
Abstract
The effect of electropulsing assisted ultrasonic impact treatment (EUIT) on the mechanical properties and microstructure evolution of S50C steel welded components has been investigated. The present paper presents the application of a relatively new post-weld treatment method to eliminate the residual stress and improve the surface mechanical properties. The results show that EUIT exhibits better surface modification capability than does conventional ultrasonic impact treatment. After EUIT, plastic deformation layer with strengthened grains formed on the sample surface, and residual tensile stress was converted into residual compressive stress.
Keywords
Introduction
Welded components have been widely used in the industry. Since welding is a rapid heating and cooling non-equilibrium process, and residual stresses are usually generated as a result of non-homogeneous mechanical, thermal or plastic misfits, 1 due to this reason, welding residual stress and other defects inevitably appeared in the welded joints at the same time, resulting in poor properties such as reduced corrosion resistance and shortened fatigue life. Thus, developing a convenient post-welding treatment technology to improve the properties of welded components becomes an urgent problem to be solved.
Ultrasonic impact treatment (UIT) can be dated back to 1970s and was invented by Statnikov. It is an effective and controllable method to improve material properties compared with other methods, such as conventional heat treatment and laser shock processing.2,3 The UIT method involves a deformation treatment of the weld toe by a mechanical hammering at a frequency of 200 Hz superposed by ultrasonic treatment at a frequency of 27 kHz. Ultrasonic impact treatment was used to relieve the stress concentration at the very beginning, and it can convert the residual tensile stress into residual compressive stress.4–7 Moreover, it can not only refine the surface microstructure but also improve the surface microhardness. Previous studies8–10 has shown that nanocrystallised grains and reinforced plastic deformation layer can be achieved on the surface of materials through UIT. Nowadays, UIT is being employed increasingly to enhance the fatigue life of various welding joints. The residual compressive stress, grain refinement in the welding joint and the groove formation in the transition zone between the welding seam and parent material are the main features of UIT promoting the welding joints properties.11–14 However, poor surface roughness and plastic damages caused by UIT, which usually leads to galvanic corrosion and fatigue fracture, greatly hinder the further application of the technique. 13
Electropulse current has been employed by many researchers as a novel method to decrease deformation resistance, improve plasticity of materials and modify the crystallographic texture.15–18 Electropulse treatment is also used for eliminating the residual stress on alloy strips; however, the size of the strip is largely limited by the ability of the electropulse current generator due to reduced eliminating rate and depth caused by decreasing current density. 19
There are few research on the effect of electropulsing assisted UIT (EUIT) on the metallic materials, i.e. combined technology utilised high energy electropulsing to improve the surface quality and assisted the UIT to enhance the surface properties. Recently, Ye et al.20,21 reported that EUIT method has a huge potential to enhance the ductility and improve the surface mechanical properties compared with the conventional UIT method in a biomedical titanium alloy. So far, there is no report on the EUIT method being applied to modify the surface properties of the welded joints. Therefore, the aim of the present work is to investigate the effect of EUIT on the welding components so as to expand its application.
Experimental
The medium carbon steel S50C (0.47–0.55C, 0.17–0.37Si, 0.5–0.8Mn, wt-) was investigated as the original base materials before welding; the thickness of the welded plates was 12 mm. Metal active gas welding was performed with the following welding parameters: current (170 A), voltage (22 V) and welding speed (3.8 mm s− 1). The EUIT was used as new method to eliminate the welding residual stress, strengthen the microstructure and improve the surface microhardness in the joint. The schematic diagram of the EUIT process and installation is shown in Fig. 1. Electropulsing treatment was applied at both ends of the welded components while the UIT was applied on the surface at the same time. During the treatment, electroplasticity enhanced the surface plastic deformation layer when the ultrasonic impact gun severely strikes the surface and leads to better surface modification capability. The parameters of electropulse current employed were voltage (80 V), frequency (500 Hz), pulsations amplification (1.8 V) and current density (3 A mm− 2). The power supply of the ultrasonic generator is 20 kW with current (2.9 A). The processing time was 20 min. The residual stress of welded zones was measured using blind hole method on an HK21A residual stress tester. Each sample was measured for at least three times, and the average value was taken. The microhardness of the welding joints was measured using a Vickers microhardness tester (HVS-1000B) with a load of 0.98 N. Specimens for microstructure characterisation were prepared using standard method and etched in 4 nital to reveal the grain boundaries. The microstructure was characterised using the three-dimensional optical stereomicroscope (OSM, HiROX KH-7700) and scanning electron microscope (SEM, Hitachi 4800).
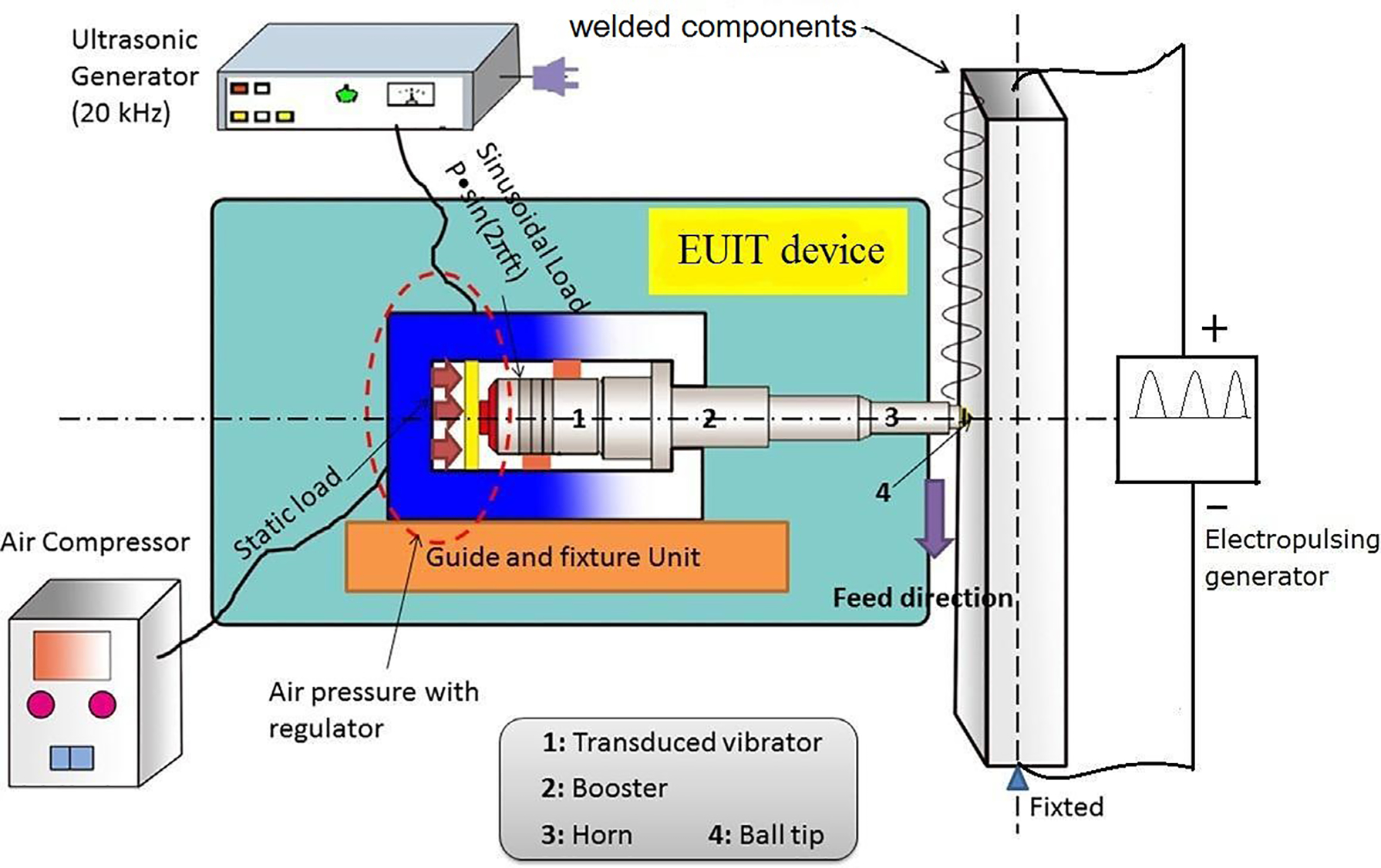
Schematic diagram of EUIT process
Blind hole method
There are many techniques for the measurement of residual stress in components;22–24 conventional implementations of this techniques include X-ray diffraction, neutron diffraction and blind hole method. X-ray and neutron diffractions measure the crystal lattice spacing of the material, from which the residual strain and, thus, the residual stress state can be calculated. 25 Owing to their non-destructive nature, these methods are favoured by many researchers. However, the limitation in the depth of measurement due to the limited penetration of the radiation largely restricts the methods being applied under circumstances where the component is thick. Blind hole method, where stress is back calculated from strain measurements made near a small hole as it was drilled, on the other hand, is widely employed to reveal the residual stress distribution of the material along the thickness direction. 26 This method is often called semidestructive method because the damage introduced to the specimen surface is localised to the small drilled hole and is often tolerable or repairable. It has the advantages of good accuracy and reliability as well as standardised test procedures, and convenient practical implementation compared to other measuring techniques.
To measure the residual stress by blind hole method, the specimen was first mechanically polished; then, on it, a small hole (of ∼1.0 mm in diameter and up to ∼1.5 mm in depth) was drilled, which led to the relief of the residual stress and the relaxation of strain around the hole. The corresponding strain on the surface was measured using strain gauges. The residual stress could then be calculated using residual stress analytical facility according to the ASTM E837-08 standard based on formula
27


Results
Effect of EUIT on residual stress
In the welded zone, as shown in Fig. 2, tests on five points were carried out to measure the residual stress in the joints, and the distance between two adjacent points is 10 mm. The welding residual stress in transverse X direction and longitudinal Y directions of the samples subjected to different treatments are shown in Figs. 3 and 4 respectively. The transverse direction residual stress σx before treatment ranged from 25 to 40 MPa, and the average residual stress reached 35 MPa. While the original longitudinal direction residual stress σy ranged from 22 to 34 MPa, and the average residual stress was 28 MPa.
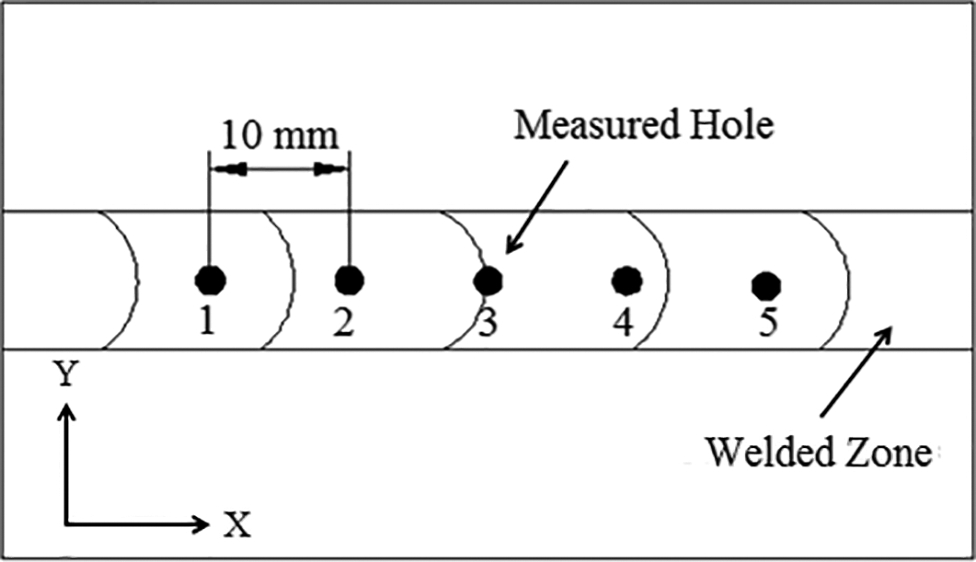
Measured points of residual stress
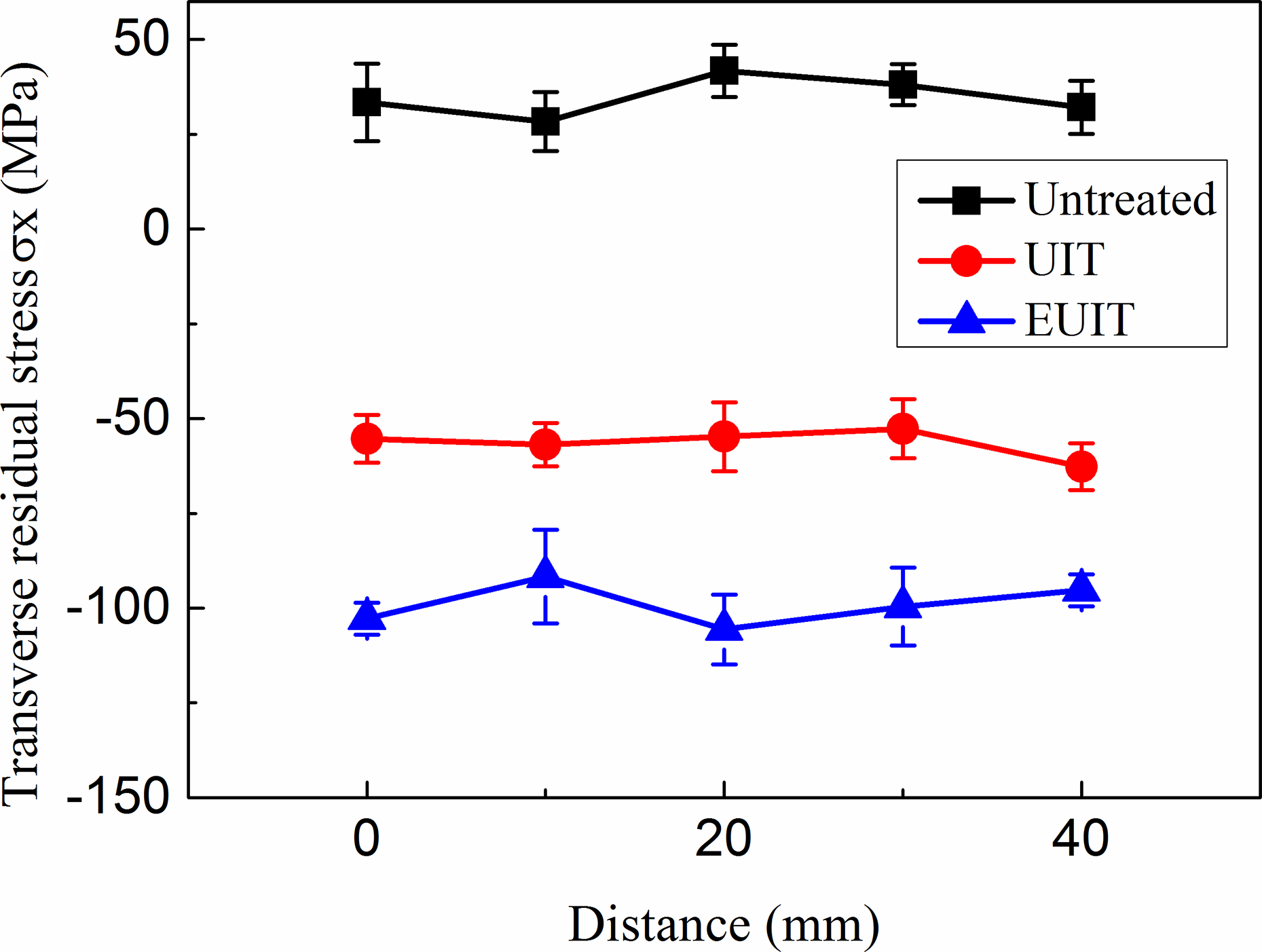
Residual stress distribution in transverse σx by applied UIT and EUIT
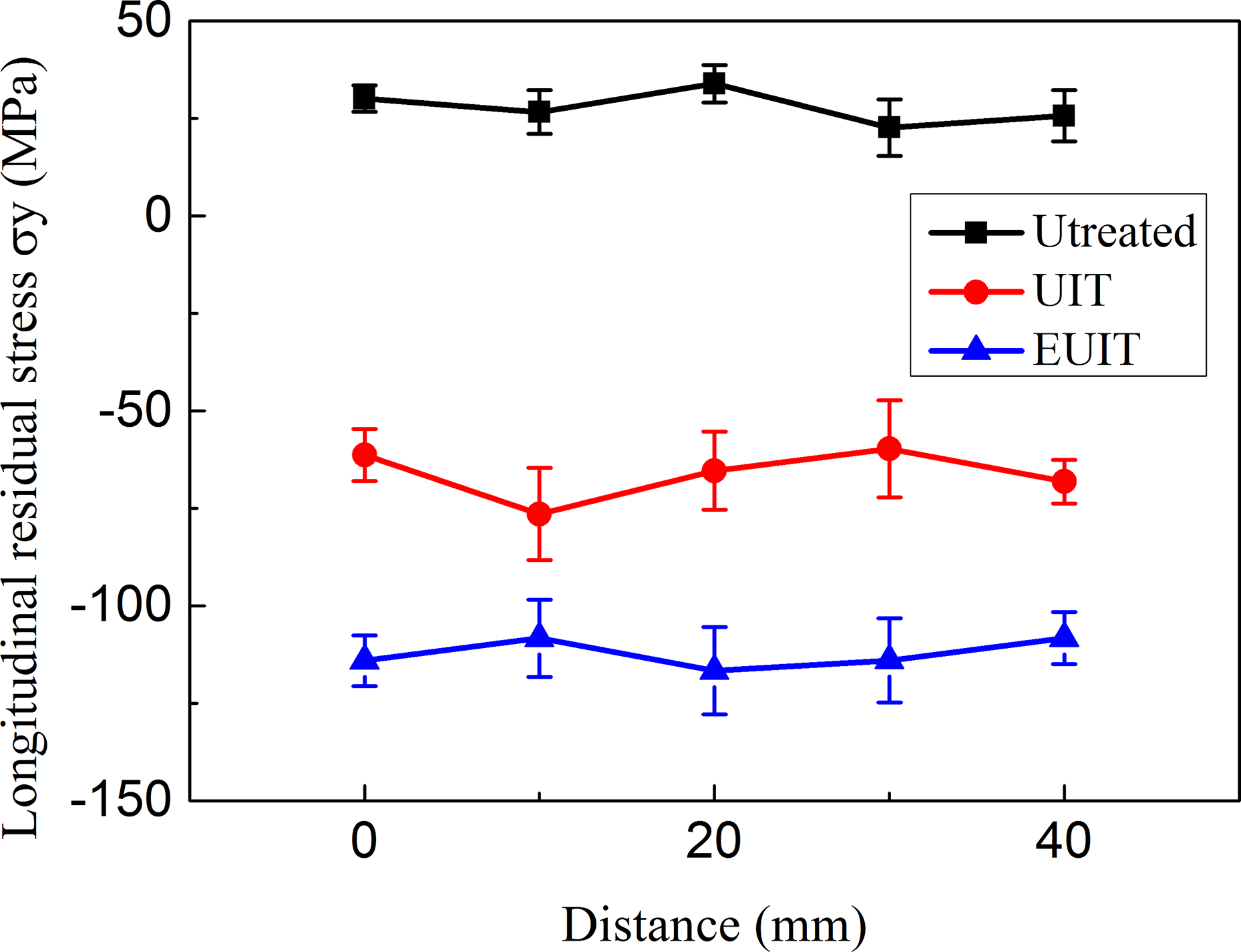
Residual stress distribution in longitudinal σy by applied UIT and EUIT
As shown in Figs. 3/ and 4, both EUIT and UIT methods can convert welding residual tensile stress into residual compressive stress, which is beneficial to the performance improvement of welded components. Obviously, the average transverse direction residual stress σx was reduced from 35 to − 99 MPa, indicating an elimination rate of 380. In contrast with the EUIT method, the average σx only weakened from 35 to − 56 MPa in the UIT with the elimination rate being 260, which was weaker than that of EUIT. Regarding the longitudinal direction residual stress σy, similar results were observed: the average σy reached to − 114 MPa in EUIT with elimination rate being 500, which is higher than 336, the elimination rate of UIT. It can be concluded that EUIT can obtain better elimination effect for the welding residual stress within the welded components. The mechanism for this phenomenon is attributed to the electropulsing, which can enhance the effect of ultrasonic strike.
Effect of EUIT on microstructure
The microstructure near the joint surface in welded zone treated by EUIT and UIT is given in Fig. 4. Figure 5a and b presents the untreated microstructure, which composes of a large amount of ferrite and small amount of pearlite distributed on the ferrite grain boundaries. Figure 5c and d shows the plastically deformed grains after UIT. A plastic deformation layer with thickness ∼100 μm formed on top of the sample surface (Fig. 5c). From the sample surface to the centre, ∼50 μm in thickness, the microstructure was significantly deformed (Fig. 5d). In addition, the grains were elongated in the direction paralleled to the sample surface with ferrites and pearlites fragmented into strips. Figure 5e and f exhibits the microstructure of the material after being subjected to EUIT. The degree of plastic deformation of the surface microstructure is larger than that treated exclusively with UIT. The thickness of plastic deformation layer is ∼300 μm deeper than that treated solely with UIT method. The strengthened layer, presented in Fig. 5f, occupied the whole action area and formed strips grains, each strips overlapping tightly. Since ultrasonic impact gun seriously shock the surface, the overlap of multielastic deformation leads to more plastic compressive deformation than others. In this case, EUIT improved the surface plastic deformation level, strengthen the microstructure and increased the depth of strengthened grain layer.
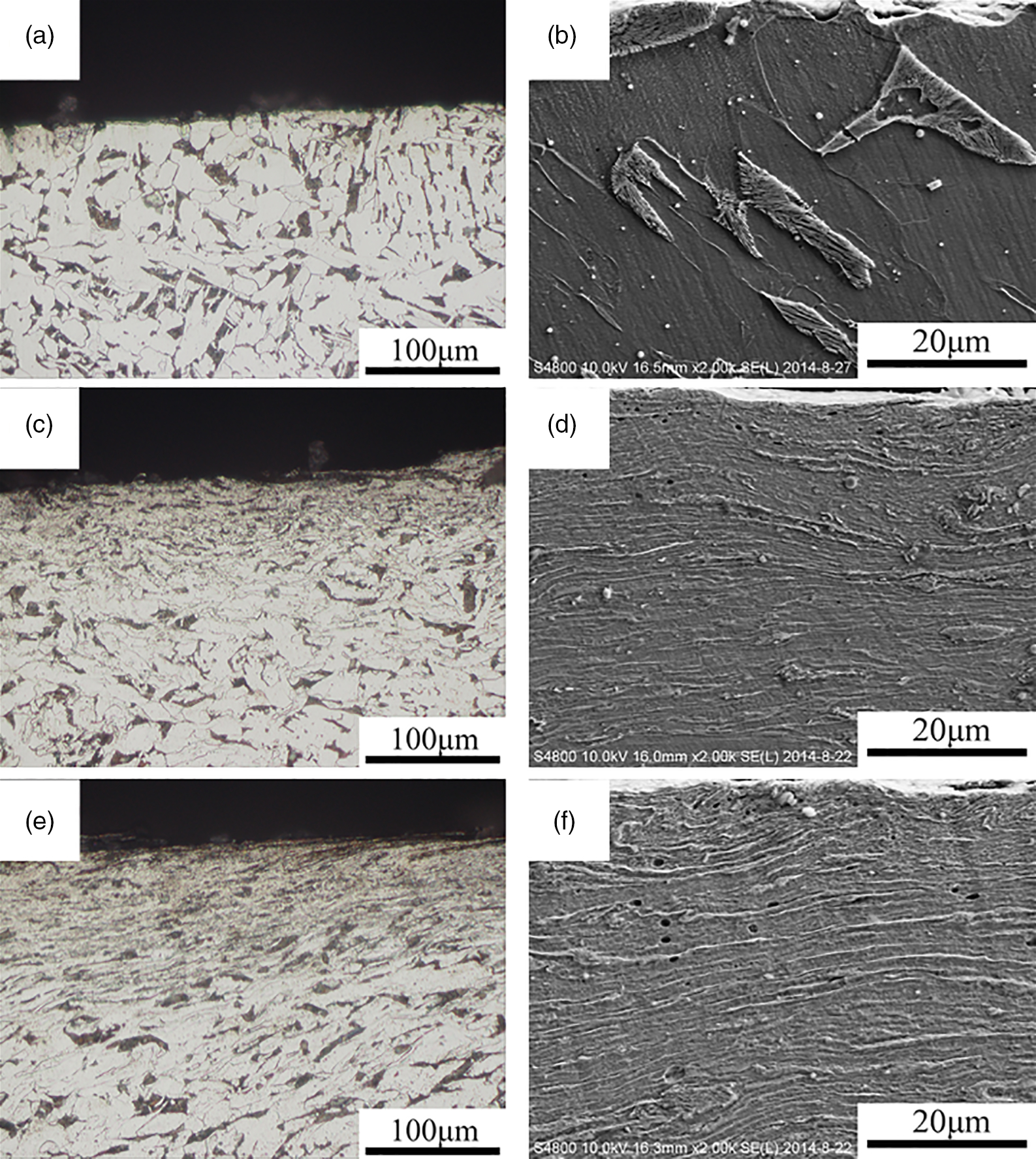
a, b untreated, c, d ultrasonic impact treatment, e, f electropulsing assisted ultrasonic impact treatmentMicrostructure near joint surface after ultrasonic impact treatment and electropulsing assisted ultrasonic impact treatment
Effect of EUIT on surface microhardness
Figure 6 shows the surface microhardness distribution in the welded zone induced by EUIT and UIT treatments. For the untreated sample, the microhardness is ∼190 HV at the surface and keeps almost constant with increasing distance from the surface. After being treated by UIT, microhardness of the specimen reaches 275 HV at the top surface and begins to decrease rapidly as the depth increases and finally levels off at 150 μm, exhibiting approximately the same value as that of the untreated sample. Samples subjected to EUIT show a maximum microhardness of 293 HV (18 HV greater than its ultrasonic impact treated counterpart) at the top surface. What is more, the microhardness declines much more mildly as the depth increases. For instance, when the depth reaches 200 μm, where the UIT almost lost its influence on microhardness, the electropulsing assisted ultrasonic impact treated sample still exhibits a hardness value of 244 HV. Even if we consider a deeper depth of 450 μm, microhardness enhancement effect of EUIT still can be seen, showing value of 214 HV, which is 24 HV higher than that of the untreated sample. The EUIT not only improves the surface maximum microhardness but also improves the effective depth of microhardness reinforcement layer; the depth of the microhardness reinforcement layer is 300 μm greater than that in ultrasonic impact treated sample. This phenomenon may be attributed to the grain refinement and the increase in dislocation density.
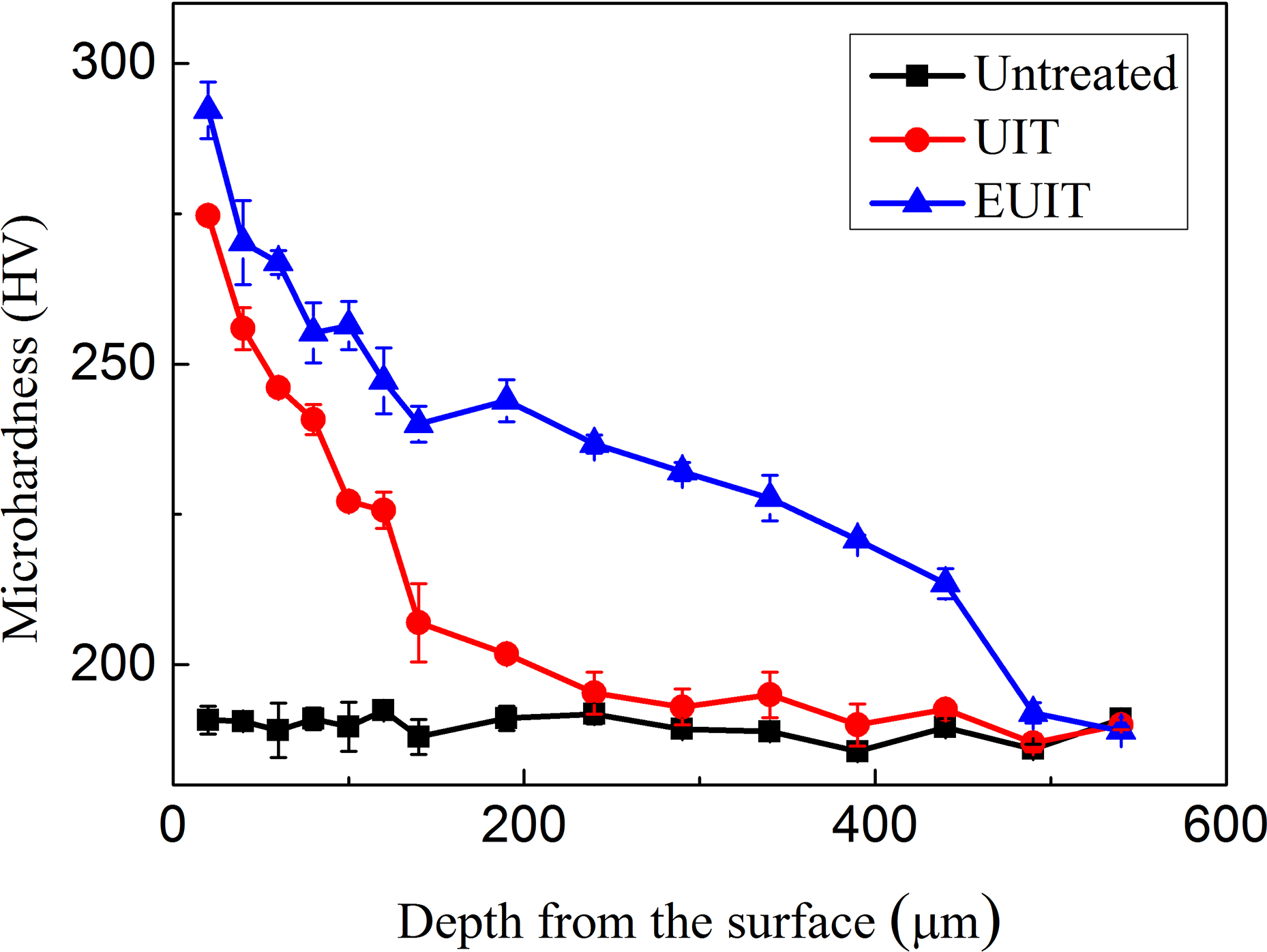
Surface microhardness distribution induced by ultrasonic impact treatment and electropulsing assisted ultrasonic impact treatment
Discussion
The mechanism of UIT's effect on eliminating residual stress lies in the input of vibrational energy on welded components. The plastic deformation on the surface changes the dislocation distribution and renders the formation of low energy and thus stable arrangement of dislocations. Microscopic stress field disappears since the appearance of stable dislocations. Thus, the severer the surface plastic deformation, the better the eliminate residual stress rate, and so the greater the microhardness.
The severity of deformation of the samples subjected to different treatments is identified using intercept method by counting the number of observed deformation layers from the top surface to a depth of 20 μm. Figure 7a is the untreated microstructure; in this area, only a small deformation layer appeared at the top of the material surface. It may be attributed to the sample preparation before experiment. Figure 7c shows the near surface microstructure of the sample treated by EUIT. Compared with Fig. 7b, which corresponds to UIT, there were more overlap deformations appearing on the surface shown in Fig. 7c, indicating severer plastic deformation, which can hardly identify the grain boundary. The number of deformation layer is shown in the last histograms; there is only one deformation layer before treatment. After UIT, 18 deformation layers appeared in the sample. With the help of EUIT, however, the number of deformation layer further increased to 34. The EUIT have improved the degree of deformation in the welded zone surface. This can be illustrated as follows: the time interval between two shocks was so short that the elastic recovery is restricted. Thus, overlap of multielastic deformation led to the plastic compressive deformation even if the stress value was less than the yield strength. However, the UIT device has little influence on hard surface since hard materials have stronger strength and are hard to be deformed. In EUIT, the electropulse current can improve the plasticity and reduce deformation resistance and microhardness, 20 giving rise to the easier occurrence of plastic deformation and therefore enhanced deformation severity and eliminated rate of residual stress.
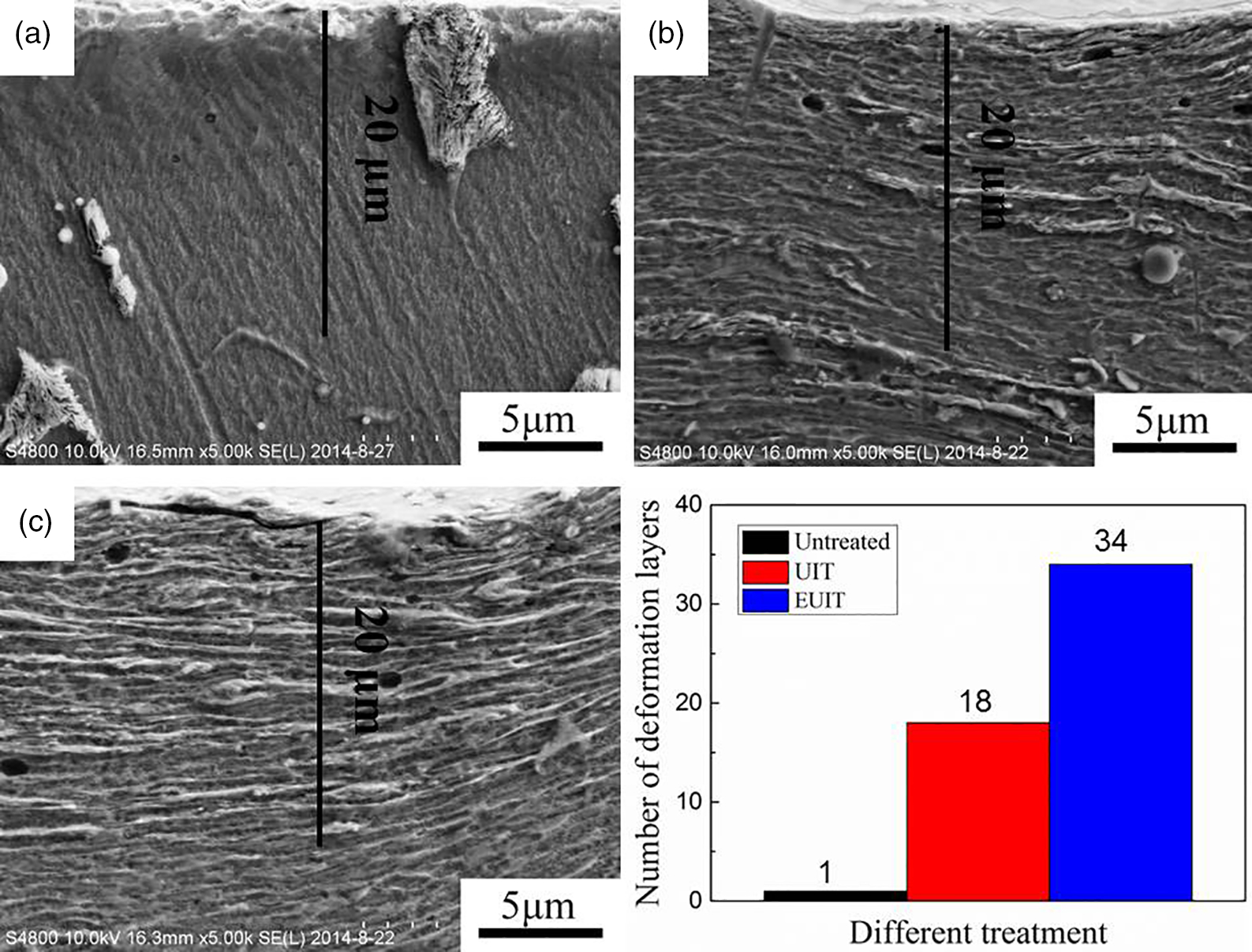
a untreated; b ultrasonic impact treatment; c electropulsing assisted ultrasonic impact treatmentMicrostructure near joint surface in welded zone after ultrasonic impact treatment and electropulsing assisted ultrasonic impact treatment
Conclusions
Electropulsing assisted UIT has been designed to improve the welding properties of S50C steel welded components. The effect of EUIT on the mechanical properties and microstructure evolution was investigated. Electropulsing assisted UIT exhibits better capability of eliminating welding residual stress compared to the conventional UIT. Surface microstructure can be significantly modified and microhardness improved with the help of EUIT. Surface strengthened layer with a thickness of 450 μm can be achieved using EUIT. The above phenomenon is attributed to the electroplasticity caused by electropulse current, which decreases the deformation resistance and enhances the ultrasonic strike efficiency.
Acknowledgement
The present research was supported by the Shenzhen developing special funding of strategic emerging industry of China (grant no. CXZZ20120831144143543).