
Abstract
In the present paper, tubular channel angular pressing process is applied on as cast AZ91 magnesium alloy tubes at different punch speeds at two different temperatures of 150°C and 250°C. The results show that increases in the punch speed lead to higher strength and lower elongation. In addition, at a constant punch speed, an increase in the process temperature leads to a decrease in the strength, but the elongation is slightly increased. The grain size of the sample decreased to ∼1 μm from the initial value of ∼150 μm. The use of very low plunger speeds during the severe plastic deformation of hexagonal close packed (hcp) metals could be considered as a powerful method for increasing the elongation of ultrafine grained hcp metals while maintaining their high strengths.
Introduction
Magnesium alloys have been considered widely for different applications such as automotive, biomedical and aerospace because they have the lowest density among all commonly used structural metals. However, the use is restricted due to poor formability and limited ductility at room temperature. 1 Alternatively, magnesium alloys show distinctive superplasticity property at the temperatures close to half of their melting point.2,3 A series of studies have been conducted to deal with poor formability of magnesium alloys by means of thermomechanical processing.4–7 In the last decades, severe plastic deformation (SPD) processes were introduced as a promising tool for producing ultrafine grained (UFG) and nanostructured materials because they have excellent properties such as higher strengths at room temperature and superplastic behaviour at higher temperatures. 8 Several techniques such as equal channel angular pressing (ECAP),9–11 high pressure torsion12,13 and accumulative roll bonding (ARB)14,15 were developed for the fabrication of UFG materials. Chen et al. conducted ECAP experiments on a hot rolled AZ91 magnesium alloy to investigate the influence of the process on its microstructure and mechanical properties. They reported that the yield strength, ultimate tensile strength and elongation of AZ91 remarkably increase after ECAP with four passes at 225°C and two passes at 180°C. 16 Since high strength tubes are used extensively in different industrial applications, researchers need to develop effective SPD process suitable for producing UFG tubular parts. Faraji et al. proposed a novel SPD method, tubular channel angular pressing (TCAP), in which cylindrical tubes are deformed to extremely large strains without a change in tube dimensions. 17 They used a finite element modelling to study the effects of channel geometry 18 and channel angles 19 on plastic deformation behaviour and process load. During TCAP procedure, the tube specimen constrained between inner and outer dies is extruded through the angular channel by applying punch pressing. Results on TCAP processing of AZ91 magnesium alloy done in previous works reported maximum elongation of ∼6 at strength of ∼350 MPa. 20 The aim of this paper is to redevelop the TCAP process done at lower punch speeds for processing of higher strength and ductility AZ91 tubes. In the present paper, the effects of punch speed and temperature on mechanical properties and microstructure of AZ91 magnesium alloy in the TCAP process were investigated experimentally.
Experimental
The material used for this study was commercial as cast magnesium alloy with chemistry corresponding to the AZ91 grade having a composition as shown in Table 1.
Chemical composition of AZ91

Specimens were machined from as cast ingots into tubes with 20 mm in outer diameter, 2.5 mm in thickness and 50 mm in length. A TCAP die with three shear zones was designed and manufactured from hot work tool steel (H13) and hardened to 55 HRC. Figure 1 depicts a schematic of TCAP dies, its components and relevant parameters. To reduce the friction between dies and tube, the contacting surfaces of the die were grind, and then MoS2 was applied as the lubricant. 21
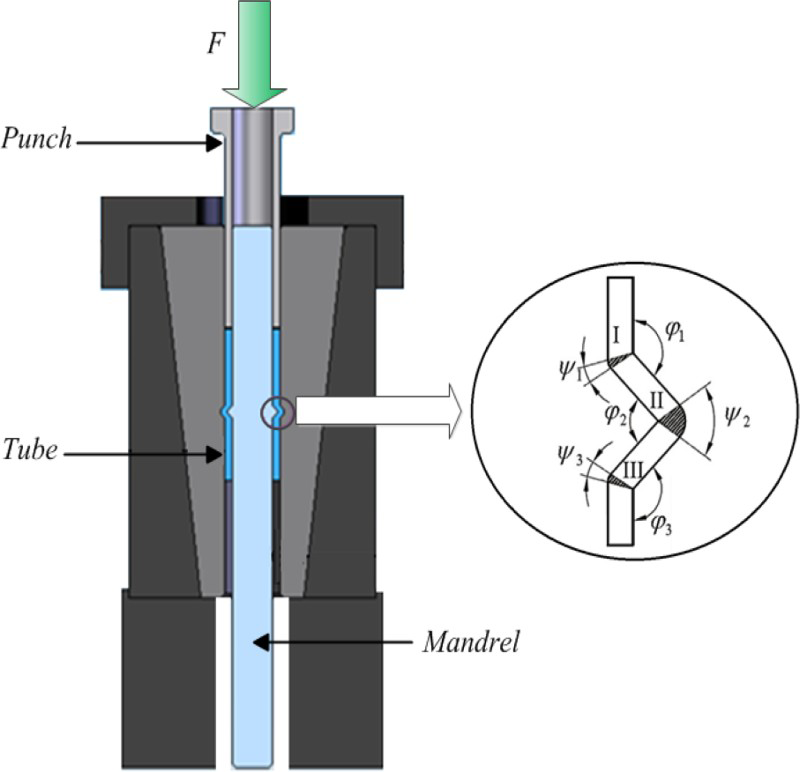
Schematic of TCAP process and its parameters
The channel angles ϕ1, ϕ2, ϕ3, ψ1, ψ2 and ψ3 of TCAP die were designed as 135°, 90°, 135°, 0°, 90° and 0° respectively. In order to study the effects of punch speed and temperature during TCAP procedure on microstructure and mechanical properties, experiments were carried out at different punch speeds of 1, 10, 20, 50 and 100 mm min− 1 at two temperatures of 150°C and 250°C. Afterward, the TCAP processed specimens were cut in perpendicular to the axial direction, and microstructural investigations were performed by standard metallographic techniques. Samples were characterised using optical microscopy (OM). The average grain size was estimated by the line intercept method. Vickers microhardness tests were accomplished using Shimadzu Type M microhardness machine in a load of 100 g for 10 s according to the American Society for Testing and Materials (ASTM) standard ASTM E384.n Average hardness of six indents was used to increase the accuracy of the tests. Compression tests were carried out on ring samples cut from the processed and unprocessed tubes to extract the stress–strain curves. The rings were placed between two smooth plates, and the compression tests were conducted using an INSTRON press at a strain rate of 10− 3 s− 1 at room temperature. A thin Teflon layer along with silicon lubricant was utilised between the ring ends and plates to decrease the friction influence. Figure 2 shows a schematic of compression test sample and dimensions.
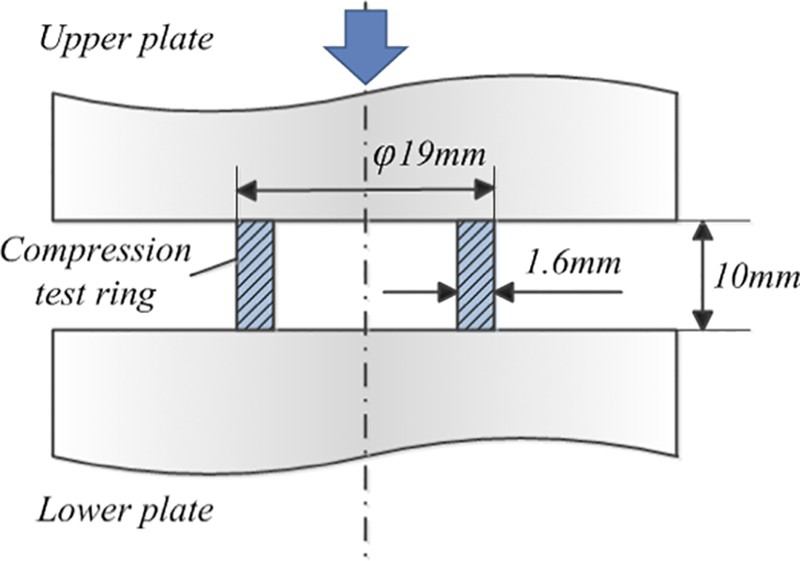
Schematic of compression test set-up and dimensions
Results and discussion
Microstructure
The optical microstructures of unprocessed and the TCAP processed tubes at a punch speed of 1 mm min− 1 at 150°C and 250°C were shown in Fig. 3. Unprocessed as cast microstructure is deduced to be a mixture of a semidendritic α-Mg solid solution matrix surrounded by coarse and reticular β (Mg17Al12) intermetallic phase precipitated in the interdendritic spaces. 22
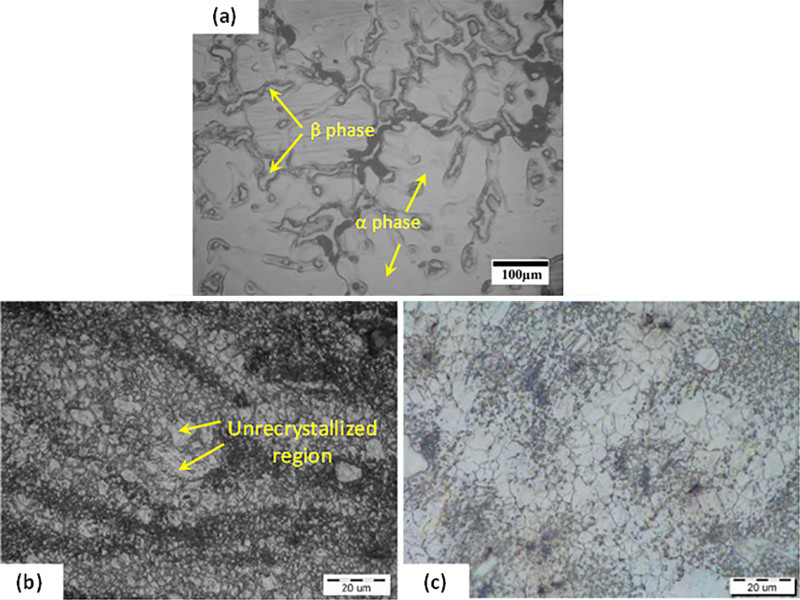
a OM microstructure of as cast, and TCAP processed AZ91 tubes with v = 1 mm min− 1 at b 150°C and c 250°C
Figure 3b and c shows the effect of working temperature on the cross-sectional microstructure of the processed tubes along perpendicular to axis direction. As it shows, both microstructures are drastically refined so that grain size is hard to measure. It was revealed that the grain size decreased from 150 μm to ∼2.4 and ∼1 μm for 250°C and 150°C TCAP process respectively. It is worth mentioning that there are some uncrystallised regions in the microstructure of the processed tube at 150°C (Fig. 3c). In contrast, at process temperature of 250°C, the unrecrystallised regions were significantly diminished (Fig. 3c). So, the fraction of recrystallised grains increases with elevating the working temperature. 4 Different mechanisms have been proposed to rationalise the formation of recrystallised grains in magnesium alloys including dynamic recrystallisation (DRX), twin induced recrystallisation and particle stimulated crystallisation. 5 During plastic deformation, new recrystallised grains nucleate along preexisting grain boundaries by consuming the primary grains, and a necklace microstructure is observed. Following the strain increase, the formerly nucleated grains become appropriate sites for the nucleation of new grains and the average size of grains decreases, indicating DRX occurrence during the deformation procedure. The conclusion that DRX dominates in the compression process is in agreement with previous reports of similar research.23,24 Since DRX takes place in plastic deformation processes, the microstructures of plastically deformed magnesium alloys are usually characterised by fine equiaxed grains. Because of the pinning effect of grain boundaries, dislocations accumulate in the vicinity of grain boundaries so as to diminish the stress concentrations. 25 These regions are sites for new grain nucleation at elevated temperatures. 26 As the temperature is increased from 150°C to 250°, most of the β phase precipitates dissolve in the α-Mg matrix, and β phase existing in the interdendritic regions decreases. During the SPD procedure, the β phase is separated into two parts. The minor part of this phase is dissolved and distributed in the grains. 22 In as much as β phase is brittle, its morphology, quantity and distribution have a significant effect on plasticity behaviour of AZ91 alloy. Namely, the structure of fine, homogenous and equiaxial β distributed in α-Mg matrix enhances the formability noticeably. 21 On the other hand, the dissolution and distribution of β phase are dependent on deformation parameters such as process temperature, level of strain and punch speed. The segregation is just reduced but not eliminated. However, the intermetallic β phase could be partially dissolved at elevated processing temperature.
The microstructure of the TCAP processed tubes for various punch speeds at 250°C was shown in Fig. 4. As it can be seen, the finer size grains are in larger numbers in Fig. 4b compared to Fig. 4c and d. It should be noted that the shear component of deformation is the principal factor in grain refinement. In addition, the grain size of the AZ91 alloy significantly depends on the punch speed. Figure 4 shows that the higher punch speed produced the fine recrystallised grains of the Mg alloy. By increasing the punch speed from 1 to 100 mm min− 1, approximate grain size of TCAP processed samples decreases. This phenomenon could be attributed to the fraction of β phase precipitates. The punch speed strongly affects the β phase distribution in the microstructure. It can be seen that for lower punch speed (1 mm min− 1), the massive β phase eliminates and changes to discontinuous linear components homogeneously distributed at the boundaries of α-Mg grains. Increasing the punch speed leads to higher volume fraction of β phase precipitates in the microstructure that is not dispersed uniformly. These precipitates exhibit a pinning effect on the DRXed grain growth so that a remarkable grain refinement occurs. 22
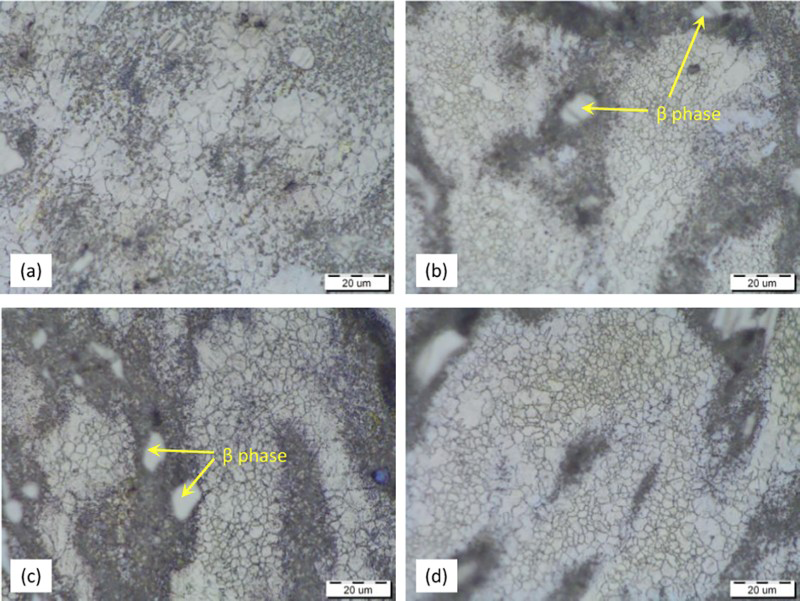
Optical photograph of TCAP processed samples at 250°C: a v = 1 mm min− 1; b v = 20 mm min− 1; c v = 50 mm min− 1; d v = 100 mm min− 1
Stress–strain curves
The flow stress–strain curves of TCAP processed samples at 150°C and 250°C for various punch speeds obtained from the room temperature compression test were depicted in Figs. 5 and 6 respectively. At the initial stage for all cases, workhardening occurs due to the continuous accumulation of dislocations, such that the stress increases rapidly. Afterward, the stress reaches a peak value, and an increase of strain is followed by a slight decrease in stress flow, indicating the effect of softening caused by DRX phenomenon. 27 Except for the case of v = 20 mm min− 1 at 150°C, after reaching the peak stress, the softening effect is not considerable. Additionally, increasing the punch speed in all cases brings about less elongation before the specimens experience the fracture. It is also worth mentioning that in Figs. 5 and 6, as cast tubes exhibit minimum flow stress during compression, while TCAP processed samples show higher levels of flow stress. Regarding this, the TCAP processed with punch speed of 20 mm min− 1 shows the maximum flow stress at both temperatures. This trend proves that TCAP procedure has a significant effect on the strength improvement of AZ91 tubes, and mechanical properties could be modified by adjusting the TCAP parameters such as punch speed and temperature.
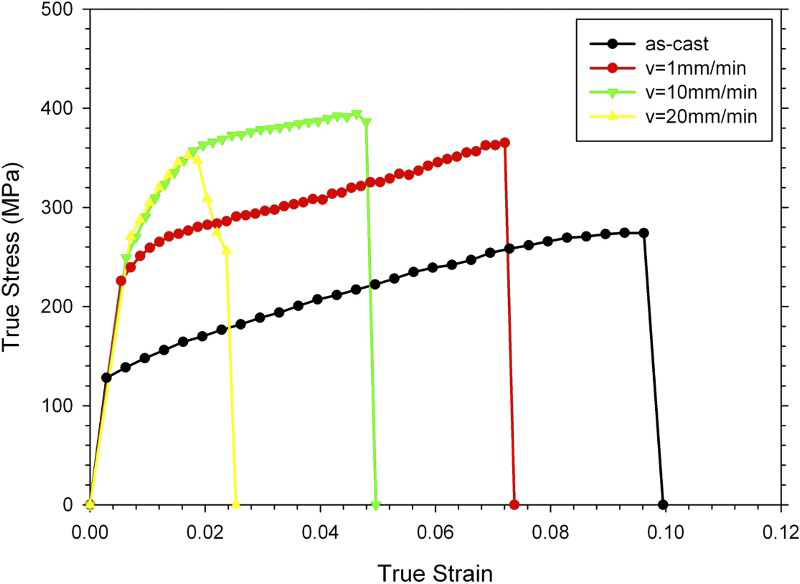
True stress–strain curves of TCAP processed samples at 150°C at punch speeds of 1, 10 and 20 mm min− 1
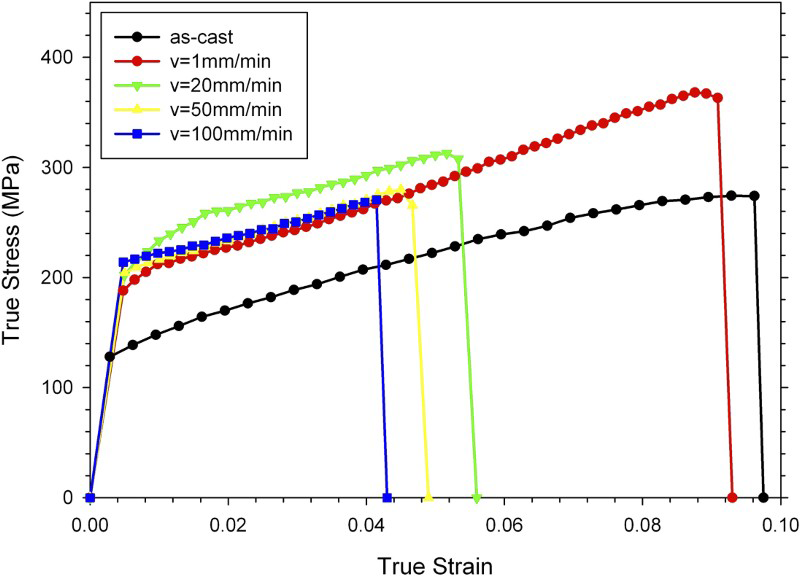
True stress–strain curves of TCAP processed samples at 250°C at punch speeds of 1, 20, 50 and 100 mm min− 1
Increasing the punch speed decreases the time available for rate dependent deformation processes, such as dislocation motion, and hence, twinning becomes a more active deformation mechanism. The elongation to failure decreases as a result of the formation of high dislocation density and stress concentration in the matrix at the interface with the Mg17Al12 precipitates. 28 From other point of view, the increase in the strength of tubes resulted from increasing punch speed. It is principally a consequence of the decrease in DRXed grain size, increase in the amount of β precipitates and the reduction of 0001 (11–20) basal slip Schmid factor. 25 The effect of punch speed on yield stress could be investigated in a similar way. The TCAP process considerably enhances the yield stress of as cast alloy that is ∼125 MPa. In addition, the yield stress of specimens at a given temperature is improved by increasing punch speed. However, there is hardly perceptible difference between yield stresses of TCAP processed tubes. This trend was also shown in the research of Ebrahimi et al., 29 in which hot tests were carried out on AZ91. The main reason for this phenomenon is the creation of new dislocations. The growth of dislocation density in grain boundaries leads to the confluence of active slip systems so that a noticeable increase occurs in yield stress. In addition, dependence of yield stress on the punch speed and temperature can be attributed to DRX and mechanism of dislocations occurring during SPD processes such as TCAP. The grain growth and dislocation movements are functions of time and temperature. As mentioned earlier, increasing the punch speed or accomplishing the process at lower temperatures led to more refined grains. According to Hall–Petch relation, the grain size has a significant effect on the yield stress so that by producing fine grains, the yield stress increases.30,31
Figure 7 demonstrates that the stress–strain diagram of as cast and TCAP processed AZ91 tubes at 150°C and 250°C for a constant punch speed of v = 1 mm min− 1 resulted from room temperature compression test. An increase in the process temperature from 150°C to 250°C results in lower tensile strength and yield stress; however, the elongation of the specimen before fracture is greater. Having hexagonal close packed (hcp) structure, the activation of slip systems in the magnesium alloys depends on the temperature at which the deformation procedure is performed. 4 For the range of room temperature up to 300°C, the basal slip is the only active slip system, and additional slip systems become active at higher temperatures. 32 The deformability of AZ91 alloy is derived from the low stacking fault energy (SFE) of magnesium. 33 The SFE is a parameter indicating the ability of a dislocation in a crystal to move onto an intersecting slip plane. The mobility of dislocations in a material diminishes for the lower values of SFE, that is, the DRX is more likely than dislocation slip during deformation. By increasing the working temperature, the DRX ratio increases, and area fraction of the un-DRXed grains decreases that eventually leads to improvement in the elongation of the deformed samples (Fig. 3). In addition, fine dispersion of precipitates could improve ductility at high temperatures. 27 The increase of elongation at higher SPD process temperatures could also be attributed to grain size. 34 According to Fig. 5, finer grains are obtained when the applied TCAP temperature is lower. This result, that elongation increases with increasing of the grain size, is in agreement with the reports represented on the ECAP processed magnesium alloys by Kim and Jeong 35 and Yamashita et al. 36
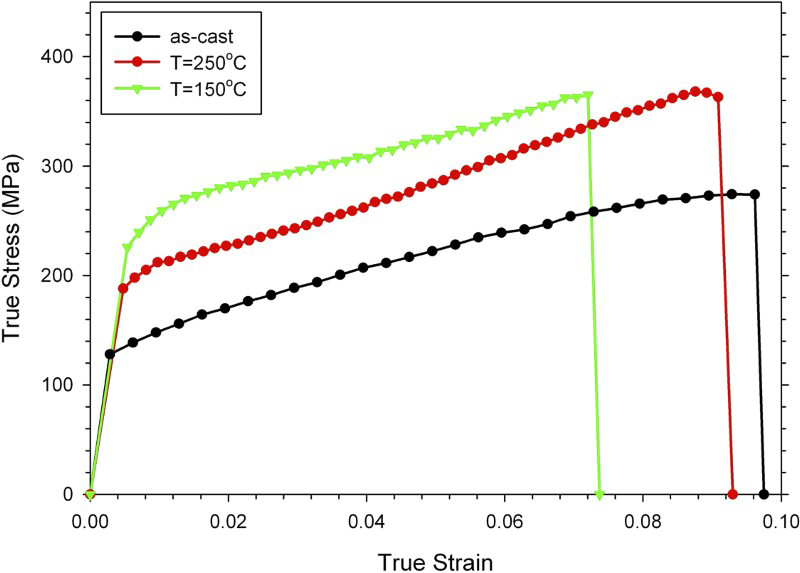
True stress–strain curves of TCAP processed samples at temperatures of 150°C and 250°C at punch speed of 1 mm min− 1
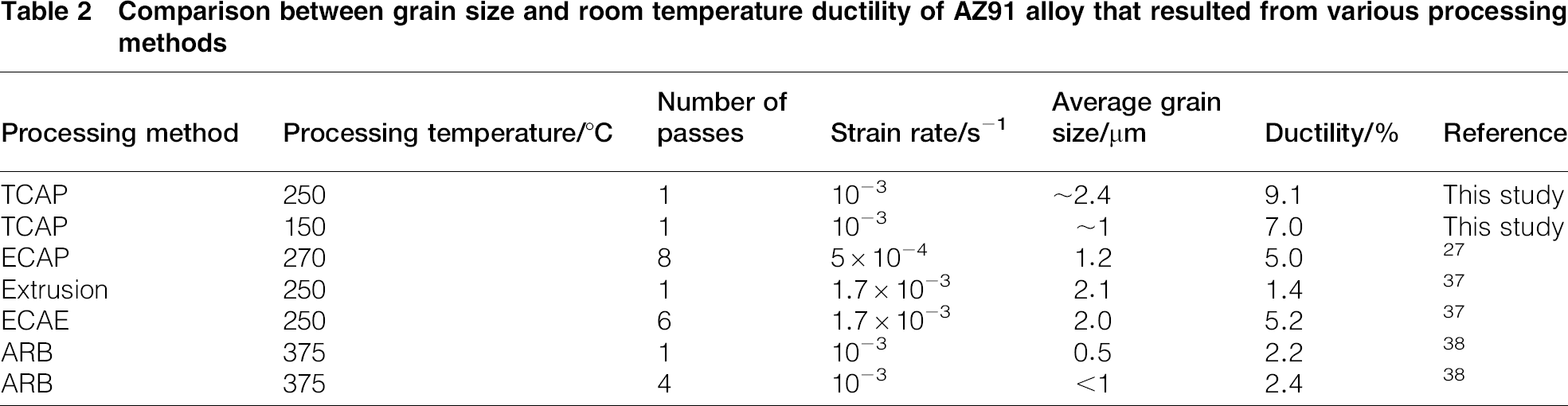
The average grain size and elongation at room temperature for AZ91 specimens that resulted in different techniques were summarised in Table 2. Comparison between these processing methods clarifies that TCAP processed tubes at 250°C at lower punch speed shows the maximum ductility at the room temperature compared to other methods approving high potential of this route for improving deformability of high strength UFG AZ91 alloys at relatively low temperatures.
Comparison between grain size and room temperature ductility of AZ91 alloy that resulted from various processing methods
Microhardness
At a constant temperature, the hardness of TCAP processed tubes rises with increasing the punch speed. As can be seen from Fig. 8, the hardness of TCAP processed samples at 150°C and 250°C with punch speed of v = 1 mm min− 1 increased notably compared to as cast sample. Moreover, hardness of as cast TCAP processed samples decreases with increasing the process temperature. It is accepted that hcp metals such as magnesium exhibit a strong grain size dependence of hardness due to the lack of slip systems. 39 It should also be noted that hardness of Mg17Al12 phase is considerably higher than that of α-Mg matrix. 40 The increase in the hardness of the AZ91 alloy could be due to the grain refinement, as well as increase in the amount of Mg17Al12 precipitating during the deformation procedure.
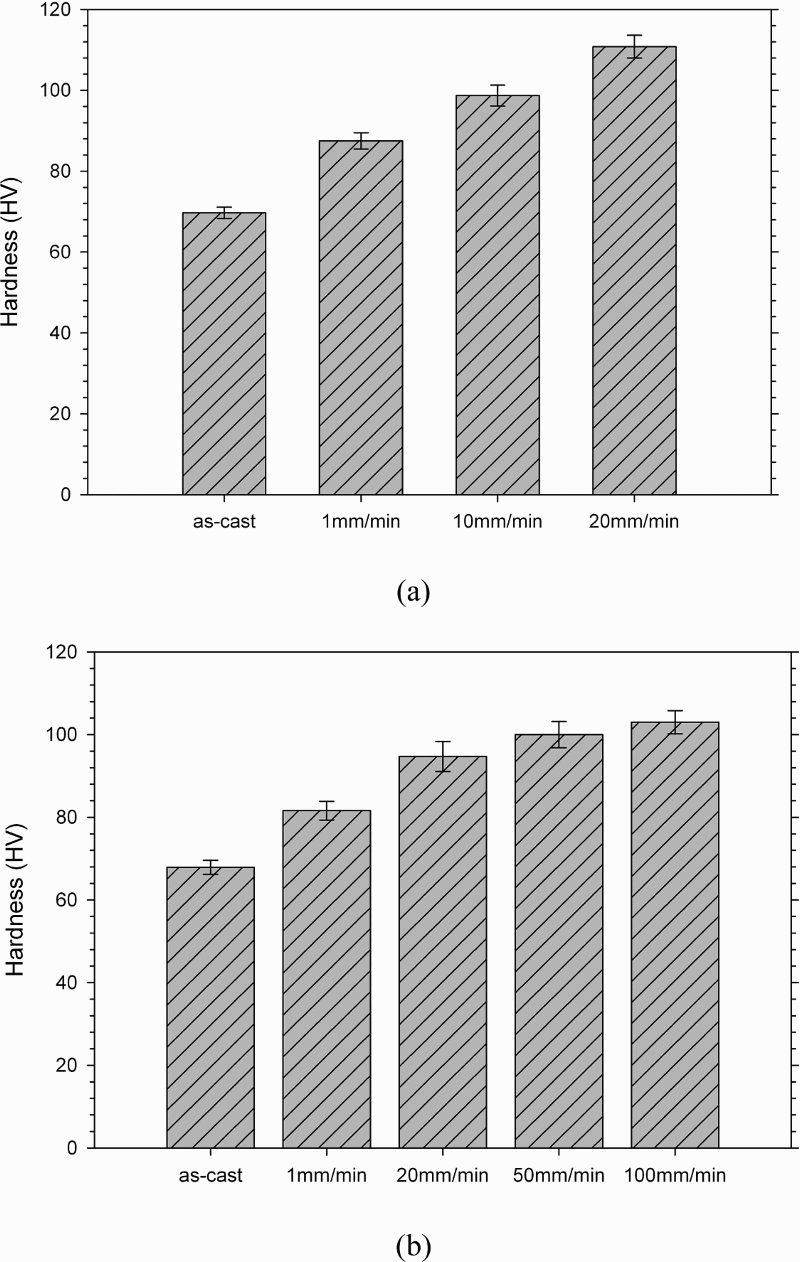
Microhardness of TCAP processed samples with different punch speeds at a 150°C and b 250°C
Conclusions
The mechanical behaviour and microstructure of AZ91 magnesium alloy processed by TCAP with different punch speeds at temperatures of 150°C and 250°C were investigated experimentally. Several conclusions were drawn:
Significant improvement in the levels of yield and ultimate strength was observed with an increase of punch speed at both temperatures of 150°C and 250°C.
At lower punch speed, higher elongation and strengths were achieved simultaneously, namely, the higher elongation of ∼10 and strength of ∼370 MPa were achieved at punch speed of 1 mm min− 1.
The microhardness of TCAP processed tubes with a punch speed of 1 mm min− 1 at both temperatures of 150°C and 250°C increased notably compared to the unprocessed tube.
The average grain size decreased from 150 μm in raw material to ∼2.4 μm for TCAP processed tubes with a punch speed of 100 mm min− 1 at 250°C.
TCAP process has a great ability to produce UFG tubular parts, and it is possible to enhance the strength of specimens without sacrificing the ductility.