
Abstract
The Al5Cr32Fe35Ni22Ti6 high entropy alloy was designed, and its microstructure, mechanical properties, corrosion resistance and aging behaviour were investigated. The as cast and as homogenised alloys were composed of three phases: body centred cubic, face centred cubic and Ni2AlTi Heusler phases. Aging at 700–900°C triggers the formation of various phases including sigma-CrFe, eta-Ni3Ti and Ni2AlTi Heusler phase and leads to significant age hardening and a maximum hardness of 900 HV. Additionally, the corrosion resistance of the Al5Cr32Fe35Ni22Ti6 alloy is found better than that of 316L stainless steel in 0.5M H2SO4 solution.
Introduction
A novel strategy to design metallic materials with superior properties has been proposed a decade ago.1–3 This so called high entropy alloys (HEAs) is defined as alloys having five or more principal elements, each of which having concentrations between 5 and 35 at-. It has been reported that HEAs can have high strength/hardness,4–7 exceptional damage tolerance (at cryogenic temperatures), 8 outstanding wear resistance, 9 exceptional high temperature strength/hardness,4,10,11 very good structural and chemical stabilities at high temperatures,12,13 and good corrosion resistance.14,15
Most of the reported HEAs are equimolar or near equimolar; this leads to a higher mixing entropy and thus enhance the formation of solid solutions. However, HEAs with compositions close to ternary alloys have not been studied. It would be interesting to see if these alloys will still form simple solid solution phases and have promising properties. Therefore, an Al5Cr32Fe35Ni22Ti6 ternary-like HEA based on Cr–Fe–Ni ternary system was designed. The contents of Fe and Cr were close to the upper limit, whereas those of Al and Ti were near the lower limit of the definition of HEA. A rich content of Cr was intended to enhance the corrosion resistance of the alloy, which is similar to the concept of stainless steel. The minor additions of Al and Ti were intended to increase the overall strength because these elements are expected to trigger age hardening. This is because of the large negative binary mixing enthalpies between Al, Ti and other elements (e.g. − 30, − 35 and − 22 kJ mol− 1 for Ti–Al, Ti–Ni and Al–Ni respectively). 16 Here, we study the microstructure, hardness and corrosion resistances of as cast and as homogenised Al5Cr32Fe35Ni22Ti6 alloys. The aging behaviours of the homogenised alloy at 700, 800 and 900°C were also investigated. The selection of homogenisation and aging temperatures was based on our experience. For HEAs composed of elements with melting points lower than that of Cr, 1100°C is usually sufficient for homogenisation. For aging, 600°C and lower temperatures usually take a very long time to reach full hardening. Therefore, 700–900°C is our main focus.
Materials and methods
The Al5Cr32Fe35Ni22Ti6 alloys were prepared by vacuum arc melting. Raw elemental materials with purities higher than 99.9 were melted in an Ar atmosphere for at least five times to ensure that all the elements were mixed well in their liquid state. The solidified slabs had dimensions of 10 × 25 × 45 mm. The slabs were homogenised at 1100°C for 6 h and subsequently water quenched. Some of the specimens were then aged at 700, 800 and 900°C for 1, 2, 5, 10, 20, 50, 100 and 200 h in air, and subsequently quenched in water.
Crystal structures were identified using an X-ray diffractometer (XRD; RIGAKU ME510-FM2, with Cu target radiation at 30 kV and 20 mA). The scan speed was 4° min− 1. Microstructure and composition are revealed with a scanning electron microscope (SEM, JEOL-5410) with energy dispersive X-ray spectroscopy (Oxford Instruments) capability. Hardness was measured with a Vickers hardness tester (Matsuzawa SEIKI MV-1) using a load of 30 kg and a duration time of 15 s. At least five hardness measurements were performed on each specimen. Palmqvist fracture toughness values were calculated using the formula: K1c = AHVPΣl, 17 where HV is the Vickers hardness (N mm− 2), P is the load (N), Σl is the sum of crack lengths (mm) at the corners of the Vickers indentations, and A is 0.0028. 17 For details of the measurement of Σl, the reader is referred to Ref. 18. A three-electrode cell with 0.5M H2SO4 solution was connected with a potentiostat (CHI Instrument 600A) and used to evaluate the corrosion performance via anodic polarisation curves. The working electrodes include the Al5Cr32Fe35Ni22Ti6 alloys and 316L stainless steel (SS). The reference and counter electrodes were a commercial Ag/AgCl electrode saturated in 3M KCl electrolyte [V(SHE) = 0.205 V] 19 and a Pt sheet respectively. The potential was controlled, and current was measured by the linear polarisation technique starting at − 0.6 V with a scanning speed at 1 mV s− 1 towards more positive potentials up to 1.4 V versus the open circuit potential.
Results and discussion
Characteristics of as cast and as homogenised alloys
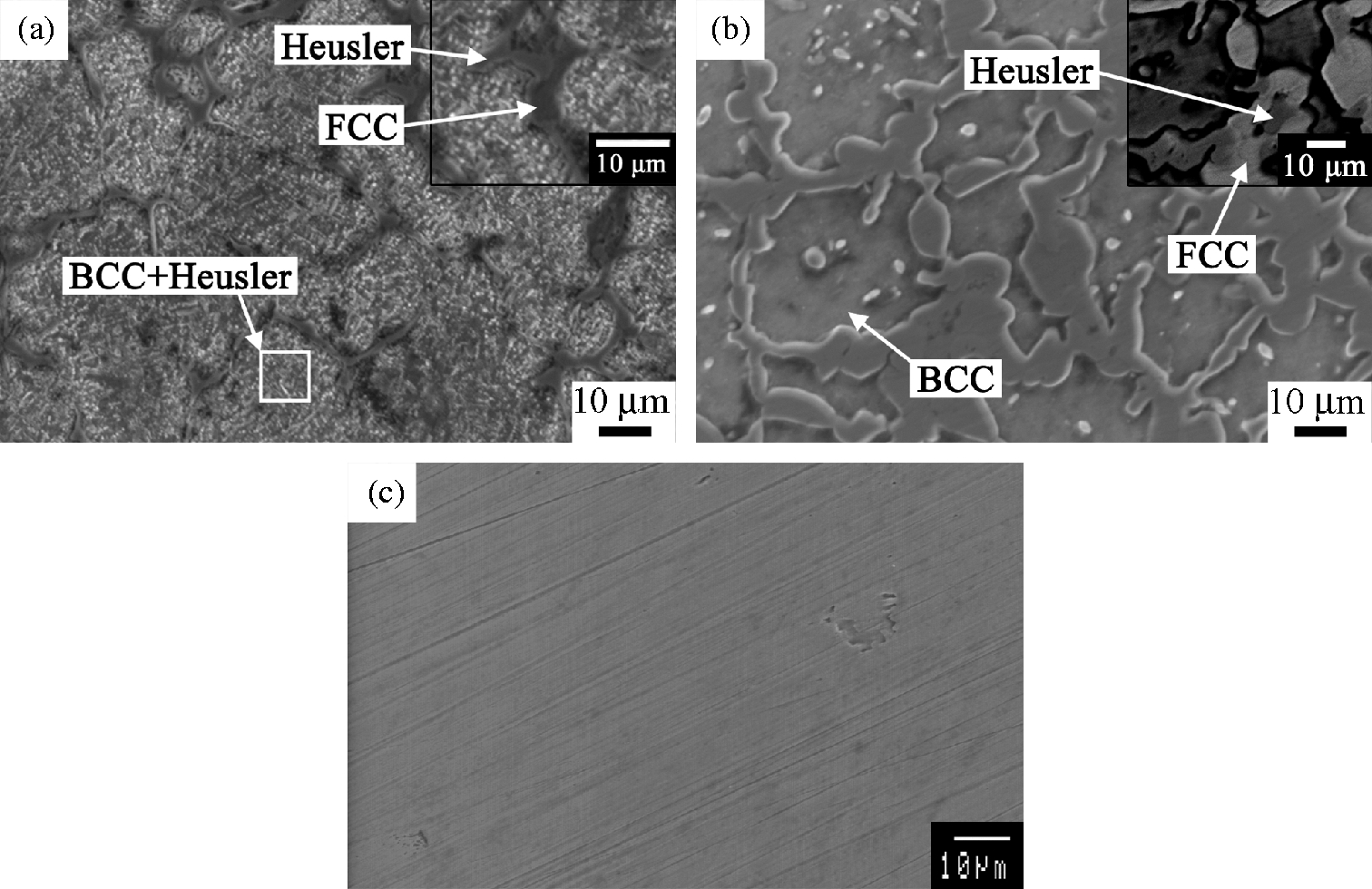
Figure 1 shows the XRD patterns of the as cast and as homogenised alloys. Both alloys have a major bcc phase, a minor fcc phase and a minor Ni2AlTi Heusler phase (L21 ordered fcc structure). Figure 2 shows the backscattered electron images of the as cast and the as homogenised Al5Cr32Fe35Ni22Ti6 alloys. The alloys have typical cast dendrite–interdendrite (ID) structure. The as homogenised alloy has a simpler microstructure and is discussed first. The original ID in the as homogenised alloy contains two phases with very different contrast. Energy dispersive X-ray spectroscopy results (Table 1) show that the dark phase in the original ID region has a composition close to Ni2AlTi, a well-documented Heusler phase, 20 although small amounts of Cr and Fe are incorporated. The bright phase in the original ID is rich in Fe and Ni. Additionally, the original dendrite is rich in Cr and Fe. As Cr is a bcc promoter while Ni is an fcc promoter, 21 the original dendrite should be the major bcc phase, whereas the bright phase in the original ID should be the minor fcc phase. The volume ratio of these two phases also concurs with the ratio of their relative cumulative peak intensity in the XRD patterns. The microstructure of the as cast alloy is similar to, but more complex than that of the as homogenised alloy. In the ID, the Heusler phase regions are finer and dispersed in fcc phase. The dendrite region contains fine precipitates in the bcc matrix (inset of Fig. 1a). Energy dispersive X-ray spectroscopy analysis (Table 1) confirms that these precipitates are Ni–Al–Ti rich Heusler phase.
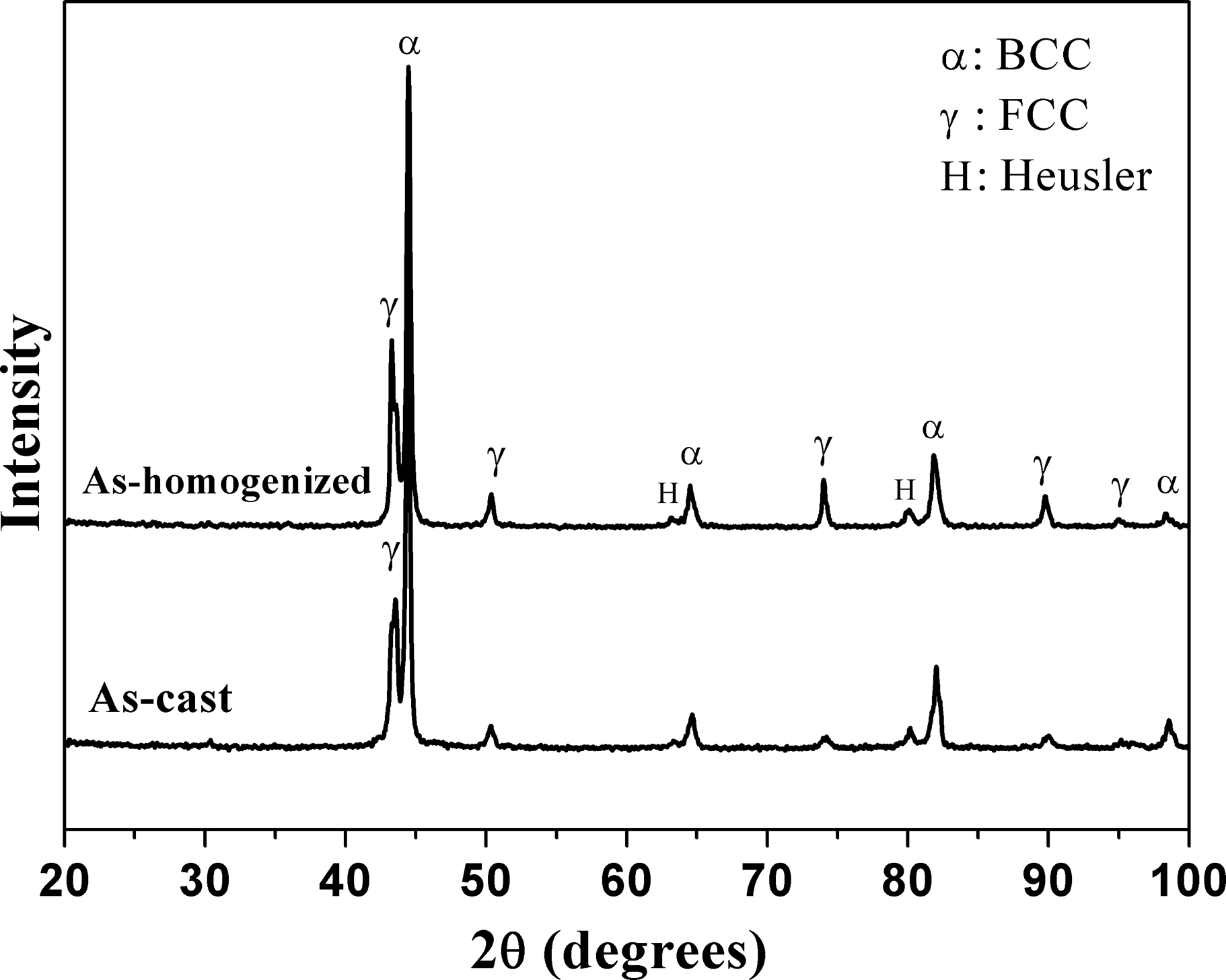
X-ray diffraction patterns of as cast and as homogenised Al5Cr32Fe35Ni22Ti6 alloys
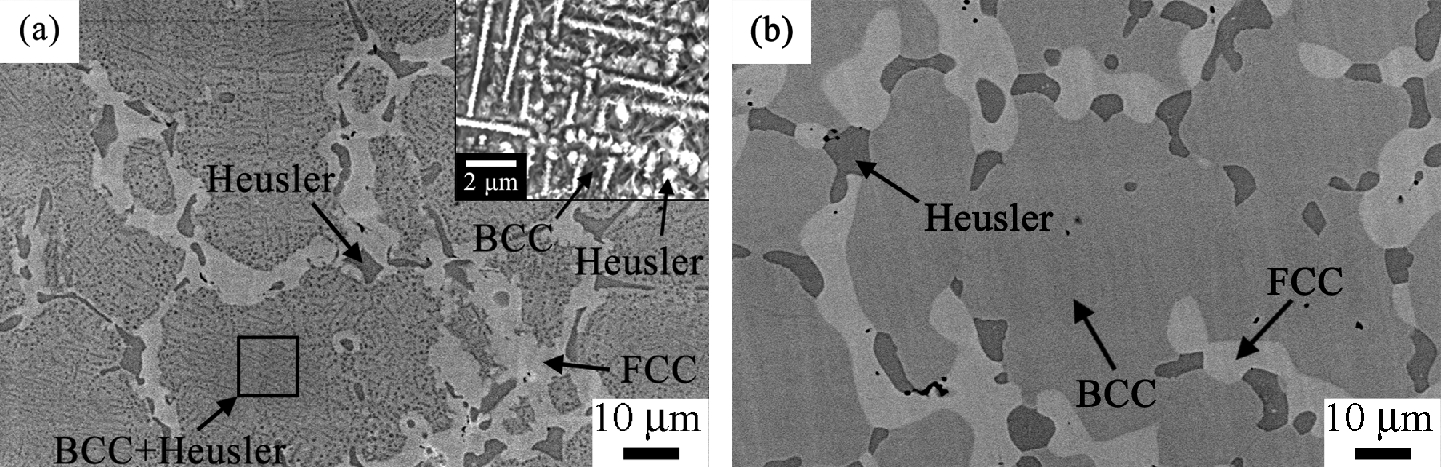
Scanning electron microscopy backscattered electron image (BEI) showing microstructure of Al5Cr32Fe35Ni22Ti6 alloy: a as cast and b as homogenised (inset of a shows SEI of as cast alloy etched with H2SO4)
Composition of phases in as cast and as homogenised alloys at-
The hardness of the as cast alloy is 537 HV and that of the as homogenised alloy is 481 HV. The high hardness apparently comes from the hard bcc and Heusler phases. The existence of some ductile fcc phase is helpful for maintaining a suitable toughness. The slightly lower hardness of the as homogenised alloy should be a result of the disappearance of Heusler particles in the dendrites. The fact that the Al5Cr32Fe35Ni22Ti6 alloy contains Heusler phase (Ni2AlTi) even in its as homogenised state is interesting. This is different from that of most HEAs based on Al, Co, Cr, Cu, Fe, Ni and Ti elements, which are composed of solid solution phases at high temperatures. The residual Ni2AlTi at 1100°C is a result of its lower free energy. Indeed, the enthalpy of formation of Ni2AlTi is − 56 kJ mol− 1 of atoms. 22 This value is large enough to compete with the effect of mixing entropy even at 1100°C.
Age hardening and fracture toughness
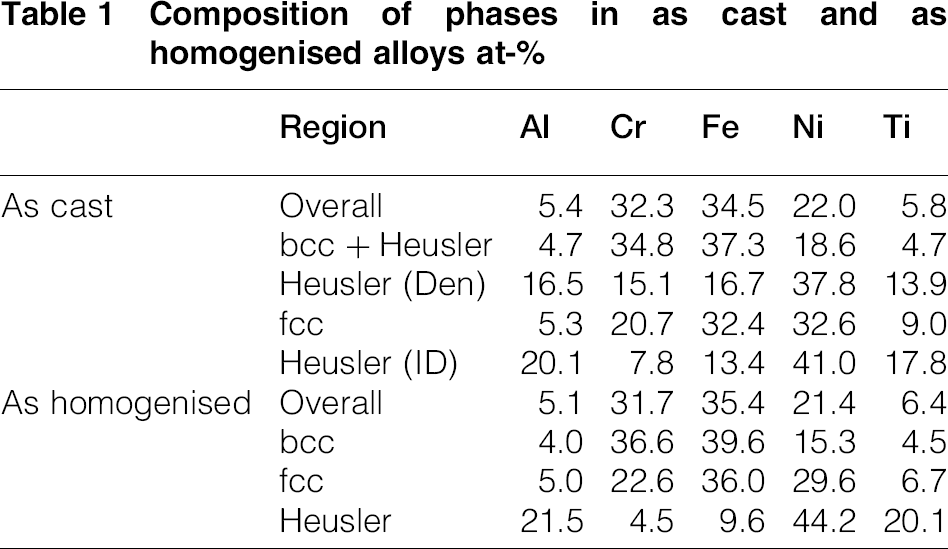
Figure 3 shows the age hardening curves and the KIC values of alloys aged at different temperatures. The maximum hardness values of alloys aged at 700, 800 and 900°C are 950, 900 and 739 HV respectively. This means that the maximum hardness decreases with the increase in aging temperature. This indicates the volume fraction of precipitate phases gradually decreases with increasing aging temperature at above 700°C, which will be verified in the next section. On the other hand, the hardening rate increases with the increase in aging temperature. For alloys aged at 700, 800 and 900°C, it takes 10, 2 and 1 h to reach 90 of their respective maximum hardness. As can be expected, the fracture toughness decreases with increasing hardness. KIC becomes measurable (i.e. cracks can be seen) typically when the hardness reaches 700 HV and continues to decrease with the increase in hardness (see curves for 700 and 800°C). This suggests that prolonged aging at 700–900°C should be avoided if toughness is a concern. However, short time aging can lead to good combination of strength and toughness. For example, aging at 800°C for 2 h leads to a high hardness of 803 HV and a good KIC of 19 MN m− 3/2.On the other hand, aging at 900°C for 2 h leads to a hardness of 734 HV and a KIC of only 11.6 MN m− 3/2. Therefore, careful selection of the heat treatment conditions is critical.
Age hardening curves and corresponding KIC values of Al5Cr32Fe35Ni22Ti6 alloys aged at different temperatures
Characteristics of aged alloys
Figure 4 compares the XRD patterns of alloys aged at 700, 800 and 900°C for 100 h. Alloys aged at different temperatures have very similar XRD patterns. The main change due to aging is the replacement of bcc peaks by σ-CrFe peaks (tetragonal structure, space group: P42/mnm). Additionally, weak peaks corresponding to η-Ni3Ti phase (D024 structure) also appear. Figure 5 shows the microstructure of the aged alloys. Compositions of the phases in aged Al5Cr32Fe35Ni22Ti6 alloys are listed in Table 2. Alloys aged at 700, 800 and 900°C have similar microstructures. In the dendrite region, the Heusler particles dissolved during homogenisation precipitate again during aging (circular or elliptical particles with dark contrast). The size of the Heusler particles in the dendrite increases with aging temperature. Owing to the precipitation of the Heusler particles, composition of the matrix in the dendrite also changed slightly (Table 2). The concentration of Cr and Fe in the matrix both becomes higher than 40, and the ratio of the two elements remains close to 1:1. Therefore, this matrix phase is the σ-CrFe phase indexed in the XRD patterns. Additionally, formation of η phase (brightest contrast) beside the Heusler phase is seen in the dendrite and ID regions (Fig. 5b, d and f ). The size of the η phase, particularly those in the ID, increases significantly with the aging temperature. Moreover, in alloys aged at 700 and 800°C, partial decomposition of the fcc phase into σ phase was observed (Fig. 5b and d ). In contrast, no decomposition of the fcc phase is seen in the alloy aged at 900°C. Based on these results, it is concluded that a total of four phases, namely, Heusler, fcc, σ and η, coexist in the aged alloys.
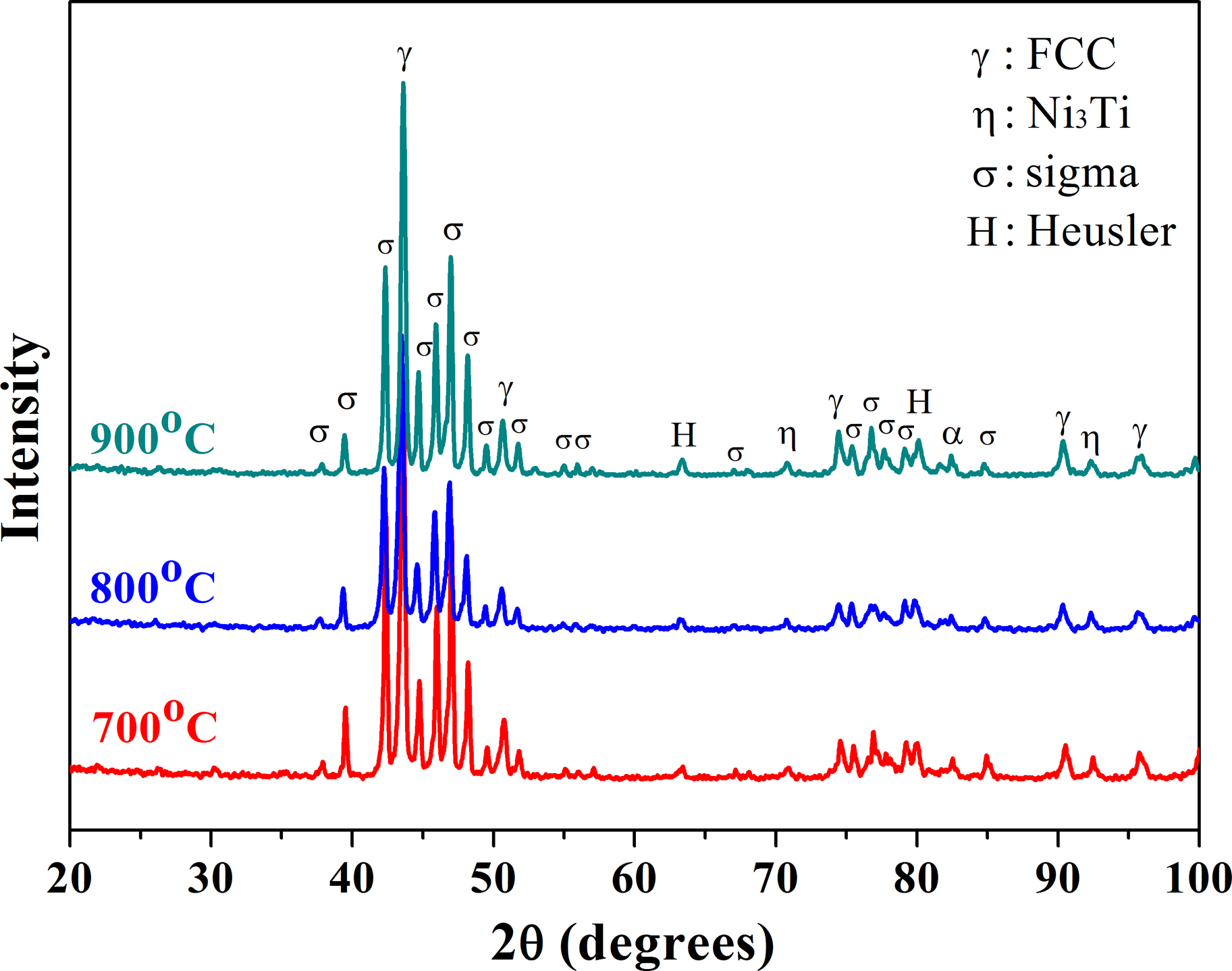
X-ray diffraction patterns of Al5Cr32Fe35Ni22Ti6 alloys aged at different temperatures
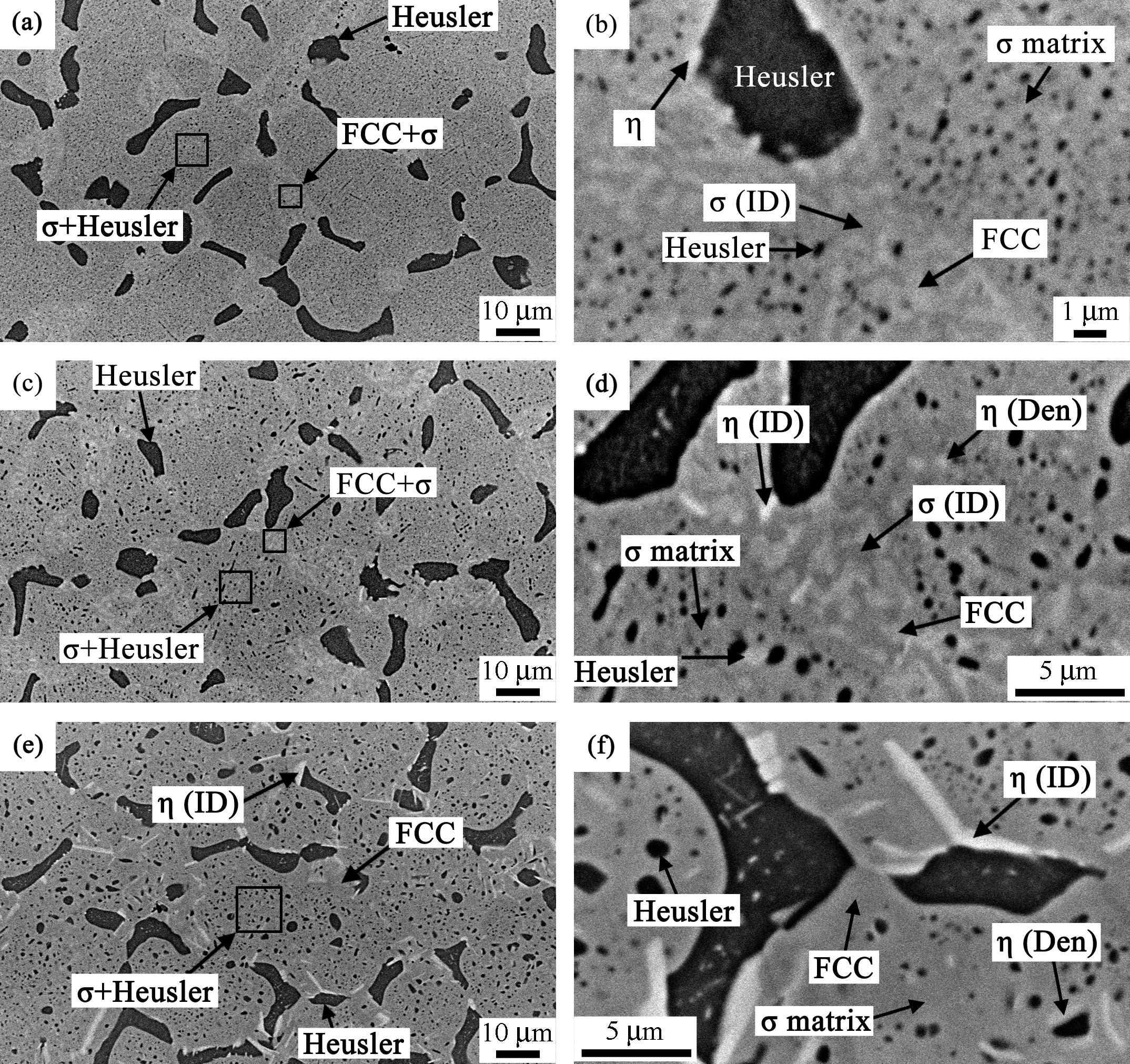
Microstructure (BEI) of aged Al5Cr32Fe35Ni22Ti6 alloys
Composition of phases in aged Al5Cr32Fe35Ni22Ti6 alloys at-
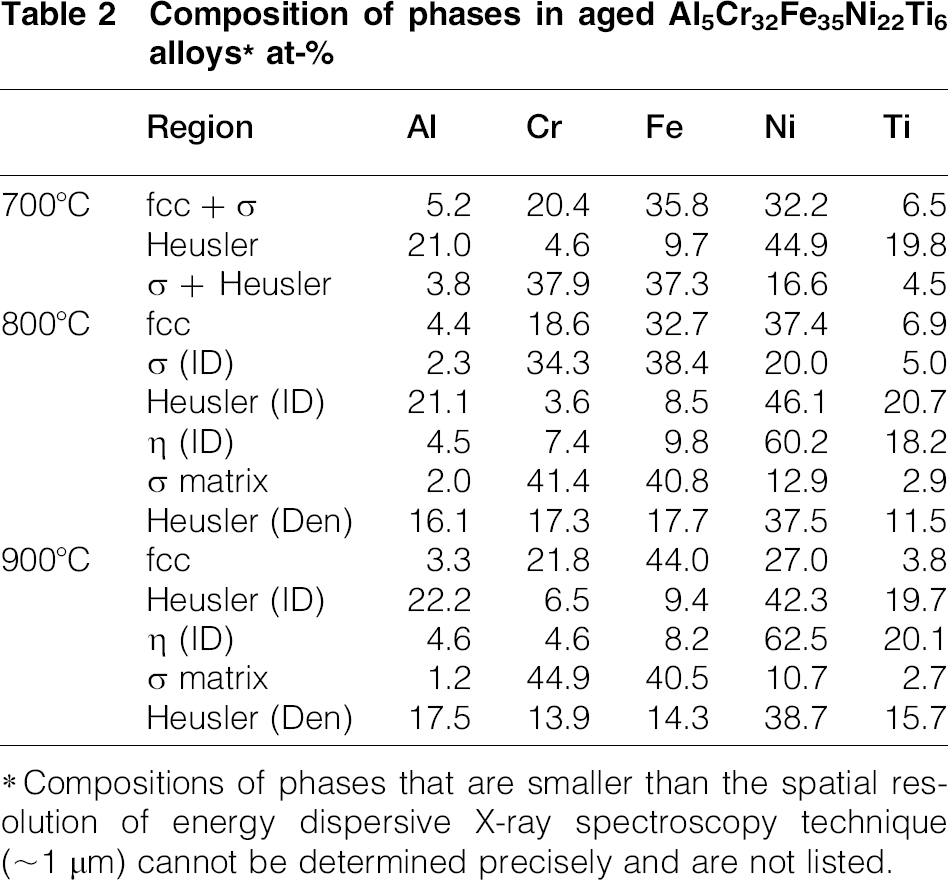
Compositions of phases that are smaller than the spatial resolution of energy dispersive X-ray spectroscopy technique (∼1 μm) cannot be determined precisely and are not listed.
The main change during aging is the transformation of bcc matrix (in the dendrite) to σ-CrFe, forming an alloy with a σ phase matrix. This is similar to the observation in Al0.3CrFe1.5MnNi0.5 HEA. 23 σ phase is a topologically close packed phase. It is hard and brittle because it lacks multiple slip systems and is not deformable. Thus, the significant age hardening and the reduced toughness in the present study is apparently related to the formation of σ phase. Another change observed after aging is the reprecipitation of the Heusler phase in the dendrite. This is owing to the reduced effect of mixing entropy at lower temperature. At the homogenisation temperature, the effect of mixing entropy is large enough to dissolve the minor Heusler phase in the bcc solid solution. At lower temperatures, however, the reduced effect of mixing entropy leads to reduced solution limit, and the precipitation of stable Heusler phase takes place. Another change during aging is the formation of η phase, which is essentially Ni3Ti but with some degree of substitution by other elements (see Table 2). The formation enthalpy of Ni3Ti is − 35 kJ mol− 1 of atoms, 16 which is apparently smaller than that of the Heusler phase. However, this value exceeds the suggested enthalpy of mixing values for the formation of solid solution phases (i.e., between − 22 and 7 kJ mol–1). 24 Therefore, the formation of η phase is not surprising. The precipitation of η phase might be advantageous as it is known to be a very effective strengthener and can significantly increase the wear resistance of HEAs. 9
Corrosion properties of as cast and as homogenised alloys
Figure 6 plots the potentiodynamic polarisation curves of 316L SS and two Al5Cr32Fe35Ni22Ti6 alloys in 0.5M H2SO4 solution. The potentiodynamic polarisation curves exhibit typical active–passive corrosion behaviour. All the tested alloys have similar range of passive region (ΔE, the difference between breakdown potential Eb and primary passivation potential Epp) and similar corrosion potential Ecorr. The measured electrochemical data of the tested alloys are listed in Table 3. The as cast and as homogenised specimens have identical corrosion current densities Icorr, which is lower than that of 316L SS. This indicates that the corrosion resistances of the Al5Cr32Fe35Ni22Ti6 alloys are higher than 316L SS before entering into passive region. Moreover, the critical current density Icri of the as homogenised alloy, the as cast alloy and 316L SS are 27.77, 44.02 and 175.81 μA cm− 2 respectively. The respective corresponding passive current densities Ipass of these alloys are 6.06, 7.45 and 16.72 μA cm− 2. All these show that the corrosion resistances of the two Al5Cr32Fe35Ni22Ti6 alloys are similar and are clearly better than that of 316L SS. Figure 7 shows the surface morphologies of the alloys after potentiodynamic polarisation test. The surfaces of the Al5Cr32Fe35Ni22Ti6 alloys are evidently corroded, while that of 316L appears not. This finding seems to be very different from one's expectation because it is already shown in Fig. 6 that the corrosion resistance of the former is better than that of the latter. However, the height variation between different phases on the corroded surface of HEAs indicates selective corrosion, not necessarily higher corrosion rate. The Al5Cr32Fe35Ni22Ti6 alloys contain three phases. The bcc phase is preferentially corroded over the fcc phase and the Heusler phase, which leads to reduced height in bcc areas. In contrast, single phased 316L is not preferentially corroded, and the surface height is uniform. Despite of this fact, the overall corrosion resistance of the Al5Cr32Fe35Ni22Ti6 alloys revealed by Table 3 is still evidently better than that of 316L SS. The outstanding corrosion resistance of the Al5Cr32Fe35Ni22Ti6 alloy is considered to be a result of its higher Cr content (31.2 at-) relative to 316L SS (∼19 at-). Previous studies show that the passive film of Cr containing alloys is mainly composed of Cr2O3, which is considered a very effective protection against corrosion. 25 It is generally accepted that Cr2O3 film reduces the Ipass and Icri and increases the size of the passive region on the pH potential diagram. 26 The higher Cr content in the HEA stabilises and thickens the Cr2O3 film and provides a better protection against corrosion.
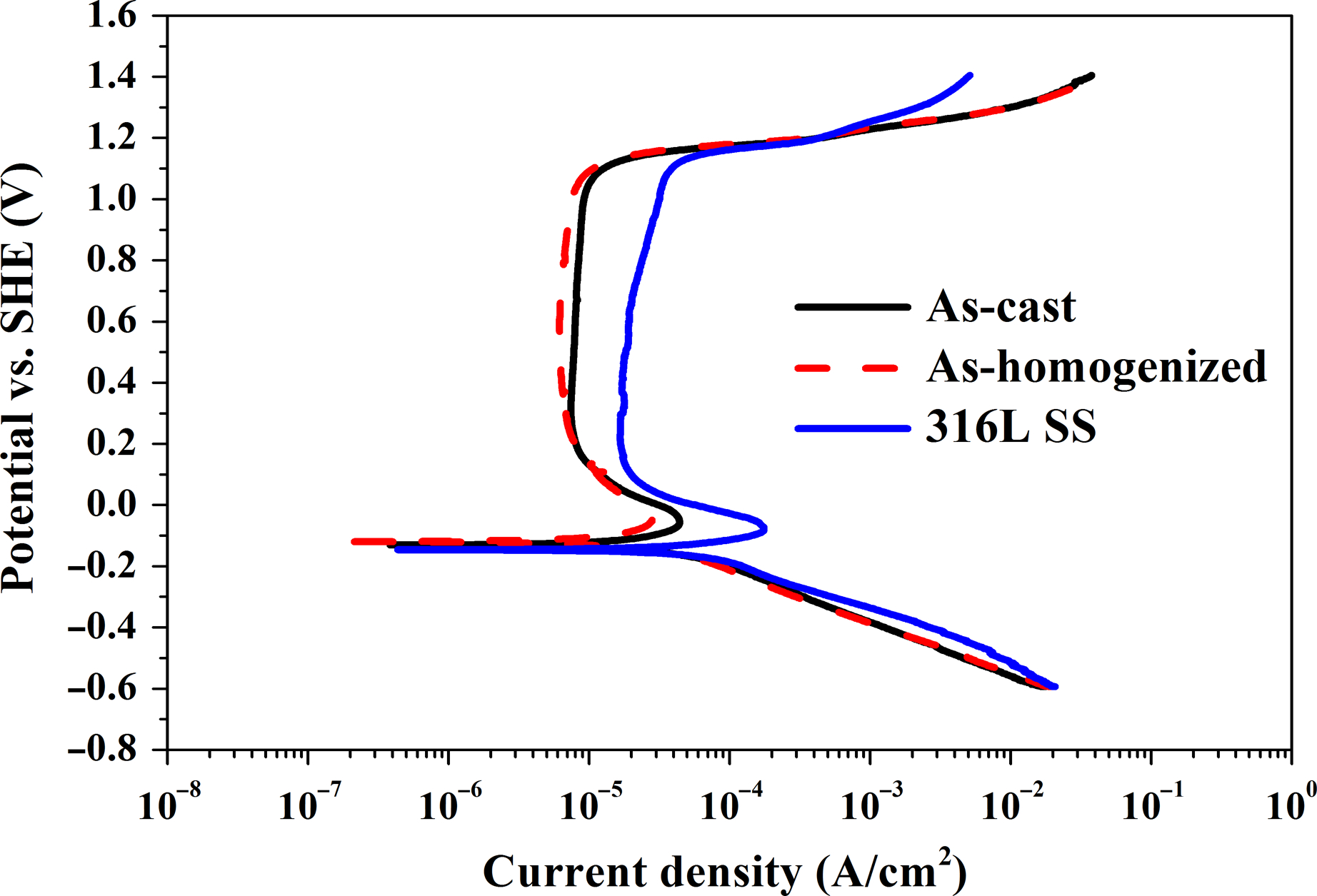
Potentiodynamic polarisation curves of Al5Cr32Fe35Ni22Ti6 alloys and 316L SS in 0.5 M H2SO4 solution at 25°C
Electrochemical data of test alloys in 0.5M H2SO4 solution

Surface morphologies of tested alloys after corrosion test (insets show BEI)
Conclusions
The as cast and as homogenised Al5Cr32Fe35Ni22Ti6 alloys both have a major body centred cubic phase, a minor face centred cubic phase and a minor Ni2AlTi Heusler phase. Precipitation of small Heusler phase particles in the body centred cubic matrix was observed in the as cast alloy, but not in the as homogenised alloy. These results show that solid solution phases still play an important role in the HEAs. The residual Heusler phase in the interdendrite region at 1100°C is due to its large enthalpy of formation.
Aging at 900°C leads to the transformation of the body centred cubic matrix to σ-CrFe phase, the reprecipitation of the Heusler particles in the dendrite and the formation of the η-Ni3Ti phase around the Heusler phase. The phenomena at 700–800°C is similar to that observed at 900°C, but the precipitates are finer. Additionally, partial decomposition of the face centred cubic phase into σ phase is observed at 700–800°C.
Owing to the formation of σ phase, aged Al5Cr32Fe35Ni22Ti6 alloys harden significantly. Alloys aged at 700 and 800°C have maximum hardnesses higher than 900 HV, while that of alloys aged at 900°C is ∼740 HV. The toughness of the alloys decreases with their hardness. A good combination of hardness and toughness can be obtained by carefully selecting the aging conditions. For example, aging at 800°C for 2 h leads to a hardness of 803 HV and a fracture toughness of 19 MN m− 3/2.
Compared with 316L SS, the corrosion resistances of the Al5Cr32Fe35Ni22Ti6 alloys are evidently higher. This is due to their higher Cr content. The corrosion in the Al5Cr32Fe35Ni22Ti6 alloys is selective; the corrosion rate of the body centred cubic phase is higher than that of the face centred cubic phase and Heusler phases.