
Abstract
Effects of electric pulses on the annealing hardening of submicrometre grained (0.1 μm < D < 1 μm) Cu processed by heavy cold rolling were investigated. Annealing induced hardening occurred after moderate annealing, which can be attributed to the dislocation source hardening rather than aging hardening, based on the fact that the ultrapure Cu showed higher hardening effect than commercial pure Cu. Electric pulses induced enhancement in the hardening effect for ultrapure Cu, but not for commercial pure Cu. The TEM investigations show that dislocation recovery was enhanced by electric pulses for ultrapure Cu, but not for commercial pure Cu due to the pinning effects of impurity, and negligible growth in both cases due to the short treatment time.
Introduction
Submicrometre grained (0.1 μm < grain size, Ds < 1 μm) materials have attracted much attention for decades due to their high strength,1–3 even though the poor ductility of these materials limited their industrial application.4,5 Submicrometre grained metals produced by sever plastic deformation have dislocation densities in the order of 1012–1014 m− 2 for face centred cubic and body centred cubic crystal structures with high to medium stacking fault energy,5–8 which are much lower than those (1014–1015 m− 2) in deformed coarse grained (D>1 μm) metals.8,9 These dislocations are present in the form of individual dislocations or loose dislocation tangles.2,6,10,11 The low dislocation density and the high volume fraction of grain boundaries in submicrometre grained metals may cause some unexpected annealing behaviours or effects, such as annealing induced hardening in Al, Fe, Ti and Ni.2,6,7,12–14 This abnormal hardening by annealing was suggested to be caused by a new strengthening mechanism, i.e. dislocation source limited strengthening.2,6,12 The basic idea is that, dislocation sources in the grain interiors are not rich enough when the grain sizes are reduced to the submicrometre range, and the “easier” dislocation sources have been depleted by a moderate annealing and the residual “harder” dislocation sources make submicrometre grained metals more resistant to yielding. One might expect that the hardening kinetics can be manipulated if the rate of decrease in dislocation density can be changed somehow, e.g. by different annealing treatments.
It has been reported that rapid hardening was observed in submicrometre grained commercial pure Al (99.7) by a short period of electric pulse annealing. 15 This enhanced hardening effect was attributed to the accelerated kinetics of dislocation recovery and nearly unchanged grain sizes. It is also reported that kinetics of dislocation can be improved by application of electric pulses by enhancing the dislocation mobility and/or inducing extra driving forces (called “electron wind” force), during plastic deformation or annealing, 16 although the exact mechanism is still open to debate.17–20
If this is the case, it is desirable to know if the rapid hardening effect could be observed in other submicrometre grained metals where the source hardening mechanism is also supposed to occur. In the present study, we focused on the annealing induced hardening and the effects of electric pulses on the hardening behaviour in submicrometre grained Cu, which has the same crystal structure but lower stacking fault energy compared to Al.
Experimental
As cast commercial pure (97.53) and electrolytic ultrapure (99.9995) Cu plates were used as starting materials. The chemical composition of commercial pure Cu is shown in Table 1.
Chemical composition of commercial pure Cu studied

Heavy cold rolling was applied to prepare submicrometre grained microstructures. A 15 mm thick commercial pure Cu plate and a 3.6 mm thick ultrapure Cu plate were rolled to 1.5 mm (90 thickness reduction) and 0.18 mm (95 thickness reduction) respectively. After heavy cold rolling, the microstructures of commercial pure and ultrapure Cu plates are supposed to be nearly “saturated”, therefore nearly independent of the initial microstructures.
To obtain the highest annealing hardening effect, the air furnace and electric pulse annealing were conducted at wide ranges of temperature. The rolled commercial pure Cu specimens were isothermally annealed in air furnace for 30 min at temperatures ranging from 50 to 350°C, with intervals of 25°C, and also heat treated by electric pulses for 2 min with the highest temperatures approaching but not exceeding those selected for air furnace annealing. In the same way, the rolled ultrapure Cu was annealed either in air furnace or by electric pulses in a lower temperature range 50 to 175°C, since the recrystallisation temperature of ultrapure Cu is lower than that of commercial pure Cu. In addition, the rolled ultrapure Cu specimens were also treated by electric pulses in a cryogenic alcohol bath (T = − 40°C) for 5, 30, 60 and 120 s, with the highest temperature in the specimen approaching − 38, − 33, − 20 and − 20°C respectively. The schematic of electric pulse annealing is shown in Fig. 1. The electric pulses pass through the dog bone shaped specimens, and the temperature rise due to Joule heating was monitored by a K type thermocouple attached to the surface of the specimens.
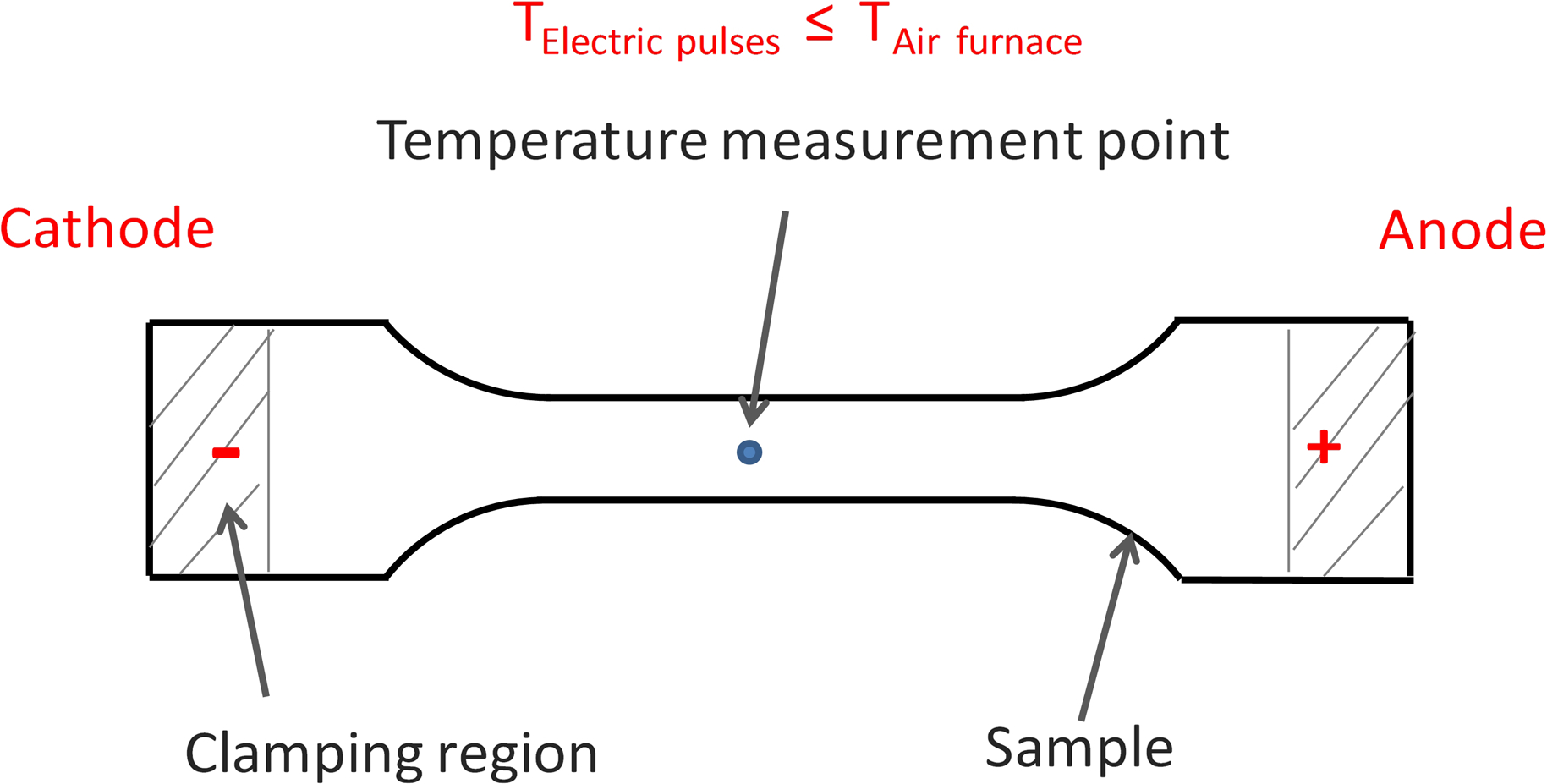
Schematic of electric pulse annealing
The mechanical properties of these samples were characterised by microhardness or tensile tests. The Vickers microhardness was measured at a loading of 200 g for 10 s on a Buehler Micromet Hardness Tester. To minimise the error, at least 20 indentations were obtained for each sample. The tensile tests were performed at a strain rate of 4 × 10− 4 s− 1 on a Zwick/Roel testing machine, with at least three tensile samples in each group.
Microstructural morphologies and parameters, including average grain sizes, interior dislocation densities and distributions of grain boundary misorientation, were obtained from transmission electron microscopy (TEM) performed with a JEM-2100 microscope operating at 200 kV. The observed sections of commercial pure Cu were the cross-section (rolling normal plane) in the central part of the rolled sheets and that of ultrapure Cu were the plane view (rolling transverse plane) due to the limited thickness (0.18 mm) of rolled sheets. Average grain sizes were calculated from 250 to 320 grains by the line interception method. Interior dislocation densities were calculated by the grid line method and at least 30 grains or subgrains in more than two zones were measured for each sample. Visualisation of interior dislocations was obtained using a multiple beam condition (e.g. B// < 001> or < 011>), at which almost all interior dislocations are visible. The thickness, which was used in calculation of the dislocation densities in the observed zones, was measured by convergent beam electron diffraction. Misorientations of grain boundaries were measured by a manual analysis of Kikuchi diffraction patterns.
Experimental results
Annealing induced changes in mechanical properties
Both strengthening and softening were observed after annealing in air furnace or by electric pulses in commercial pure and ultrapure Cu, depending on the annealing temperature. Softening was observed at elevated temperatures when annealed in air furnace, e.g. 350°C for commercial pure Cu and 100°C for ultrapure Cu, but interestingly, it was observed at room temperatures if ultrapure Cu was treated by electric pulses. In comparison, strengthening/hardening was observed at much lower temperatures, e.g. − 20°C for ultrapure Cu treated by electric pulses.
Annealing induced hardening in commercial pure Cu
The highest annealing induced hardening in commercial pure Cu was observed at 175°C either by air furnace annealing for 30 min or electric pulse annealing for 2 min as seen from the hardness measurements (Fig. 2a and b). The tensile results in Fig. 2c for commercial pure Cu treated at 175°C also confirm the strength increment, 3.0 and 1.0 after air furnace and electric pulse annealing respectively.
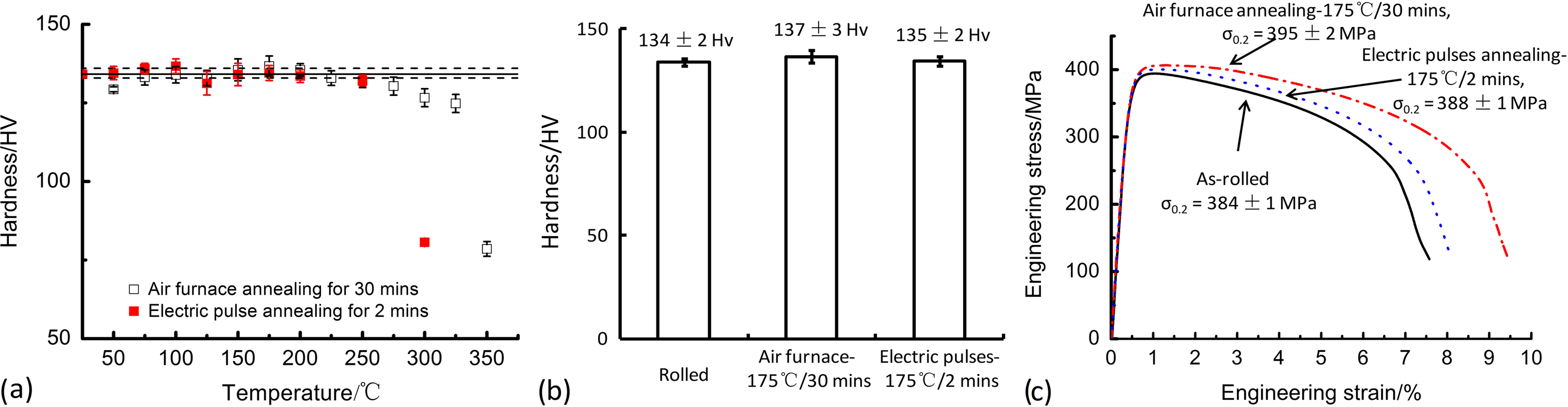
Annealing induced changes in mechanical property in commercial pure Cu. a microhardness changes by air furnace or electric pulse annealing in temperature range 50 to 350°C. Solid line stands for mean value, and upper and lower dash lines stand for measured maximum and minimum value of as rolled Cu respectively. Hardening induced by annealing in air furnace or by electric pulses at 175°C as seen from b hardness measurements and c tensile experiments
Annealing induced hardening in ultrapure Cu
In ultrapure Cu, the highest annealing induced hardening by 30 min air furnace annealing was observed at 80°C, but at − 20°C for 2 min electric pulse annealing. As shown in Fig. 3a, the microhardness of ultrapure Cu increased by 5.1 after air furnace annealing at 80°C, but decreased significantly after electric pulse annealing at the same temperature (decreased by 50) or even 50°C (decreased by 9.3). However, the annealing hardening by electric pulses occurred below the room temperature. As shown in Fig. 3b, the strength increased with the annealing time by electric pulse annealing in the cryogenic alcohol bath (T = − 40°C) and the highest hardening effect occurred (increased by 7.2) when the temperature in the specimen approaching − 20°C. Figure 3c shows the summary of highest annealing induced hardening by air furnace or electric pulse annealing in ultrapure Cu. It indicates that the annealing induced hardening in ultrapure Cu is more pronounced than that in commercial pure Cu.
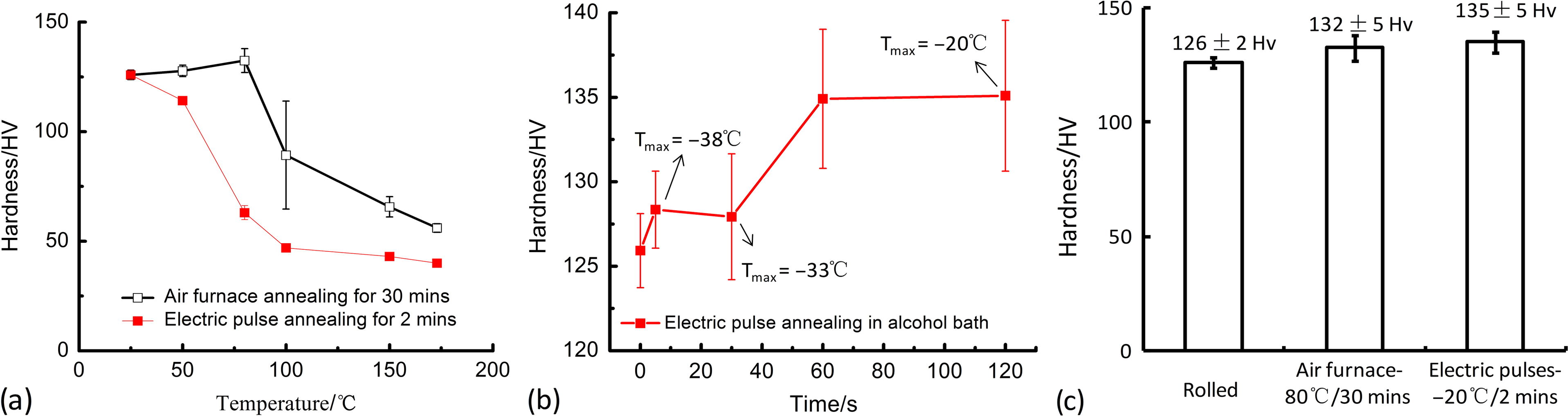
Annealing induced changes in mechanical property in ultrapure Cu. a microhardness changes after annealing above room temperature in air furnace or by electric pulses. b electric pulses induced microhardness increment below room temperature. c summary of highest annealing induced hardening induced by air furnace or electric pulse annealing
Annealing induced microstructural changes
Microstructural morphologies and parameters of as rolled commercial pure and ultrapure Cu samples and those revealing hardening after annealing are shown in the Fig. 4 and Table 2 respectively. Before annealing, the heavily rolled commercial pure and ultrapure Cu share some similarities: (i) grain sizes are in the range of submicrometre (0.1 μm < D < 1 μm); (ii) low angle grain boundaries, whose misorientation angle is < 15°, are dominating (>90); (iii) no deformation twins exist. However, the interior dislocation densities of rolled commercial pure Cu are much higher than that of ultrapure Cu because the impurities retard the dynamic recovery during the rolling. After a moderate annealing in air furnace or by electric pulses, ultrapure Cu underwent larger changes in microstructure than commercial pure Cu.
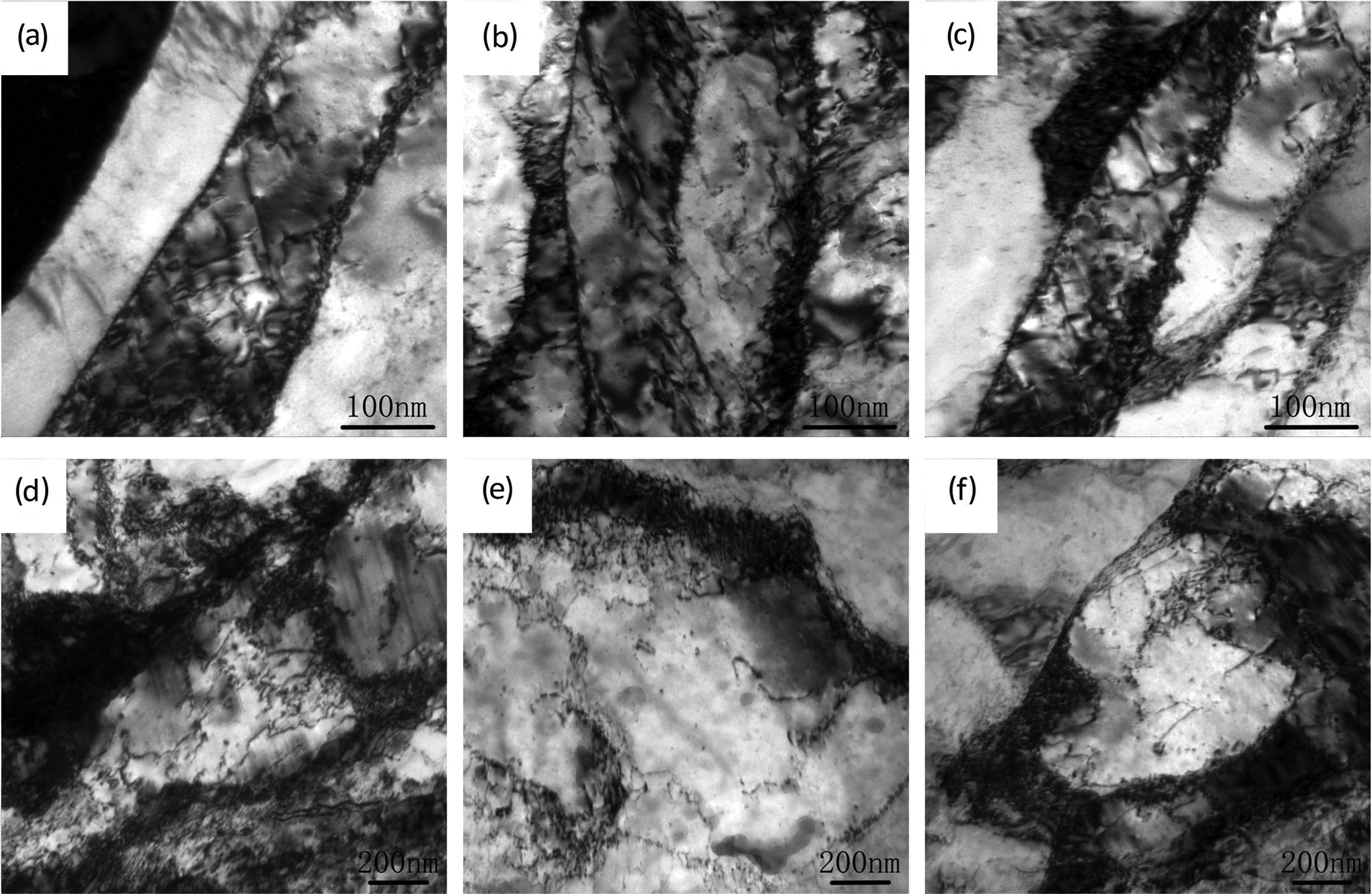
Microstructures (TEM) of commercial pure (cross-section view) and ultrapure (plane view) Cu before and after annealing in air furnace or by electric pulses. a Commercial pure rolled, b commercial pure air furnace – 175°C/30 min, c commercial pure electric pulses – 175°C/2 min; d ultrapure rolled, e ultrapure air furnace – 80°C/30 min, f ultrapure electric pulses – ( − 20°C)/2 min
Strength and microstructural parameters for the as rolled and annealing hardened samples*
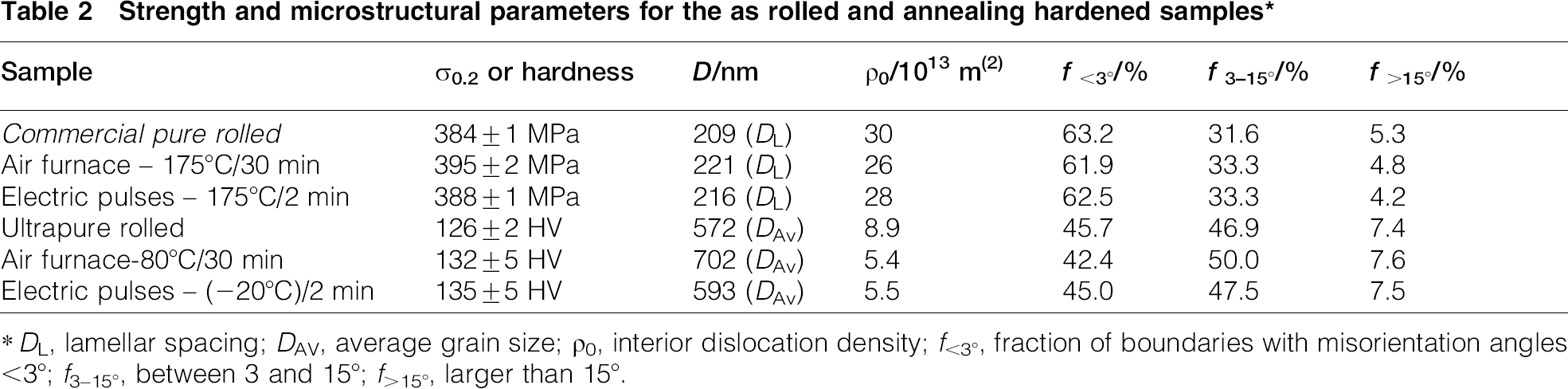
DL, lamellar spacing; DAV, average grain size; ρ0, interior dislocation density; f< 3°, fraction of boundaries with misorientation angles < 3°; f3–15°, between 3 and 15°; f>15°, larger than 15°.
Microstructural changes of commercial pure Cu
Only slight microstructural changes were obtained in commercial pure Cu after annealing at 175°C in air furnace for 30 min or by electric pulses for 2 min. As shown in Fig. 4, the submicrometre grained lamellar structures almost remained unchanged, and no annealing twins were generated after either air furnace or electric pulse annealing. The detailed microstructural parameters (Table 2) show that the lamellar spacing increased by 5.7, and the dislocation density decreased by 13.3 after air furnace annealing, and the microstructural changes induced by electric pulse annealing were less than that by air furnace annealing: the lamellar spacing increased by 3.5 and dislocation density decreased by 6.7. However, the distributions of grain boundary misorientation remained almost unchanged after annealing by either electric pulses or in air furnace.
Microstructural changes of ultrapure Cu
Compared to commercial pure Cu, more pronounced microstructural changes were induced in ultrapure Cu. Although no recrystallised grains or annealing twins were observed, the grain sizes and dislocation densities changed significantly after air furnace annealing at 80°C for 30 min. The average grain size increased by 22.3, and the interior dislocation density decreased by 39.3. After 2 min of electric pulse annealing at − 20°C, the dislocation density was reduced to the same level (38.2) with negligible grain growth (3.6) compared to that by air furnace annealing. It is interesting to note that the distributions of grain boundary misorientation remained almost unchanged with such large changes in dislocation densities and grain sizes.
Discussion
Mechanisms of annealing induced hardening
Annealing induced hardening in heavy cold rolled ultrapure and commercial pure Cu is featured by the microstructural changes that dislocation density is reduced significantly but without excessive grain (or subgrain) growth. Based on similar features in submicrometre grained Al, Huang et al. proposed a dislocation source hardening mechanism for such abnormal hardening by annealing.2,6,7,12
Current experimental results of ultrapure and commercial pure Cu favour the explanation by the dislocation source hardening rather than aging hardening. As shown in Table 2, the ultrapure Cu shows higher annealing hardening effect (5.1) than that of commercial pure Cu (3.0) induced by air furnace annealing. Moreover, at higher annealing temperatures (e.g T>300°C), softening rather than hardening occurred in commercial pure Cu. These experimental facts indicate that aging hardening cannot be the controlling factor for the annealing induced hardening, but suggest that the impurities in commercial pure Cu reduce the annealing hardening effect. Statistics of the microstructural features show that the reduced hardening effect of commercial pure Cu results from the reduced dislocation recovery, in the context of the dislocation source hardening.
Annealing hardening induced by electric pulses
In the case of ultrapure Cu, an enhanced hardening was induced by electric pulses, and this enhanced hardening can be attributed to the accelerated dislocation recovery. As shown in Table 2, a much shorter time of electric pulse annealing reduced the dislocation density of ultrapure Cu to the same level as that of air furnace annealing and the grain sizes almost remained unchanged. As a result, the enhanced rate of dislocation density decrease during electric pulse annealing causes the enhanced hardening rate in ultrapure Cu, where dislocation source limited strengthening mechanism is supposed to work.
Acceleration of dislocation density reduction by electric pulses is directly linked to the increased mobility of dislocations and the additional driving force (“electron wind” force) induced by electric pulses. 16 These effects could be so dramatic that it is still quite effective for ultrapure Cu in the cryogenic temperatures. Further, it is worth noting that the acceleration of dislocation recovery kinetics induced by electric pulse annealing is not directly related to the annealing parameters. This can be seen from a comparison of annealing parameters (temperature and heating rate) between air furnace and electric pulse annealing. For instance, the temperature for the electric pulse annealing was measured to be in the range of − 40 to − 20°C, with the average temperature much lower than 80°C for air furnace annealing. Moreover, due to the extremely low resistivity of Cu and low temperature ( − 40°C) of alcohol bath, the heating rate for electric pulse annealing cannot be very high and was measured to be 0.7°C s− 1. For air furnace annealing, because of the small thickness of the tensile specimen (0.18 mm), it takes < 2 min for the temperature of the specimen to reach the preset annealing temperature of 80°C after the sample is put into the furnace. This corresponds to an average heating rate of ∼1°C s− 1, which is similar to the heating rate estimated for electric pulse annealing. Thus, the heating related annealing parameters of electric pulses might not lead to the accelerated dislocation recovery.
However, the enhanced hardening effect was not observed in commercial pure Cu, and the dislocation recovery was not accelerated by electric pulse annealing. This suggests that the high content impurity (2.5) in commercial pure Cu may hinder the dislocation recovery due to the pinning effects.
Tailoring microstructures by electric pulses treatment
As a novel heat treatment, electric pulses have been used to stimulate more satisfactory changes in microstructures compared to those by conventional air furnace annealing. By using short but intense electric pulses, more homogeneous and finer recrystallised grains and/or precipitates could be obtained through recrystallisation and/or phase transformation, since the nucleation rate (number of nucleis per volume and period of time) was enhanced and the grain growth was limited in a short period of time.21–24 Nanophases have been reported to be generated directly from the conventional coarse grained materials by applying ultra short ( < 200 μs) and high (up to ∼104 A mm− 2) electric pulses.25,26 The rapid heating (and accompanying thermal stress) reduced thermodynamic energy barrier for phase transformation, and high rate electron impacting effects were considered to be responsible for the formation of nanophases. When the current density was decreased to the order of 0.1 A mm− 2, the electric pulses still had an acceleration effect on dislocation activities and led to an increased stress relaxation rate for Cu near 0.5 Tm. 27
In the present study, electric pulses of moderate densities (50 A mm− 2) stimulated changes in dislocation structures without excessive grain growth and changes of grain boundary misorientations, which are quite different from that by air furnace annealing. At proper temperatures, the moderate electric pulses in a short period of time can reduce the interior dislocation density rapidly to the same level as that by air furnace annealing but keep the grain sizes almost unchanged. This suggests a novel annealing process for tailoring microstructures in a wider spectrum of combinations of dislocation densities and grain sizes, thereby tuning mechanical properties to a wider extent. It has been already proved that this strategy works for commercial pure Al (99.7) 15 and ultrapure Cu (99.9995) in their heavily rolled state with submicrometre sized grains, and it is supposed to work also for other materials of similar microstructures, which is the subject of continuing investigations.
Conclusions
1. Annealing induced hardening was observed in submicrometre grained ultrapure and commercial pure Cu either by air furnace or electric pulse annealing. This abnormal hardening can be mainly attributed to the dislocation source hardening rather than aging hardening, since the ultrapure Cu showed higher hardening effect than commercial pure Cu.
2. A much short time of electric pulse annealing can enhance the annealing hardening effect in submicrometre grained ultrapure Cu due to the accelerated dislocation recovery and negligible grain growth. However, no enhancement of annealing induced hardening was observed in submicrometre grained commercial pure Cu, which probably related to the limited dislocation recovery due to the pinning effects of impurities.
3. Electric pulse treatment can induce rapid and significant reduction in dislocation density but negligible grain growth. This “separate effect” on dislocation density and grain size by moderate electric pulses provides opportunity for wider spectrum of microstructures, thereby wider space for tuning of material properties.
Acknowledgements
The research was supported by the National Science Foundation of China under project nos. 51471107 and 50971090 and by the State Key Development Program for Basic Research of China (973 Programs) (grant no. 2012CB619600). The authors thank X. Huang for helpful discussions.