
Abstract
Comprehensive, dilatometric studies of the kinetic transformations of undercooled austenite in medium carbon TRansformation Induced Plasticity (TRIP) steel during cooling from the temperature range of 750–1030°C were carried out. Selection of austenitising temperatures was based on the knowledge of the critical temperatures. The influence of the austenitising temperature on the formation ranges of new phases and microstructural constituents during continuous cooling was determined. It was also shown that the annealing of the investigated steel at the lowest temperature resulted in the strongest lowering of Ms temperature as well as in the lowering hardenability. Based on the analysis of the stated relationships, modifications of the annealing, adapted to the investigated steel chemical composition, were proposed.
Introduction
The evolution of structural steels that has been continuously ongoing for 30 years has contributed to the development and implementation of new grades of advanced high strength steels. Their main advantage is the ability to provide maximum high mechanical properties while maintaining good formability of elements made of these steels.
Multiphase steels with a retained austenite are one of the most interesting in this group. During plastic working of these steels, a strong strengthening occurs as a result of the retained austenite to martensite transformation. Due to such transformation caused by plastic deformation, these steels are called Transformation Induced Plasticity (TRIP) steels.1–11
An undoubted advantage of this group of steels is their simple chemical composition. It causes that the TRIP steels are not expensive and the basic problem (and expense) during their manufacturing cycle is the heat treatment, which should be properly matched and performed. Such heat treatment should allow to obtain a microstructure consisting of ferrite, bainite and austenite (mainly mechanically unstable) in sheets and profiles made of this steel.12–22 Elements made of TRIP steels should have the above mentioned properties, i.e. great plasticity in the as delivered condition and high strength after forming.
Heat treatment of steels with the TRIP effect, which would allow to obtain the above mentioned microstructural constituents, consists of several successive stages. 8 It should be closely adapted to the chemical composition of steel and to the technical conditions of their producers as well as to the expectations of their customers.
Continuous cooling transformation (CCT) diagrams are practical and functional tools that support the design of optimal heat treatment technologies. They show the transformation kinetics of overcooled austenite, which is formed during annealing of such grade steels in the intercritical temperatures range.23,24 Knowledge of phase transformations, which can occur during cooling of such austenite, allows correct selection of basic parameters of heat treatment related to the cooling process, especially the temperature and time of annealing as well as a cooling method.
Experimental
The chemical composition of the investigated steel, expressed in wt-, was Fe–0·41C–1·52Mn–1·22Si–0·015S–0·015P–0·02Cr–0·02Ni–0·05Cu–0·015Al. Based on its chemical composition, according to the EN 10027 standard, this steel was marked as 41MnSi6-5. The microstructure of the investigated steel in as delivered state is presented in Fig. 1. It is easy to notice that this is a hypoeutectoid steel with a significant, nearly 85 vol.-, pearlite fraction.

Microstructure of 41MnSi6-5 steel in as delivered state
The first stage of the research was to determine the critical temperatures. In order to do this, a dilatometric sample made of 41MnSi6-5 steel was continuously heated to 1200°C with a rate of 0·05 K s−1 in the dilatometer chamber. During the heating process, the relative elongation ΔL/L0 was recorded as the temperature T function. According to such dependence, a differential curve d(ΔL)/dT = f(T) was also drawn up. Based on these relationships, the critical temperatures of the austenite formation in the 41MnSi6-5 steel were determined (see Table 1).
Critical temperatures of 41MnSi6-5 steel

Such determined critical points were used to select the austenitising temperatures:
750°C, i.e. Ac1s +10°C
810°C, i.e. Ac1f +10°C
840°C, i.e. Ac3 + 10°C
Additionally, a temperature of 1030°C was taken into consideration as a hot rolling finish temperature of such grade steels.
During the main stage of the experiment, the dilatometric samples were heated to the required temperatures and held for 1200 s. After that, the austenitising samples were cooled with different rates by argon blowing.
As it was in the previous stage, during the cooling, the relative elongation and differential curves were recorded as the temperature function. An example of the cooling dilatogram and the method of its interpretation is shown in Fig. 2.
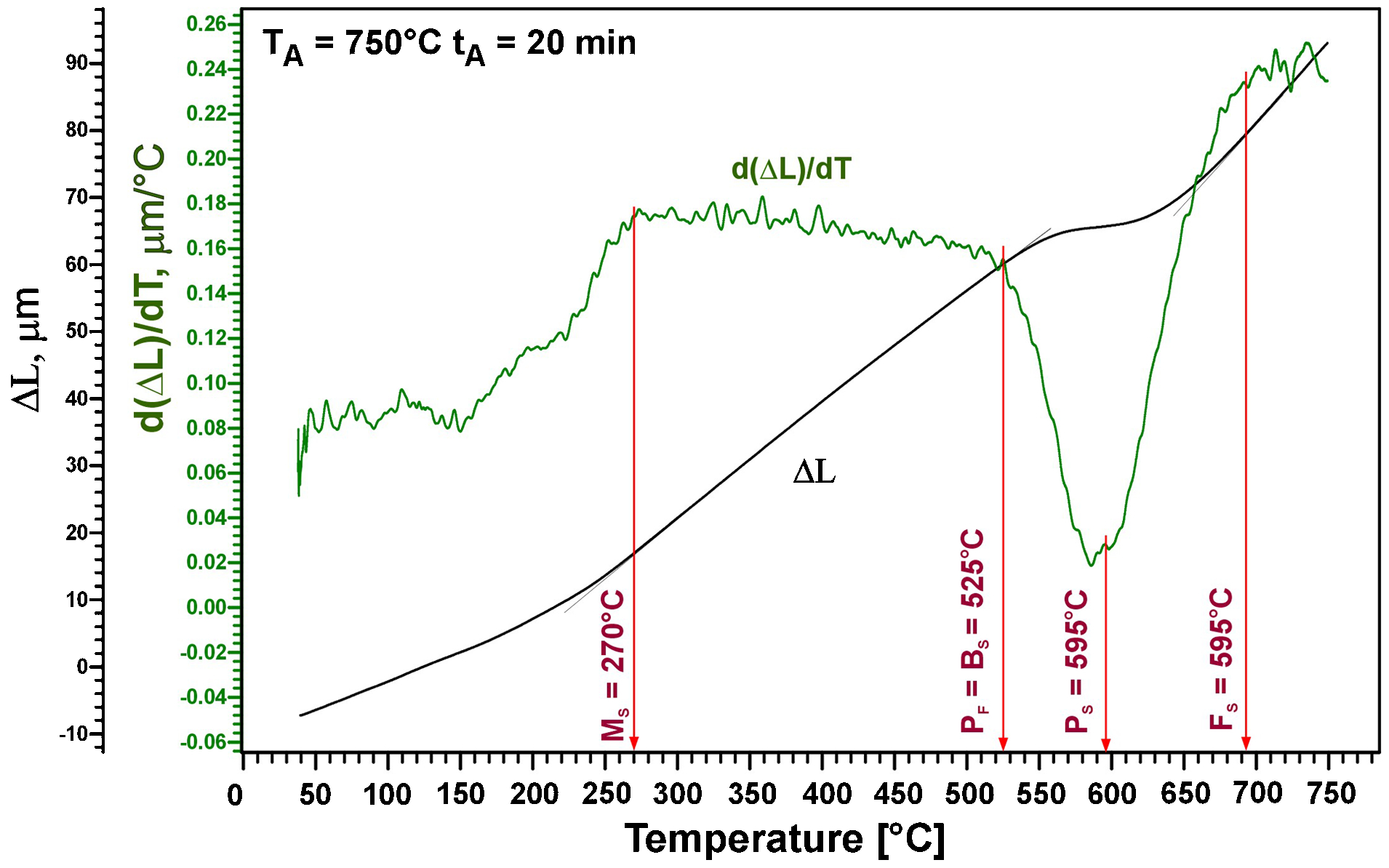
Example of dilatometric curve of cooling with rate of 5 K s−1 ΔL = f(T) and corresponding differential curve d(ΔL)/dT = f(T) with determined temperatures of undercooled austenite phase transformations
To reveal microstructural constituents, microsections of the dilatometric samples were prepared to a mirror finish using standard metallographic techniques and etched in 2 nital. The revealed microstructures were observed in the light microscope. Additionally, the Vickers hardness (at a load of 10 kg) was measured on all dilatometric samples used in this stage.
Based on the analysis of the recorded dependencies, metallographic analysis and hardness measurements, four CCT diagrams were made.
Results and discussion
Figure 3a shows the CCT diagram for the austenitising temperature of 750°C. It is easy to notice that after such austenitising (only 10°C above Ac1s), the investigated steel has low hardenability. Although the critical rate is not so high (<50 K s−1), the time to start the transformation of austenite to ferrite is only 3–4 s.
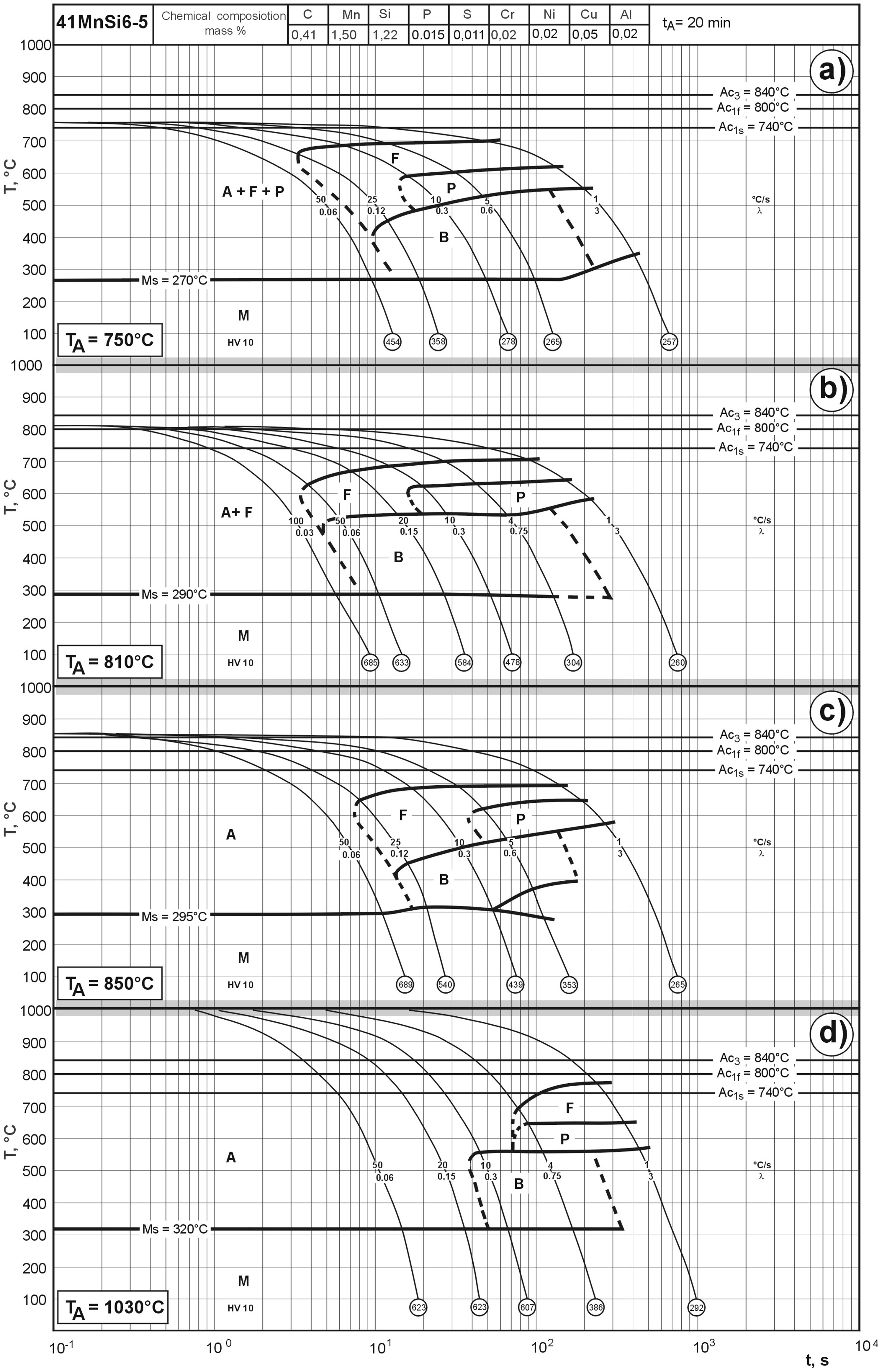
Influence of austenitising temperature on kinetics of phase transformations in 41MnSi6-5 TRIP steel
It can be assumed that one of the reasons for the rapid start of diffusional transformations could be the chemical composition of austenite free of manganese addition, which was formed during austenitising at 750°C for 1200 s. However, the main reason for the ascertained low hardenability of the tested steel after austenitising was most likely the large microstructure inhomogeneity (see Fig. 4a and b).
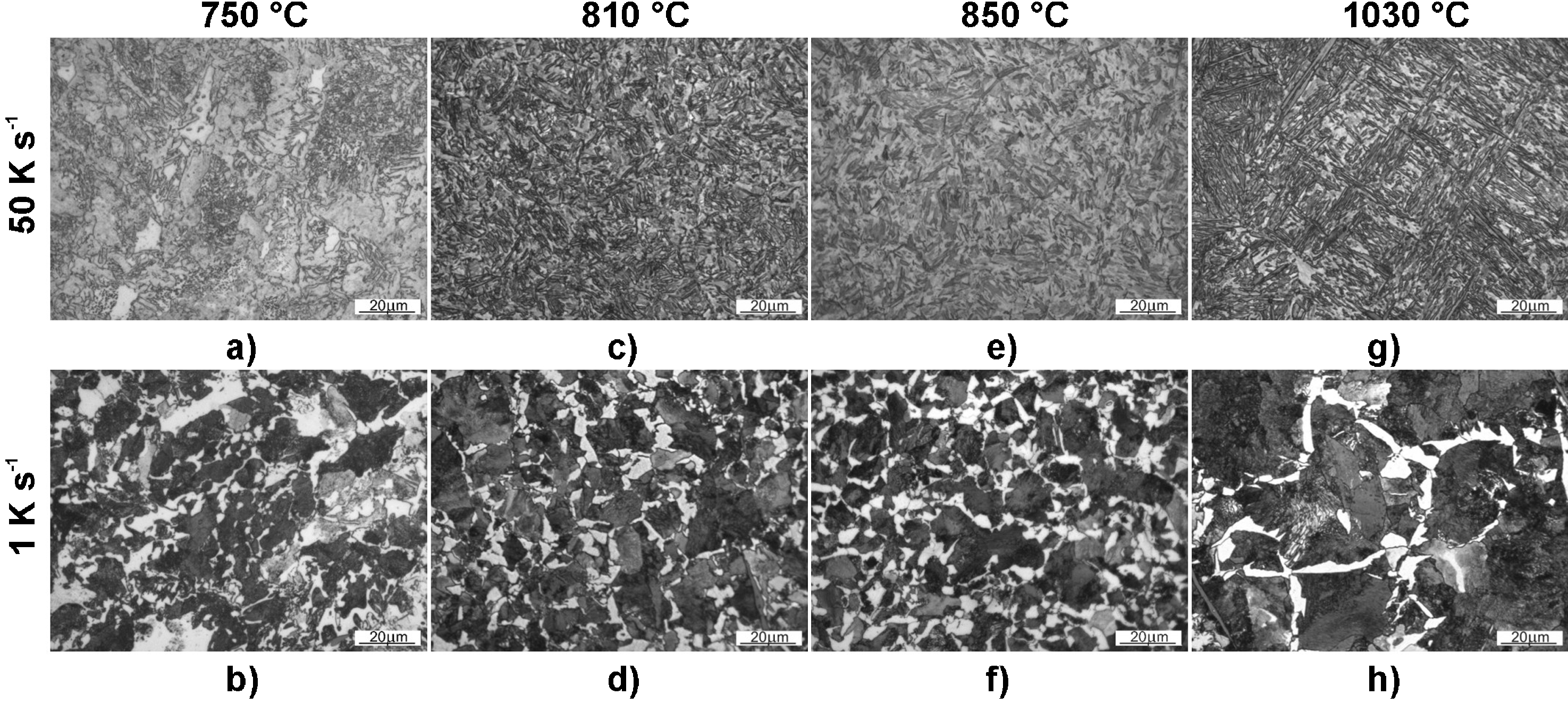
Selected microstructures of dilatometric samples after cooling from a, b −750°C; c, d −810°C; e, f −850°C; g, h −1030°C, with rates of a, c, e, g 50 K s−1 and b, d, f, h 1 K s−1
It is easy to see that apart from grey etching, martensite, ferrite and pearlite precipitations are still present in the microstructure, as they were untransformed during austenitising. On the phase boundaries included in these microstructural constituents, the new diffusional structures can easily be formed.
Analysis of the CCT diagram shown in Fig. 3b indicates that increasing the austenitising temperature from 750 to 810°C (i.e. 10°C above Ac1f) unexpectedly resulted in the deterioration of the low hardenability of steel.
It is noteworthy that the cooling was done from the temperature range in which ferrite was still present in the microstructure and austenite was formed mainly from a pearlite enriched in carbon. According to numerous papers, at such temperature (two-phase range α + γ), the annealing of cold rolled TRIP steel should be carried out.3,8,10,17,22 Meanwhile, the rate of 50 K s−1 at which the sample was cooled proved to be insufficient to exceed the critical speed, although the time to start the ferrite to austenite transformation was the same as in the case of austenitising at 750°C.
It is also noteworthy that the bainite formation starts at ∼5 s sooner than during cooling from 750°C. Furthermore, this change starts at a temperature of ∼50°C higher than during the cooling of the investigated steel from 750°C.
In the presented CCT diagram, it is also easy to notice that an increase in the austenitising temperature induces the martensitic transformation start at a higher temperature.
The probable cause of all the differences identified in the transformation kinetics of overcooled austenite after austenitising at 750 and 810°C is the various levels of carbon concentration found in austenite formed at these temperatures. The austenite formed at a higher temperature (i.e. 810°C) is likely to be less highly saturated in carbon, which stabilises this phase. During the cooling of such austenite, due to its slightly smaller stability, it becomes more susceptible to the formation of diffusional structures. Furthermore, the transformation of such austenite to martensite begins at a higher temperature.
Analysing the effect of the increase in austenitising temperature from 750 to 810°C, it should also be noted that the lower carbon content in overcooled austenite results in the rapid formation of bainite and ferrite. Meanwhile, the time of starting the formation of the carbon rich pearlite extends from about 16 s to about 19 s.
Increasing the austenitising temperature from 810 to 850°C (i.e. 10°C above Ac3) resulted in a small but clear improvement of hardenability, expressed both as the critical speed increasing and prolongation of times when the diffusion transformations start (see Fig. 3c). Figure 4e illustrates the microstructure of the samples cooled from 850°C with a rate of 50 K s−1. As can be seen, there is a lack of bright ferrite areas. It proves that both ferrite and pearlite were completely dissolved during such austenitising. Thus, it can be assumed that the formed austenite is also enriched in manganese, which improves hardenability. On the other hand, the beneficial influence of manganese is probably partially limited by the chemical inhomogeneity of austenite formed at this temperature.
After austenitising the investigated steel at a temperature of 1030°C, a further increase in hardenability is observed (Fig. 3d). It may be surprising that, in spite of the significant increase of austenitising temperature, the critical rate was further reduced. Simultaneously, there was a significant extension of the time when all diffusional transformations started. For the austenite to ferrite transformation, the time of prolongation was the largest (from 7–8 to 70–80 s). The time to start the pearlite transformation increased from about 40 s to about 70 s, while the start of the bainitic transformation was delayed from about 14 s to about 40 s.
The reason for this hardenability improvement was probably the homogenisation of the chemical composition and the increase in size of austenite grains formed at 1030°C (see Fig. 4g and h).
The increase in grain sizes could also contribute to the significant, and at the first glance unjustified, hardness decrease of the quenched samples due to a decrease of the strengthening caused by grain boundaries.
The increasing of austenite grain size with austenitising temperature can also be the likely cause of an unexpected increase in Ms (see Fig. 5).25–27
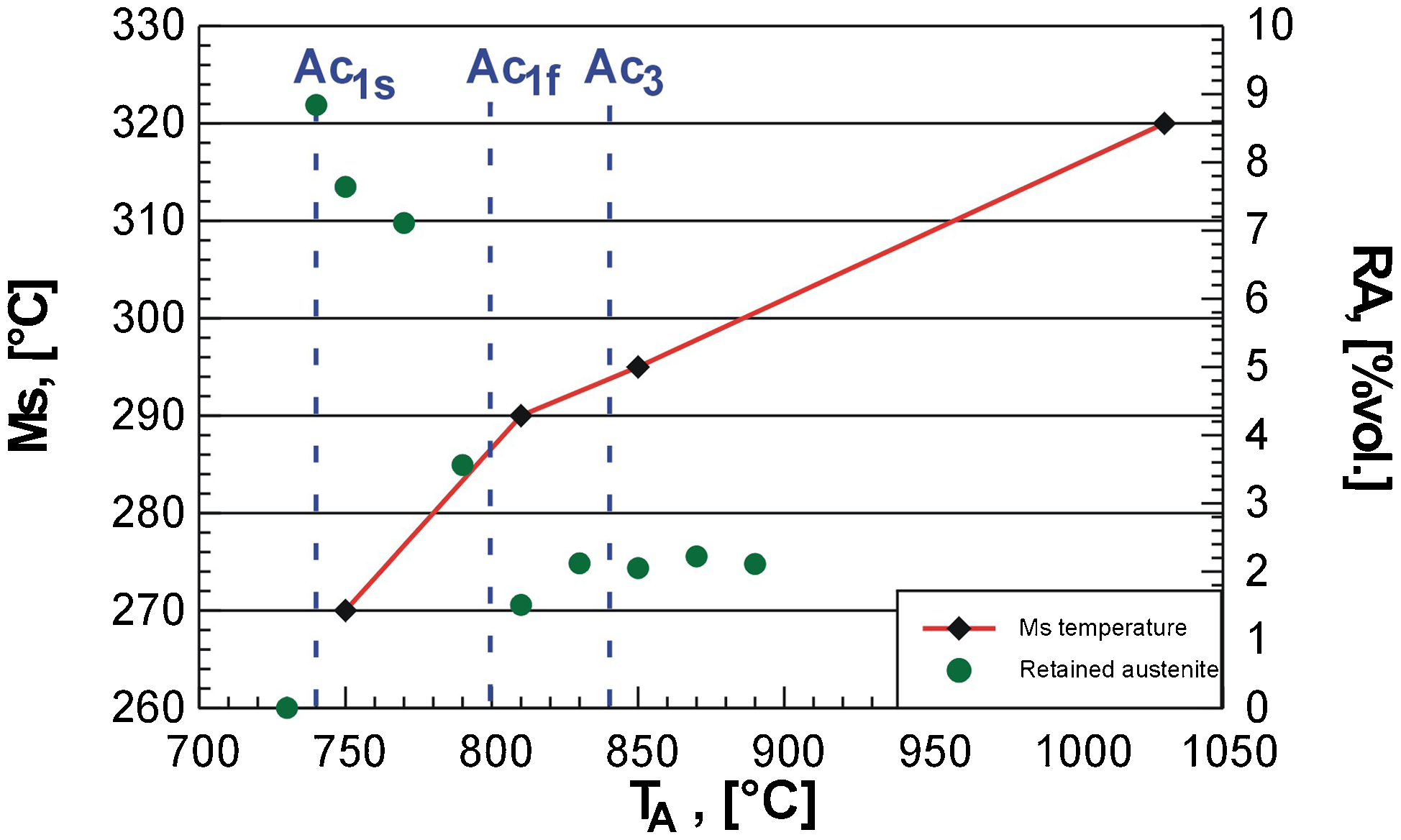
Effect of austenitising temperature (TA) of investigated 41MnSi6-5 TRIP steel on Ms temperature location and according to Ref. 28, volume fraction of retained austenite (RA)
Due to a strong dependence between carbon content and Ms temperature, this relationship confirms the earlier mentioned fact that the austenite, which is formed at the lowest analysed temperature, i.e. at 750°C, is more enriched in carbon than the austenite formed in the, preferred for the TRIP steels, two-phase range (α+γ), which in the present studies corresponds to 810°C. This fact resulted in a larger volume fraction of the retained austenite after austenitising at the lowest temperature in the intercritical range (see Fig. 5).
A possible reason for such changes in carbon concentration at varying austenitising temperatures may be the transformation of ferrite to low carbon saturated austenite, which probably begins immediately after the start of the pearlite to austenite transformation. 28 When the austenitising temperature is higher than 750°C, such low carbon austenite may ‘take over’ carbon from austenite formed from pearlite. In this way, when the austenitising temperature increases from 750 to 810°C, the volume fraction of low carbon austenite formed from ferrite could be already so significant that the average carbon content in the formed austenite decreases and the Ms temperature increases.
Based on the above considerations and taking into account that the aim of the TRIP steels annealing in the intercritical temperatures range is to achieve a maximum carbon content in the formed austenite, a modification of such annealing should be considered. Such modification might rely on lowering the austenitisation temperature of the TRIP steel from a two-phase range, i.e. above Ac1f temperature, to a temperature only slightly higher than Ac1s.
Conclusions
The CCT diagrams make it possible to determine the annealing temperature influence on the austenite formation as well as on the kinetics of the phase transformations of overcooled austenite. Such diagrams can become useful tools for designing and optimising the heat treatment parameters of TRIP steels.
Based on the analysis of the overcooled austenite kinetic diagrams, it is possible to make the following suggestions for the development of the heat treatment technology of TRIP steels with a medium carbon content:
Austenitising of 41MnSi6-5 TRIP steel at the lowest temperatures, i.e. in the Ac1s + 10°C range, resulted in the strongest increase of carbon concentration in formed austenite and the decrease of Ms temperature of such austenite.
Hardenability of the investigated steel can vary due to the different carbon concentrations in austenite, which form during austenitising in the intercritical Ac1s–Ac3 range. Therefore, the cooling rate should be closely adjusted to the temperature at which the austenitising was carried out.
To increase the retained austenite volume fraction, the temperature of the isothermal holding in the bainitic range should be slightly higher than Ms. The duration of such holding should be adjusted pending the completion of the bainitic transformation. In the investigated 41MnSi6-5 steel, the duration of this transformation does not exceed 300 s.
According to such assumptions, the following examples of heat treatment technologies can be proposed:
For cold rolled products made of 41MnSi6-5 steel (see Fig. 3a): heating up to 750°C, cooling, at a rate higher than 50 K s−1, to 300°C, holding for 200 s and after that very slow cooling to an ambient temperature.
For products made of 41MnSi6-5 steel after hot rolling (see Fig. 3d): cooling to 330°C at a rate of 15–20 K s−1, holding for 300 s and very slow cooling to an ambient temperature.