
Abstract
High entropy alloys are a newly developed class of alloys, which tend to form a single solid solution or a mixture of solid solutions with simple crystal structures. These alloys possess excellent mechanical properties, thermal stability and corrosion resistance. In the present paper, an AlCoCrFeNiTi high entropy alloy was obtained by induction melting, and the influence of the remelting process on the mechanical and corrosion resistance characteristics of the alloy was investigated. Thus, optical and scanning electron microscopy revealed less phase segregation and a fine dendritic structure for the remelted alloy, while corrosion tests indicated that present alloy, in remelted state, has better corrosion resistance than as cast alloy and stainless steel. The Vickers microhardness measurements demonstrated an improvement of the alloy microhardness by remelting process due to the decrease in phase segregation and the increase in dendrite refinement level.
Keywords
Introduction
The conventional approach in the development and production of metal alloys, which is based on a single principal element, imposes a limitation on the alloy composition and on the microstructure–property correlation. This limitation may be surpassed by a recently developed alloy system known as high entropy alloys (HEAs). Proposed in 1995 by Yeh, 1 the new metallic materials have attracted an increasing attention in the materials research community.
HEAs are defined as multicomponent alloys that contain at least five principal elements, with the concentration of each element ranging between 5 and 35 at-. HEAs tend to form simple microstructures composed of solid solutions rather than numerous complex phases. With a proper selection of the containing elements, HEAs provide a multitude of remarkable properties such as hardness, strength, corrosion resistance and wear resistance, making these alloys suitable for a wide range of applications.1–3 Thus, composition is a critical factor in the alloy design, as it has a major influence on the alloying behaviour and characteristics of HEAs.
Previous research works have reported several HEA systems.4–9 Among these numerous HEA systems, Al–Co–Cr–Fe–Ni and its derivatives represent the most studied systems.10–14 The aluminium content was identified to have considerable effects on the structural constitutions and mechanical properties of HEAs due to the large atomic radius of Al and strong bonding between Al and transition elements.
In Al x CoCrCuFeNi,8,14 Al x FeCoNiCrMn 15 and AlCrFeCuNix 16 HEAs, a small Al content (x < 1.3) leads to the formation of a malleable face centred cubic (fcc) structure, while a higher Al contents forms a harder and brittle body centred cubic (bcc) structure. Cu is added to improve malleability but forms interdendritic segregations that lower mechanical and corrosion resistance. Mn is usually associated with Cu to decrease the segregation behaviour. Cr is a passivating alloying element that increases the resistance of HEAs to corrosion. 17
Tong et al.18,19 have investigated the Al x CoCrCuFeNi system, and they observed that the Al content had significant influence on the phase transformations and on the mechanical properties. With a minor Al addition, a single fcc phase was found. As the Al contents increased to 0.8, a mixture of fcc and bcc phases appeared. The alloy consisted of a single ordered bcc structure at Al additions higher than 2.8. As the Al contents increased from 0 to 3.0, the hardness of the alloys increased progressively from 133 to 655 HV.
Zhou et al. 20 have studied the influence of Ti addition on the mechanical properties at room temperature for AlCoCrFeNiTi x alloys. A major increase in the strength of the alloy was found, attributed to the effect of solid solution strengthening caused by the large atomic radius of Ti. The influence of Al additions on the microstructure and mechanical properties was investigated by Zhang et al. 21 in Al x CoCrFeNiTi. Subgrains and nanosized precipitates were observed for Al1.0 addition, providing good ductility, compressive strength of 2.28 GPa and elastic modulus of 147.6 GPa.
The corrosion behaviour of HEAs was investigated for several compositions. Lee et al. 22 studied the corrosion resistance of Al0.5CoCrCuFeNi in a solution of 1N H2SO4. The polarisation results revealed substantial improvements in the corrosion potential ( − 0.080 VSHE) and corrosion current density (3.19 μA cm− 2), related to those obtained for 304 stainless steel (Ecorr = − 0.151 VSHE and icorr = 33.18 μA cm− 2). The electrochemical properties of AlCoCrCu0.5FeNiSi in aqueous solutions of NaCl and H2SO4 were studied by Chen et al. 23 HEA presented results similar to 304 steel but with lower pitting corrosion resistance in Cl− environment. Good results for corrosion resistance in 3.5 wt- sodium chloride solution and 1M sulphuric acid solution were also obtained for CoCrCu x FeNi and Al x CrFe1.5MnNi0.5 alloys at low Al and Cu content.24,25 According to the authors, an increase in Al and Cu content would deteriorate the corrosion properties of the alloy. No data were yet provided for the corrosion resistance of AlCoCrFeNiTi alloy.
In order to improve the homogeneity of the alloy, several remelting stages are necessary. HEAs contain a high number of elements and form various unstable phases during solidification. The remelting process allows an even distribution of the alloy phases and prevents segregations. Al, Fe, Cr, Ni and Ti have high affinity for the formation of hard intermetallic compounds and lead to segregations at grain boundaries, with negative influence on the mechanical and corrosion properties of the material. The effect of the remelting process on the properties of the HEA was insufficiently studied in the literature, especially for Al x CoCrFeNiTi.
In the present paper, the influence of the remelting process on the microstructure, hardness and corrosion resistance of AlCoCrFeNiTi multicomponent HEA was studied.
Experimental
The AlCoCrFeNiTi HEA was prepared through the induction melting method using a Linn MFG-30 furnace. High purity elements Al, Co, Cr, Fe, Ni and Ti were used as raw materials. A 500 g charge was initially loaded and melted under argon atmosphere (at 1 bar) in a crucible with proprietary composition, furnished by Linn High Temp Gmbh, for high temperature alloys. The alloy was remelted several times to ensure a uniform chemical composition and a homogenous microstructure. The solidified alloy was extracted from the crucible after each melting stage for machining and characterisation. Samples were taken before and after remelting process for chemical, structural, mechanical and corrosion characterisation.
The chemical composition of the alloy was determined by optical emission spectrometry in inductively coupled plasma (ICP-OES) using an Agilent 725 spectrometer. Optical microscopy (OM) investigation was performed with a Zeiss Axio Scope A1m Imager microscope. Samples were previously etched in an HCl–HNO3–CH3COOH–H2O solution to enhance the visibility of the grains and the grain boundaries. The morphology of the alloy was analysed by scanning electron microscopy (SEM) using a FEI Quanta 3D FEG operating at 20–30 kV, equipped with an energy dispersive X-ray spectrometer. The crystalline structure was analysed by X-ray diffractometry (XRD). Data acquisition was performed on Bruker D8 ADVANCE diffractometer using Bruker DIFFRACPlus software, Bragg–Brentano diffraction method, Θ–Θ coupled in vertical configuration, with the following parameters: Cu Kα radiation, 2Θ region: 20÷1240, 2Θ step: 0.020, time/step: 8.7 s/step. Cu Kβ radiation was removed with SOL X detector. The resulting data were processed using Bruker DIFFRACPlus EVA v12 software to search the database ICDD powder diffraction file (PDF-2, 2006 edition) and the full pattern matching (FPM) module of the same software package. FPM is a global fitting of the measured scan with a simulated scan. FPM allows the identification of average crystallite size and refinement of lattice parameters.
Vickers microhardness of the samples was measured at room temperature using a PMS 73 testing machine. In order to determine the average hardness of the alloy, several indentations (100 g load) were performed on the surface of the as cast and remelted samples.
Corrosion tests for stainless steel and HEA samples were performed in a 3.5 wt- NaCl aerated aqueous solution, under ambient conditions, and measured with a Princeton Applied Research-PARSTAT 2273 potentiostat, recorded by a ‘Power Corr’ software. A thermostatic glass cell with a standard three-electrode system was used, with the steel samples as the working electrode (WE), a saturated calomel electrode as reference electrode and a platinum sheet (with a surface area greater than that of the WE) as the auxiliary electrode. The cell assembly was placed in a Faraday cage to prevent electrical interferences. To begin the experiments, the sample was introduced into the cell and was allowed to reach equilibrium, usually after 20 min. The linear polarisation curves, at ± 20 mV, were collected starting with the open circuit potential (OCP), after a constant value was achieved (up to 30 min).
Results and discussion
Chemical analysis of the AlCoCrFeNiTi HEA was achieved by ICP-OES technique. The resulted versus nominal composition is presented in Table 1.
Chemical composition of AlCoCrFeNiTi alloy/wt-
Optical analysis of AlCoCrFeNiTi alloy samples was performed before and after the remelting process. In order to enhance the grain structure, an etching solution of HCl–HNO3–CH3COOH–H2O was used. OM revealed four main phases embedded in a fine dendritic pattern (Figs. 1 and 2). The interdendritic area contains several phases (Figs. 1 and 3): a phase with uneven distribution in the alloy mass (phase d) that solidifies first, a eutectic type of structure (phase b) that solidifies succeeding the dendrite phase (phase a) and a lower melting temperature solid solution (phase c) that solidifies last.
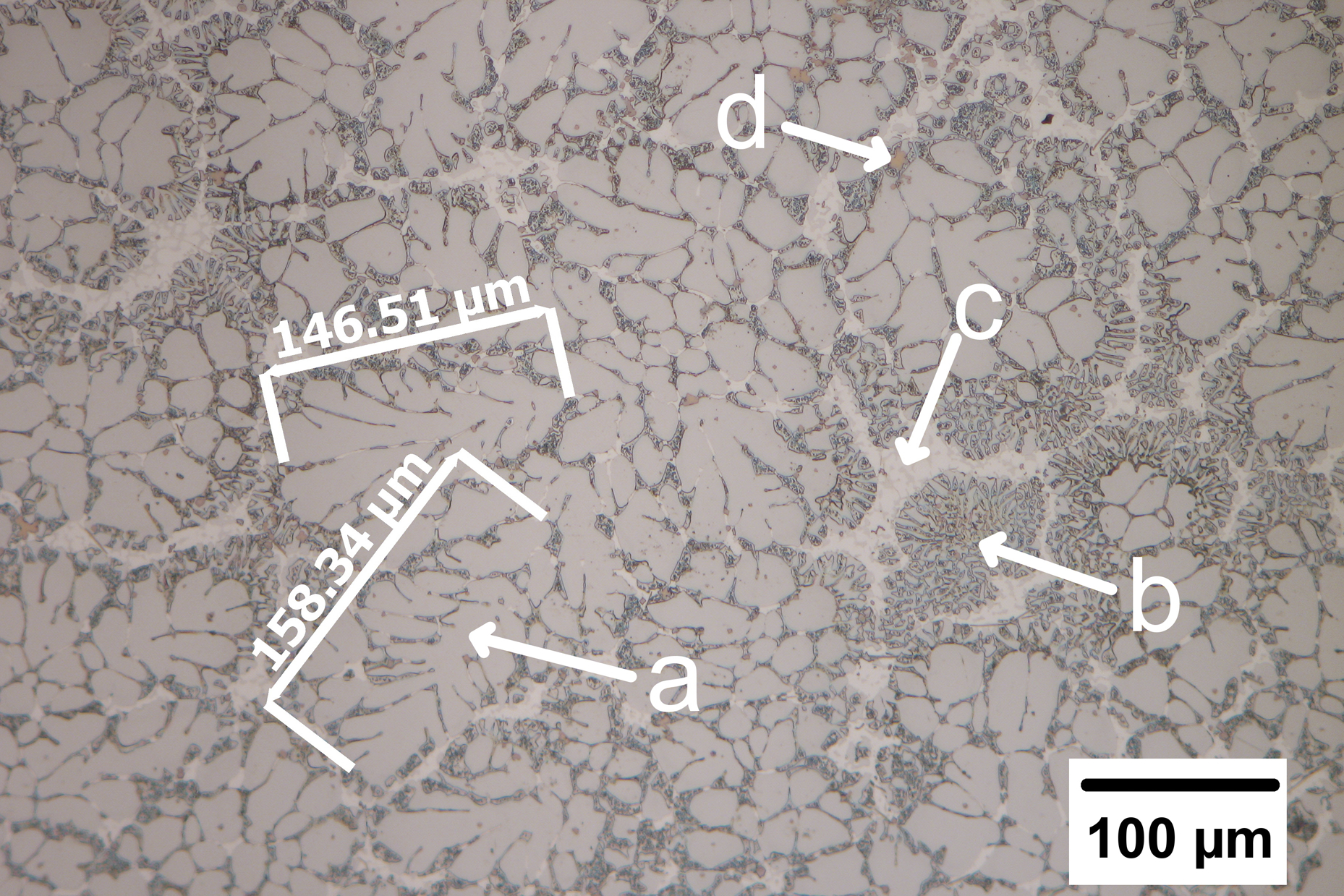
Optical micrograph of AlCoCrFeNiTi alloy before remelting; four main phases are shown: two solid solutions (a and c), one eutectic phase (b) and one compound phase (d)
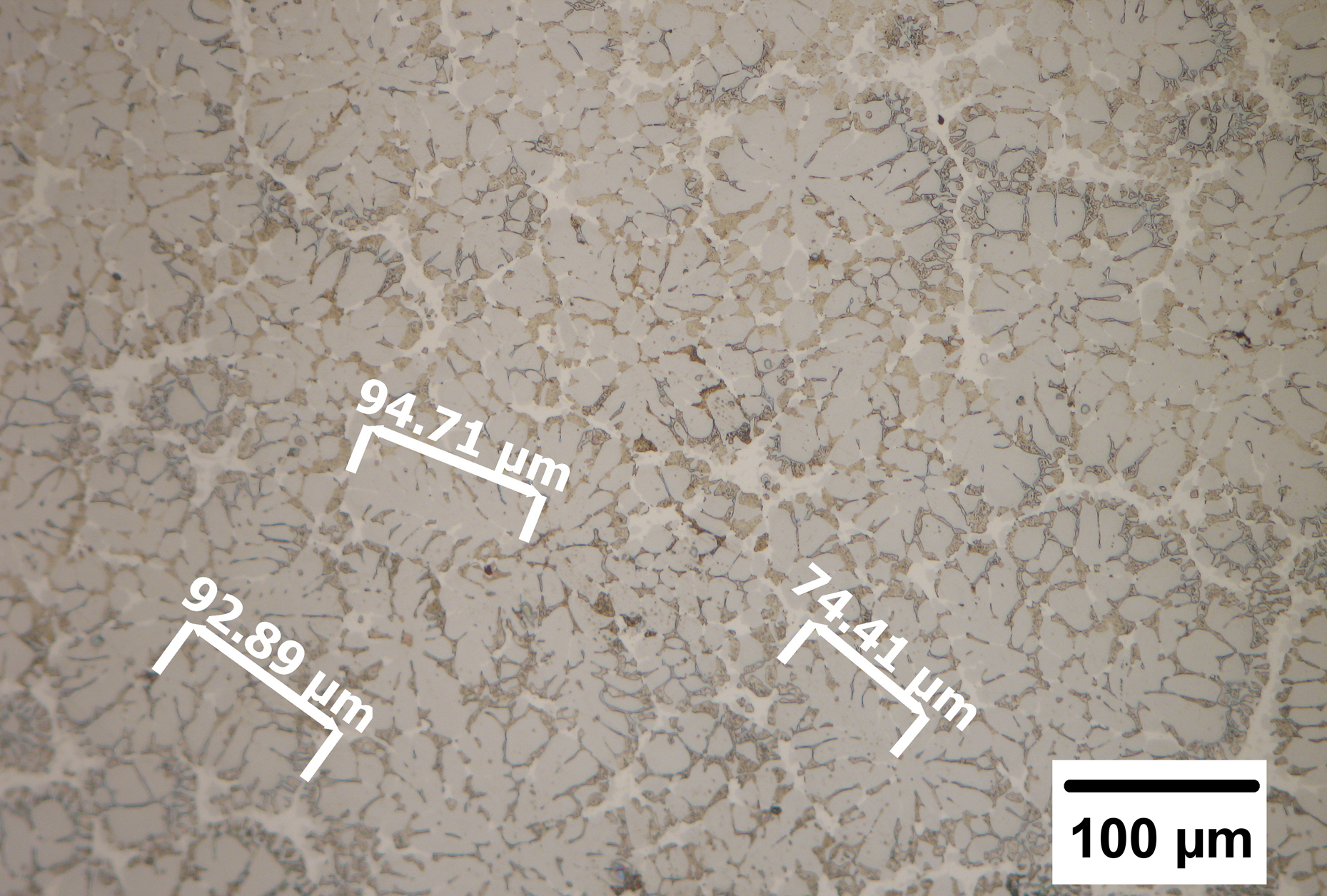
Optical micrograph of AlCoCrFeNiTi alloy after remelting

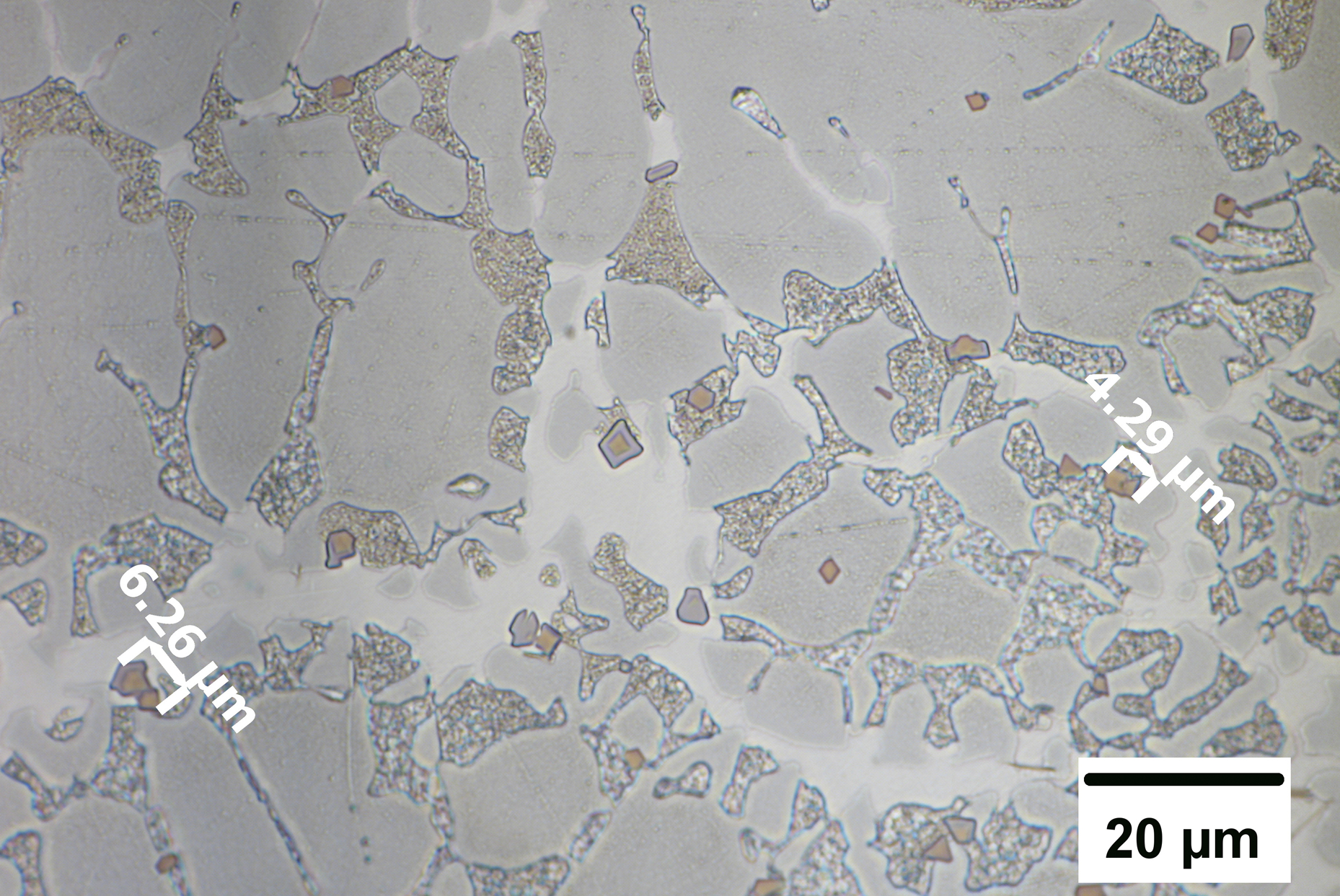
Optical micrograph, at higher magnification, of as cast AlCoCrFeNiTi alloy
HEAs have high numbers of elements that form numerous complex solid solutions with more or less stable structures. Even if the induction melting technique is usually very effective in obtaining conventional alloys, the complex nature and metastable state of HEA phases lead to distinct microstructures after several melting stages.
Dendrite secondary arms and interdendritic hard phases were measured by optical analyses (Figs. 1–4). The structure obtained after the remelting process presents a finer dendrite phase (94 μm average secondary arms versus 146 μm in as cast sample), an even distribution of eutectic phase in the alloy mass and less segregated hard intermetallic phase in the interdendritic areas (5 μm average phase diameter versus 9 μm in as cast sample). The improved structure of the remelted sample is the result of increased homogenisation of the alloy. Thus, the mechanical and corrosion properties will improve in the remelted alloy.
Optical micrograph, at higher magnification, of remelted AlCoCrFeNiTi alloy
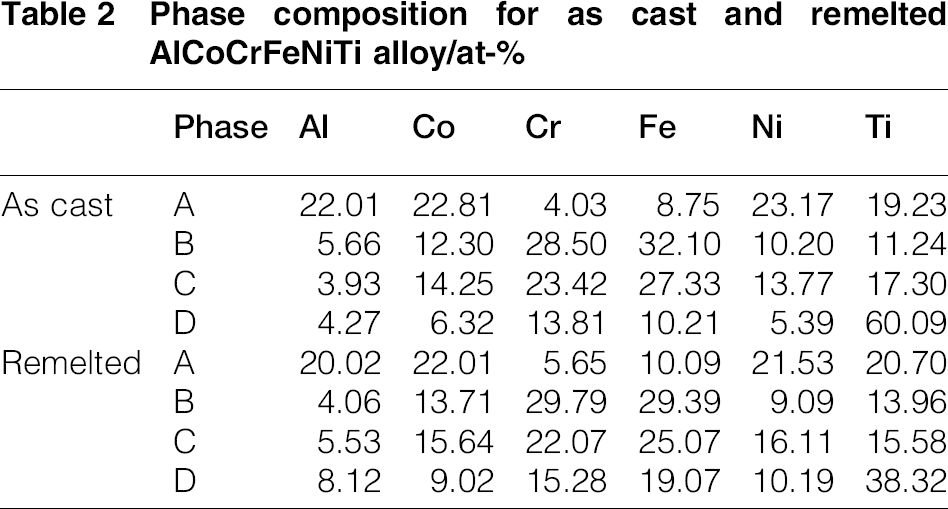
SEM analyses (Figs. 5 and 6) revealed a typical fine dendritic structure with four main phases (a, b, c and d). The elemental composition of the dendrite and interdendrite phases was determined by energy dispersive X-ray spectroscopy (EDAX), and the results are presented in Table 2. The results indicate that the dendrite phase contains mostly Al, Co, Ni and Ti (phase a), while Fe and Cr have a larger distribution in the interdendrite area (phases b and c); phase d has a higher content of Ti. Ni and Al frequently form strong compounds and are typically found in HEA dendrite phases. Besides Fe and Cr, phases b and c contain also significant amounts of Co and Ti. Phase b has a fine eutectic aspect, but phase c appears to be a solid solution of Fe–Cr type. Ti is well dispersed between different phases of the system and is known in literature as a eutectic former for high entropy systems. The remelted sample contains similar composition with the as cast sample, with slight increase on Cr, Fe and Ti in the dendrite area. It is known that Al and Cr are bcc stabilisers, 26 whereas Ni and Co are fcc stabilisers. The equations for the Ni equivalent (Neq = Ni+0.5Mn+0.25Cu, at.-) as fcc forming ability and Cr equivalent (Creq = Cr + Fe, at.-) as bcc forming ability were developed by Ren et al., 27 similar to stainless steels.
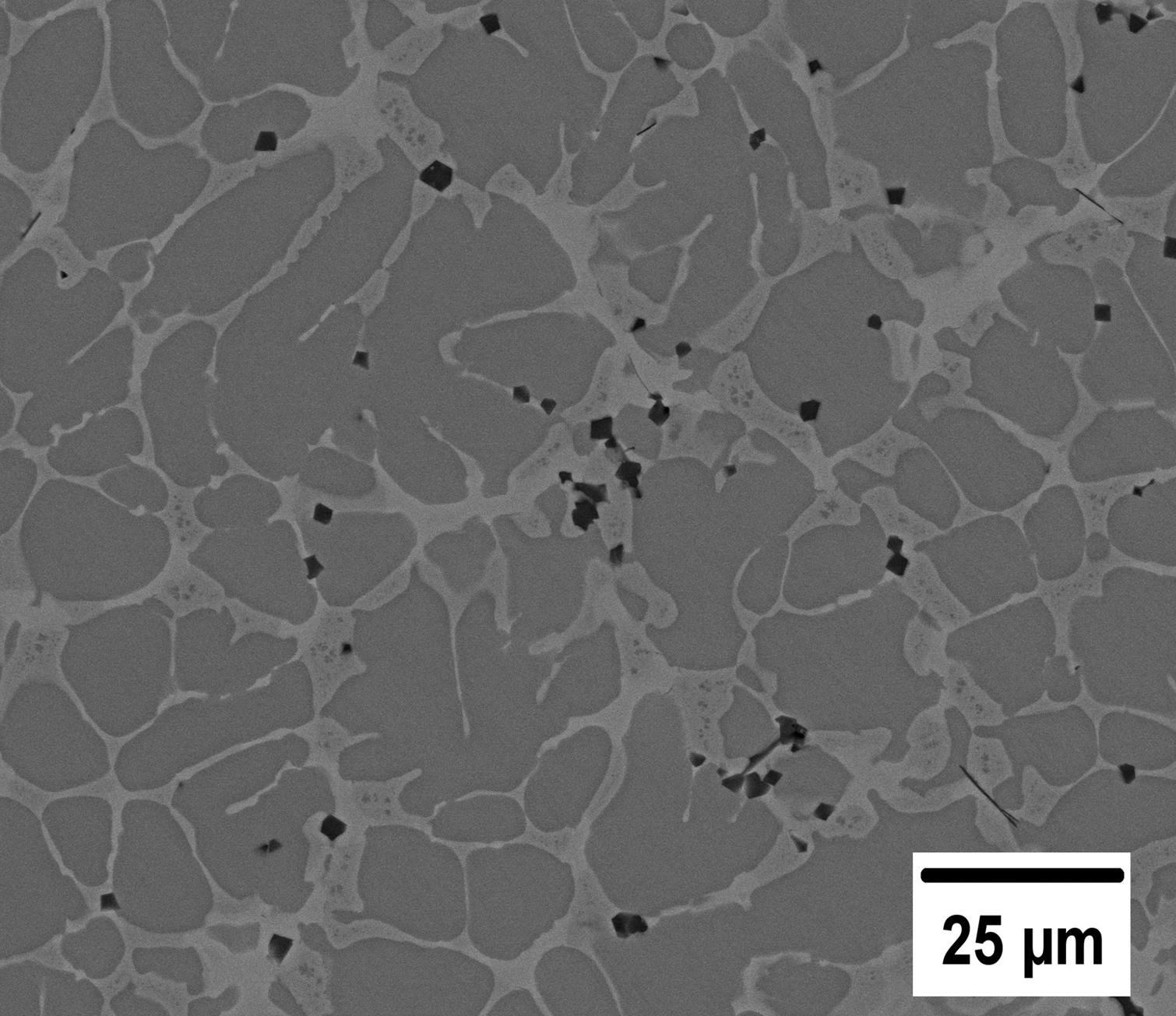
Backscattered image of as cast AlCoCrFeNiTi alloy at low magnification
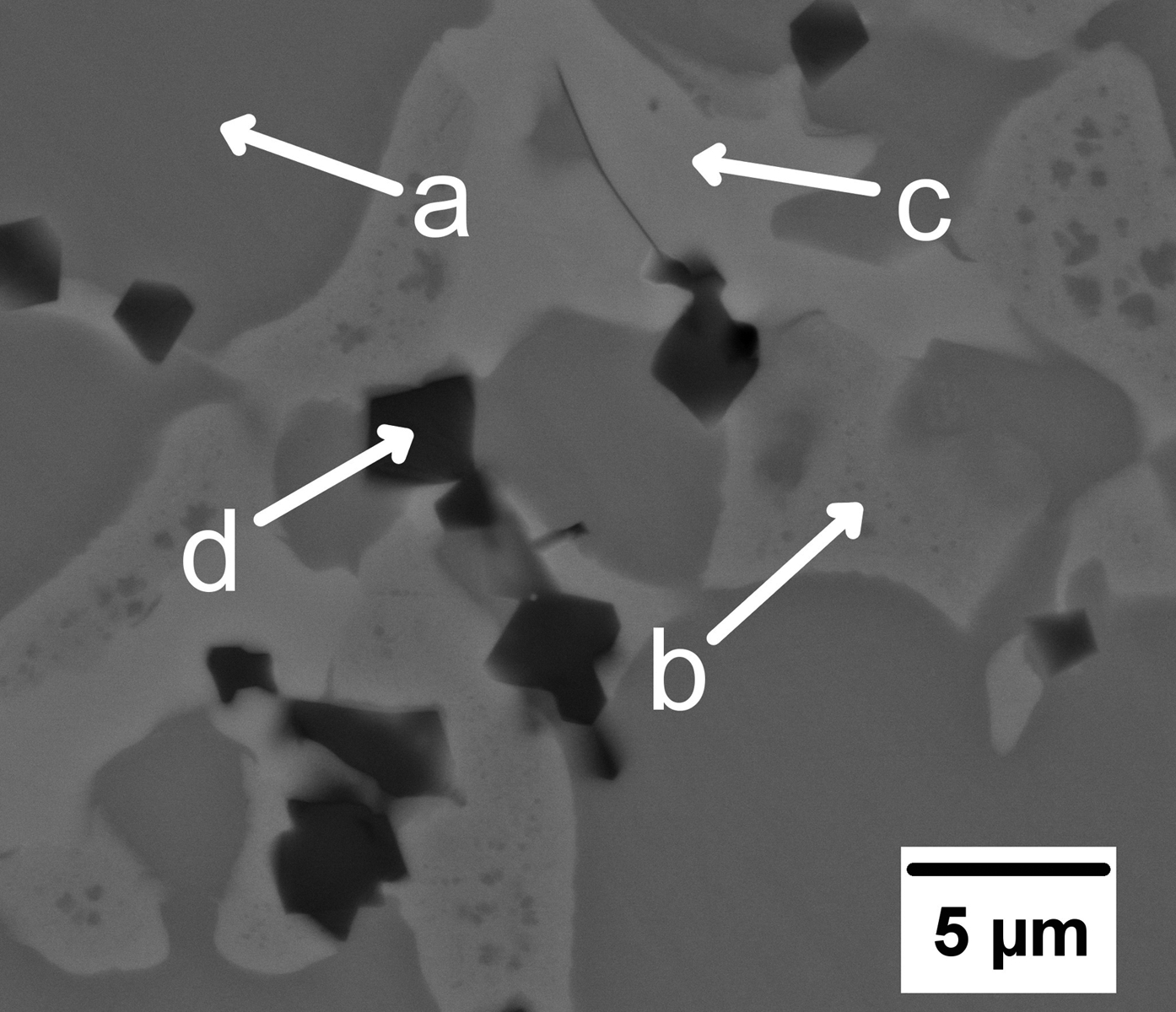
Backscattered image of as cast AlCoCrFeNiTi alloy, at high magnification, indicating EDAX phases
Phase composition for as cast and remelted AlCoCrFeNiTi alloy/at-
The calculated values for Nieq and Creq for AlCoCrFeNiTi HEA are 29.15 and 33.32 respectively. This indicates a greater potential for the formation of bcc phases, but the close values between Nieq and Creq also reveal formation of mixed fcc and bcc phases. Nevertheless, Al added to the alloy system as a bcc stabiliser and not included in the Creq formula has the potential to inhibit the formation of fcc phases.
The XRD analysis (Fig. 7) for the AlCoCrFeNiTi alloy reveals two bcc structures (B2 and A2 types) and two complex structures (D03 and A12 types). The lattice constants, given in Table 3, are 2.92 Å for B2, 2.87 Å for A2, 5.86 Å for D03 and 8.9 Å for A12. B2 is an ordered W type structure, and A2 is a disordered CsCl type structure. The D03 complex structure is a solid solution with AlFe3 type structure, whereas A12 complex structure is a solid solution with α-Mn type of structure.
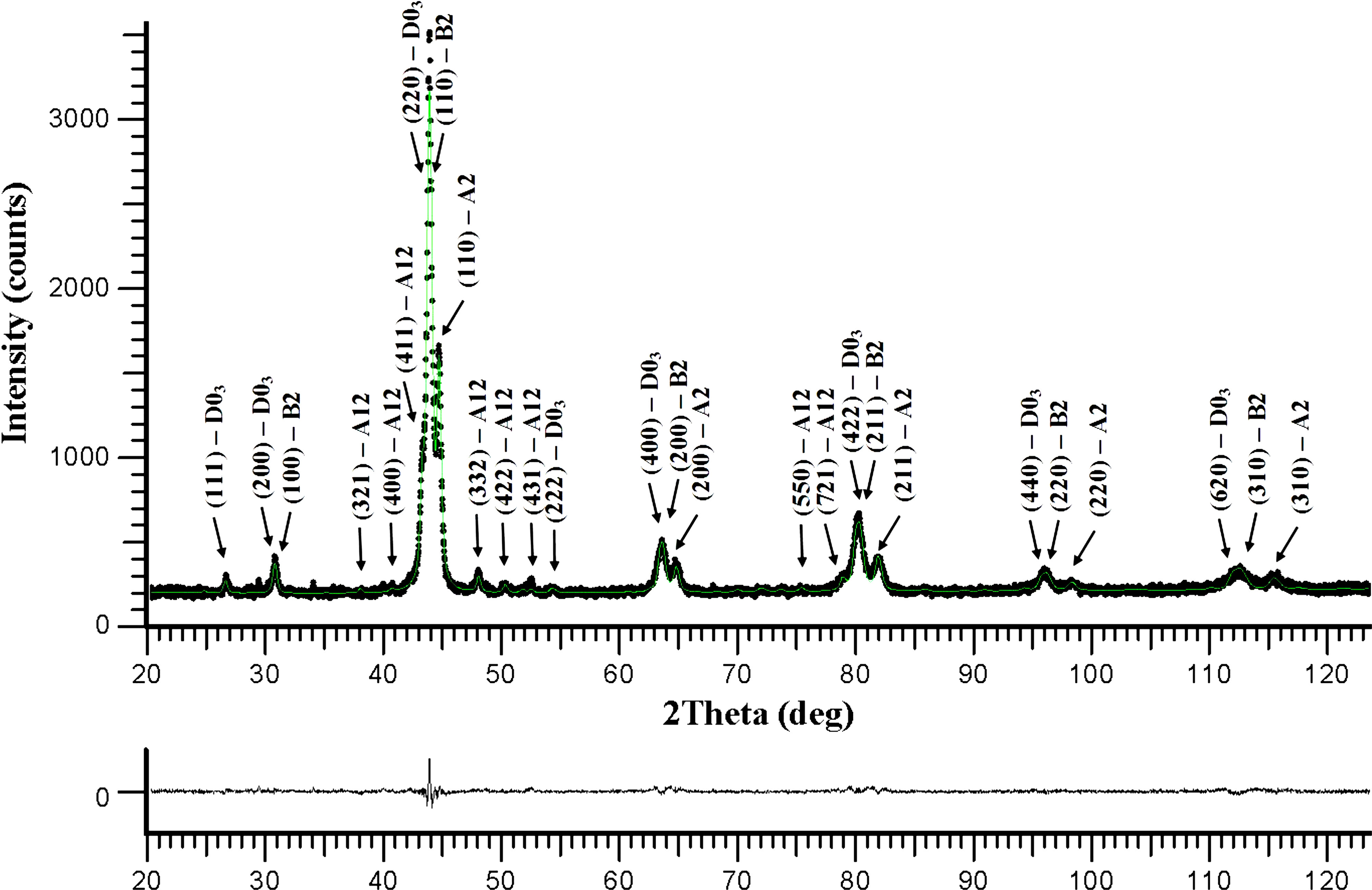
X-ray diffraction pattern for AlCoCrFeNiTi, showing measured scan (black dotted line), simulated scan (green continuous line) and difference between measured and simulated scans (black continuous line)
Results of XRD analyses

In literature, 28 B2-bcc ordered phase is usually presented as NiAl based solid solution, formed in the dendrite area, whereas A2-bcc disordered phase is generated by Cr–Fe rich precipitate. Ordered B2 phase attributed to phase a in OM results and disordered A2 phase attributed to phase c are frequently found in HEA structures. 29 The presence of phase d formations inside or near the dendrite areas (Figs. 3–6), with symmetrical crystallographic aspect, suggests that phase d solidified before the dendrite phase. Because phase d has a low proportion in the alloy mass, it was difficult to be detected by X-ray analyses. The eutectic structure (phase b), identified in the OM (Figs. 1–4) and SEM (Figs. 5 and 6) analyses, is formed from at least two distinct constituents. It is suggested that one of the constituents is based on A2 disordered phase, which decomposes in D03 and A12 type phases. The other constituent is similar with the dendrite phase. A reason for the formation of eutectic phases in studied alloy can be also the Ti presence, which, through elemental substitution, can stabilise such structures. 30
Microhardness tests were performed for as cast samples of AlCoCrFeNiTi alloy in five randomly selected locations. The results, listed in Table 4, show that microhardness is increasing after the remelting process, the values for the remelted alloys being near 7 higher than for the as cast state. The reason for the hardness increase appears to be the decrease in phase segregation and the increase in dendrite refinement level (Figs. 1–4). The maximum found value for microhardness is 714 HV after the fourth remelting process. Average values for as cast and remelted alloys are 660 and 706 HV respectively.
Vickers microhardness of AlCoCrFeNiTi alloy in as cast and remelted condition

Corrosion tests were carried out to examine the effect of 3.5 wt- NaCl aerated solution on the AlCoCrFeNiTi alloy in as cast and remelted state. In order to evaluate the corrosion properties of the alloy, a 410 stainless steel sample was also tested in the same conditions. The corrosion results are listed in Table 5. It reveals that the present alloy, in as cast or remelted state, has better corrosion resistance than stainless steel. Moreover, the corrosion resistance of the alloy in remelted state is even better than in the as cast state. The comparative OCP measurements versus time for the as cast, remelted and stainless steel samples show a slow monotonous shift towards more positive values, and after 1 h, the OCP potential remains almost constant. At the initial time of immersion in NaCl solution, the studied samples present OCP potential values from − 0.539 V for steel sample to − 0.448 V for the as cast sample and to − 0.327 V for the remelted sample, as presented in Table 5.
Corrosion parameters measured and calculated for AlCoCrFeNiTi (as cast and remelted) versus stainless steel, in 3.5 wt- NaCl solution, at 25°C

EOCP, rest potential; Rp, polarisation resistance; Ecorr, corrosion potential; icorr, corrosion current density; CR, corrosion rate.
Linear polarisation studies were carried out to estimate the polarisation resistances (Rp) for corrosion of the steel and AlCoCrFeNiTi cast and remelted alloy. The resulting potential versus current density curves shows a linear dependence. The slope of the linear part of these plots yields the polarisation resistance values listed also in Table 5. The Rp value obtained for both alloy samples is much higher as compared to steel sample, which means that the alloy samples have much lower corrosion rate than steel.
Tafel polarisation curves were also employed to evaluate the corrosion resistance of the two studied samples. Figure 8 shows the potentiodynamic polarisation curves for the studied samples. The corresponding corrosion parameters were presented in Table 5. The Tafel plots indicate that the AlCoCrFeNiTi remelted alloy has much better corrosion protection than steel and casted alloy. The samples show a positive shift in the corrosion potential, which means a lower chemical activity than steel, and hence, the alloys possess better chemical stability in aggressive environment. The obtained results are in good agreement with the Rp values.
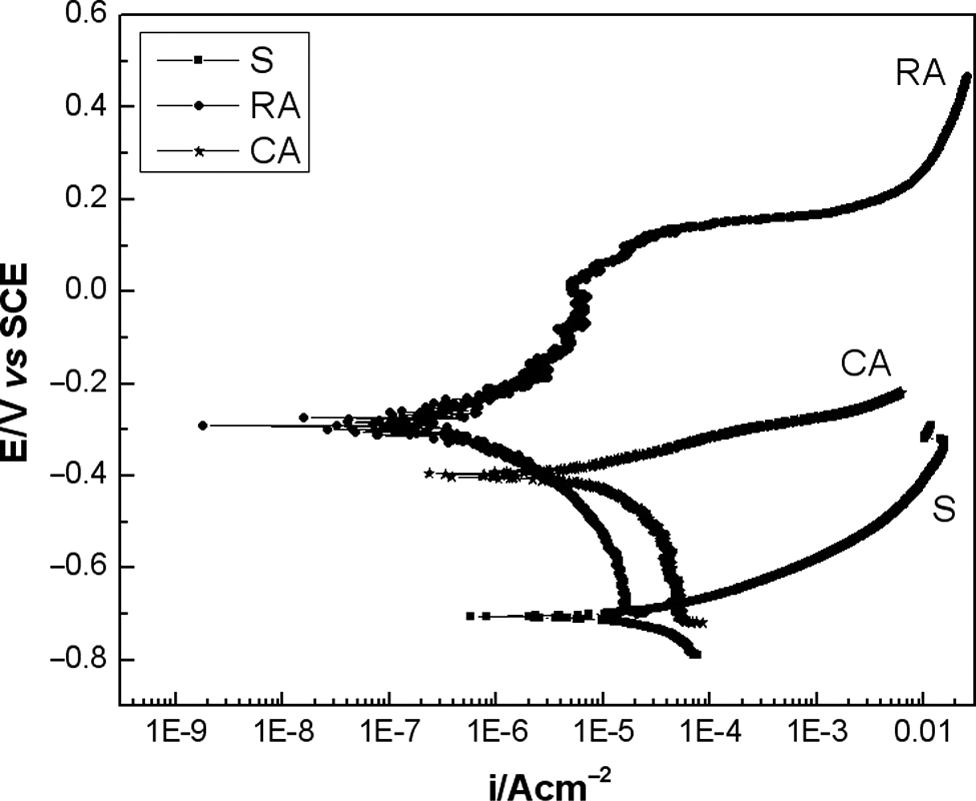
Comparative Tafel polarisation curves of steel (S), FeNiTiCoCrAl casting (CA) and remelted alloy (RA) in 3.5 wt- NaCl solution at 25°C
Generally, Al, Cr and Ti have a beneficial role on the improvement of corrosion properties of HEA by forming a passivation layer at the surface of the alloy. Still higher composition of Al (>0.25 molar) can deteriorate the corrosion properties by forming an unstable passive layer with metastable ion complexes, which eventually dissolves away and leaves alloy surface unprotected. Previous findings 31 indicate that HEAs with high content of bcc phases and low content of fcc phases are more susceptible to corrosion damage, especially at high temperatures. AlCoCrFeNiTi alloy contains two bcc phases (dendrite phase a and interdendrite phase c in OM and SEM analyses) and no fcc phases; thus, the corrosion protection is less efficient than the HEA with low Al content, which presents fcc structures. Still, the values obtained for polarisation parameters are substantially improved against stainless steel. Ti addition to HEA improves the corrosion resistance of the alloy. Comparing the results with those obtained by Hongbao et al. 32 for a directionally solidified AlCoCrFeNi alloy, a considerable improvement of corrosion properties (RC = 0.0216 mm year− 1 with Ti addition versus 0.08 mm year− 1 without Ti addition) is observed.
The experimental data reveal improvements in the corrosion behaviour of the remelted alloy compared to the as cast state. Through the remelting process, the distribution of elements and phases in the alloy mass is improved, which has a beneficial effect on the corrosion resistance of the material. Moreover, consecutive remelting process partially decreases interdendritic segregation phases and diminishes the galvanic corrosion.
Conclusions
The present paper studies the remelting influence over the microstructural, mechanical and corrosion properties of a multicomponent AlCoCrFeNiTi HEA, prepared by induction melting. OM indicated the formation of four main phases: a dendrite phase, a eutectic interdendritic phase, an interdendritic solid solution matrix and an intermetallic hard phase. The remelted samples revealed a finer dendrite structure with even interdendritic phase distribution. According to the scanning electron microscopy analysis, the dendrite region has a larger content of Al, Co, Ni and Ti, whereas the interdendrite region contains higher contents of Fe and Cr and significant amounts of Co and Ti. X-ray diffraction analysis revealed a bcc type B2 ordered structure identified as a NiAl based solid solution, a bcc type A2 disordered structure characteristic to Cr–Fe rich phase, and two complex structures, D03 and AlFe3, attributed to the Cr–Fe rich eutectic phase. The lattice constants are as follows: B2 (2.92 Å), A2 (2.87 Å), D03 (5.86 Å) and A12 (8.9 Å).
Microhardness is influenced by the level of alloy segregation and dendrite refinement. The alloy showed an average microhardness of 660 HV in as cast state and 706 HV in remelted state.
The electrochemical tests have shown that the AlCoCrFeNiTi alloy has better corrosion properties (corrosion rate = 0.0216 mm year− 1) than stainless steel (corrosion rate = 0.2104 mm year− 1) in 3.5 NaCl solution. In addition, test results showed the improvement of the corrosion resistance in the remelted alloy.
Acknowledgements
This paper has been achieved with the financial support of MEN-UEFISCDI Romania, through Joint Applied Research Project PN-II 270/2014.The authors acknowledge Dr Jose Calderon Moreno for SEM/EDAX measurements and data analysis.