
Abstract
ABSTRACT
In this study, WMoTaTi refractory high-entropy alloy was successfully fabricated via selective laser melting (SLM) using pre-alloyed powders by mechanical milling combined with gas–solid fluidisation. Fluidisation effectively improves the particle sphericity and thus its spreading performance suitable for SLM. Processing parameters were investigated in terms of laser power, hatching space and scanning rate. The relative density of WMoTaTi made by SLM (SLMed) reaches 95.8 ± 1.4%, and it consisted of dominant BCC phase and minor HCP phase. The slight precipitation of HCP Ti was driven due to the non-equilibrium solidification during ultra-rapid cooling by SLM. The microhardness of WMoTaTi via SLM is 617.2 ± 4.1 HV, preferable to those fabricated by traditional manufacturing processes. The sound microhardness is resulted from the fine grain size and nano-sized HCP precipitates, which favour dislocation pinning and promote strength. This work demonstrates that SLMed WMoTaTi has sound mechanical properties while using the cost-affordable pre-alloyed powders by fluidisation.
Keywords
Introduction
Refractory high-entropy alloys (RHEAs) are alloy systems achieved by mixing a variety of high-melting pointed elements in an equal or near equimolar ratio [1–3]. Compared with traditional high-temperature alloys, e.g. Ni-based superalloys, RHEAs exhibit excellent high-temperature mechanical properties and fatigue resistance due to the decreased diffusion rate and an increased lattice distortion [4–6]. Therefore, RHEAs are also known as ‘the next generation of high-temperature materials’ which show a wide range of application prospects [7]. Because of the high melting point and poor machinability, the conventional manufacturing of RHEA parts normally incurs high costs and restrained shapes [2], limiting their range of applicability. Alternatively, additive manufacturing (AM) is promising to fabricate RHEA parts with complex geometries in a near-net-shaping manner [8–10].
Lately, many studies focused on AM of RHEAs in terms of processing investigations, microstructures and mechanical properties [11–18]. Kunce et al. [15] prepared a MoNbVZrTi RHEA with a multiphase dendritic structure by laser engineered net shaping (LENS). Besides, selective laser melting (SLM) was employed to manufacture a WTaMoNb RHEA in the report by Zhang et al. [16]. The resultant WTaMoNb RHEA exhibited sound hardness as well as excellent corrosion resistance as compared with RHEAs made by casting. Elemental powders as raw feedstock were commonly used in these reports for in situ alloying during AM. However, incomplete alloying is prone to occur if employing elemental powders, resulting in significant component segregation as pointed out in [16]. Another critical issue is that the element with a relatively low melting temperature is likely to evaporate more during AM by comparison of those with high melting temperatures as reported in [19,20]. In such a case, the inhomogeneous microstructure and deviation from the nominal composition both push up the risk of disqualifying the mechanical properties of RHEA by AM in case of using elemental powders. Thus, as emphasised in [21] the usage of spherical pre-alloyed RHEA powders is essential for AM to fabricate high-quality parts. It needs to be pointed out, however, the spherical pre-alloyed RHEA powders made by atomisation are difficult to achieve and afford, which constrains its extensive deployment and future scale-up.
In this work, we newly developed a facile pathway, i.e. gas–solid fluidisation [22] to modify pre-alloyed WMoTaTi RHEA powders by mechanical milling. The fluidising process was performed in an argon gas atmosphere, where shape modification takes place due to the particle granulation effect and thus benefits the flowability improvement [23]. The fluidised WMoTaTi RHEA powders were employed as the raw feedstock and successfully processed in SLM. Our study demonstrates that the fluidised WMoTaTi RHEA powders exhibit preferable printability and sound microhardness for the SLM made (SLMed) parts, respectively. The main purpose of this work is to investigate the effect of fluidising parameter on the powder properties and its printable performance. Processing parameters on the microstructure, phase constituent and mechanical properties of the SLMed parts were also analysed.
Experimental
Elemental powders of W (purity of 99.9%), Mo (purity of 99.9%), Ta (purity of 99.9%) and Ti (purity of 99.5%) were used as the raw material. The micro-morphologies of these raw powders with particle size distributions are all shown in Figure 1(a). The mean particle size (D50) of W, Mo, Ta and Ti powders is 20.6, 12.2, 16.3 and 21.7 µm, respectively. The powders with an equimolar ratio were homogeneously mixed for 6 h. The following pre-alloying step was carried out via ball milling under high-purity argon gas protection. The ball milling speed, ball-to-powder ratio and milling time were set to 350 rev min−1, 8:1 and 20 h, respectively. Since the ball-milled powders exhibit irregular morphology, particle modification is needed to improve its flowability, making the powders suitable for the following SLM processing. The subsequent particle modification was performed by gas–solid fluidisation using flowing high-purity argon gas (5 N purity) as the fluidising media, where the fluidising temperature and time were set to 400–600°C and 5–30 min, respectively. The detailed fluidising processing and associated modifying mechanism were given in our recent work [22].
Powder morphologies and particle size distributions of the powders (a) raw, (b) ball-milled and (c) fluidized.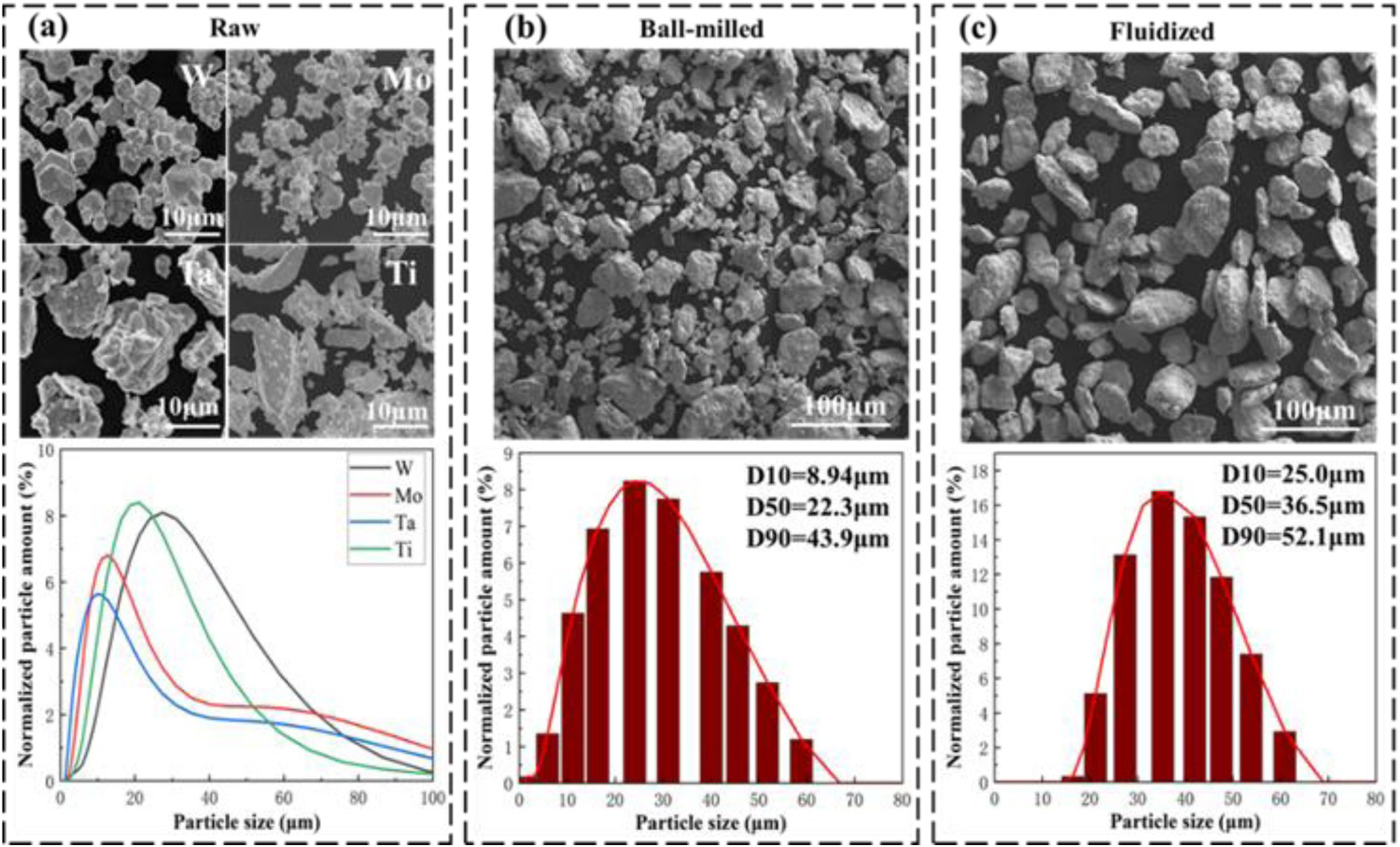
SLM processing parameters used in this study and relative densities of the SLMed samples.
A laser diffraction analyser (BE-9300S) was used to measure the particle size distribution (PSD). Particle flowability was analysed as specified in the ASTM B213-13 standard with a Hall flowmeter. The density of the SLMed parts was determined as per the Archimedes method specified in the ASTM B962 standard. The oxygen content of the powders and SLMed parts was analysed using an inert gas melting analyser (Leco-Tch600). X-ray diffraction (XRD, MAC Science M21X) was employed to analyse the phase constituents of the powders and SLMed parts. Scanning electron microscopy (Zeiss LEO-1450, Germany) equipped with energy-dispersive spectrometry (EDS) and transmission electron microscopy (TEM, FEI G2) combined with selected area electron diffraction (SAED) were used to observe the microstructure and morphology of samples. The texture orientation of the SLMed parts was analysed by electron backscattered diffraction (EBSD, Oxford NordlysNano), either parallel or perpendicular to the building direction. Vickers micro-hardness for the SLMed parts was measured using a load of 0.098 N (10 gf). The phase diagram of WMoTaTi RHEA was calculated using the Thermo-calc's HEAs database (TCHEA5) provided from the Thermo-calc 2020 software.
Preparation and characterisation of powders
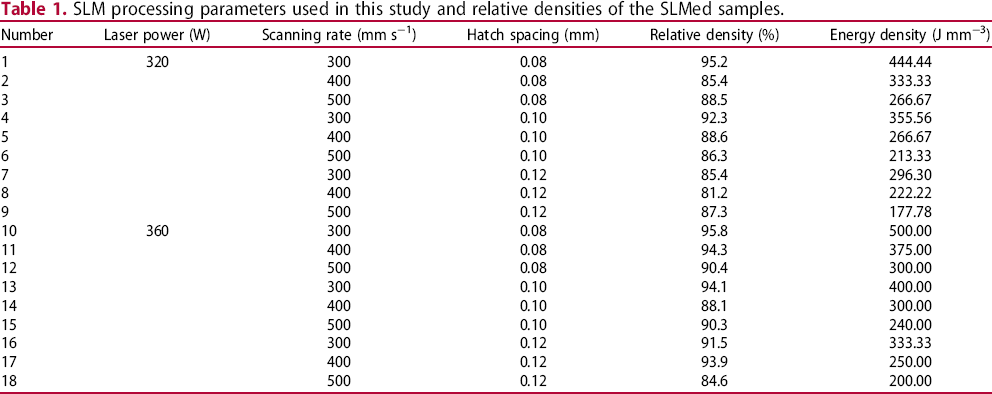
Figure 1 compares the morphology and particle size distribution of the raw, ball-milled and fluidised powders, respectively. It can be seen from Figure 1(a) that the morphology of the raw W, Mo, Ta and Ti powders is irregular, and the D50 ranges from 10 to 40 µm. As indicated from the XRD patterns in Figure 2(a), the powders after ball milling exhibit pre-alloying with a crystalline structure of body-centred cubic (BCC), a typical feature of high entropy alloys (HEAs). However, the oxygen level of the ball-milled powders increases to 0.28 ± 0.01 wt-% from 0.11 ± 0.01 wt-% for the elemental raw powders. In addition, the WMoTaTi RHEA pre-alloyed powders with the D50 of 22.3 µm remain of extremely poor morphology (Figure 2(b)), which causes inferior packing and spreading performance as shown in Figure 3(a,c). By contrast, the ball-milled powders after fluidising have exhibited a higher particle sphericity and narrower PSD (Figure 1(c) cf. Figure 1(b)). The particle flowability of the fluidised powders is 35.3 ± 0.2 s/50 g, which has been significantly improved from the ball-milled powders that are not measurable. It has been analysed that the metallurgical adhesion of fine and coarse powders and particle granulation both push up the particle sphericity and flowability [22], thus enabling the significant improvement of packing and spreadability (Figure 3(b,d)). It is interesting to note that the diffraction peaks of the fluidised powders shift to a higher degree as compared with those of the ball-milled powders as indicated in Figure 2(b). This is owing to the internal stress caused by the high-energy mechanical milling that was somehow released after fluidisation at a relatively high temperature. However, the SLM usually underwent a rapid melting and cooling procedure, also generating the internal stress and thus causing the left shift for diffraction peaks for the SLMed part (Figure 2(b)), as compared to the fluidised powders.
XRD patterns of the powders and SLMed (as-printed) parts (a) 2θ = 10°∼90° and (b) 2θ = 37°∼43°. Performance of packing and spreadability for the powders (a, c) ball-milled and (b, d) fluidized.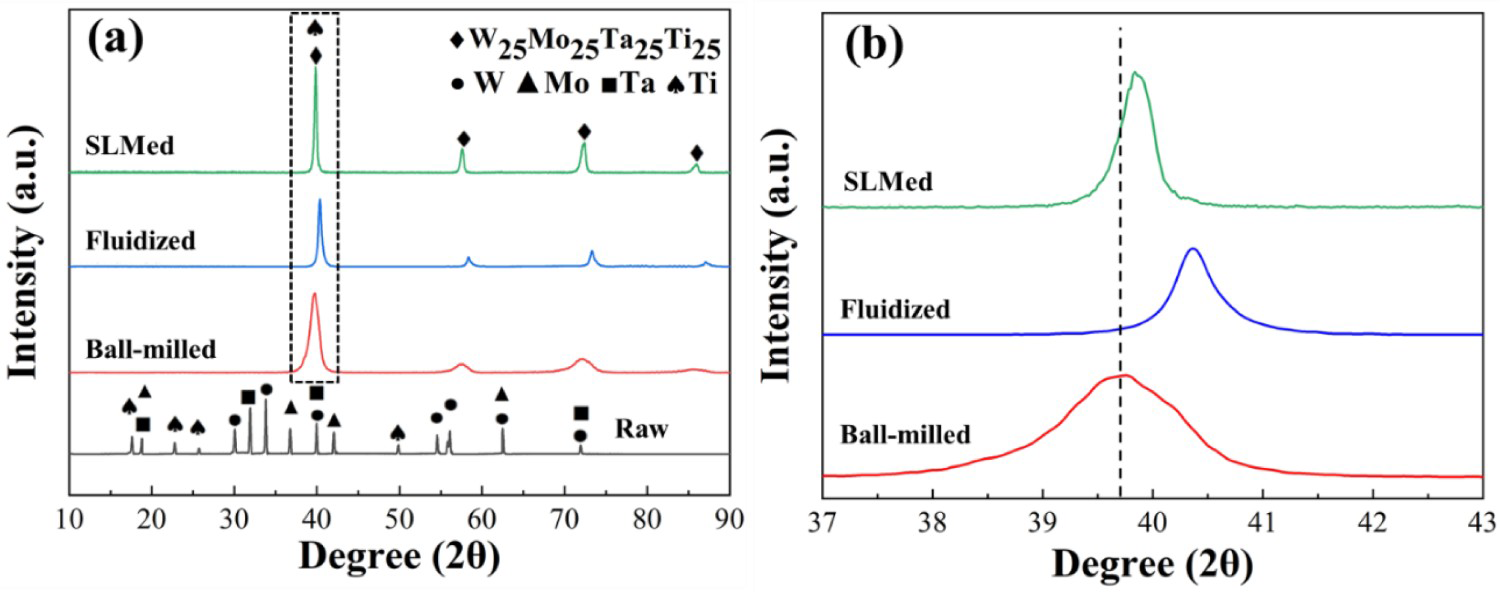
To minimise the compositional segregation, pre-alloying of raw powders is a crucial point for SLM processing. In this case, EDS was carried out to evaluate the alloying degree of the WMoTaTi RHEA powders. Figure 4 presents the elemental distribution of the fluidised powder particle. It can be seen from Figure 4 that the multiple elements of W, Mo, Ta and Ti are homogeneously distributed, signifying the fluidised powders were being well pre-alloyed. The compositional analysis is shown in Table 2. It confirms that the composition of the pre-alloyed WMoTaTi RHEA powders is close to the nominal composition without a significant deviation to the designed composition. Besides, the oxygen level of the fluidised powders is 0.29 ± 0.02 wt-%, which demonstrates a negligible increase from the ball-milled powders (0.28 ± 0.01 wt-%) due to the inert atmosphere and short-time processing.
Particle morphology and compositional distribution of the fluidized powders. Compositions of the nominal and fluidized powders by EDS.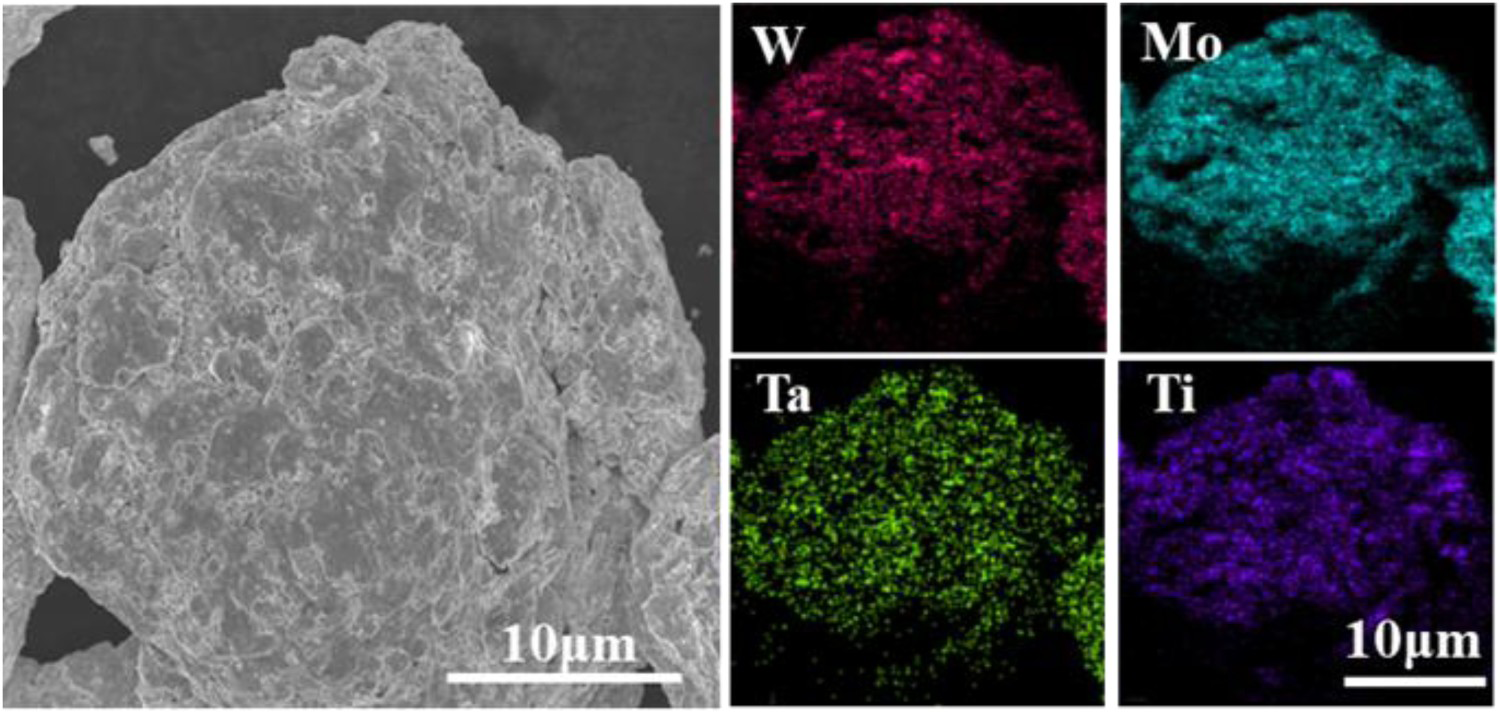
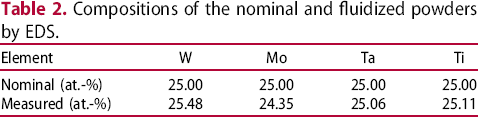
To explore the effect of processing parameter on the relative density and microstructure of the SLMed WMoTaTi RHEA parts, comparative experiments were designed and performed (Table 1). Samples with a three-dimensional size of 10×10×5 mm were built without visible cracks for each set of parameters as presented in Figure 5(a). It can be figured from Figure 5(b) that the SLMed parts made under the laser power of 320 W have few pores and microcracks. Since the melting points of these elements in RHEA are extremely high, possible incomplete melting of powders may cause lack of fusion if the laser power or energy density is insufficient. With increasing laser power to 360 W, however, the porosity is largely reduced without microcracks remaining (Figure 5(c)). The current optimised parameter is with the laser power, hatching space and scanning rate of 360 W, 0.08 and 300 mm s−1, respectively, as implied from Figure 5(c). The optimised relative density reaches 95.8% for the SLMed WMoTaTi RHEA parts.
(a) photograph, and (b, c) metallographs of the SLMed WMoTaTi RHEA parts as a function of processing parameter.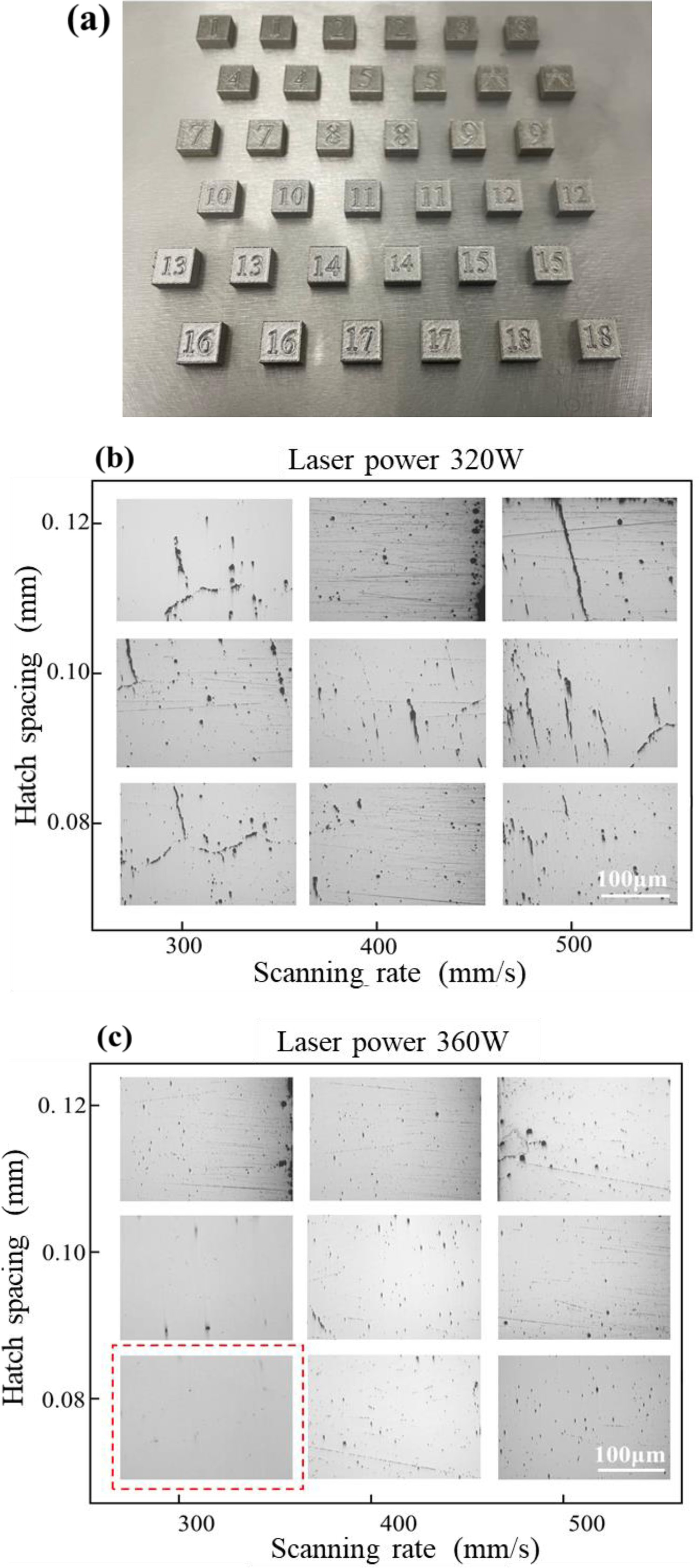
Energy density η is usually used to express the processing parameter during AM, which can be defined as the following equation [24]:
Distribution map of the relative density of the SLMed WMoTaTi RHEA parts as a function of processing parameter.
Figure 7 shows the microscopic morphology and composition distribution of the SLMed WMoTaTi RHEA. In Figure 7(a), it can be observed that the microstructure of the SLMed WMoTaTi RHEA exhibits dendritic with a length of ca. 2 and 1 μm for the dendrite and secondary dendrite arms, respectively. This dendritic feature is ubiquitous in HEAs, since no fixed solutes or solvents existed in the HEAs [25]. Therefore, the achieved undercooling is at such a high degree that favours the formation of dendrites [26]. It can be judged from Figure 7(b) that the microstructure of the SLMed WMoTaTi RHEA consists of dendrite arms and inter-dendritic regions. The oxygen content of the SLMed WMoTaTi RHEA is 0.30 ± 0.02 wt-%. Moreover, the EDS analysis (Figure 7(c)) points out that the W, Mo and Ta are mainly concentrated in the dendrite arm, while the Ti element is rich within the inter-dendritic area. In other words, there exists minor Ti precipitation in the SLMed WMoTaTi RHEA in this study. Besides, molten pool lines can be observed on the Y–Z plane parallel to the building direction (BD) with much finer grains nearby (Figure 7(d)) and similar microstructures with those in Figure 7(b).
Micro-images and elemental distribution of the SLMed WMoTaTi RHEA parts (a∼c) with the X–Y plane perpendicular to the building direction (BD), (d, e) with the Y–Z plane parallel to the BD, and (f) schematic of detected planes of the SLMed parts.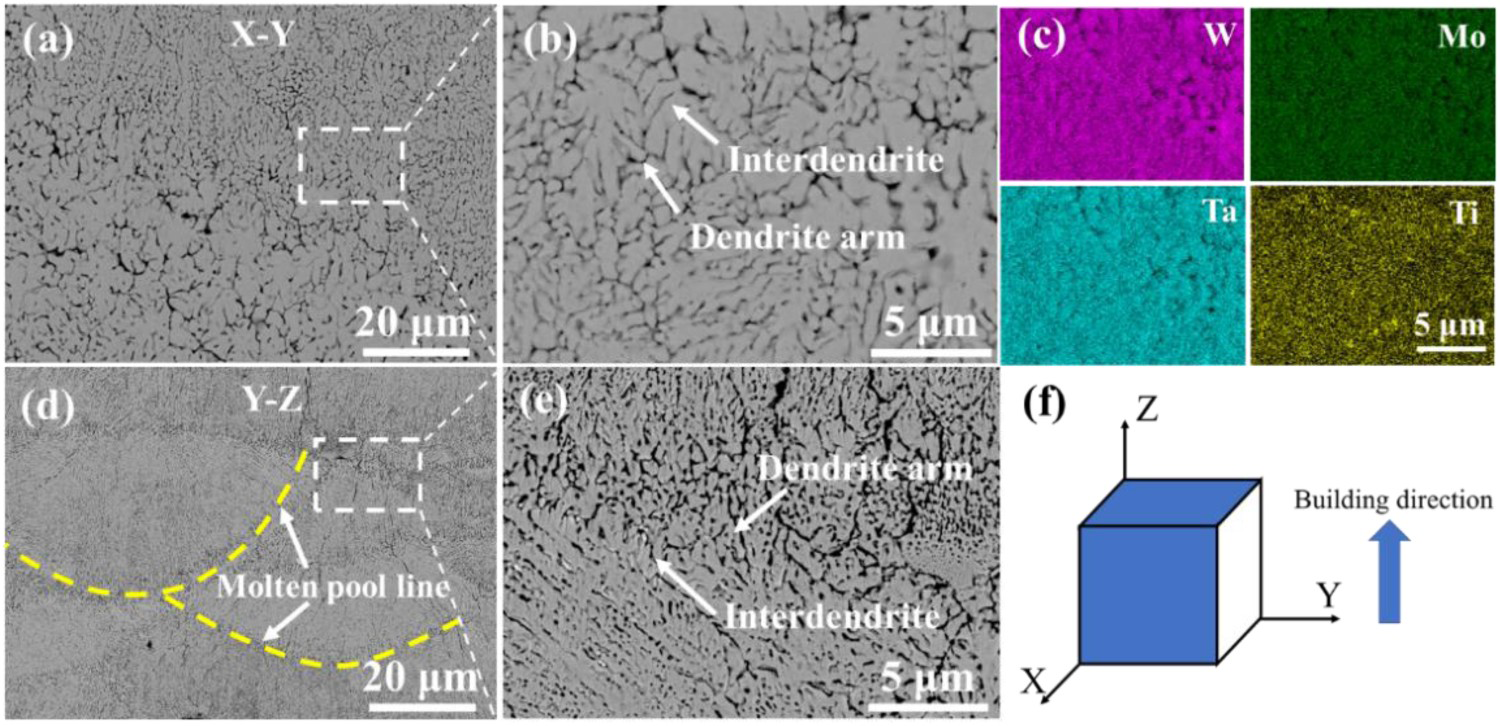
EBSD was applied to determine the crystalline orientation and grain size of the SLMed WMoTaTi RHEA parts. Figure 8 presents the EBSD results related to the X–Y (Figure 8(a)) and Y–Z (Figure 8(b)) planes to the BD, respectively. It can be seen from Figure 8(a,b) that the resultant major grain size approaches below 10 μm. Owing to the laser remelting process during SLM [27], a few ultrafine and trivial grains are resulted between columnar coarse grains (Figure 8). Moreover, unlike other alloys e.g. Ti-6Al-4V and TiNi alloys as reported in [28,29], the SLMed WMoTaTi RHEA parts do not exhibit preferable crystallisation orientations particularly along the BD as indicated by the pole figures in Figure 8. It means there exists anisotropic microstructures without obvious textures in the SLMed WMoTaTi RHEA parts, which has been reported to improve the mechanical properties [30].
EBSD analysis of the SLMed WMoTaTi RHEA parts (a) perpendicular to the BD, and (b) parallel to the BD.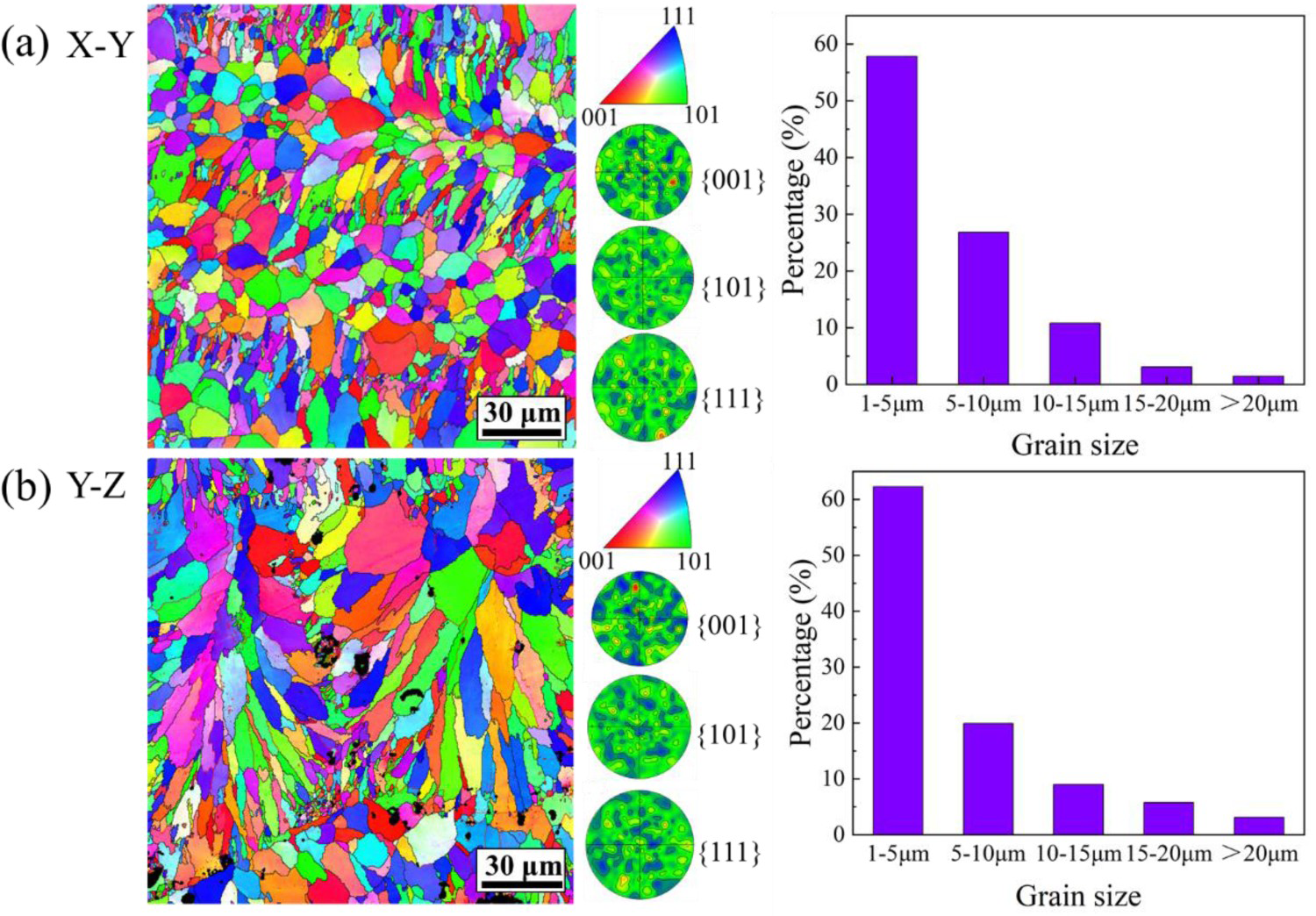
Figure 9 is the thermodynamic phase diagram of the SLMed WMoTaTi RHEA calculated using the Thermo-calc 2020 software. In this case, rapid solidification occurred following the powder molten during SLM to form a single-phase solid solution with a BCC crystalline structure starting at roughly 2750°C until the temperature reduces to ca. 2370°C (Figure 9). However, with the continuous decrease in the temperature well below 500°C (Figure 9), the phase reaction from BCC to the close-packed hexagonal (HCP) structure starts to take place at the expense of the BCC phase. The Ti solidus precipitation has been reported in the HEA systems containing refractory elements [31]. Our case is consistent with the reported works, indicating the HCP phase is the precipitated Ti solidus during rapid cooling. This hypothesis is further confirmed by the analysis of XRD, TEM and EDS as shown in Figures 2, 10 and 11. As presented in Figure 10, the matrix of the SLMed WMoTaTi RHEA mainly consisted of W, Mo and Ta elements, while the inter-dendritic region is rich in Ti and O elements. Thus, the precipitation of the Ti(O) solid solution occurred in the inter-dendrite region. Meanwhile, the TEM result in Figure 11 also proves the matrix and precipitate have the crystalline structure of BCC and HCP in the SLMed WMoTaTi RHEA, respectively. It can be also found that the Ti-rich precipitation region is with a width of 50–200 nm, which is believed to affect the properties of the SLMed WMoTaTi RHEA.
Phase diagram of the WMoTaTi RHEA. TEM images and EDS elemental mappings of the SLMed WMoTaTi RHEA. TEM images (a and c) and SEAD analysis (b and d) of the circled regions in (a) and (c) for the SLMed WMoTaTi RHEA.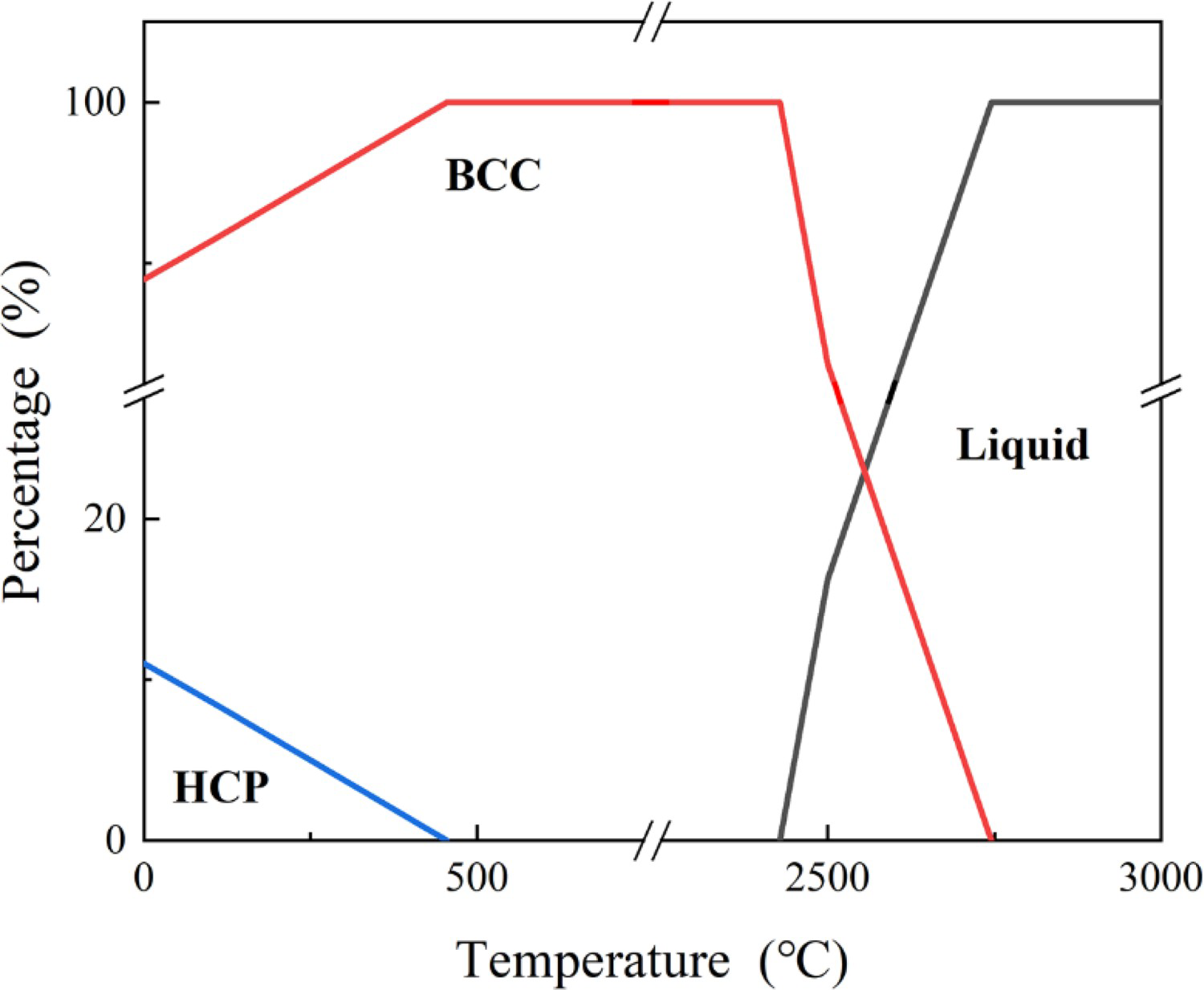
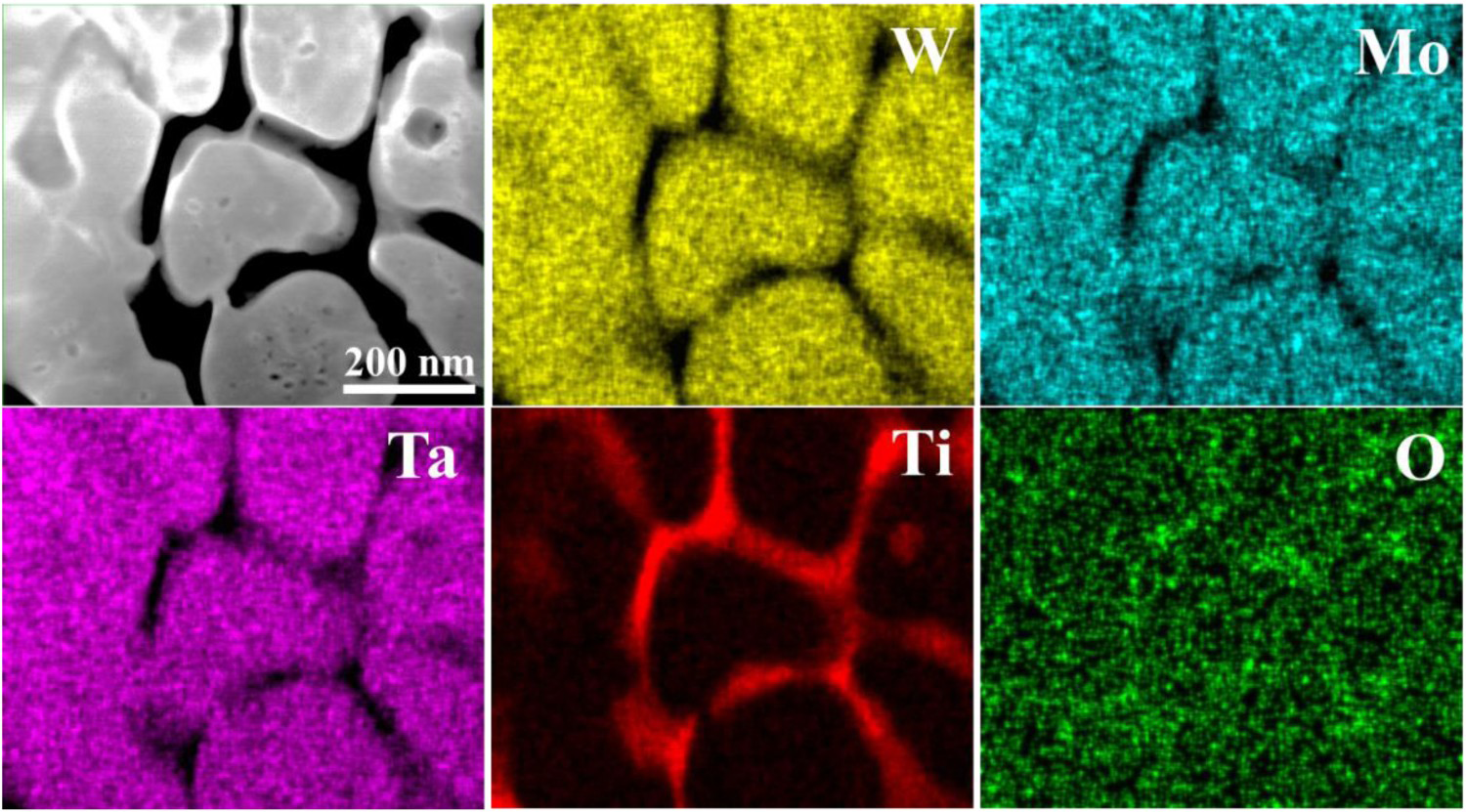
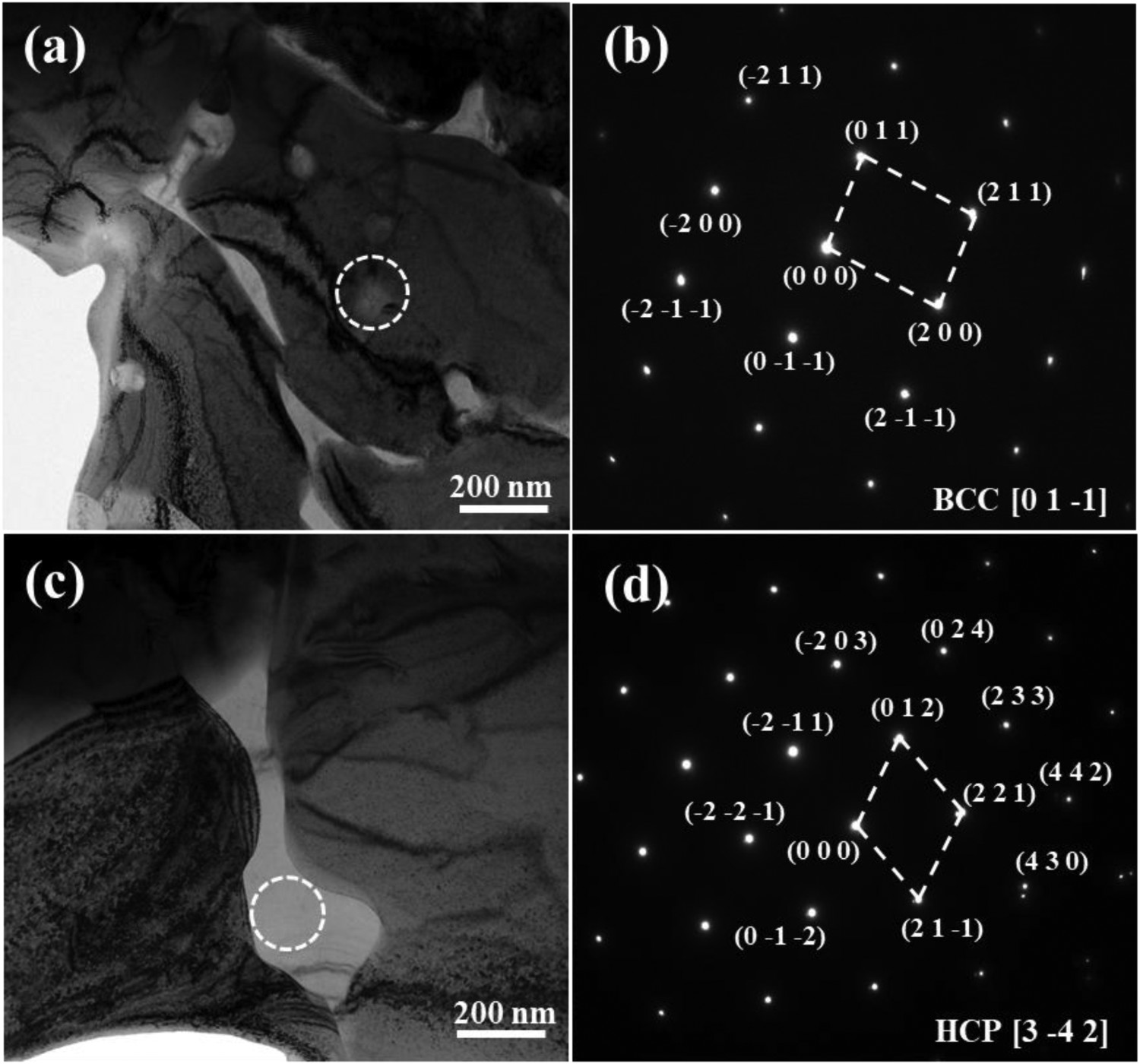
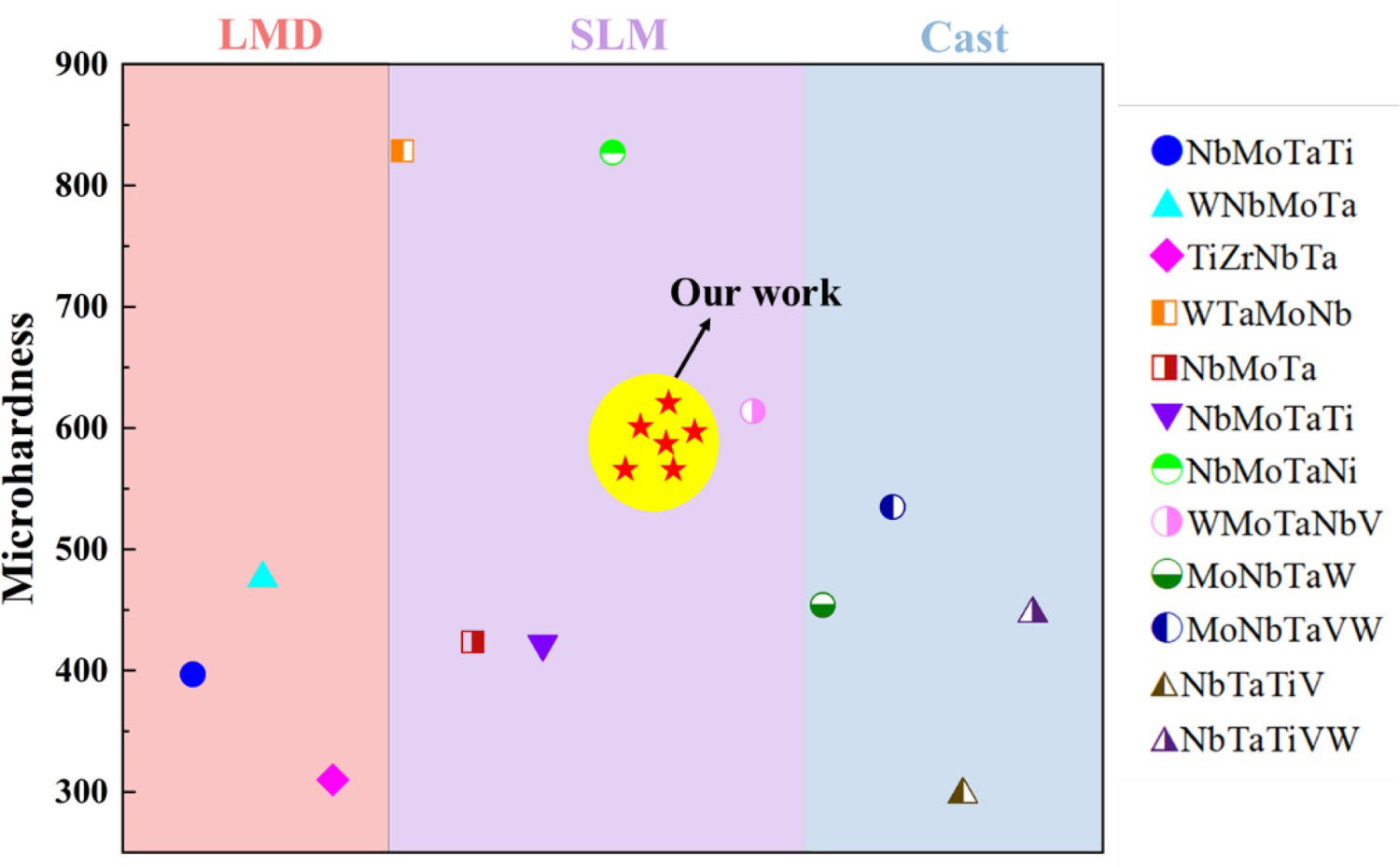
Figure 12 shows the microhardness results of the SLMed WMoTaTi RHEA parts. The results from the literature of RHEA by other routes including casting are also summarised in Figure 12. The resultant microhardness of the SLMed WMoTaTi RHEA parts is 617.2 ± 4.1 HV in this work, which exhibits preferable microhardness properties as compared with other RHEA systems made by either laser melting deposition (LMD) or casting. Thus, our work provides a promising pathway to fabricate RHEA parts using SLM by employing the cost-effective fluidised WMoTaTi powders.
Microstructural and phase evolution


 ,
,
 ,
,
 ,
,
 ,
,
 , and
, and
 represent the mixing enthalpy of the HEA, mixing entropy of the HEA, melting point of each alloying element, element atomic radius, and the shortest and longest atomic radius, respectively. In addition, VEC is the concentration of valence electrons of alloying elements, while
represent the mixing enthalpy of the HEA, mixing entropy of the HEA, melting point of each alloying element, element atomic radius, and the shortest and longest atomic radius, respectively. In addition, VEC is the concentration of valence electrons of alloying elements, while
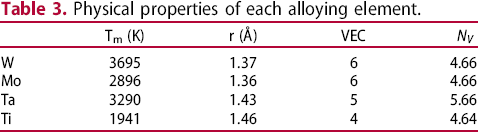
 is the atomic percentage of each element. The related parameters of each alloying element in this study are shown in Table 3, while the elemental mixing enthalpy is shown in Table 4.
is the atomic percentage of each element. The related parameters of each alloying element in this study are shown in Table 3, while the elemental mixing enthalpy is shown in Table 4.
Physical properties of each alloying element.

Mixing enthalpy (kJ mol−1) of atom pairs.
Based on Equations (1)∼(3), the calculated mixing enthalpy
 , mixing entropy
, mixing entropy
 , solid solution parameter
, solid solution parameter
 , atomic size difference parameter γ, and valence electron concentration VEC are 5.25 kJ mol−1, 11.56 J mol−1 K−1, 6.51, 1.08 and 5.25, respectively. It has been widely reported that when the parameters are within the scope of Ω>1.1, γ<1.175 and VEC < 6.87 for one kind of HEA, its matrix exists as a stable BCC solid solution [37]. Our work presents the matrix with a BCC solid solution (Figures 2 and 9) that is consistent with the above theory.
, atomic size difference parameter γ, and valence electron concentration VEC are 5.25 kJ mol−1, 11.56 J mol−1 K−1, 6.51, 1.08 and 5.25, respectively. It has been widely reported that when the parameters are within the scope of Ω>1.1, γ<1.175 and VEC < 6.87 for one kind of HEA, its matrix exists as a stable BCC solid solution [37]. Our work presents the matrix with a BCC solid solution (Figures 2 and 9) that is consistent with the above theory.
Solidification is commonly correlated with precipitation during the cooling and solidification sequence of alloys. Particularly, when the difference in melting point among alloying elements is significantly high, the initial nucleation zone contains more elements with higher melting points during the non-equilibrium cooling process. In such a case, the element with a higher melting point is enriched in the initially solidified dendrite arms, further causing the low-melting pointed elements to precipitate in the subsequently solidified inter-dendritic region. By comparing the melting points of the four elements W, Mo, Ta, and Ti in this study (Table 3), the high-melting pointed elements of W, Mo, and Ta seem to solidify in the dendrite structure initially, while the relatively low-melting pointed of Ti remained in the inter-dendritic area as observed (Figure 10). Besides, in the WMoTaTi RHEA, the diffusion coefficient of Ti is largely greater than those of others. Therefore, during the solidification process, the huge diffusional difference between Ti and other high-melting pointed elements forces the resultant precipitation. It also need to be pointed out that the Ti element has the largest atomic radius (Table 3) in the WMoTaTi RHEA, which demonstrates a greater mismatch degree with others in terms of atomic size. It is another reason to explain this phenomenon.
Normally, the associated strengthening mechanisms of the SLMed parts have been reported as grain refining, precipitate dispersion strengthening, and interface strengthening [38]. The fine grains of the WMoTaTi RHEA formed via SLM can be attributed to the ultrahigh cooling rate during the rapid solidification process. In this case, the increased microhardness of the SLMed WMoTaTi RHEA parts is dependent on the grain size by following the well-known Hall–Petch theory [39]. On the other hand, the Ti-rich precipitates as shown in Figure 11 act as the secondary dispersions embedded in the matrix, increasing the stacking fault energy and thus promoting the generation of dislocation cross slip. It has been proved by the results in Figure 13, which presents dislocation pinning, accumulation and cross slip after deformation (microhardness testing). This is believed to enhance the mechanical properties especially the strength of the SLMed WMoTaTi RHEA parts, yielding sound microhardness as compared with other RHEA systems as presented in Figure 12.
TEM images showing the dislocation pinning and accumulation of the SLMed WMoTaTi RHEA parts after deformation.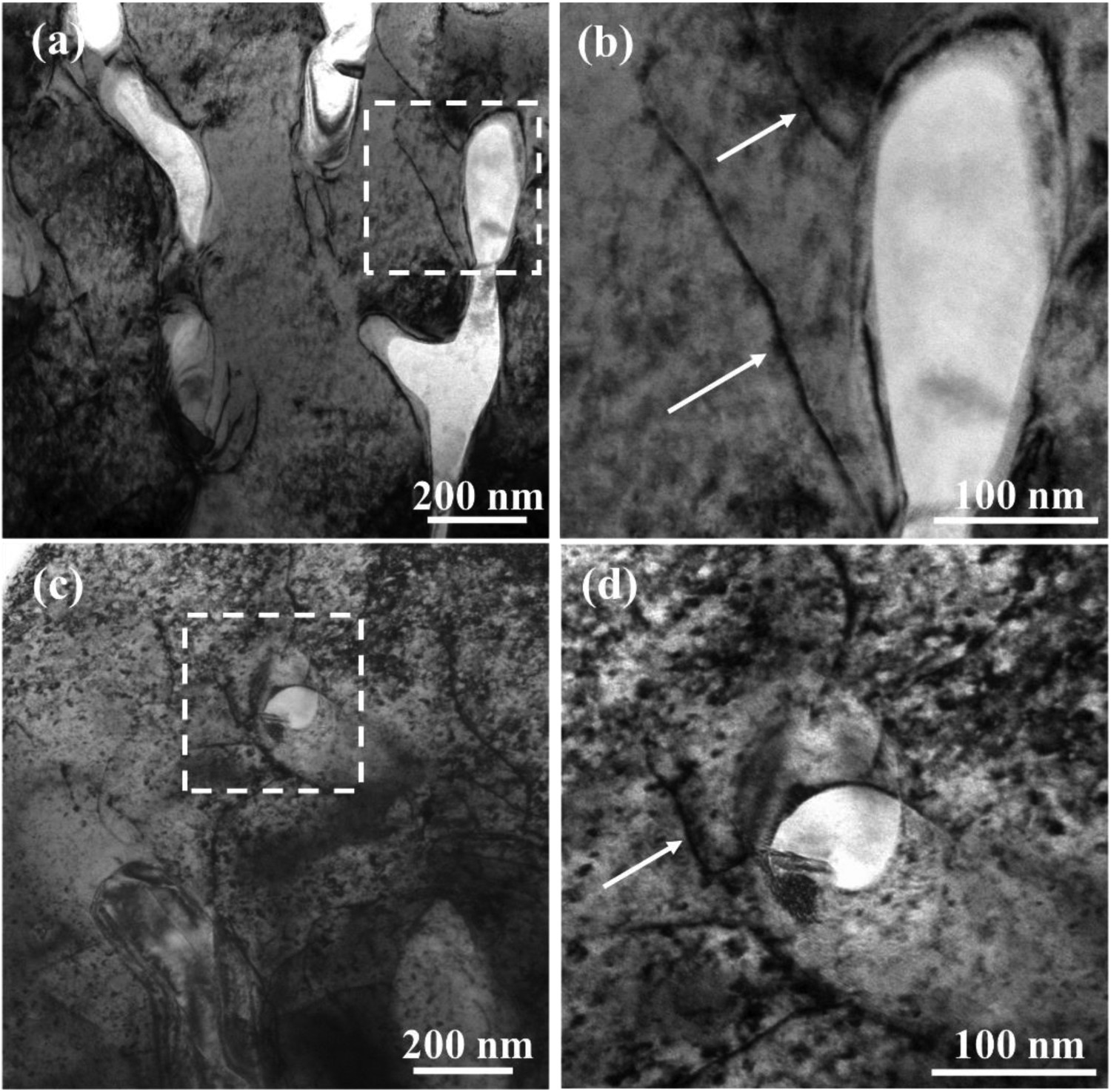
In summary, we fabricated WMoTaTi RHEA parts via SLM using cost-effective powders produced by fluidisation combined with ball milling. The powder characteristics after fluidising have been analysed in terms of micro-morphology, microstructure and spreadability. The follow-up SLM processing investigation was carried out to optimise the processing windows using the pre-alloyed WMoTaTi fluidised powders. The microstructure and mechanical properties of the SLMed WMoTaTi RHEA parts were investigated. The SLMed parts exhibited the primary BCC phase with a minor HCP phase. The precipitation of solidus Ti is attributed to the major difference in the melting point and mismatch of atomic radius as compared with other elements in the WMoTaTi RHEA. Owing to the effects of grain refining and Ti-rich nano-sized precipitates, the resultant sound microhardness of the SLMed WMoTaTi RHEA parts reaches 617.2 ± 4.1 HV. This work provides a prospective route to fabricate RHEA parts by SLM using inexpensive pre-alloyed powders by fluidisation.
Footnotes
Acknowledgements
This work was sponsored by the National Natural Science Foundation of China (No.: 51971036), Shandong Provincial Key Research and Development Program (No.: 2019JZZY010327), and National Key Research and Development Program of China (No.: 2021YFB3701900).
Disclosure statement
No potential conflict of interest was reported by the author(s).