
Abstract
Fe–Cr based alloy emerges as an economic alternative to Ni based filler metal applied in brazing of steels and high temperature alloys; however, its spreadability and interface microstructure have been very poorly studied. In the present study, wettability and interface microstructure of new type Fe–Cr–Ni–Cu–P–Si filler metal are investigated at different pressures. The molten Fe–Cr–Ni–Cu–P–Si filler metal demonstrated good spreadability both in vacuum and in air. Fingering phenomenon at the spreading edge indicated the dissolution of base metal during spreading and insufficient diffusion. Reactions promoted the fragmentation and removal of the oxide film, and the dissolution of oxide and base metal further improved the spreadability. These mechanisms indicate potential for an excellent brazeability of Fe–Cr–Ni-Cu–P–Si filler metal.
Introduction
Brazing techniques of high temperature alloys and steels are widely applied in turbine industries, heat exchanger manufacturing and fuel cell packaging.1–3 Nickel based filler metals are widely applied in brazing process of steels and high temperature alloys because of their various advantages, such as the outstanding performance in wetting and spreading, the high joint strength and also the capability to bond dissimilar materials.4–6 However, the application of Ni based filler metal is greatly limited by the high price, which should be a serious concern in any large scale fabrications. Recently, Fe–Cr based filler metal emerges as an alternative of Ni based alloys due to its low cost, low brazing temperature and good brazability.7,8 The spreadability and interface microstructure of molten filler metal are essential for perfect brazing process and sound brazing joint, and the spreading process and the formation of the interface microstructure usually related to the effective removal of oxide film.9,10 Various mechanisms of oxide film removal in high vacuum have been reported, such as volatilisation and carbon assisted deoxidisation.11,12 However, spreadability and interface microstructure of Fe–Cr based filler metal and the mechanism of oxide film removal at high temperature are still insufficiently studied, especially in low vacuum or in air.
In the present paper, spreadability and interface microstructure of molten Fe–Cr–Ni–Cu–P–Si filler metal on the surface of AISI 304 stainless steel were investigated, and oxide film removal mechanism was discussed with experimental results at different vacuum levels.
Experimental
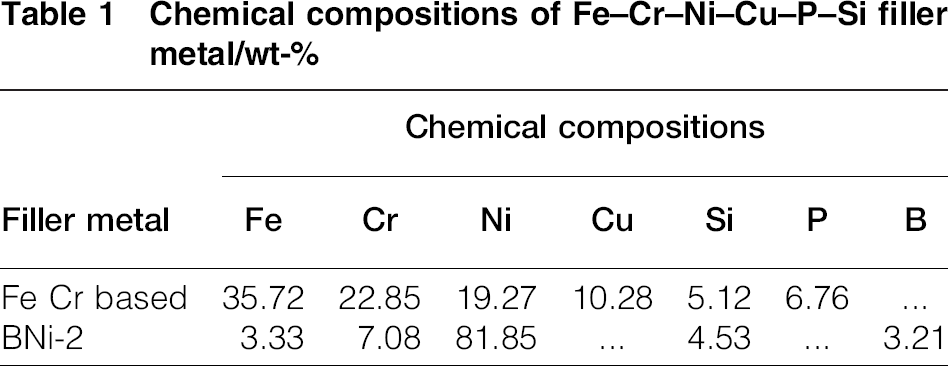
AISI 304 stainless steel was used as substrates for the spreading tests of Fe–Cr–Ni–Cu–P–Si filler metal in the present study. This filler metal was provided by Höganäs AB, Sweden. The chemical compositions of the filler metal were analysed by energy dispersive X-ray spectroscopy (EDS), and the results are listed in Table 1. Fe–Cr–Ni–Cu–P–Si filler metal powders with an average diameter of 50 μm were introduced into the mixture of polybutene and polyisobutylene with some additives such as the surfactant alkylphenolethoxylate and the lubricant silicone oil, and mechanically mixed to prepare uniform brazing paste for spreading tests. The mass fraction of Fe–Cr–Ni–Cu–P–Si filler metal in the brazing paste was 90–95 wt-. BNi-2 filler metal powders were treated similarly for comparison. The chemical compositions of the BNi-2 filler metal powders were also analysed by EDS as shown in Table 1. Brazing paste (0.2 g) was placed at the centre of the 40 × 40 mm steel plate as samples for spreading tests, which were performed in vacuum of 10 − 4, 10 − 2 and 100 Pa using the vacuum brazing furnace (ZJYL-160, Zhejiang Yinlun), and in air using the muffle furnace (SG-12-13, Shanghai Tianye) respectively. The heating curve is shown in Fig. 1. The test temperature was 1120°C, which was same with the brazing temperature of the Fe–Cr–Ni–Cu–P–Si filler metal. The dwelling time at test temperature was 20 min, and the heating rate was 4°C min − 1. Samples heated in air were cleaned with 20HCl after spreading tests for further analysis. The interface microstructure was investigated with optical (GX51, Olympus) and scanning electron microscopes (Verios XHR, FEI); the spreading area was calculated using the software ImageJ v2.0.0. Energy dispersive X-ray spectroscopy was also applied for the chemical composition analysis of spreading area. The phase structures were identified by X-ray diffraction (XRD; JDX-3530M) with the scanning rate of 4° min − 1 and the step size of 0.02°.
Chemical compositions of Fe–Cr–Ni–Cu–P–Si filler metal/wt-
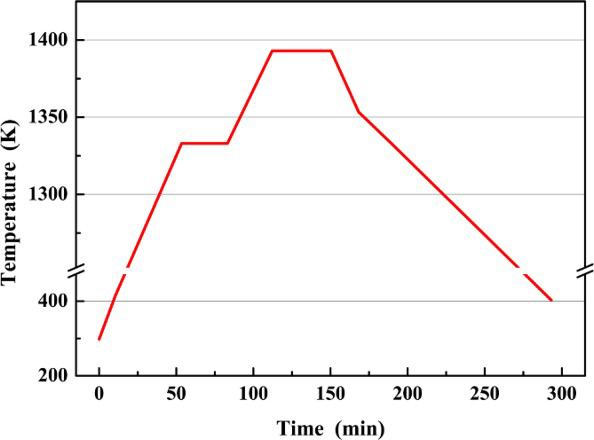
Heating curve of spreadability tests
Results and discussion
Figure 2a indicates the spreading area of molten Fe–Cr based and BNi-2 filler metals under different vacuum conditions at 1120°C. It was shown that Fe–Cr based alloy well spread at different vacuum levels, and the spreading area was remarkably improved compared with that of the BNi-2 filler metal. Under the vacuum condition of 10 − 2 Pa, the spreading area of Fe–Cr based alloy was 3.14 cm2, while the spreading area of the BNi-2 filler metal was only 1.61 cm2. The spread area of molten Fe–Cr based alloy in higher vacuum was larger than that formed in lower vacuum due to the notable oxidation resistance in higher vacuum. 13 It is noticed that even the smallest spreading area forming under the vacuum condition of 100 Pa is still larger than the spreading area of BNi-2 filler metal forming under the vacuum condition of 10 − 2 Pa, indicating the excellent spreadability of Fe–Cr based filler metal. The macroscopic images of the spreading areas on four kinds of samples are provided in Fig. 2c. The Fe–Cr based filler metal also demonstrates excellent spreadability at different temperatures as shown in Fig. 2b. The commercially available Fe–Cr based powder also shows excellent spreadability. Its spreading ratio, which is defined as the area of the melted powder and the area of initial powder, was 9.76, while the spreading ratio of the BNi-2 was only 2.32. 14
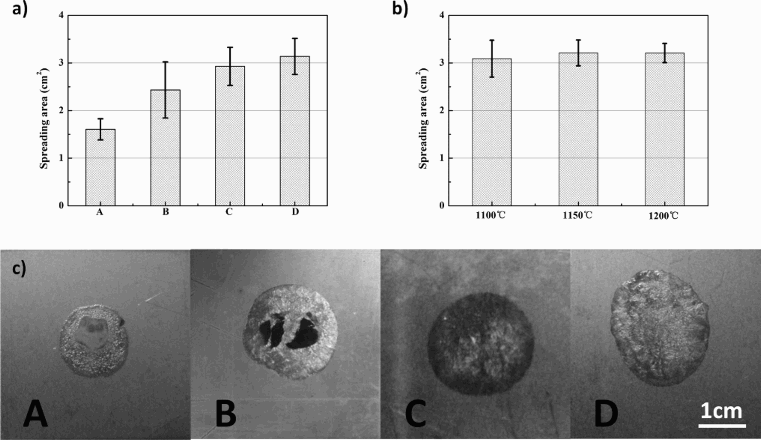
a spreading area of molten Fe–Cr–Ni–Cu–P–Si filler metal at different vacuum levels (A: BNi-2 filler metal/10− 4 Pa; B: Fe–Cr based filler metal/100 Pa; C: Fe–Cr based filler metal/10− 2 Pa; D: Fe–Cr based filler metal/10− 4 Pa, at 1120°C), b spreading area of molten Fe–Cr–Ni–Cu–P–Si filler metal at different temperatures and c macroscopic images of spreading areas formed at 1120°C
Spreading morphology of the Fe–Cr based filler metal is presented in Fig. 3. Spreading edge featured fingering phenomenon, which was usually considered as instable phenomenon during spreading, 15 froze after solidification of the alloy as shown in Fig. 3. Fingering phenomenon indicated the dissolution of base metal in the molten Fe–Cr based alloy during spreading and insufficient liquid phase diffusion between the dissolved base metal and molten filler metal. Consequently, concentration gradient in the molten alloy induced viscous fingering at the spreading edge. 16 X-ray mapping of spreading edge illustrated that phosphorus was enriched in finger shaped protrusions in Fig. 3b. Besides, chromium and iron were also detected in these areas as main elements in the system. Other elements like nickel, copper and silicon well diffused and distributed both at the spreading edge and on the steel substrate. Complex compound like (Fe,Cr)2P and FeCrP precipitated during cooling according to the Cr–Fe–P ternary phase diagram.17,18 The precipitation of Cr–Fe–P compounds further enhanced concentration gradient in the molten alloy and stabilisation of finger shaped protrusions at the spreading edge.
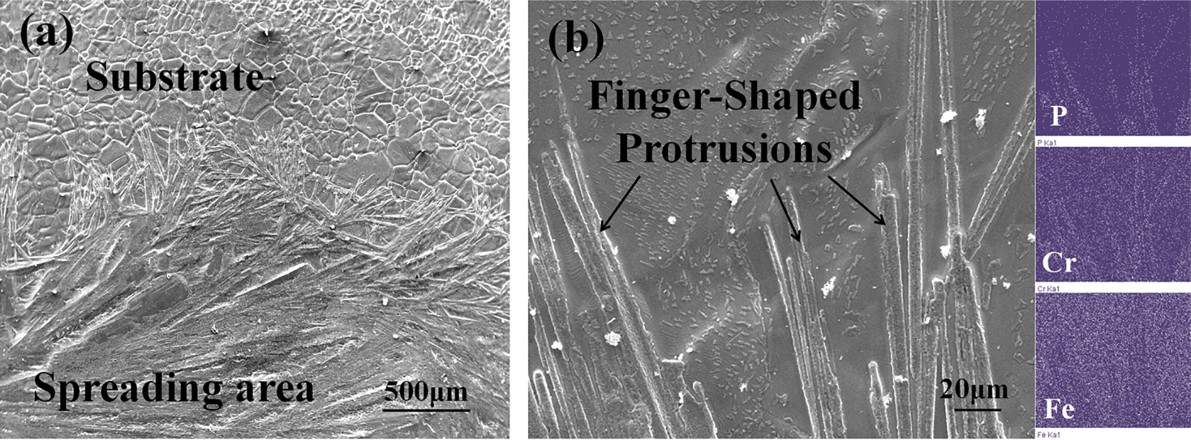
a spreading edge of filler metal with lower magnification; b spreading edge with higher magnification, and X-ray mapping of spreading edge zoneSpreading morphology of Fe–Cr–Ni–Cu–P–Si filler metal
Figure 4 shows the interface microstructures of Fe–Cr based and BNi-2 filler metals. Dissolution of the substrate alloy was notably observed at the interface of the substrate and Fe–Cr based filler metal. The maximum dissolved depth locating at the centre of the spreading area was ∼200 μm, which was almost half of the maximum thickness of the molten alloy film. On the contrary, dissolution was not obvious at the interface of the substrate and BNi-2 filler metal. The compositions of Fe–Cr based filler metal and stainless steel are similar, which resulted in better solubility of steel in molten Fe–Cr based alloy. Appropriate dissolution promoted the diffusion and reaction during brazing process and also avoided the sharp change of chemical composition at the interface. Figure 4c illustrates the EDS line scan analysis across the substrate/Fe–Cr based filler metal interface. From the substrate to filler metal direction, it indicates that the concentration of Fe gently decreased particularly in the filler metal area close to the interface, while the concentration of Ni, Si and Cu gradually increased due to the diffusion during spreading. In contrast, the concentrations of Cr and P were relatively higher in some certain phases near the surface, corresponding to the results shown in Fig. 3b.
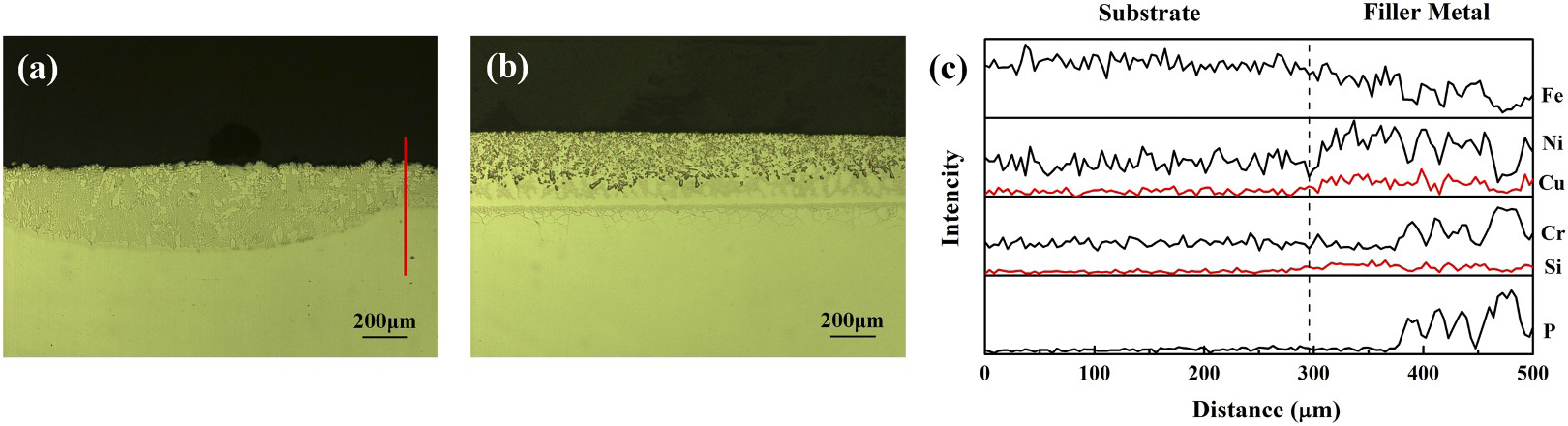
Vertical section microstructures of spreading areas of a Fe–Cr based filler metal and b BNi-2 filler metal and c EDS line scan analysis across substrate/Fe–Cr based filler metal interface; line in a shows EDS line scan analysing position
For the molten Fe–Cr based filler metal, the spreading of the molted alloy and the dissolution of base metal and oxides in the molted alloy simultaneously took place at the interface and interacted with each other, which conformed to the characteristics of dissolutive spreading.
19
Additionally, oxide film on the substrate was thermodynamically supposed to dissolve in the molten alloy as well. Several intermediate compounds are hypothesised to emerge during spreading process accompanied with oxide dissolution in molten alloy at high temperature as20–22



The spreadability test of the molten Fe–Cr based filler metal was further investigated in air. Figure 5 illustrates surface states of the sample after spreadability test in air at 1393 K. On the original surface before acid washing, the spreading area is shown as an oval shaped area at the centre of the steel plate in Fig. 5a. Table 2 lists the chemical compositions at zone 1 in the oval shaped area. Phosphorus, silicon and copper were detected as 4.20, 2.07 and 1.77 wt-. Since these elements are not added to the steel substrate, it is believed that the formation of the oval shaped area was related to the spreading of molten alloy. In air, the filler metal was dramatically oxidised at high temperature, and thus, chemical compositions were altered. Additionally, Mn content was detected as 0.99 wt-, which indicated the dissolution of steel substrate in the molten alloy. Chromium content was 27.9 wt-, higher than that of the original Fe–Cr based filler metal, which indicated the large percentage of Cr2O3 in the oxide film of Fe–Cr alloy. 25 Surface state of the spreadability test sample after acid washing is shown in Fig. 5b. Chemical compositions of central spreading area at zone 2 and spreading edge at zone 3 are listed in Table 2. It demonstrated that Cr content of 11.3 wt- was much lower than the original Cr content in the Fe–Cr based filler metal or in the stainless steel, which also showed the concentration of chromium in the removed oxide film. Oxygen content was still higher than 20 wt- after acid washing, indicating other existing forms of oxygen apart from metal oxides, such as Cr2NiO4, NiFe2O4 or CrFeO3. As amounts of metal oxides generated in air at high temperature and reacted as equations (1)–(3), compounds such as CrFeO3, NiFe2O4 and Cr2NiO4 gradually generated and distributed in the molten alloy. Continuous oxidation and reaction remarkably proceeded, and the products could be detected even after acid washing. Chemical compositions of spreading edge at zone 3 were close to that of the steel substrate due to the low filler metal/substrate mass ratio at spreading edge. A small quantity of P, Cu and O were also found at this area, indicating that the boundary of spreading area was involved in zone 3.
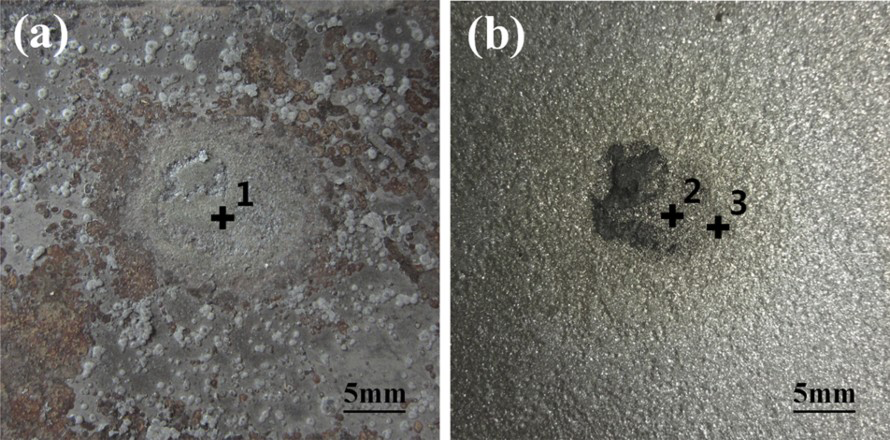
a before acid washing; b after acid washingSurface states of sample after spreadability test in air
Chemical compositions of spreading area in air/wt-

Figure 6a depicts the morphology of the central spreading area, and step-like microstructure was notably observed, which was different from typical microstructure characteristics of Fe–Cr based alloy, indicating the formation of compounds like Cr2NiO4, NiFe2O4 or CrFeO3. Figure 6b illustrates the XRD analysis results of the central spreading area after acid washing, i.e. zone 2. Since after the washing process, most of the metal oxides like Fe2O3 and Cr2O3 have been removed,the metal oxides have not been detected. The compounds like Cr2NiO4 [Joint Committee on Powder Diffraction Standards (JCPDS) no. 65-3105], NiFe2O4 (JCPDS no. 10-0325) and CrFeO3 (JCPDS no. 34-0412) have been successfully detected. The peaks of Fe (Cr, Ni)ss (where ss is the solid solution) (JCPDS no. 35-1375) as the main phase of the alloy was also clearly shown in the figure. Moreover, due to the very limited concentration of phosphorus, the peaks of phosphide were not notable on the curve. Finally, the Fe–Cr based filler metal still spread on the steel substrate at high temperature even in air along with continuous oxidation. Metal oxides reacted and dissolved in the molten alloy and promoted the spreading of filler metal and further dissolution of steel substrate.
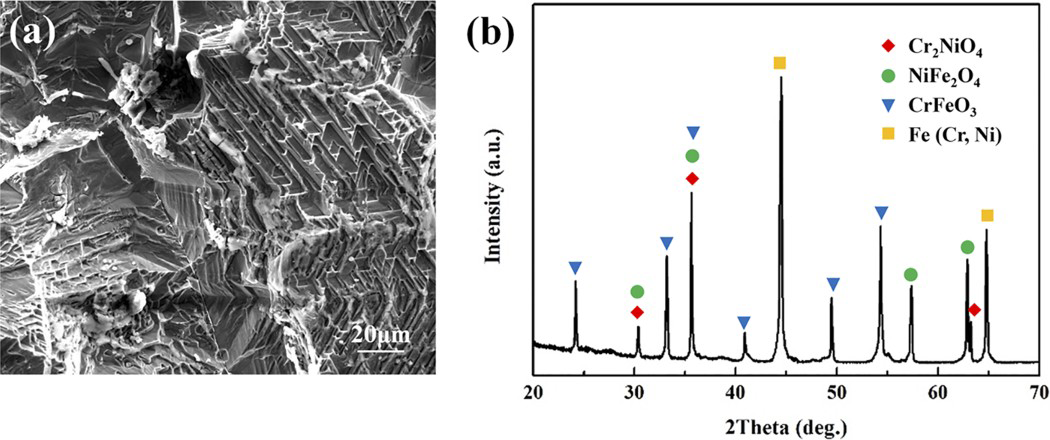
a morphology of central spreading area and b XRD pattern of central spreading area
Conclusions
In summary, molten Fe–Cr–Ni–Cu–P–Si filler metal showed outstanding spreadability at different vacuum levels, and the spreading area was remarkably improved compared with that of the BNi-2 filler metal. Substrate steel was notably dissolved in the molten filler metal, spreading and dissolution simultaneously proceeded at the interface and interacted with each other. Fingering phenomenon at spreading edge indicated dissolution of base metal during spreading and insufficient liquid phase diffusion in molten alloy. Chemical compositions, XRD analysis and step-like microstructures of spreading area in air implied intermediate compounds distributed in the molten filler metal. Reactions promoted the fragmentation and removal of the oxide film. All these factors enhanced the spreadability and brazeability of Fe–Cr based alloy and extended its brazing applications.
Footnotes
Acknowledgements
The research was sponsored by the Natural Science Foundation of China (grant nos. 51275135, 51305102, 51321061 and 51475103) and The Funds for Distinguished Young Scientists of Heilongjiang Province.