAB OK 69·86 welds and were found to be described by


Creep rupture strength
There were relatively few data for Murex Nicrex UE-1 welds, and these data show more scatter than the data on ESAB OK 69·86 welds (Fig. 1c, d and f)). Hence, it was decided to analyse only the data for ESAB OK 69·86 welds. This creep rupture data assessment followed a multi-region approach, which is based on the work of Wilshire and Scharning,
3
who have proposed that rupture strength can be described by

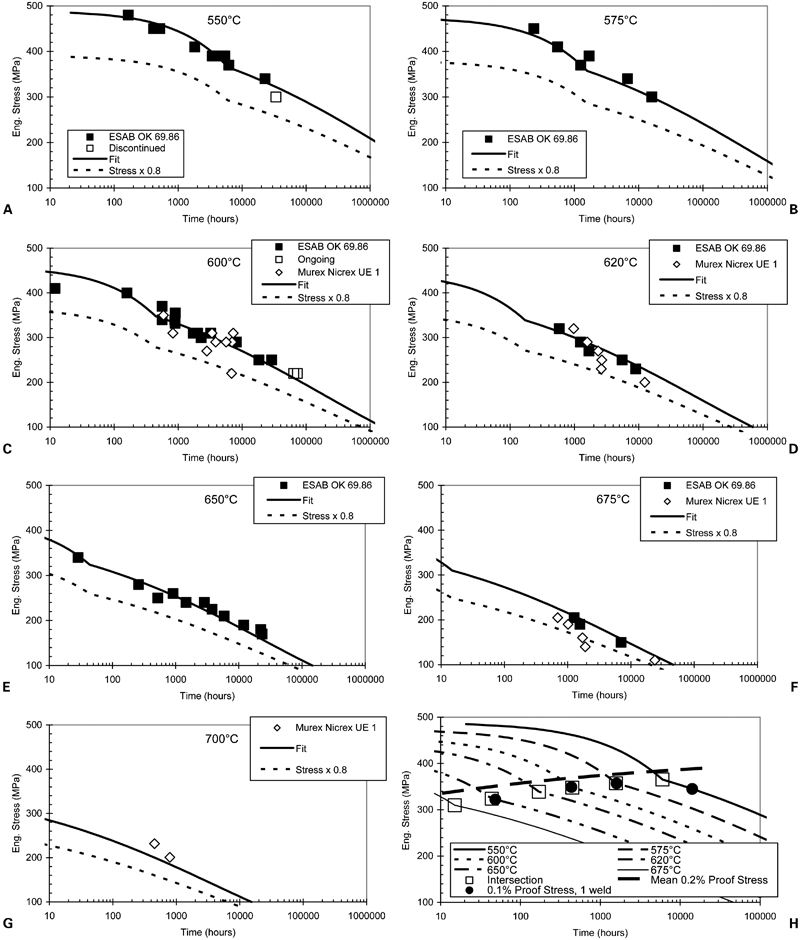
Rupture strength at different temperatures a–g and summarised in h
Parameters for the creep rupture strength of as-welded weld metal (these parameters are valid for temperatures of 525–725°C and stresses σUTS to 135 MPa)

Creep ductility
The creep ductility of austenitic stainless steels is also affected by the presence of plastic loading strains. This is because the elongation at failure and reduction of area, which are measured at room temperature after failure of the specimen, will for tests conducted at stresses above the proportional limit, contain both time independent plastic and time dependent creep strains. For these reasons creep deformation tests are preferred since the plastic loading strains can be measured, and the creep ductility can be defined at a particular temperature as last logged creep strain measurement from the extensometer before failure (hourly measurements). As for the rupture data, an initial examination of the creep ductility data (elongation minus plastic loading strain) showed that there were relatively few data for Murex Nicrex UE-1 welds, and that these data showed a similar mean ductility but with more scatter than the ESAB OK 69·86 welds. Hence, it was decided to analyse only the data for ESAB OK 69·86 welds and further to only analyse the creep deformation to rupture tests so that the last logged creep strain at failure can be used as the definition of creep ductility. It has been shown4,5 that improved predictions of creep damage during creep fatigue cycling, in Type 347 weld metal, are calculated when the creep ductility is treated as a function of the stress, average creep strain rate and temperature. Owing to the similarity of Type 347 and Esshete 1250 weld metals the approach used in Ref. 4 has been applied to the data for ESAB OK 69·86 welds, albeit with the addition of a lower shelf ductility. The model used is given by

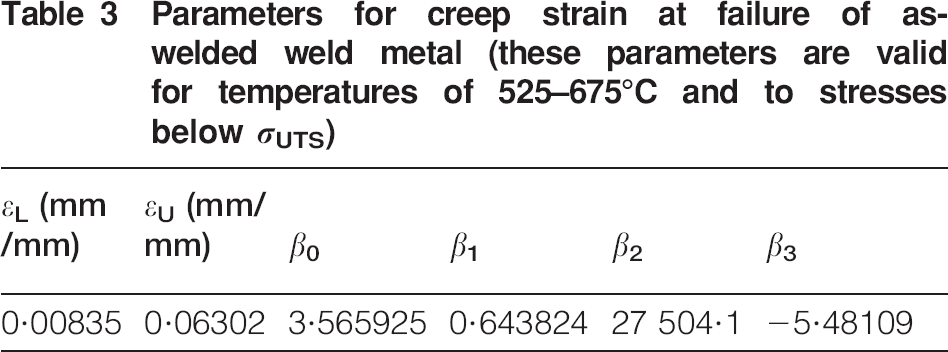
 , is the average creep strain rate (ϵf/tf) and β0–β3 are fitted parameters. The results of fitting equation (5) to the data for ESAB OK 69·86 welds are summarised in Table 3 and the data and fits are shown in Figure 2.
, is the average creep strain rate (ϵf/tf) and β0–β3 are fitted parameters. The results of fitting equation (5) to the data for ESAB OK 69·86 welds are summarised in Table 3 and the data and fits are shown in Figure 2.
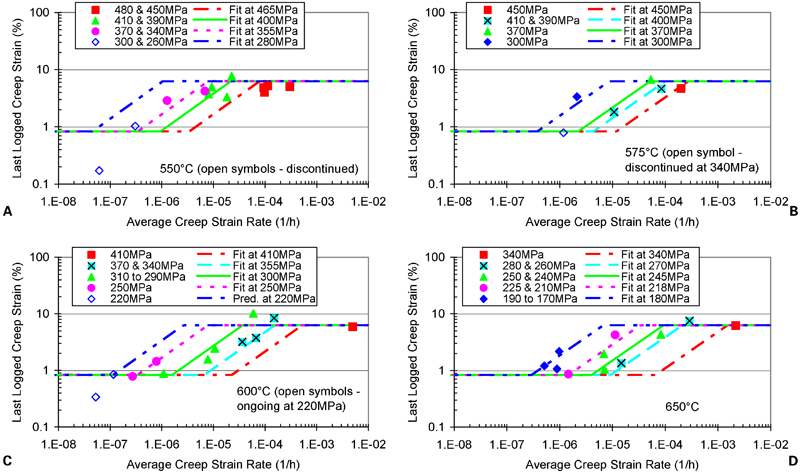
Creep strain at failure at a 550; b 575; c 600 and d 650°C
Parameters for creep strain at failure of as-welded weld metal (these parameters are valid for temperatures of 525–675°C and to stresses below σUTS)
Primary and secondary creep deformation
The creep deformation data for ESAB OK 69·86 welds were fitted to a modified version of the models that are used in RCC-MR, for Type 316 and P91 steels,
6
to describe primary and secondary creep only and does not model tertiary creep. The modification was to change the stress dependence from a power law to an exponential law. During primary creep, the following creep law was used


 is the minimum creep rate (in h−1) and B, P and m are fitted. The equations for primary and secondary creep (equations (6) and (7)) can be combined to provide a description of the creep strain rate
is the minimum creep rate (in h−1) and B, P and m are fitted. The equations for primary and secondary creep (equations (6) and (7)) can be combined to provide a description of the creep strain rate  , during these stages of creep, by using:
, during these stages of creep, by using:

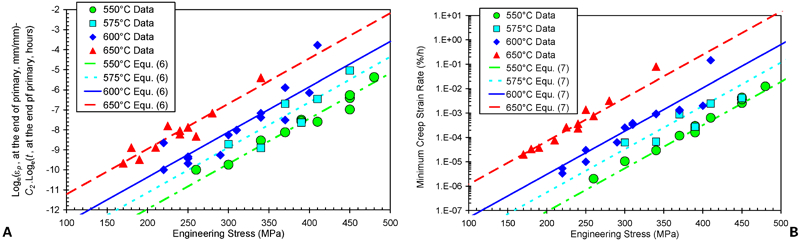
Summarised creep data for a primary creep and b secondary creep
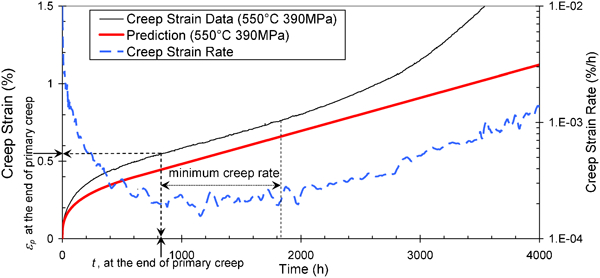
Example creep curve showing the definition of summarised creep data
Parameters for the creep deformation of as-welded weld metal (these parameters are valid for temperatures of 525–675°C, stresses σUTS to 153 MPa and ϵc≤0·5).

The goodness of fit of the creep model that was derived using only the summarised data was then examined by comparing the predictions with all of the recorded strain time data for each test. This has been done singularly for each test as in Fig. 4 and collectively as observed versus predicted plots, as in Fig. 5. Clearly, tertiary creep is not predicted by the creep model, as shown in Fig. 4, thus the model cannot be used above 0·5 creep strain. Nevertheless, it can be seen from Fig. 5 that the model does indeed give a reasonable prediction of the primary and secondary creep behaviour of matching Esshete 1250 weld metal up to about 0·5 creep strain. The factor of 7 scatter band, which is shown in Fig. 5, is typical for multi-heat creep data on austenitic stainless steels.
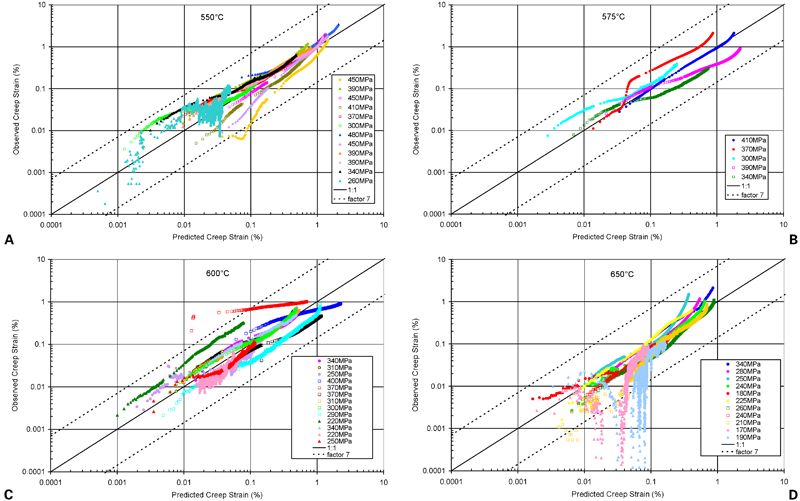
Observed versus predicted creep strain a 550; b 575; c 600 and d 650°C
Stress relaxation
One of the main purposes of the creep deformation model is to predict the relaxation of residual stresses in the weld metal of non-post-weld heat treated welds. In this instance the creep strains are of the order of the elastic strains, which is less than the range of applicability of the creep model of 0·5 strain. Six long term stress relaxation tests were conducted to provide data to validate the creep model under relaxation. Tests were conducted at three initial stresses at both 550 and 600°C. Half of these tests were discontinued after 6500 h and the other three tests were continued for 23 000, 28 000 and 42 000 h, respectively. The tests were conducted on manually loaded double beam stress relaxation machines. The specimens were standard creep specimens with a 40 mm gauge length and 7·98 mm diameter. These specimens were extracted from a wide butt weld so that the gauge length contained only weld metal, with the specimen's axis in the transverse orientation. Loading was carried out incrementally over ∼15 steps, until the requisite initial stress was reached. During the creep dwell, the load was manually reduced to maintain the indicated extension to within ±0·002 mm. The test results are shown in Fig. 6.
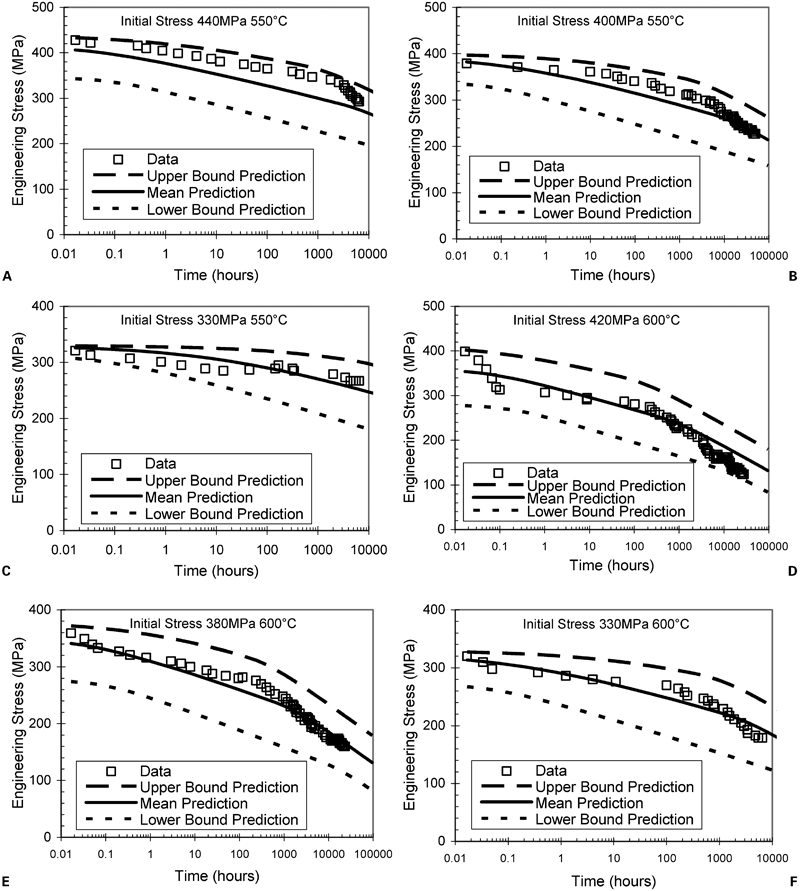
Stress relaxation data and predictions for six tests, a–f
The prediction of stress relaxation was made following a strain hardening numerical integration of equations (6)–(8).The primary creep model is converted to strain hardening by differentiating equation (6) and then substituting equation (6) back into the differentiated equation to remove time. It should be noted that for the small creep strains that accumulate during a single relaxation the primary creep strain rate usually exceeds the secondary creep rate. The predicted relaxation behaviour is shown in Fig. 6. At 550°C the creep model tends to predict lower residual stresses than that are observed, whereas at 600°C the model tends to predict lower residual stresses in the medium term than that observed and higher residual stress than that observed in the long term. Nevertheless, it can be seen from Fig. 6 that the predicted creep strains compare well with the observed creep strains once consideration is given to the expected uncertainty in the creep model (factor of 7).
Conclusions
The elevated temperature tensile and creep properties of as-welded matching Esshete 1250 weld metal have been collated and analysed to provide recommendations for tensile properties, creep rupture, creep ductility, primary and secondary creep deformation and stress relaxation.
Footnotes
Acknowledgements
This paper is published by permission of EDF Energy Nuclear Generation Ltd.