
Abstract
The present study was undertaken to investigate the influence of aging temperature on the creep behaviour of Sn–Ag and Sn–Ag–Bi solder alloys at testing temperatures ranging from 333 to 363 K under constant stress of 7·80 MPa. The steady state creep rate was found to increase continuously with increasing aging temperature at all testing temperatures. Results show that addition of Bi to the binary Sn–Ag solder alloy led to a significant increase in the strength and improvement in the creep resistance. The activation energy for the creep process of Sn–Ag and Sn–Ag–Bi solder alloys was found to have an average value of 36 and 45 kJ mol−1 respectively. This might be characterised by diffusion of Ag in Sn. The microstructure of the aged samples for both alloys examined by X-ray diffraction measurements supported the improvement in the creep resistance for Sn–Ag alloy by adding a small trace of Bi.
Introduction
Lead bearing alloys, particularly lead–tin eutectic, have been the popular solder materials for interconnection and packaging of commercial microelectronics assemblies due to their favourable processing, good mechanical properties and lower cost. 1 For the past several years, increasing environmental and health concerns over the toxicity of lead combined with strict legislation to ban the use of lead based solders have provided a driving force for the development of new lead free solder alloys for electronic packaging applications.2–5 Among these new lead free solders, Sn–3·5 wt-Ag has emerged as a promising alternative because of its higher strength and superior resistance to creep and thermal fatigue when compared to eutectic Pb–Sn solder6–10 but a relatively high melting point and poor wettability, which require ternary elements, such as Cu, Bi, In or Zn. 11
Creep deformation behaviour of Sn–3·5 wt-Ag alloy was studied 1 in the temperature range of ambient to 473 K. The activation energy for creep was determined to be 60·7 kJ mol−1. Based on the activation energy value, it is suggested that the creep deformation mechanisms are dislocation climb creep controlled by lattice diffusion in Sn–3·5Ag alloy. Ochoa et al. 5 investigated the effect of cooling rate on microstructure and creep behaviour of Sn–3·5 wt-Ag solders. They concluded that faster cooling rates significantly increase the creep strength of the solder due to the finer microstructure, fine Sn rich dendrites and fine Ag3Sn in the eutectic, providing more efficient obstacles for dislocation motion. The creep rupture properties of lead free Sn–3·5 wt-Ag based alloys with varying amount of Cu ranging from 0 to 1·5 wt- have been studied.12,13 It was noticed that the Cu addition was usually to reduce steady state strain rates and increase rupture time. However, additions of Cu over 0·75 wt- generally nullified the beneficial effect of Cu and were related to accelerated coarsening of Cu6Sn5 particles.
The influence of Bi additions on structure, hardness and mechanical properties of rapidly solidified Sn–3·5 wt-Ag alloy has been investigated by Kamal et al. 14 It was found that Vickers hardness of Sn–3·5 wt-Ag alloy rapidly solidified alloy increased with increasing Bi content up to 3 due to supersaturated solid solution strengthening hardening mechanism of Bi phase in Sn matrix, while the alloys contain 5 and 10Bi exhibited lower values of Vickers hardness. The lower values were attributed to the precipitation of Bi as a secondary phase, which may form strained regions due to the embrittlement of Bi atom. On the other hand, Tateyama et al. 15 showed that the addition of Bi up to 5 to Sn–3·5 wt-Ag solder alloys increased tensile strength at 297 K, but there was no further improvement by Bi addition beyond 5.
Although a number of studies on creep of Sn–Ag solders have been reported,14,16–19 significant discrepancies in the available data exist. In general, all the data can be divided into two stress regimes, with the stress exponent n ranging from 4 to 7 in the low stress regime, and from 7 to 12 in the high stress regime. In most cases, the activation energy Q has been thought to be associated with dislocation core diffusion, although in some cases, it falls well below the range of 40–65 kJ mol−1 for core diffusion in pure Sn. Some of these discrepancies may be attributed to solidification rate dependent microstructural differences in the experimental samples due to differences in sample size (bulk versus small joints).
Successful application of the new generation of lead (Pb) free solders in microelectronic packaging requires a detailed knowledge and understanding of their mechanical properties. Since the homologous temperature exceeds 0·5 at the operating temperature for most solder alloys, thermally activated creep plays an important role in deformation behaviour of solders. Because creep is one of the most important deformation mechanisms for solder joints in electronic products for long term use at high homologous temperatures, the understanding of the creep behaviour and mechanisms of Pb free solder alloys is of great interest in terms of design and reliability in microelectronic packaging. Although there have been some creep studies on Sn–Ag and Sn–Ag–Bi alloys in the literature, studies related to the aging temperature effect on the creep behaviour of Sn–Ag and Sn–Ag–Bi alloys were quite limited. Hence, the purpose of this study was to investigate creep properties of two promising lead free solders, Sn–3·5 wt-Ag and Sn–3·5 wt-Ag–1 wt-Bi alloys, at various aging and testing temperatures so as to provide important and helpful information for the electronic packaging designers.
Experimental
The binary Sn–3·5 wt-Ag (hereafter termed alloy A) and the ternary Sn–3·5 wt-Ag–1 wt-Bi (hereafter termed alloy B) alloys were prepared from high purity Sn, Ag and Bi of purity 99·99 by melting under vacuum in a high purity graphite crucible. After homogenisation at 453 K for 48 h, to reduce segregation and slowly cooled to room temperature, the ingots were drawn into wire of 0·8 mm in diameter for creep measurements, and sheets of thickness of 0·3 mm for X-ray investigation. The samples were divided into four groups. Each group contained some wires suitable for the tensile test and some sheets suitable for structure examination by X-ray diffraction (XRD). After solution heat treatment at 453 K for 2 h, specimens were quenched into ice water and immediately aged at different aging temperatures Ta (393, 408, 423 and 438 K) for 1 h followed by water quenching at 273 K.
According to the Sn–Ag binary phase diagram (Fig. 1), there are two intermediate phases: (ζAg) and Ag3Sn. Both intermediate phases form by peritectic reactions. The equilibrium microstructure of the eutectic Sn–3·5 wt-Ag consists of the eutectic mixture of Sn rich (close to pure Sn) phase and the intermetallic compound (IMC) Ag3Sn. However, under the non-equilibrium conditions, IMC particles (Ag3Sn) precipitated within the primary β-Sn. 5
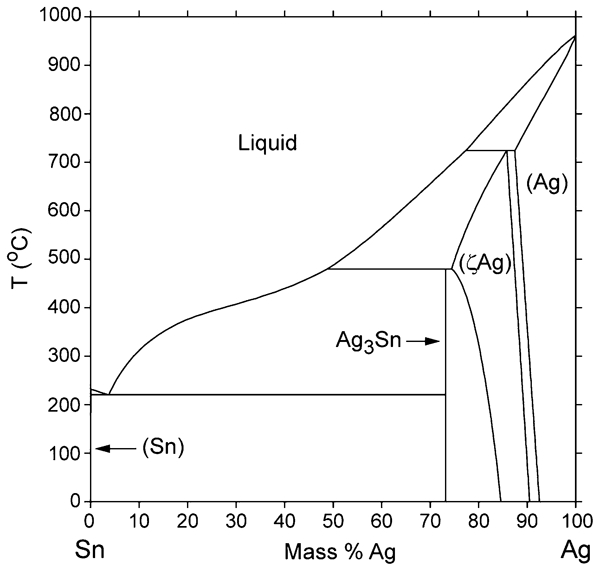
Phase diagram of binary Sn–Ag system
Creep experiments were carried out using a conventional creep testing machine described elsewhere, 20 equipped with a strain resolution equal to 10−4. Before the creep tests, each specimen was held for ∼30 min at the testing temperature in a tubular furnace surrounding the test sample in order to achieve thermal equilibrium. The creep experiments have been performed under constant load corresponding to a stress of 7·80 MPa and at different testing temperatures Tt of 333, 343, 353 and 363 K. The accuracy of temperature measurements is of the order of ±1 K.
The microstructure was investigated using XRD measurements carried out on samples for both alloys aged at Ta = 393, 408, 423 and 438 K for 1 h followed by water quenching at 273 K. A Shimadzu X-ray diffractometer (Dx-30) was used to trace the structural variations by analysing the obtained patterns. The X-ray tube giving copper (Kα) radiation operated at 30 kV and 30 mA emits X-ray beam of wavelength λ = 0·15406 nm.
Results
The creep behaviour of both alloys A and B was characterised by measuring the evolution of strain with elapsed time under a given testing temperature and a constant stress. Isothermal creep curves of both alloys A and B at different aging temperatures Ta (393, 408, 423 and 438 K) were obtained under a constant stress of 7·80 MPa and at different testing temperatures Tt ranging from 333 to 363 K in steps of 10 K are shown in Fig. 2. The creep curves show three distinct regions. After the instantaneous strain ϵo, a decelerating creep stage (primary creep) leads to a steady state creep stage (secondary creep), which is finally followed by an accelerating stage (tertiary creep) that ends in fracture at a rupture time.
21
It is worth noting that the levels of the curves are shifted monotonically towards higher values of strain, as well as the steady state creep rate  (determined from the slopes of the straight parts of the strain–time relationships) increases with increasing aging temperatures Ta and/or testing temperatures Tt.
(determined from the slopes of the straight parts of the strain–time relationships) increases with increasing aging temperatures Ta and/or testing temperatures Tt.
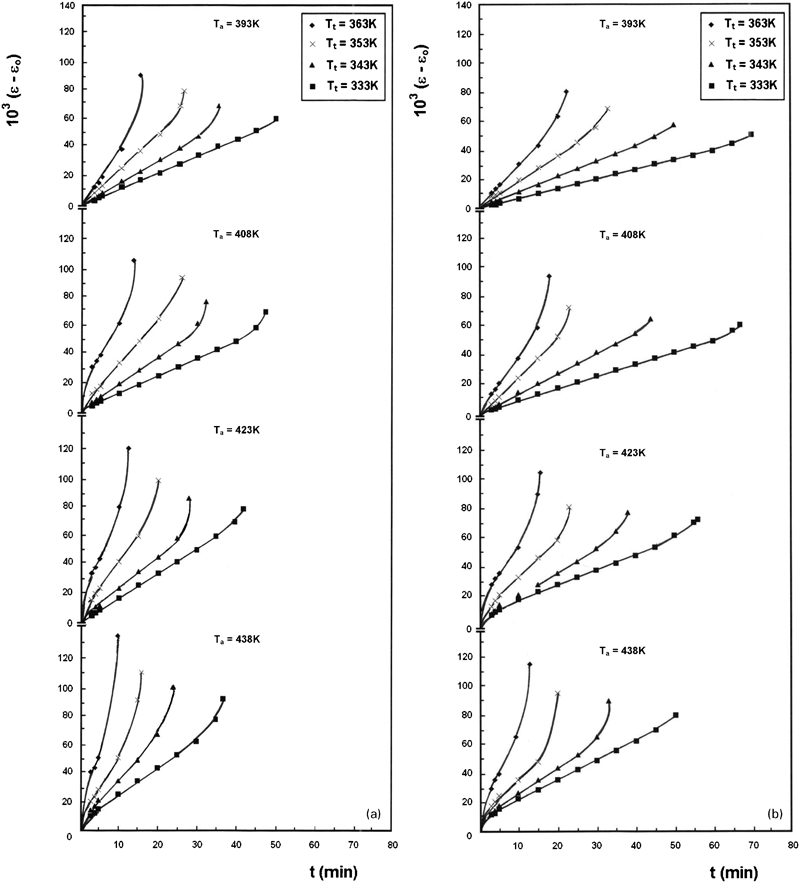
a strain–time curves for a alloy A and b alloy B aged for 1 h at different aging temperatures Ta and testing temperatures Tt as indicated
The present study will only deal with the steady state creep stage. The following remarks can be drawn for the steady state stage from the above illustrated relations:
remarkable large values of  were observed at higher aging temperatures and/or testing temperatures
were observed at higher aging temperatures and/or testing temperatures
the level of creep strain as well as the steady state creep rate for the Bi containing solder alloy is generally lower than that of the Bi free under the same test conditions. In other words, addition of 1 wt-Bi seems to affect the steady state strain rate of Sn–3·5 wt-Ag solder alloy from which the creep resistance of the Bi containing alloy was found to be higher than that of the Bi free one as observed from Fig. 1.
The dependence of the steady state creep rate  for alloys A and B on the aging temperature Ta at different testing temperatures is depicted in Fig. 3. It is clear from Fig. 3 that the value of
for alloys A and B on the aging temperature Ta at different testing temperatures is depicted in Fig. 3. It is clear from Fig. 3 that the value of  is characterised by a gradual increase with increasing Ta. In addition, the corresponding variations of the value of
is characterised by a gradual increase with increasing Ta. In addition, the corresponding variations of the value of  under the same conditions are appreciably higher for alloy A than for alloy B.
under the same conditions are appreciably higher for alloy A than for alloy B.

Aging temperature dependence of steady state creep rate
for both alloys at different testing temperatures as indicated.
In an attempt to determine the energy activating the steady state creep process in the present work, steady state creep rate,  , was assumed to vary with the testing temperature Tt according to an Arrhenius type relation
22
, was assumed to vary with the testing temperature Tt according to an Arrhenius type relation
22

 and 1000/Tt (K−1) at different aging temperatures Ta given in Fig. 4. The calculated values of energy ranged from 36 to 45 kJ mol−1 for both alloys A and B respectively.
and 1000/Tt (K−1) at different aging temperatures Ta given in Fig. 4. The calculated values of energy ranged from 36 to 45 kJ mol−1 for both alloys A and B respectively.

Relation between ln
and 1000/Tt (K−1) for both alloys at different aging temperatures Ta as indicated
Discussion
X-ray diffraction can provide accurate information about the internal state of a material after aging. Figure 5a and
b
shows the diffraction patterns of samples for the binary and ternary alloys aged at 393, 408, 423 and 438 K. All 100 peaks are matching with the Sn phase of JCPDF no. 18-1380 and 65-2631. The XRD patterns of both alloys in Fig. 5 are characterised by the existence of the fine Ag3Sn particles in the Sn matrix, which act as pinning centres for the mobile dislocations.
5
Increasing the aging temperature of both alloys resulted in a coarsening and/or coalescence of the Ag3Sn particles; consequently, the steady state creep rate  will increase by increasing aging temperature Ta (Fig. 3). This behaviour is consistent with other experimental data reported in the literature.23,24
will increase by increasing aging temperature Ta (Fig. 3). This behaviour is consistent with other experimental data reported in the literature.23,24
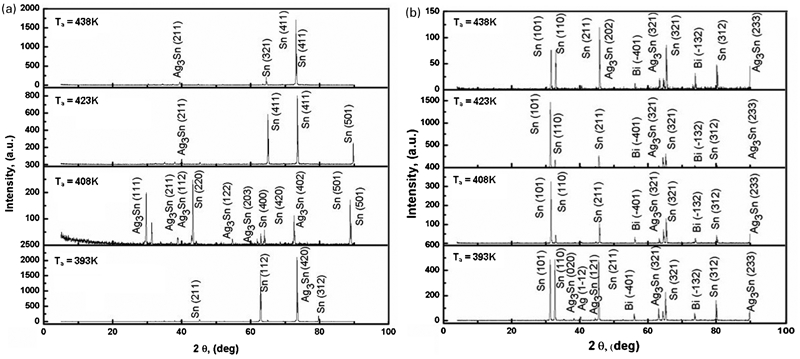
X-ray diffraction pattern of a alloy A and b alloy B aged for 1 h at different aging temperatures as indicated
The average crystallite size D of Sn phase was obtained from the Scherrer's relation
25
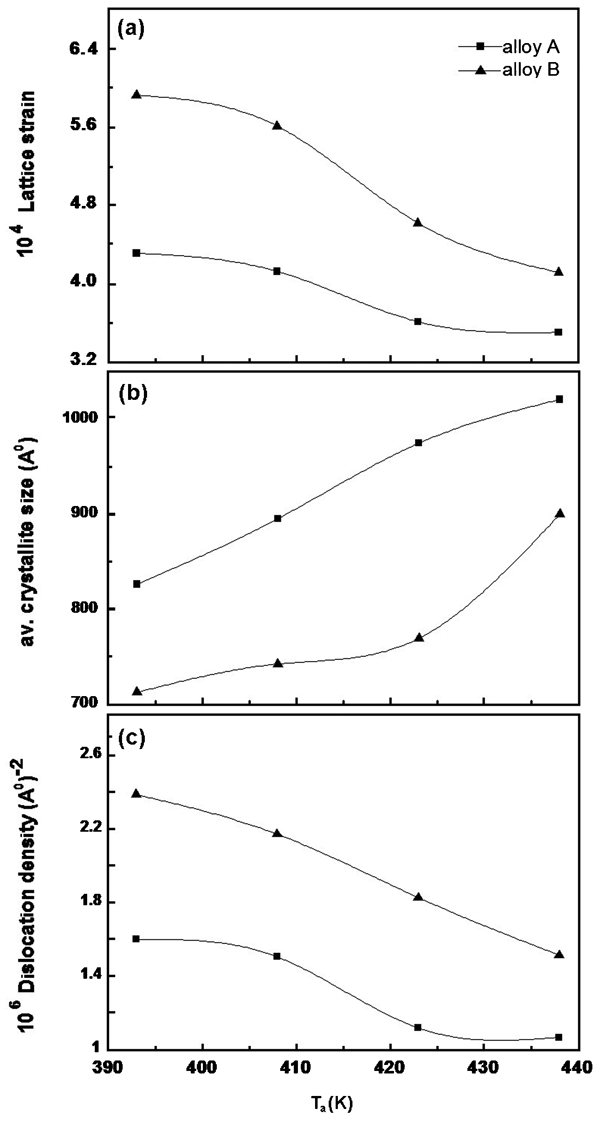
Aging temperature dependence of a lattice strain ϵ, b average crystalline size D and dislocation density η for alloys A and B
The steady state creep rates  in alloy B, with Bi addition, are lower than that in alloy A at all aging and testing temperatures (Fig. 3); this is in agreement with the result obtained by Tateyama et al.
15
in their study of the effect of Bi addition on Sn–Ag alloy. The formation of β-Sn phase was restricted by adding a small trace of Bi to the binary alloy, which also yields a fine, uniform distribution of Ag3Sn particles distributed through the Sn matrix; this enhances the resistance to dislocation motion.28,29
in alloy B, with Bi addition, are lower than that in alloy A at all aging and testing temperatures (Fig. 3); this is in agreement with the result obtained by Tateyama et al.
15
in their study of the effect of Bi addition on Sn–Ag alloy. The formation of β-Sn phase was restricted by adding a small trace of Bi to the binary alloy, which also yields a fine, uniform distribution of Ag3Sn particles distributed through the Sn matrix; this enhances the resistance to dislocation motion.28,29
One of the most common ways to identify the micromechanisms responsible for creep process is to establish the creep activation energy.
30
The activation energy of steady state creep was calculated for both alloys from the slopes of the straight lines relating ln  and 1000/Tt (see Fig. 3). The present results yielded an activation energy with a mean value of ∼36 kJ mol−1 for alloy A and ∼45 kJ mol−1 for alloy B. These results are in good agreement with those given in the case of diffusion of Ag in Sn.
16
and 1000/Tt (see Fig. 3). The present results yielded an activation energy with a mean value of ∼36 kJ mol−1 for alloy A and ∼45 kJ mol−1 for alloy B. These results are in good agreement with those given in the case of diffusion of Ag in Sn.
16
Conclusions
The main conclusions to be drawn from the present investigation may be summarised as follows.
Creep rate of the investigated solder alloys increased by raising aging and/or testing temperature.
A significant improvement in the creep resistance is achieved by Bi addition to the binary Sn–3·5 wt-Ag solder alloy.
The calculated activation energy values indicated that the dominant creep mechanism is diffusion of Ag in Sn.