
Abstract
The microstructures of binary Cr/Cr2Nb alloys doped with 0.1 at- rare earth element (REE) Y were characterised by fine interlamellar spacing, and the growth morphology of Cr2Nb primary phase was transformed from faceted to non-faceted. Moreover, the lamellar spacing was observed to decrease with the decreasing of solidification rate with the addition of REE Y. Furthermore, the mechanical tests showed that the addition of REE Y has a beneficial effect on the room temperature fracture toughness of Cr2Nb/Cr alloys. The room temperature fracture toughness of the Y doped Cr/Cr2Nb hypoeutectic and hypereutectic alloys increased by ∼130 and 140 over that of the undoped alloys respectively, which was caused by the refinement of lamellar eutectic and strengthening of lamellar eutectic bonding strength.
Introduction
Intermetallic alloys based on the Cr2Nb Laves phases have been selected for high temperature applications due to their high melting points and excellent high temperature strength.1,2 This particular Laves phase is also important as a part of other alloys destined for elevated temperature applications, for example the niobium based alloys.3,4 Even though the Cr2Nb alloys offer much promise, there are still some limitations obstructing their engineering applications, namely poor ductility and low fracture toughness at room temperature (RT).5,6 One potential solution to the brittleness problem is to develop a composite composed of a ductile phase to provide toughness, reinforced by the Cr2Nb Laves phase for high temperature strength. Such an approach has been demonstrated effective in improving the RT brittleness of Cr2Nb Laves phase.7–9
However, the fracture mode of Cr2Nb based alloys indicates that the Cr2Nb primary dendrites and lamellar eutectic interface are the worst places to fracture.10–13 Thus, any potential of improving the intrinsic brittleness of Cr2Nb Laves phase or the lamellar eutectic bonding strength is beneficial to the improvement of RT properties. Efforts in toughening the monolithic Cr2Nb Laves phase have been unsuccessful so far, with most work focusing on ductilising Cr2Nb by ternary elements addition, such as Ti, Zr, V and Si.3,7,10–15 Considering that the rare earth elements (REEs) can increase the interface bonding strength by purifying the interface, the REE Y was added in the Cr2Nb Laves phase, and the results indicated that the addition of 0.1 at- yttrium is beneficial to the improvement of RT fracture toughness. 6 Moreover, REEs can refine the microstructure, which is also beneficial to the improvement of RT properties. In addition, there are many papers about the effects of REE addition on microstructure evolution and mechanical properties;16–20 however, the microstructure and mechanical properties heterogeneous of REE doped alloys have been seldom reported.
This investigation is an attempt to understand the effect of yttrium addition on the microstructure and RT fracture toughness of binary Cr/Cr2Nb alloys as well as the heterogeneous of microstructure and mechanical properties of REE Y doped Cr/Cr2Nb alloys, which can lay the foundation for the further exploration of toughening Laves phase alloys by doping REEs.
Experimental
The master alloys of Cr–12 at-Nb and Cr–20 at-Nb containing 0.1 at-Y were produced by arc melting with high purity metals (Nb: 99.99 wt-, Cr: 99.9 wt- and Y: 99.9; hereafter, all compositions in the present paper are given in at-) under a titanium gettered argon atmosphere. Each alloy button was flipped and remelted more than five times to ensure chemical homogeneity. Since weight losses were generally < 0.5, the composition of the alloys was considered to be equal to their nominal compositions.
The microhardness and fracture toughness of the samples were evaluated at RT by a microhardness tester with a Vickers indenter (Duramin-A300). A load of 9.807 N and a duration time of 10 s were employed for the microhardness measurement, while a load of 196.14 N and a duration time of 15 s were used for the fracture toughness determination. The data on each sample were averages of 10 indentations. The impression diagonals and the introduced crack length were observed using an optical microscope (Lecia DM4000M). The RT fracture toughness values KIC were calculated from the following equations 21

The compressive specimens with the size of Φ5 mm × 5 mm were cut from the arc melted ingots by electrodischarge machining, and all surfaces were mechanically ground before compression test. The compression tests were conducted in Instron 3382 universal test machine at RT with an initial strain of 1.0 × 10− 3. In our study, four to five specimens were tested, and the average value was employed for the Young's modulus of the alloy.
A scanning electron microscopy (SEM, JSM-6390A) equipped with an energy dispersive spectrometer was employed to identify the phases and characterise the microstructure as well as the fracture surfaces. The concentrations in dendrite and interdendritic were carried out by the SEM energy dispersive spectroscopy.
Results and discussion
Microstructure characteristics
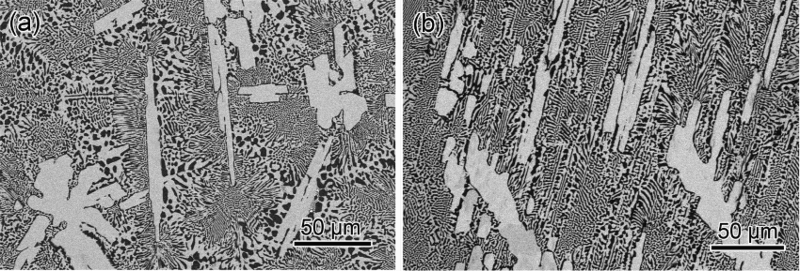
The typical microstructures of Cr–12Nb hypoeutectic alloys with the trace addition of 0 and 0.1Y are shown in Fig. 1a and b respectively. As revealed by energy dispersive spectroscopy, the alloys are composed of Cr primary dendrites (grey phase) and a fine two-phase eutectic mixture of Cr and Cr2Nb (white phase). Moreover, Fig. 1 also reveals that the additions of REE Y not only can modify the eutectic morphology from irregular eutectic (Fig. 1a) into regular eutectic (Fig. 1b), but also refine the lamella significantly.
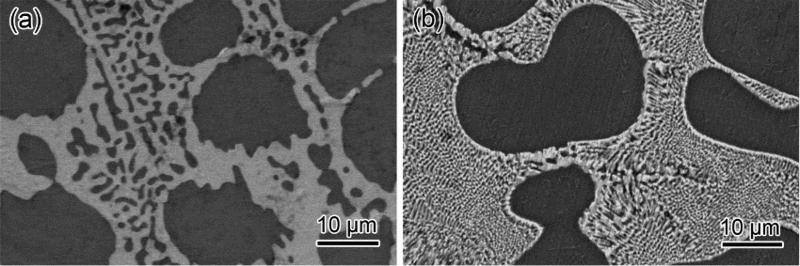
a 0Y; b 0.1YImages (SEM) of Cr–12Nb alloys with different Y addition levels
For the eutectic growth, the lamellar spacing λ is inversely proportional to the square root of eutectic growth rate V
24

As the REE Y is surface active and insoluble in alloys, it can increase the undercooling of the interface between solid and liquid; thus, the growth rate increases and the diffusion time decreases correspondingly. The spacing of the lamella has to be refined to adapt to the decreased diffusion spacing and increased growth rate. Meanwhile, the volume fraction of Cr primary phase augments for the accommodation.
However, in the present experiment, the samples were fabricated by water cooled copper hearth, the cooling rate could obtain a relatively high level of about 101–102 K s− 1.
25
In this case, the parameter K is no longer a constant, but can be described as
24
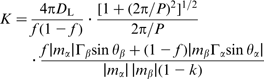
Among these parameters, it is the most possible that the REE Y has a significant effect on the Gibbs–Thomson coefficients Γα and Γβ. The Gibbs–Thomson coefficient is expressed as Γ = σ/H, where σ and H are the specific surface energy and latent heat of solvent of unit volume respectively. For a certain alloy, the latent heat of solvent of unit volume is constant. Thus, the specific surface energy σ and the Gibbs–Thomson coefficients Γα and Γβ decrease correspondingly with the addition of REE Y. In this case, the numerator of fraction in the right part of equation (3) decreases, and thus, the value of K decreases. According to equation (2), the interlamellar spacing λ decreases with decreasing K.
As affected by the shape of water cooled copper hearth, the cooling rate of the whole ingot decreased gradually from the bottom to the top of the ingot. In this case, different kinds of microstructures may form in different positions of the as cast ingots.8,9 The microstructures in different positions of the as cast Cr–12Nb hypoeutectic alloy doped with 0.1Y are illustrated in Fig. 2. The most prominent and visible change comparing with the microstructure of the alloy with 0Y, which consists of divorced eutectic, 11 is the formation of fine Cr primary dendrites and Cr/Cr2Nb eutectic in the bottom of the as cast ingot under large cooling rates. This implies that the Y addition can induce the formation of Cr/Cr2Nb eutectic. This higher level of growth rate may lead to some deviation from the eutectic composition, which leads to eutectic formation.
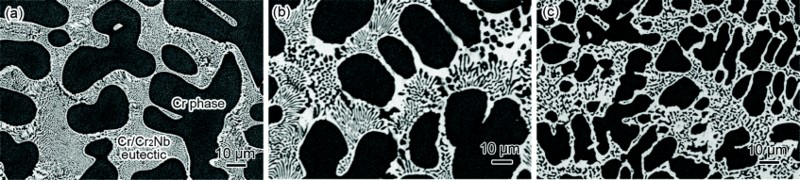
a top; b middle; c bottomTypical SEM images in different positions of Cr–12Nb alloy with 0.1Y
It is worth noting from the figures that the refinement of eutectic with REE Y addition is more effective at smaller cooling rate as shown in Fig. 3. It is known that the eutectic growth is sustained by the lateral diffusion of solutes. As the growth velocity V rises, the time provided for solute atoms to diffuse is reduced. Thus, the diffusion length must decrease so as to continue the coupled eutectic growth, and a smaller λ is obtained. λ becomes larger when V decreases. However, under large undercooling, corresponding to large cooling rate, the REE Y piles up in front of the interface and cannot be diffused away quickly. Consequently, the growth of eutectic will be hindered. The Y atoms can diffuse into the liquid sufficiently under small undercooling and can be served as nucleating agents and thus refine the eutectic by inducing heterogeneous nucleation. Consequently, the lamellar spacing changes in an opposite way to the growth velocity as analysed in Ref.26.
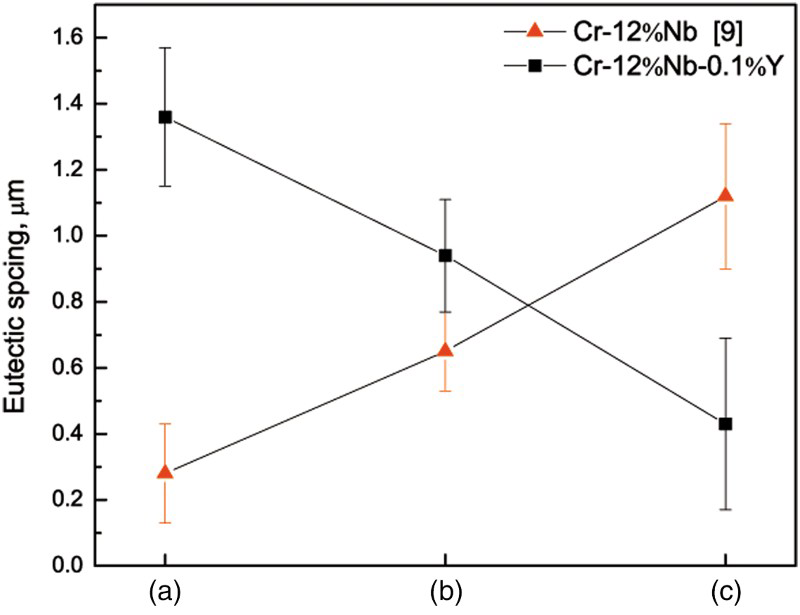
Measured lamellar spacing of eutectic shown in Fig. 2a, b and c
Fig. 4 shows the typical microstructures of Cr–20Nb alloys with the trace addition of 0 and 0.1Y. The primary Cr2Nb phase of the untreated alloy shows typical faceted, while changes into non-faceted with the addition of REE Y. The growth morphology of a phase can be described by Jackson factor α. The Jackson factor α is expressed as

a 0Y; b 0.1YImages (SEM) of Cr–20Nb alloys with different Y addition levels
Meanwhile, the REE Y addition also causes the modification of eutectic in Cr–20Nb hypereutectic alloy. In general, the final eutectic microstructure is composed of regular eutectic lamellae or rod structure at low growth rates near its equilibrium solidification condition, which allows perfect solute cross-diffusion near the solid/liquid interface. While under high growth rates, the final eutectic morphology changed into dendrite plus anomalous eutectic structures, where the eutectic growth is non-cooperative. 27 As the cooling rate of the as cast Cr–Nb ingots were quite high, a large amount of anomalous eutectics were observed to distribute among the Cr2Nb primary dendrites (Fig. 4a). However, the amount of anomalous eutectic is greatly reduced and the morphology of eutectic changes into refined lamellar one with the addition of REE Y. This can be attributed to the modification of Cr2Nb Laves phase, which is beneficial to the coupled growth of eutectic.
Room temperature fracture toughness
As shown in Figs. 2 and 4, the microstructures varied in different positions of the as cast ingots, which will cause significant influence on the RT fracture toughness. Thus, the RT fracture toughness values in the bottom, middle and top parts of the as cast ingots were tested as illustrated in Fig. 5. Compared with the alloys with 0Y,10,11 the fracture toughness of Y doped Cr–12Nb and Cr–20Nb alloys attained 17.9 and 10.1 MPa m1/2 respectively, which increased by ∼130 and 140 respectively.
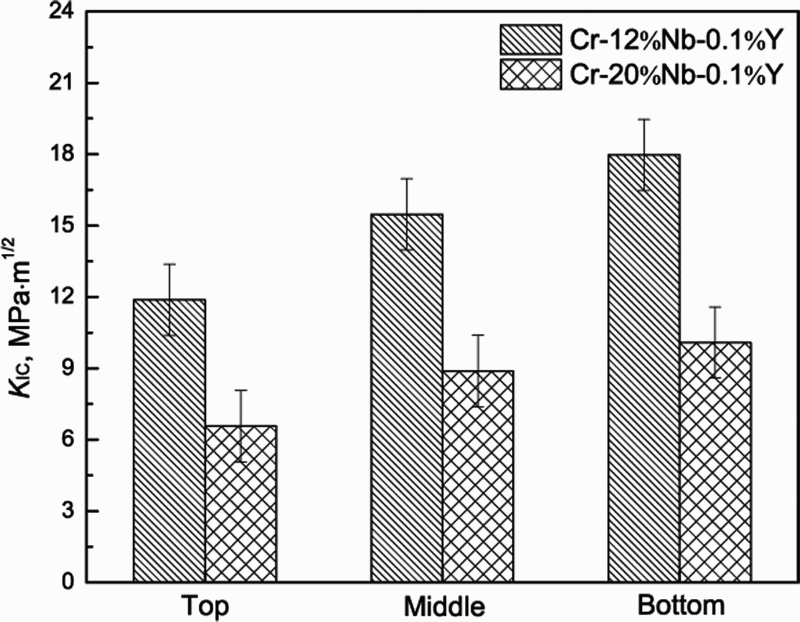
Room temperature fracture toughness in different positions of Cr–12Nb and Cr–20Nb ingots doped with 0.1Y
In order to interpret the significant RT fracture toughness improvement of the Y doped Cr/Cr2Nb alloys, the micromechanisms of deformation and compression fracture surfaces are discussed as follows. The fracture surfaces were systematically examined by SEM, as depicted in Fig. 6. The fracture surfaces exhibit typical cleaving of primary Cr and Cr2Nb dendrites. However, as shown in Fig. 6a and b, many dimple-like cavities occurred on the fracture surface of the Y doped Cr–12Nb hypoeutectic alloy, which were formed by rod Cr phase and Cr2Nb phase in eutectic cell pulling out from each other, and were propitious to attain good RT fracture toughness. Moreover, the fracture model changes from predominantly intergranular without Y addition to transgranular with Y addition as shown in Fig. 6c.
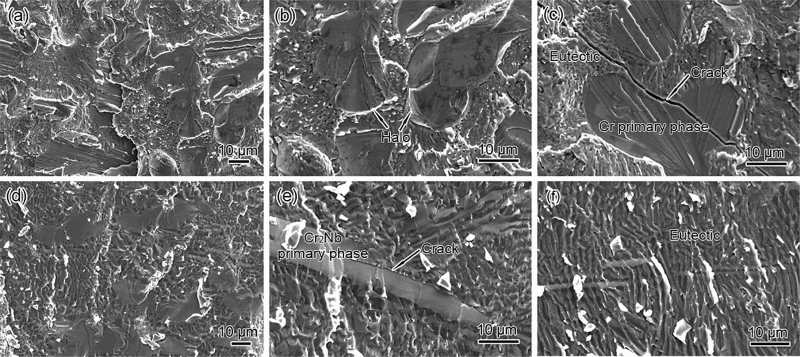
a–c Cr–12Nb; d–f Cr-20NbTypical RT fracture surface of Cr–Nb alloys with 0.1Y
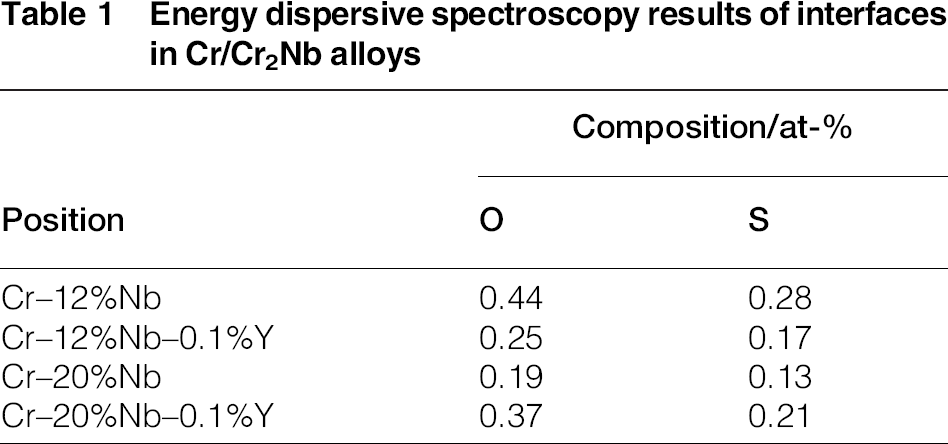
Furthermore, no crack was observed to extend along the eutectic lamellas indicating that the cohesive strength of eutectic lamellas was strengthened with yttrium addition as shown in Fig. 6c and f. The cracks mainly initiated in the Cr2Nb primary dendrites (Fig. 6d). This can be attributed to the modification of Cr2Nb Laves phase by the REE Y addition, simultaneously, the purification of interfaces between Cr and Cr2Nb by removing O and S interstitials content as shown in Table 1, similar to the other REEs.28–30 Meanwhile, the improvement of the phase boundary cohesion is helpful to improve the compressive strength and ductility of the alloy, as reported by Lu et al. 6 This contributes to improving the strength and ductility of the alloys.
Energy dispersive spectroscopy results of interfaces in Cr/Cr2Nb alloys
Conclusions
The effect of trace REE Y addition on the microstructure and RT fracture toughness of Cr/Cr2Nb alloys were investigated, and based on this, the following conclusions were drawn.
Trace REE Y additions in Cr–12Nb and Cr–20Nb alloys result in significantly refinement of eutectic lamella, while the lamellar spacing changes in an opposite way to the growth velocity.
The REE Y treatment is effective for the modification of eutectic morphology in the Cr–20Nb hypereutectic alloy as well as the growth morphology of Cr2Nb primary phase, which transformed from faceted to non-faceted with the addition of REE Y.
With the addition of REE Y, the RT fracture toughness values of the hypoeutectic and hypereutectic Cr/Cr2Nb alloys were increased by ∼130 and 140, which were caused by the refinement of lamellar eutectic and strengthening of lamellar eutectic bonding strength.
Footnotes
Acknowledgements
This research was financially supported by the National Natural Science Foundation of China (nos. 50971101, 51074127 and 51104120), the Qualified Personnel Foundation of Taiyuan University of Technology (tyut-rc201421a and tyut-rc201397a) and the Youth Foundation of Taiyuan University of Technology (no. 2014TD010).