
Abstract
The separation of oxide zinc mineral from silicate minerals in smithsonite mineral, associated silicate minerals and oxide zinc ore samples was assessed using methyl mercaptan (CH3SH), ethyl mercaptan (C2H5SH) and hexyl mercaptan (C6H13SH; HM) as collectors. The optimal flotation conditions were defined through Hallimond tube, contact angle and batch flotation and the results were applied to a natural Angooran oxide zinc ore. The microflotation and artificial mixture flotation results showed a maximum of 78% flotation recovery using HM. Selective flotation of oxide zinc ore was also accomplished by using an HM collector at pH 9. The flotation recovery was 55% without desliming. When the initial feed was deslimed before bench scale flotation tests, the recovery increased from 55 to 75% with 22·5% zinc content in the concentrate. When methyl mercaptan or ethyl mercaptan was used, lower zinc recoveries and grades compared to HM flotation were achieved.
Introduction
Mercaptans (thiols) have extensive applications in many fields. They are flotation agents and condensation agents in peptide synthesis, accelerators in vulcanisation of rubber, inhibitors of radical polymerisation and photoreduction of ketones and trapping agents for biradicals.1 Mercaptans have been recognised by flotation plant operators as very effective collectors for chalcopyrite and free gold.2
The flotation of oxide lead and zinc minerals is more difficult than the flotation of corresponding sulphide minerals.3 Oxide zinc minerals such as smithsonite (ZnCO3) float very inefficiently with sulphydryl collectors and require extremely large amounts of collectors. The adsorption of sulphydryl on the mineral surface is also poor.4 Such minerals can be floated with long chain primary amines as a collector after sulphidising with sodium sulphide.5 The amount of sulphidising reagent and pH of the pulp must be carefully controlled.6, 7
Mercaptans can collect oxide lead, copper and zinc minerals.8– 10 Hexyl mercaptan (HM) with roughly six carbon atoms has a reasonable solubility in water and can be used as a collector for oxide base metal minerals (e.g. chalcocite, azurite, malachite, zincite, smithsonite and willemite), but the amount of mercaptan required to float oxide zinc mineral is fairly large.9, 11, 12
The adsorption of HM on sphalerite, zincite and willemite between aqueous solution and the gaseous phase was studied. Previous studies have shown that the adsorption of mercaptan from the vapour phase before flotation testing was effective in causing flotation with the adsorption of mercaptan corresponding to less than monolayer coverage.13
The mechanism for the adsorption of mercaptan on malachite and chrysocolla could be similar to the mentioned reaction and the process could be extended to the attachment of mercaptan to any base metal oxide or sulphide mineral.14
Slimes, especially those produced from clay minerals, are detrimental to flotation and usually require a desliming step ahead of flotation. They have a marked effect on oxide zinc flotation, resulting in excessive reagent consumption and lower selectivity.15 Smithsonite fines were studied and the presence of selective interaction of copolymer (e.g. ethylene glycol methacrylate ethylene dioxybenzoate) groups with smithsonite mineral surface was reported. This is attributed to electrostatic stabilisation of the fines by the polyelectrolyte.16
In the present work, the influences of different parameters of the flotation process, such as pH of the aqueous phase, reagent additions and the effect of desliming, have been investigated to define optimal flotation conditions and then were applied to a natural ore.
Experimental
Materials
The smithsonite samples (90% purity) and oxide zinc ore samples were collected from the Angooran region of Zanjan, Iran. Selected samples of high purity quartz and sericite minerals were supplied by the Gloshajard mine (Hamedan, Iran). The kaolinite was from the Ghazandaghi region (Ghazvin, Iran). X-ray fluorescence chemical analysis of oxide zinc ore samples indicates that samples contain 9·6%ZnO, 62·5%SiO2, 16·5%Al2O3, 2·25%K2O, 1·85%Fe2O3, 1·36%PbO and 0·45%TiO2. The approximate mineralogical composition of the ore samples was smithsonite (16%), quartz (52%), sericite (16·5%), kaolinite (12%), iron oxides minerals (1·5%), mimetite (0·6%), rutile (0·4%) and other minerals (1%).17
Sample of 100 g of individual minerals was ground in a laboratory ball mill for 20 min. The ground minerals were then wet screened to extract the −106+75 μm fraction for microflotation and artificial mixture flotation tests.
Methyl mercaptan (MM; 99·5% purity) was purchased from Sigma-Aldrich (St Louis, MO, USA) and ethyl mercaptan (EM; 97% purity) and HM (97% purity) were obtained from Fluka Chemie (Buchs, Switzerland). Analar grade HCl and NaOH were used for pH adjustment and deionised water (specific conductance: 0·4–0·7 μS cm−1) was used in all experiments.
Methods
Microflotation tests
Microflotation tests were carried out using a 100 mL Hallimond tube. Smithsonite sample of 1 g was conditioned in predetermined concentration of different mercaptan reagent solutions at the given pH for 5 min and transferred into the Hallimond tube and diluted to ∼1% solids. The microflotation was performed for 1 min at a constant airflow rate of 20 cm3 min−1. The float and sink products were filtered, dried and weighed to determine the flotation recovery of the mineral being studied.
Contact angle measurements
The smithsonite mineral powders (−5 μm fraction) were first immersed in mercaptan solutions with various concentrations at pH 9 for 5 min. Afterwards, the solution was removed and the surface was air dried. Then the smithsonite sample was compressed as a thin plate with the thickness of 1 mm. A distilled water droplet of 5 μL volume was placed onto the flat surface. The contact angle at room temperature between a distilled droplet and the flat mineral surface was measured in time intervals of 20 ms using a Fibro DAT 1100 dynamic absorption and contact angle tester (Fibro System AB, Stockholm, Sweden). From the slope of the contact angle curve as a function of time, the contact angle at first contact (t = 20 ms) was extrapolated.
Artificial mixture flotation tests
In order to verify the efficiency of some kinds of mercaptans for the separation of the smithsonite from the gangue minerals, the artificial mixtures of these minerals have been produced. The proportion of the constituents in the mixtures was systematically: 16∶54∶17∶13 for smithsonite, quartz, sericite and kaolinite respectively. The d80 of the products was around 100 μm. Deionised water was used at 20% solids. Various amounts of mercaptan used in the oxide zinc mineral flotation were added. The conditioning time was 5 min. The pine oil as a frother and sodium silicate (100 g t−1) as a dispersant were used with a conditioning time of 2 min.
The artificial mixture flotation experiments were conducted with 30 g samples using a Denver type laboratory flotation cell of 250 cm3 capacity running at 850 rev min−1. The pH of the pulp was adjusted using NaOH for all tests. After adjusting the pH of the suspension to an appropriate value, the suspension was stirred in a beaker with a magnetic stirrer for 10 min, and the required amount of a collector was added. Then it was transferred to the Denver flotation cell and conditioned for 5 min. The flotation was conducted for 30 min.
Oxide zinc ore flotation tests
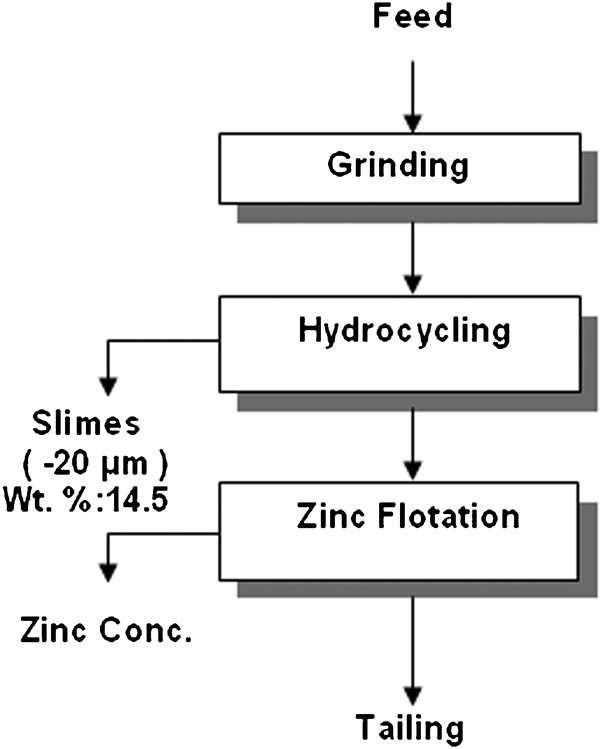
The bench scale flotation tests were performed in a 1·5 L Denver flotation cell running at 850 rev min−1 using 540 g ore sample (20% pulp density) with a size of around 100 μm (d80). This was done under the same conditions as used for artificial mixture flotation tests. The flowsheet illustrated in Fig. 1 includes grinding, desliming and oxide zinc flotation stage. A one stage Mozley hydrocyclone was used for separating the fines (slimes) from the coarse oxide zinc ore. The tests were conducted to evaluate the effect of cyclone parameters on the desliming of zinc ore. The particle size analysis was performed with a Coulter LS130 laser particle size analyser.
Working flowsheet
Evaluation of flotation results
The model with rectangular distribution of floatabilities was applied in the evaluation of flotation results. This model was evaluated by fitting the flotation results from batch flotation tests. The mathematical form of this model can be written as follows18, 19

The separation efficiency (SE) was calculated as an indicator of the metallurgical performance of the smithsonite flotation process using the following equation

Results and Discussion
Microflotation and contact angle measurements
The results of smithsonite microflotation tests with various amounts of mercaptans are reported in Fig. 2. The maximum flotation recovery occurs at ∼79% at pH 9. As expected, the results show that the maximum flotation recovery occurs at the highest concentration of HM (1·3×10−2M). It is observed that at lower HM concentrations, the smithsonite has partial flotation recovery and the increase in HM concentration enhances the flotation recovery. The maximum contact angle and flotation recovery for MM and EM are lower than those of HM. This can be explained by a shorter hydrocarbon chain length of MM and EM. The optimum microflotation recovery amounts to 78% with a contact angle of 92° at an HM concentration of 1·1×10−2M.
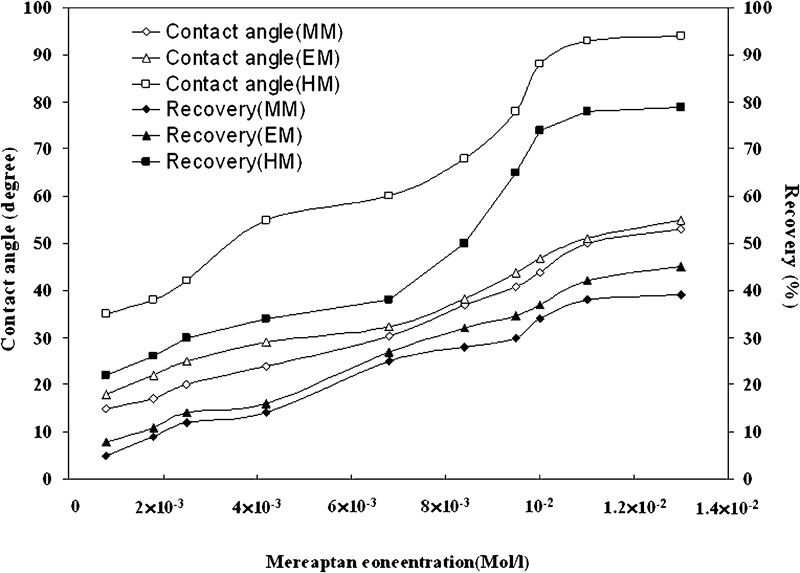
Microflotation recovery and contact angle of smithsonite as function of various amounts of MM, EM and HM at pH 9
Figure 3 shows the spectra of oxide zinc mineral in different HM concentrations at pH 9.12 Clearly in all obtained spectra, the S–H stretching bands (2530 cm−1) are missing. However, the band due to the S–H stretching vibration can be weak and even may be missing in dilute solution.12 The S–Zn bond replaces the S–H bond and the lack of S–H stretching band was confirmed in some authors’ works.8, 12, 20
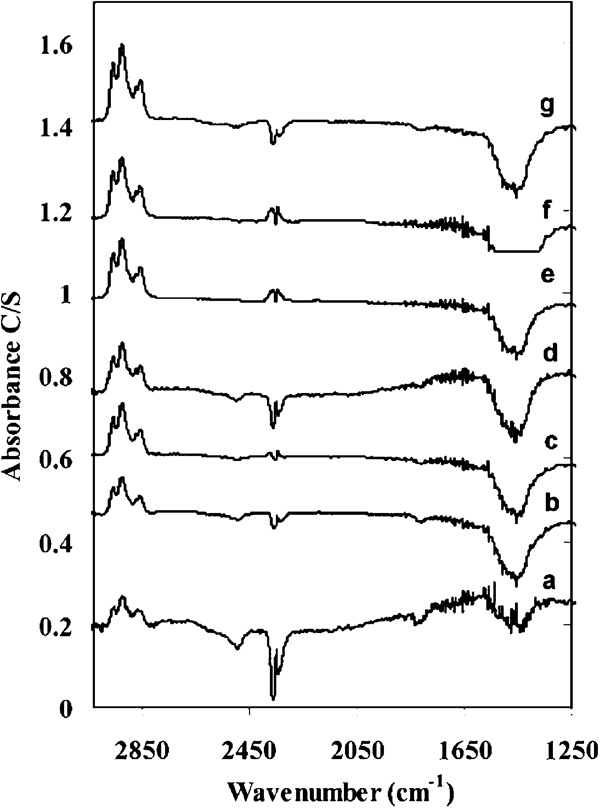
Diffuse reflectance Fourier transform infrared spectra of smithsonite treated with different HM concentrations at pH 9 (Ref. 12)
The adsorbed mercaptan reacts with the surface –OH group and forms zinc mercaptan salt, which then splits out a molecule of water in the process according to the following reaction21

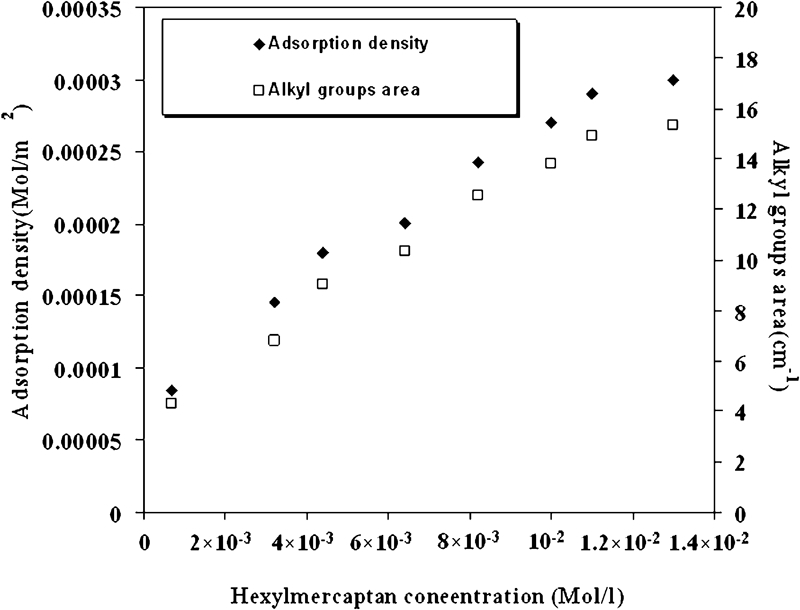
Adsorption isotherm and area under alkyl chain bands (3000–2800 cm−1) of diffuse reflectance Fourier transform infrared spectra of smithsonite as function of HM concentrations at pH 9 (Ref. 12)
Flotation with artificial mixture and oxide zinc ore
The artificial mixture and bench scale flotation recoveries as a function of pH at an MM, EM and HM concentration of 1300 g t−1 are given in Fig. 5. The results with HM for artificial mixture at a collector concentration of 1300 g t−1 show that the best zinc recovery (78%) was obtained at pH 9.
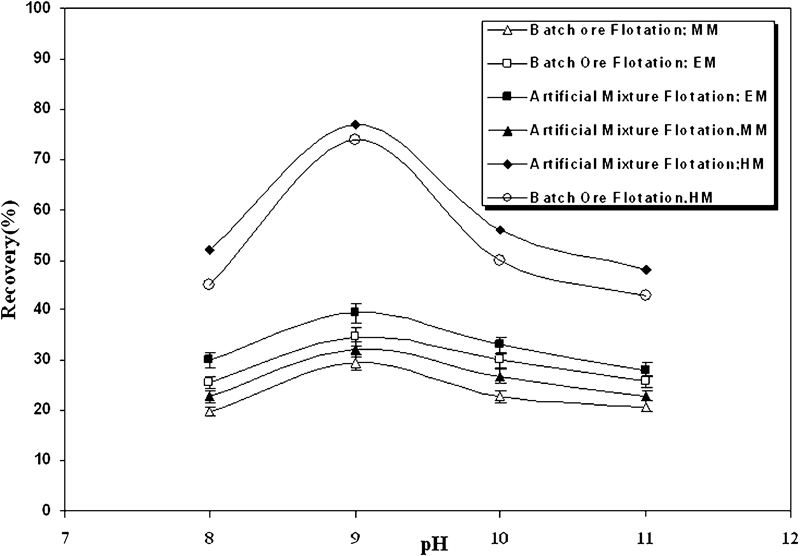
Artificial mixture and bench scale ore flotation recoveries as function of pH at MM, EM and HM concentration of 1300 g t−1
The zinc grade and the flotation recovery for deslimed oxide zinc ore flotation, in terms of the quantity of MM, EM and HM at pH 9 are illustrated in Table 1. However, the optimum amount of the HM as an anionic collector was 1300 g t−1 at pH 9 with 75% recovery and 22·5% zinc grade after desliming. The separation efficiency was obtained to be 51·4%. Figure 6 depicts the flotation time as a function of recovery with HM at a concentration of 1300 g t−1 (1·1×10−2M). It can be concluded that the shortest flotation time to reach maximum flotation recovery was 9 min.
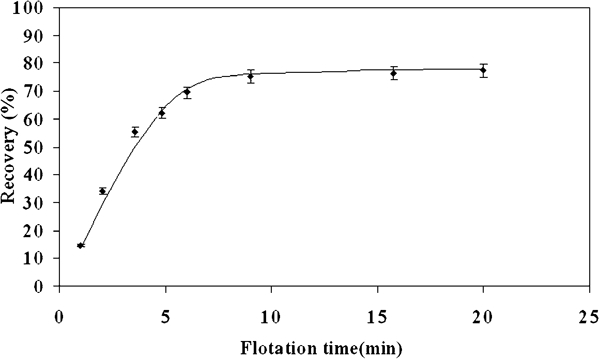
Zinc ore flotation at various flotation times for HM (1300 g t−1) at pH 9
Grade and recovery of deslimed zinc ore flotation tests for various amounts of MM, EM and HM at pH 9

A one stage Mozley hydrocyclone was used for separating the fines (slimes) from the coarse oxide zinc ore. The deslimed underflow was fed to the smithsonite flotation circuit to float smithsonite and the overflow (14·5 wt-%) was discarded as slimes with an average zinc grade of 4·5%. Overall zinc flotation recovery with respect to the total zinc was estimated to be ∼70% based on the zinc content in the slimes and tailings.
According to the flotation results, it can be seen that the zinc grades of the tailings were rather high, ranging from 4·5 to 7·8%Zn. Mineralogical studies of the tailings reveal that the oxide zinc minerals in the tailing consisted of very finely disseminated smithsonite, which was not liberated from the gangues.
Particle size distributions of hydrocyclone products show that over 90% of zinc mineral particles in the slime were below 10 μm (Fig. 7). This range of particle size was difficult to recover by froth flotation. Figure 8 shows the particle size distributions of the concentrate and tailing products. The concentrate had a cut size, defined as the particle size at 50% cumulative undersize, of less than 20 μm and had a particle size at 80%, of 70 μm. However, more than 30% of the particles in the concentrate had particle sizes above 90 μm. The tailing also had the particle size of less than 15 μm at 50% cumulative undersize and had a particle size of 50 μm at 80%. Hence, more than 30% of the particles in the tailing had particle sizes below 10 μm.
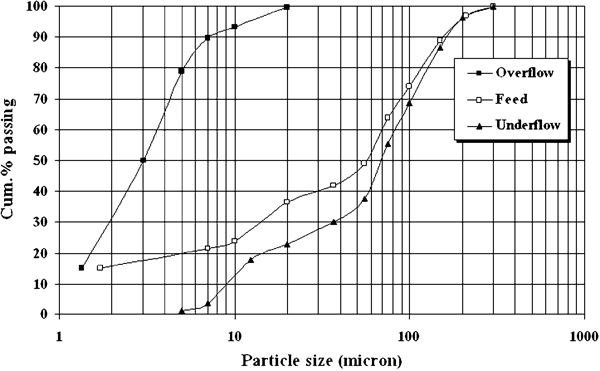
Particle size distributions of products of desliming
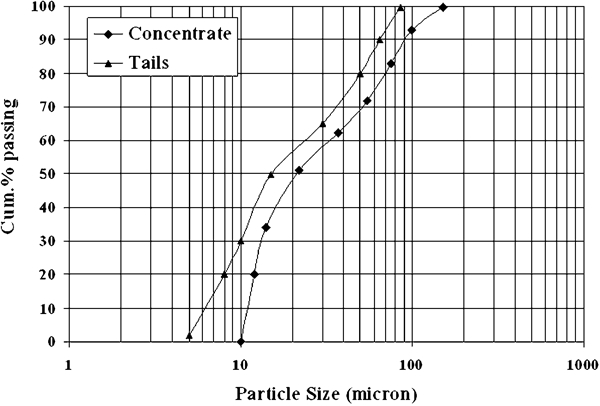
Particle size distributions of zinc concentrate and tailings
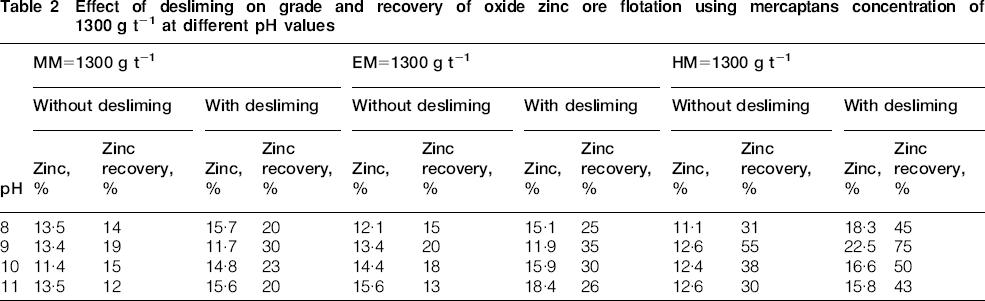
The slime influence can be seen in Table 2, which compares oxide zinc ore flotation tests (no desliming and deslimed products). The dosage of reagents was the same in all cases and was 1300 g t−1 at pH 9. Flotation of smithsonite without desliming had a lower zinc grade and recovery compared to deslimed flotation. It is seen that the recovery as well as grade increases sharply at pH 9, where the maximum zinc recovery and grade occurs. This indicates that this level of surface hydrophobicity was sufficient for a feed containing oxide zinc mineral. When pH was increased to 10, the recovery falls sharply, indicating a lower adsorption of mercpatans on the mineral surface. However, at the highest level of mercpatans addition, at pH values of 10 and 11, the grade was low, which indicates a lower selectivity as expected, since the optimum concentration was exceeded. The results presented here have clearly shown that oxide zinc ore desliming was an important step with regard to the zinc losses and flotation performance. The apparent advantage of desliming was that the desliming operation can remove most of the harmful slime and increase flotation recovery from 55 to 75%.
Effect of desliming on grade and recovery of oxide zinc ore flotation using mercaptans concentration of 1300 g t−1 at different pH values
Conclusion
The microflotation and artificial mixture flotation tests using HM revealed that a maximum flotation recovery of 78% was obtained. The batch flotation tests showed that the maximum flotation recovery was 75% with zinc grade of 22·5% using HM at pH 9. Overall zinc flotation recovery with respect to the total zinc was estimated to be ∼70% according to the zinc content in the slimes and tailings. The optimum flotation efficiency and flotation time were 51·4% and 9 min in laboratory scale respectively.
The performance of oxide zinc ore upgrading by flotation was sensitive to many parameters among which was the desliming of the considered feed. It can be attributed to extremely fine disseminated smithsonite, which was not liberated from the gangues. The results of MM and EM flotation tests have no significant variation for recovery compared to each other but no selectivity was observed. This is because these collectors have shorter lengths of hydrocarbon chains.
Footnotes
Acknowledgements
The authors wish to thank Calcimine Co. (Zanjan, Iran) for providing the samples, which were used in this investigation. The assistance of colleagues at Department of Mining Engineering, Islamic Azad University, Tehran South Campus (Tehran, Iran), is also much appreciated.