
Abstract
The design approach and validation of a single phase senary refractory high entropy alloy (HEA) MoNbTaTiVW was presented in the present study. The design approach was to combine phase diagram inspection of available binary and ternary systems and Calculation of Phase Diagrams prediction. Experiments using X-ray diffraction and scanning electron microscopy techniques verified a single phase microstructure in body centred cubic lattice for MoNbTaTiVW. The observed elemental segregation agrees well with the solidification prediction using the Scheil model. The lattice constant, density and microhardness were measured to be 0.3216 nm, 4.954 GPa and 11.70 g cm− 3 respectively. The atomic size difference, the Ω parameter, enthalpy of mixing and entropy of mixing for MoNbTaTiVW HEA are 3.1, 11.1, − 3.4 kJ mol− 1 and +13.39 J K− 1 mol− 1 respectively.
Introduction
High entropy alloys (HEAs) consist of five or more principal metallic elements in a solid solution, with atomic percentage of each element varying between 5 and 35. 1 In contrast, conventional alloys consist of one or two major elements, together with other minor alloying components. High entropy alloys may have a simple body centred cubic (bcc), face centred cubic (fcc) or hexagonal close packed (hcp) crystal structure. For example, AlxCoCrCuFeNi HEAs were mainly composed of bcc phase when x = 2.3–3.0, fcc phase when x = 0–0.5 and a mixture of fcc and bcc phases when x = 1.0–2.0. 2 Formation of hcp HEAs based on rare earth elements was first suggested by Zhang et al. 3 and was confirmed by Takeuchi et al. 4 and Feuerbacher et al. 5 Formation of hcp CoOsReRu HEA was also suggested by Gao and Alman. 6 Owing to the simple solid solution microstructures, the properties of multiprincipal-elements HEAs can be very different from conventional alloys. 3 As a relatively new group of alloys, HEAs continue to stimulate fundamental studies due to their unusually large solute solubility in multicomponent systems and unique properties. For example, HEAs are reported to have excellent low temperature ductility, 7 hardness flexibility, 8 wear resistance 8 and high temperature strength 9 and corrosion and oxidation resistance. 10 An increasing amount of research on HEA has been conducted in recent years.11–21
Although ‘equal’ atomic percentage of principal elements favours the formation of solid solution phases,1,12,13 to date, there are few reported single phase HEAs with more than five principal components.22,23 Recently, Gao and Alman proposed a comprehensive approach in identifying new HEA compositions, by combining ab initio molecular dynamics simulations, Calculation of Phase Diagrams (CALPHAD) modelling and experiments. 6 The CALPHAD based thermodynamic calculations can assist the understanding to the compositional effects of phase stability and the microstructure, which dictate the material properties of HEAs. One main research effort of the present authors is to design and validate single phase refractory metal HEAs with more than five components, and this paper presents the modelling and experimental results on the senary MoNbTaTiVW HEA.
Alloy design and CALPHAD modelling
Following the strategy illustrated by Gao and Alman, 6 the alloy design was started with inspection of available binary and ternary phase diagrams followed by CALPHAD modelling. For the Mo–Nb–Ta–Ti–V–W senary system, formation of isomorphous solid solution in bcc crystal structure was observed in all 15 edge binary systems. 24 Most of the solid solutions cover extremely wide ranges of temperature, except the Ta–V system where TaV2 Laves phases were reported, and the Ti containing systems where hcp phase forms at lower temperature at the Ti rich side (pure Ti undergoes polymorphous phase transition at 882°C). 24 Moreover, very recent theoretical study by Widom using first principle density functional theory methods predicted that the C15 NbV2 Laves was stable at lower temperatures. 25 Phase separation was reported in the Ti–W system at 10–65 at-W and temperature of 750–1220°C. 24 For the Nb–Ti system at temperatures roughly below 550°C, little solubility was observed between bcc Nb and hcp Ti. 24 Furthermore, formation of bcc solid solution over wide ranges of composition and temperature was experimentally observed in 18 constituent ternary systems, while there are no experimental reports on the Mo–Ta–W and Nb–V–W ternaries. In addition, there were no ternary compounds reported for these 18 ternaries, although the binary C15 Laves phase was reported to have limited solubility in the ternaries. 24 Based on the binary and ternary experimental information summarised above, it is tempting to conclude that formation of bcc solid solution at the MoNbTaTiVW composition is highly likely considering the formation of isomorphous solid solution in all 15 binaries, formation of extended solid solution in 18 ternaries, lack of formation of stable compounds in all systems except Ta–V and Nb–V, chemical similarity among Mo, Nb, Ta, V and W and formation of bcc solid solution was already confirmed in MoNbTaW and MoNbTaVW compositions.
All CALPHAD calculations were performed using the ThermoCalc software with the TCNI6 thermodynamic database 26 that covers all the edge binaries. Figure 1a shows the calculated mole fraction of stable phases during equilibrium solidification. The predicted equilibrium liquidus temperature is 2533°C, and the equilibrium solidus temperature is 2246°C. The temperature range for the stable bcc phase is extremely wide; this suggests an extreme thermal stability for MoNbTaTiVW HEA. The hcp phase is predicted to from at 572°C, with a very small mole fraction of ∼0.12 at 400°C. Owing to the extreme slow diffusion in refractory metals that contain Mo, Nb, Ta and W, it is unlikely that hcp would form in this alloy.
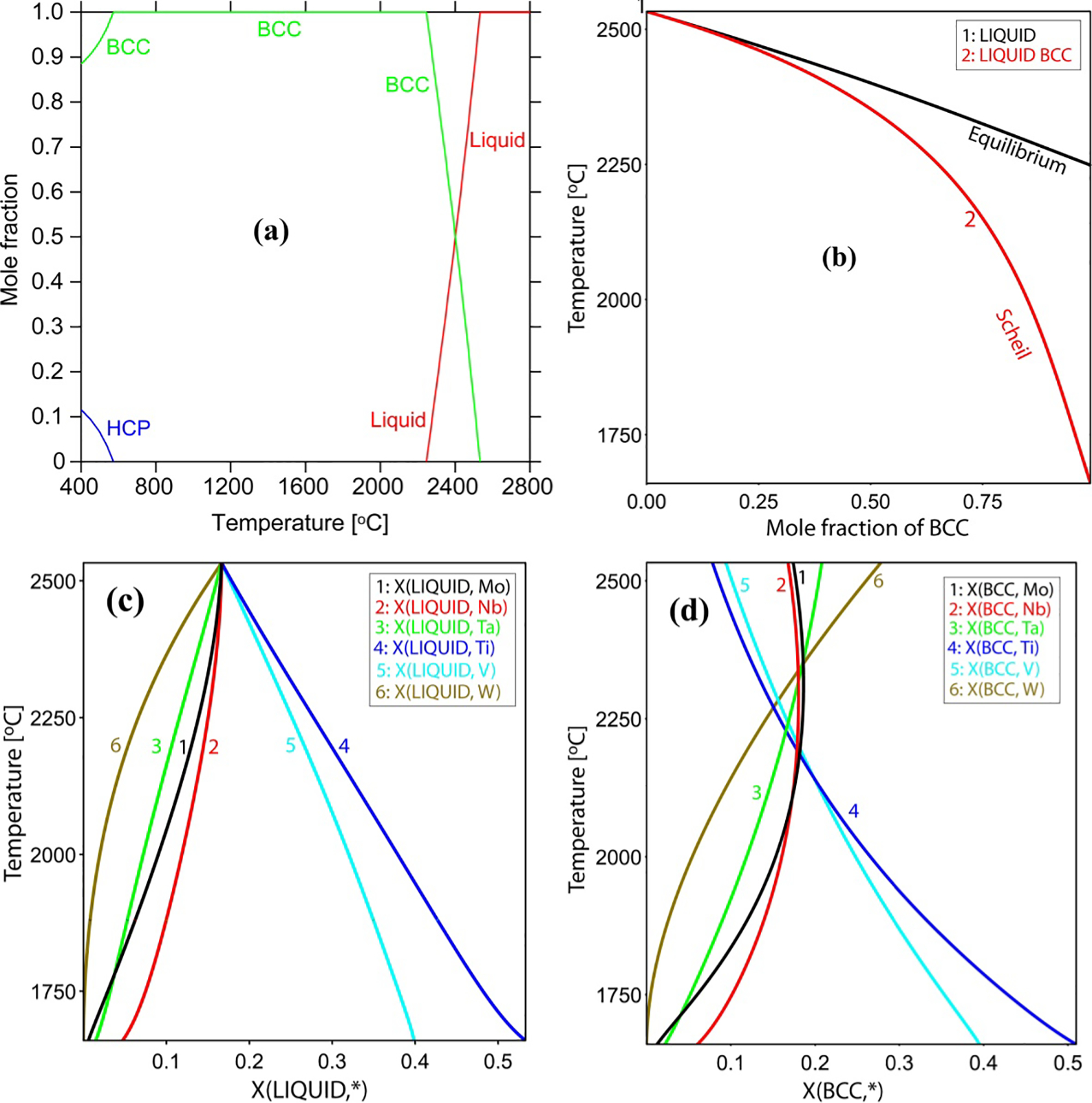
a equilibrium solidification and b–d non-equilibrium solidification using Scheil model: b mole fraction of solid phase, c composition of liquid and d composition of bcc
The MoNbTaTiVW HEA samples were prepared in a vacuum arc melting process. As the cooling rate during the arc melting process is usually high, the equilibrium solidification path may not be maintained. To estimate the effect of non-equilibrium solidification on the phase fraction and the composition, the Scheil simulation was performed for the extreme case: no diffusion in the solid while equilibrium was assumed for the liquid. The results can be interpreted as the worst segregation scenario, since, in reality, noticeable diffusion may occur in the solid phase at least at high temperatures, depending on alloy compositions. As expected, only bcc was formed due to lack of competition of other crystalline phases at high temperatures (see Fig. 1b) and large configurational entropy of mixing of the bcc phase. Scheil modelling predicts a solidus temperature of 1661°C. The composition evolution in liquid and bcc during Scheil solidification is shown in Fig. 1c and d respectively. As the temperature decreases, it is predicted that elements are depleted in the descending order W>Ta>Mo>Nb in liquid, while Ti is enriched more than V (Fig. 1c). The composition in the liquid follows the exact order of their melting points during Scheil solidification. As for bcc phase, the simulation predicts that the composition of initial solid phase at the very beginning of solidification is enriched in W followed by Ta but is depleted of V and Ti, while Mo and Nb seem to be close to the nominal composition. As the temperature decreases, W content in bcc decreases more rapidly than Ta, while V and Ti contents increase rapidly at a roughly similar rate. In contrast, Mo and Nb contents only increase very marginally until 2200°C. Therefore, due to the continuous cooling in a non-equilibrium path, compositional fluctuation in wide ranges is anticipated in this alloy.
Materials synthesis and characterisation methods
To validate the CALPHAD modelling predictions, the MoNbTaTiVW HEA samples were prepared using an arc melter (model Edmund Bühler/MAM-1). Equimolar mixtures of the corresponding elements were placed in a water cooled copper crucible under an argon environment. The purities of all raw elemental metal powders are higher than 99.5 wt-. Before melting, metal powders were first mixed uniformly in a polystyrene ball mill jar for ∼15 min and then pressed in a uniaxial die (0.5 in. inner diameter) at 350 MPa pressure to obtain the compressed green bodies, which were then melted in the water cooled copper crucible of the arc melter. To ensure homogeneity, the samples were flipped over and remelted three to four times in the arc melter. After the system was cooled down, the solidified ingots were mounted into epoxy resin (SamplKwick fast cure acrylic resin, produced by Buehler) first for easy handling. Then, a low speed diamond saw was used to cut through the HEA sample to expose a flat surface of the cross-section. The exposed surface was subsequently ground by nos. 240, 400, 600 and 800 SiC sandpapers in sequence, before wet polished with 1, 0.3 and 0.05 μm Al2O3 suspensions.
The crystalline phase of the specimen was identified using X-ray diffraction (XRD) with Cu Kα. The microstructure and the chemical compositions of the alloy were examined using a field emission scanning electron microscope (FEI, Quanta 3DFEG) equipped with backscattering electron (BSE) and energy dispersive spectroscopy (EDS) detector. The density of the specimen was determined by measuring the weight and the volume of the samples. An analytical digital balance (Scientech, SA210) with a precision of 0.1 mg was used to measure the weight. The Archimedes’ principle was used to determine the sample volume. The hardness of the specimen was measured using a Vickers microhardness tester under a load of 1 kgf for 15 s.
Results and discussion
X-ray diffraction of MoNbTaTiVW
The XRD patterns of the powder mixture and an as solidified MoNbTaTiVW HEA sample are shown in Fig. 2a and b respectively. The peaks in the powder mixture can be traced back to the pure metals of Mo, Nb, Ta, Ti, V and W. After the arc melting process, all the XRD peaks are congruent with a single bcc phase (see the appropriate indices identified in Fig. 2b). This result confirms the computational prediction shown in Fig. 1a and b, which indicates that, after solidification, MoNbTaTiVW HEA has a single phase bcc structure. The lattice constant of MoNbTaTiVW HEA was also determined as 0.3216 nm (see Table 1) by the Bragg's law. 27 The average lattice parameter, calculated from the mixture rule, is found to be 0.3168 nm, which is very similar to the measured XRD result.
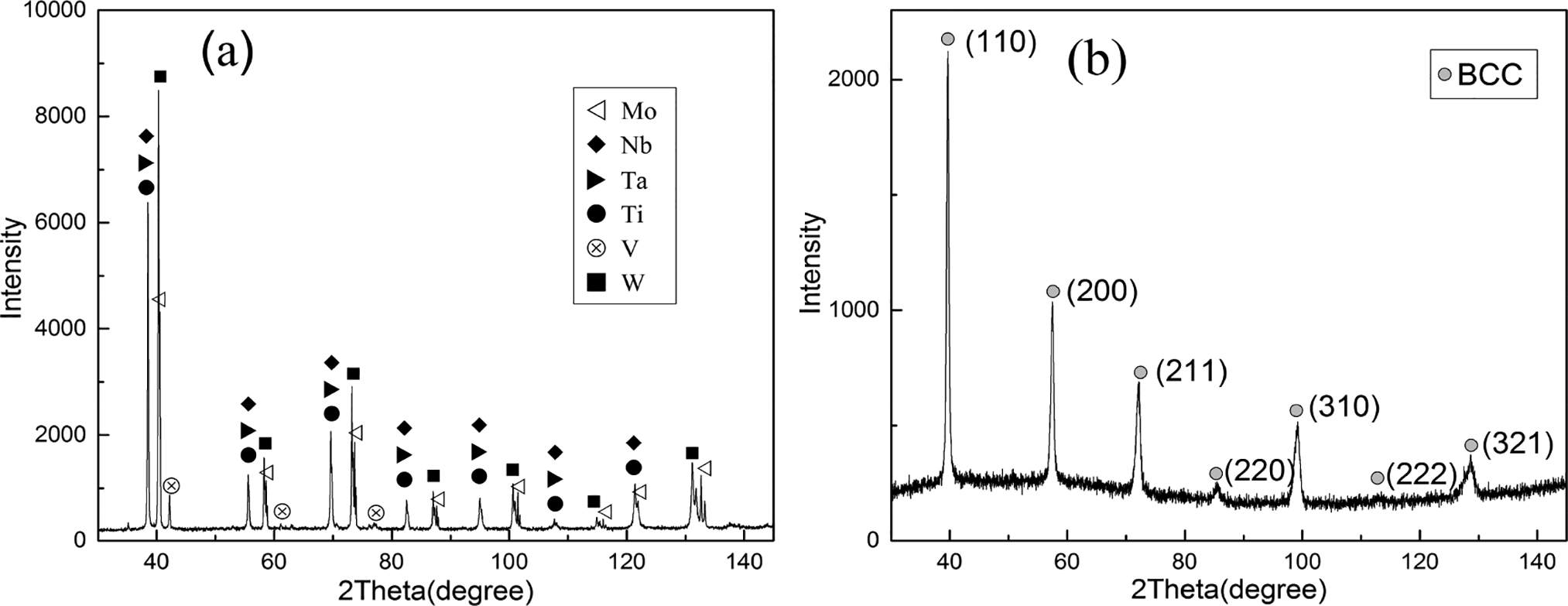
X-ray diffraction patterns of MoNbTaTiVW in a premelting powder mixture and b as solidified state
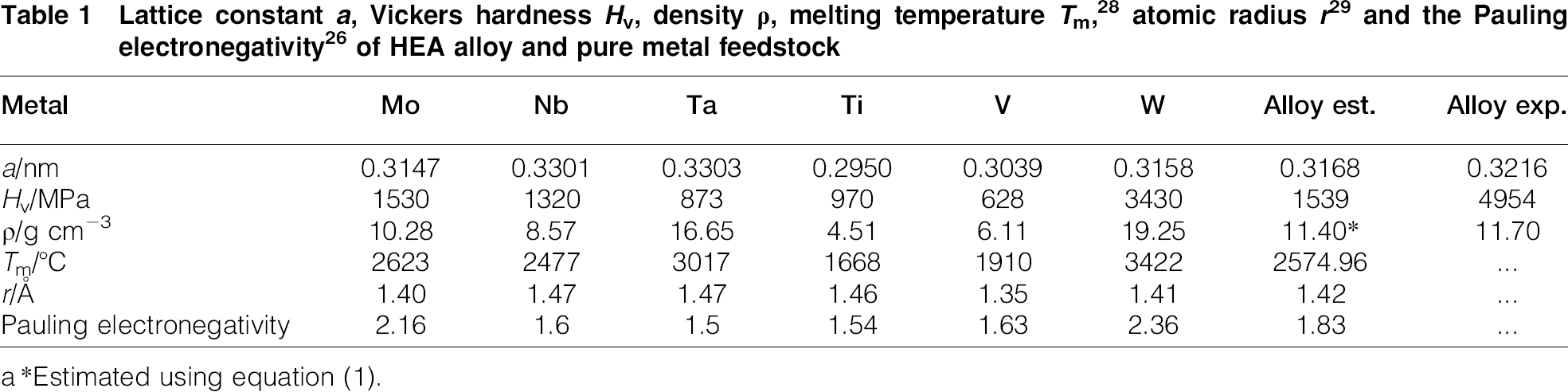
Estimated using equation (1).
Density and hardness
The measured density of the MoNbTaTiVW alloy was 11.7 g cm− 3 (see Table 1). The density of a disordered solid solution can be also estimated using the mixture rule
The Vickers microhardness Hv was tested at five randomly selected sites on the HEA sample. The averaged value was found to be 4954 ± 198 MPa. The experimental microhardness value is significantly higher than the hardness of all constituent alloying elements. Note that the microhardness value of the senary MoNbTaTiVW is slightly smaller than the quinary MoNbTaVW 22 that has higher W content although both alloys have comparable grain sizes of 20–40 μm. The tensile strength can be estimated by an approximate relationship σ = Hv/3, 30 which gives a value of 1651 MPa. The empirical relations between the ultimate tensile strength/yield strength σ0.2, strain hardening coefficients and the corresponding Vickers hardness for steels, Al and copper, have been studied by many authors, such as Tabor 31 and Cahoon et al. 32 However, such correlations should not be directly applied to HEAs without further validations. In fact, it is routinely observed that, for HEAs, the estimated average hardness values and yield strengths, using the rule of mixture, are significantly smaller than the measured values, such as in the present study. The increase in hardness is believed still due to solid solution-like strengthening. Solid solution strengthening in dilute solution arises from the elastic interactions between the local stress fields of solute atoms and those of dislocations. 23 However, such interactions in highly concentrated solutions such as HEAs for which there are no apparent difference between solute and solvent (at least from the compositional point of view) are poorly understood and remain to be a challenge in the HEA community.
Microstructure
Images (SEM backscatter electron) of the MoNbTaTiVW HEA alloy were taken on the fine polished sample surface. Most of the grains sizes in the MoNbTaTiVW HEA were found to be around 20–40 μm. The different brightnesses between the inter- and the intragranular regions indicate the existence of elemental segregation during the solidification process. In a backscatter image, the lighter Z direction contrast inside the granular regions was most likely formed with heavier metal elements, which, in this case, W and Ta. The darker intergranular regions should be filled with lighter elements. This is also proved by the EDS mapping results, shown in Fig. 3b–h and Table 2. The W and Ta are mostly seen inside the granular structures as shown in Fig. 3c and d, while Mo, V, Nb and Ti can be clearly seen with enrichments in the intergranular regions, in Fig. 3e–h.

a image (SEM backscatter electron) (polished cross-section of HEA, EDS point measurement locations, 1 and 2 in Table 2, are marked), EDS mapping of b total, c W, d Ta, e Mo, f Nb, g V and h Ti
Results of EDS composition analysis for MoNbTaTiVW HEA (Fig. 3a)/at-
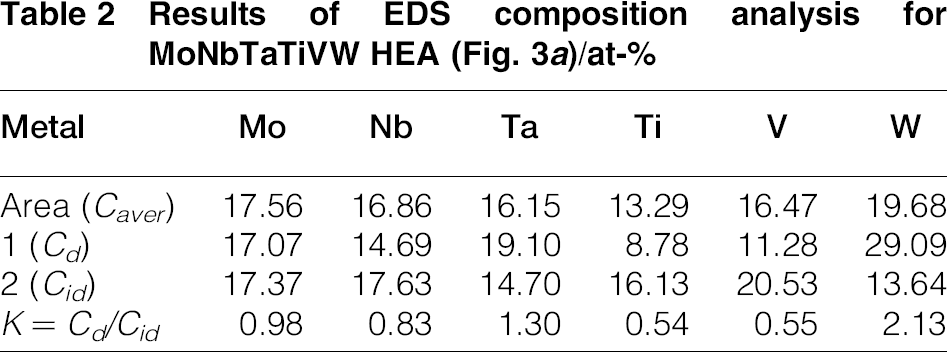
The average atomic percentages of 16 selected areas, together with the averaged value of point measurements in both the dentrite region (e.g. point 1) and interdendrite region (e.g. point 2), are listed in Table 2. The averaged elemental ratios of an MoNbTaTiVW HEA sample prepared by arc melting were determined by EDS area scan. The results show that arc melted sample deviates from the ideal equality of equiatomic design point because of the different evaporation losses in the arc melting process. Following Leo et al., 33 the partition cofficient K = Cd/Cid, was used to evaluated the microsegregation quantitatively. Microsegregation is caused by the different solidification temperatures associated with each element in the alloy system. The elements with the high melting point in the system will solidify first and form the granular structures, forcing those elements of lower melting points into the intergranular regions that are formed at lower temperatures. The microsegration on account of non-equlibrium solidification is also predicted in the CALPHAD simulations. Figure 1c shows the element contents in the HEA liquid at different temperatures. The W content in liquid drops most rapidly and thus is concentrated into those dentrite cores. The experimentally measured partition cofficient of W is larger than that of Ta, which is consistent to the observed sharper decrease in W's concentration gradient in Fig. 1c. For elements Mo and Nb, the partition cofficients are found to be close to unity. This means that segregations for Mo and Nb are minimum during the solidification process. In agreement with the experimental results, Fig. 1c simulation shows that the Mo and Nb compositions keep nearly constant values at a temperature above 2200°C, making Mo and Nb nearly uniformly distributed in the HEA. Further examination of Fig. 1c shows that Nb has a higher simulated concentration near the solidus point than that of Mo, which explains the slightly lower partition coefficient value of Nb found in the experimental measurements. The enrichments of elements V and Ti in the interdendrite regions are conformed by both simulations and the measurements.
The compositional inhomogeneity between the dendrite and interdendrite regions is directly reflected by the EDS line scan results. As shown in Fig. 4a, atomic compositions were determined along three lines, with a point scan separation of 0.1 μm. The elemental percentages are plotted in Fig. 4b–d respectively. Based on the EDS line scan results, Mo contents were found to be nearly constant in both interdendrite region and dendrite region while slight Nb enrichment was observed in the interdendrite region; Ta and W were enriched in the dendrite region; and Ti and V were enriched in the interdendrite region, as discussed above.
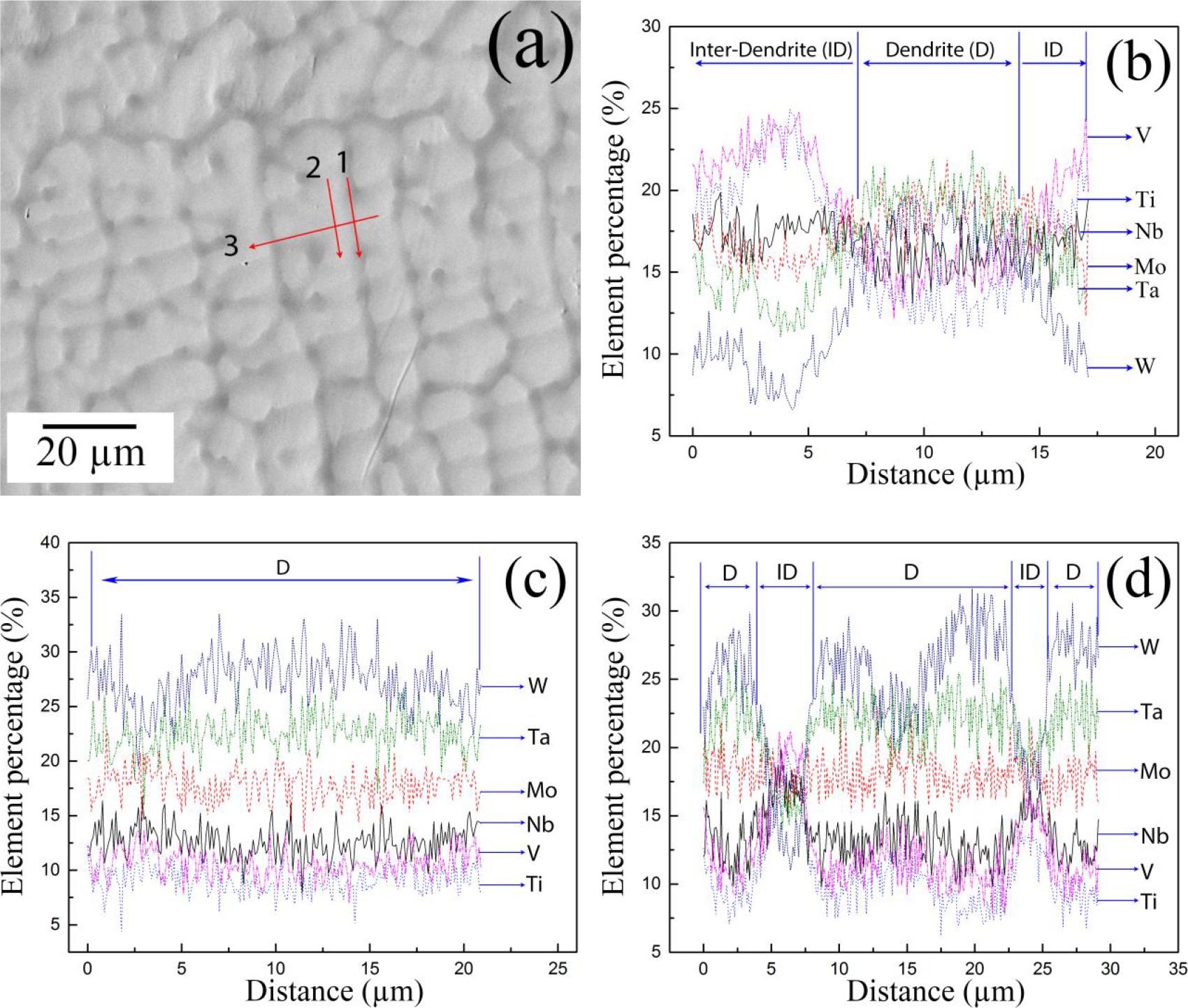
a image (SEM) (polished cross-section of HEA, EDS line measurement locations 1, 2 and 3 are marked) and atom percentage of b line 1, c line 2 and d line 3
Conclusion and outlook
A single phase senary refractory HEA, MoNbTaTiVW, was designed based on CALPHAD simulations and the inspection of available binary and ternary phase diagrams, and was successfully validated experimentally. The lattice constant, density and Vickers microhardness of the alloy in the as cast state was measured to be 0.3216 nm, 11.7 g cm− 3 and ∼5.0 GPa respectively.
High entropy alloy formation rules were investigated previous by Zhang et al.19,34 They claimed that the enthalpy of mixing from − 15 to +5 kJ mol− 1 and an atomic size difference δ < 5 favour solid solution phase formation in multicomponent systems.
34
δ for MoNbTaTiVW is calculated to be 3.1 using the equation proposed by Zhang et al.
34

The Scheil model in CALPHAD is found to be a useful tool in assisting the understanding of HEA microsegregation by calculating the compositions of bcc phase in the HEA at different temperatures. The excellent agreement between the CALPHAD predictions and the experimental results in terms of stable phases and non-equilibrium solidification demonstrated that proper utilising CALPHAD databases can truly accelerate new alloy design. However, cautions should be given to the accuracy of the databases used in CALPHAD. The success of the present CALPHAD prediction lies in the fact that the TCNI6 database covers all edge binary phase diagrams for the Mo–Nb–Ta–Ti–V–W senary system. Although the absence of ternary compounds in reported 18 ternaries of this system may partially justify the extrapolation of the binaries into higher order compositions to be useful for HEA design, optimisation of all constituent ternary systems will absolutely enhance the reliability of the database and thus the success rate of the HEA design. Typical optimisation for ternaries for this senary system will involve introducing ternary interaction parameters, fitting the phase boundaries between bcc, hcp and Laves phases, and reproducing liquidus surface, etc.
Although the concept of HEA was proposed about two decades ago, only in recent few years have its excellent properties started to catch the attention of materials scientists. The authors believe that further studies in the following areas could extend the present understanding of HEAs to higher levels, such as new integrated methods applied in efficient searching/designing the optimised single phase or eutectic HEA with higher mixing entropy and more stable structure, in situ dislocation dynamics study, high temperature structure and strength/toughness stability study, light weight high strength HEA development, three-dimensional additive manufacturing defect free HEA development, dopant effects on inter- and intragrain boundary study and oxidation and corrosion resistance HEA development.
Disclaimer
The present report was prepared as an account of work sponsored by an agency of the US Government. Neither the US Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness or usefulness of any information, apparatus, product or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process or service by trade name, trademark, manufacturer or otherwise does not necessarily constitute or imply its endorsement, recommendation or favouring by the US Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the US Government or any agency thereof.
Acknowledgements
This publication is based upon work supported by the US Department of Energy National Energy Technology Laboratory (NETL) under award nos. DE-FE0004734, DE-FE0011550, DE-FE0008382, DE-FE0007220; NASA/LaSPACE LEQSF-EPS(2014)-RAP-12; NSF-LASiGMA program (grant no. EPS-1003897); Louisiana State University Economic Development Assistantship; and the Cross-Cutting Technologies Program of NETL under the RES contract DE-FE-0004000. M.C.G. acknowledges general discussion on HEAs with Jeffrey Hawk.