
Abstract
Within ilmenite smelters, the slag is at a temperature just above its liquidus (because the furnace operates with a slag freeze lining), and the metal bath is at a temperature which is ∼150°C lower than the slag temperature. As a result, solidification of the slag in contact with the metal is expected, and was indeed detected with sounding bars in operating furnaces. Samples of the solidified layer were obtained from a DC ilmenite smelter which had cooled with its contents intact. Analysis showed parts of the layer to be close to anosovite (Ti3O5) in composition; in all cases, the solid contained much less FeO than the primary pseudobrookite which forms during bulk slag solidification after tapping. Equilibrium calculations show that these compositions can result from reaction of initially FeO rich pseudobrookite with dissolved carbon in the metal bath. The presence of this layer of near anosovite material in the furnace has possible implications for settling of metal and for the furnace energy balance; the latter was explored with thermodynamic calculations.
Introduction
This paper deals with the identity of a solid layer which forms between the layers of liquid slag and liquid metal in an ilmenite smelter. It is proposed that the layer can achieve a composition close to that of anosovite (Ti3O5) through reaction of the slag with dissolved carbon in the metal, at the slag/metal interface. The possibility of this reaction is tested by thermodynamic calculations, and the compositions of interlayer samples obtained from a furnace excavation are presented.
In an ilmenite smelter, there is a large temperature difference – typically ∼150°C – between the molten iron and the molten slag within the furnace (Zietsman and Pistorius, 2004). The slag is at a temperature which is only slightly higher than its liquidus temperature (because of the use of a freeze lining on the furnace walls), whereas the underlying metal bath is colder. It was proposed that this temperature difference plays an important role in the mechanism that maintains the slag bath composition close to M3O5 stoichiometry (Zietsman and Pistorius, 2004). In this paper, we examine the possibility that partial solidification at the interface, followed by further reduction of FeO from the slag (by dissolved carbon in the metal), can lead to substantial enrichment of the solidified slag at the interface, such that the composition of the solid approaches Ti3O5. This proposed reaction sequence builds on the calculated significant departure from chemical equilibrium in ilmenite smelting (Pistorius, 2002). The departure from chemical equilibrium is such that the partial pressure of oxygen for equilibrium between TiO2 and Ti2O3 in the slag is higher than for the Fe (metal)/FeO (slag) couple, which in turn gives a much higher oxygen activity than the C (metal)/CO (gas) couple (Pistorius, 2008). While it has been argued that the calculated difference in the oxygen activity for the TiO2/Ti2O3 and Fe/FeO couples is an artefact of the slag model used in the FactSage calculations (Eriksen et al., 2007), there is little doubt that the difference with the C/CO couple is large, as confirmed by oxygen probe measurements (Geldenhuis and Pistorius, 1999). Some calculated values are presented later in the paper; as an indication of the size of the effect, it can be noted that the typical carbon content of the iron product in ilmenite smelting is 2%, whereas the carbon content for equilibrium with the molten slag would be one order of magnitude smaller than this, ∼0·2%. This means that carbon in the metal can reduce TiO2 and FeO in the slag, at the slag/metal interface.
It is hence proposed that slag close to the slag/metal interface undergoes both a physical change (partial solidification because of the lower temperature) and a chemical change (further reduction of TiO2 to Ti2O3, and FeO to Fe). Both the decrease in temperature and further slag reduction will lead to increased solidification of the slag close to the interface with the metal bath [because the melting point of the slag increases as the FeO content decreases (Zietsman and Pistorius, 2004)]. Operators of DC furnaces do report the presence of a solid layer at the slag/metal interface; this layer is detected as a barrier to the vertical descent of sounding bars which are inserted through ports in the furnace roof, and the layer has also been visually observed above the metal layer, when looking into the metal tap hole. Our analysis of initial samples obtained from the Exxaro KZN Sands ilmenite smelter (located in Empangeni, South Africa) showed the interlayer to be close to Ti3O5 in composition; plant personnel also reported that previous analysis of similar samples had found the interlayer to contain titanium oxycarbide. During excavation of the Exxaro KZN Sands Furnace 2 after a water ingress incident in February 2008 (Exxaro, 2008), samples which could be positively identified as originating from the slag/metal interface were collected; the analyses of these samples are reported in this paper.
Examination of furnace samples
Sampling
Samples from five locations were selected for analysis by X-ray diffraction (XRD) and an electron microprobe. All of the samples were from the lowest part of the slag layer, close to the metal. Within this plane, the samples were taken from close to the furnace wall, at the following positions: northwest, northeast, north (above the metal taphole) and south (below the slag taphole). Samples were also taken from the centre of the furnace, beneath the electrode. Sample preparation was particularly challenging because the intergrown metal and oxide in the samples did not permit cutting with a diamond saw; a ceramic saw was used instead.
Microstructure
A typical backscattered electron image of the metal–oxide association in these samples can be seen in Fig. 1. The metal clearly consists of two phases, the darker phase being cementite. The relatively large size of the crystallites points to a lengthy cooling period in the furnace. Oxide and metal compositions were measured close to their interfaces.
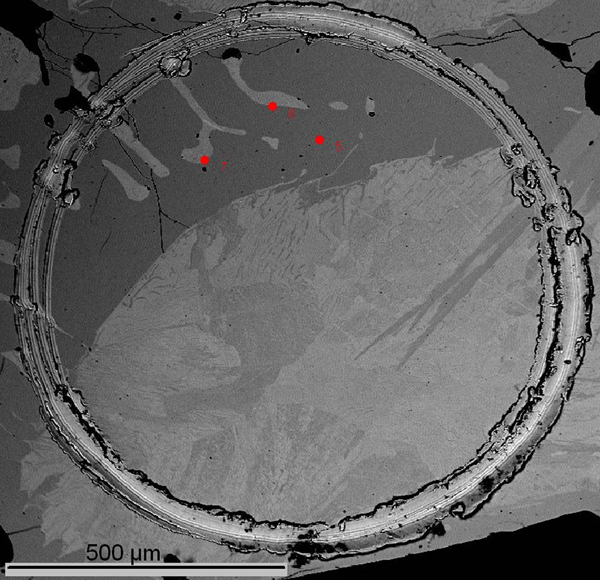
Backscattered electron image of interface between oxide slag (dark phase in upper part of marker circle) and metal. Metal consists of intergrown ferrite (brighter) and cementite (darker). Sample 2814 (NW)
X-ray diffraction
Samples without macroscopic metal particles were crushed and milled in a micronising mill for powder XRD measurement in a PANalytical X'pert Pro powder diffractometer. The measured powder patterns were then quantified with the Rietveld program Autoquan (Kleberg and Bergmann, 2002).
The samples contained one of two M3O5 phases: the conventional ‘karrooite’ orthorhombic M3O5 phase and the monoclinic anosovite phase (nearly pure Ti3O5). The monoclinic phase has a characteristic peak splitting at 2θ = 38° (using Co Kα radiation), whereas the orthorhombic phase shows a single peak (see Fig. 2). Anosovite was found only in the samples taken from the northwest and northeast positions in the furnace; all other samples contained orthorhombic M3O5. The proportion of M3O5 in all samples varied from 87 to 100%, with the rest being ferrite and cementite.
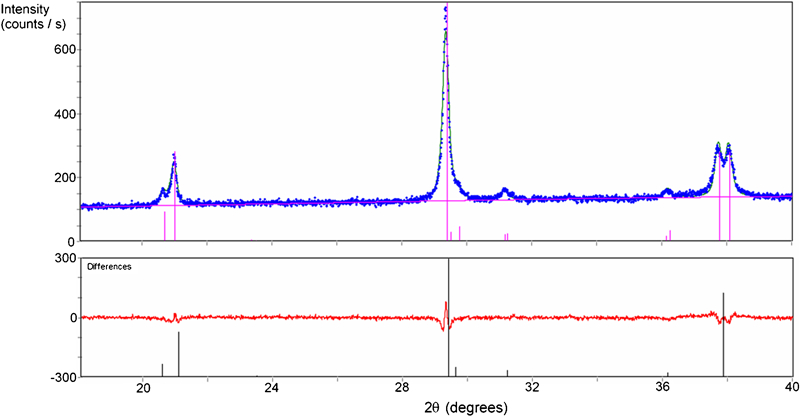
Diffraction pattern of monoclinic (anosovite) phase (upper graph), with Rietveld analysis, and difference between fitted and measured pattern (lower curve). Vertical lines on diffraction pattern show peak positions of monoclinic phase, whereas lines on (lower) difference pattern show peak positions of orthorhombic phase. Note characteristic splitting of peak at 2θ = 38° for monoclinic phase
Compositional variation of phases
Oxide phase
The compositions of the phases were determined with a Cameca SX100 electron microprobe at the University of Pretoria (20 kV accelerating voltage; 20 nA probe current). The concentrations of all elements (including oxygen, but excluding carbon for the metal phases) were measured. The distribution of titanium between trivalent and tetravalent oxidation states was calculated by assuming that the phase followed M3O5 stoichiometry, with all Fe, Mg and Mn divalent, and Cr, Al and V trivalent. The calculated compositions are given in Table 1. The compositions show extreme depletion in iron compared with bulk slag. In addition, samples from the NW and NE positions generally had the highest Ti3+ contents, and XRD samples from these positions had the anosovite structure. The observation that the extent of FeO reduction from the slag is smaller beneath the electrode (‘central’ position) is consistent with the strong arc stirring, which would tend to prevent slag solidification at the interface. It appears that, as this furnace cooled after the water ingress incident, different extents of reaction between solidified slag and dissolved carbon were preserved at the different locations within the slag, at the slag/metal interface.
Composition of M3O5 oxide phase in slag samples taken from close to slag/metal interface, as measured by microprobe*

*Compositions are given as molar amounts of cations in the M3O5 phase, except for the calculated FeO and Ti3O5 contents, which are mass percentages. ‘Position’ gives the original sample location in the furnace, and ‘Phase’ the identity of the M3O5 phase in samples from the same position subject to XRD; ‘M’ is monoclinic (anosovite) and ‘O’ is orthorhombic (karrooite). Averages and standard deviations are given for all the phases analysed. A typical M3O5 composition from bulk slag is shown for comparison.
Metal
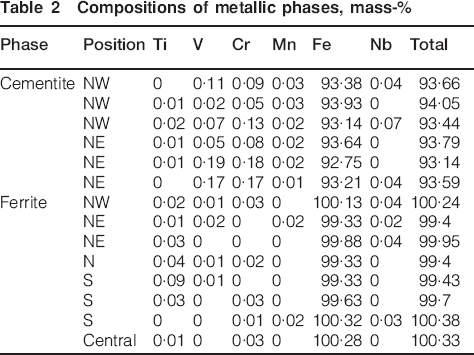
The analytical data for the metal phases, ferrite and cementite, are given in Table 2. Carbon was not analysed for, and therefore the analyses for cementite will only add up to a total approaching 93·3% (the Fe content of Fe3C). Noteworthy are the low Ti content in both the metal phases as well as the slightly higher Cr contents in cementite. The overall carbon content in the metal phases was estimated, by determining the relative amounts of ferrite and cementite by image analysis. Based on a limited number of images (seven), the carbon content was estimated as 3·7% with a standard deviation of 0·7%, which is little different from the typical bulk metal composition.
Compositions of metallic phases, mass-%
Calculations: Formation and effect of interlayer
Assumed conditions
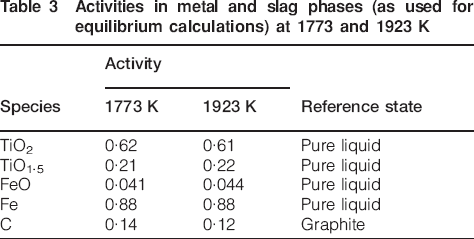
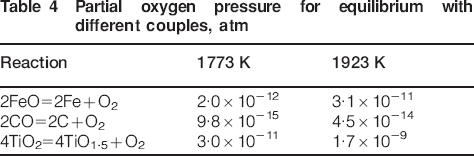
The slag composition was taken to be 54·0%TiO2, 28·8%Ti2O3, 12·1%FeO, 1·8%MnO, 1·1%Al2O3, 1·0%SiO2, 0·9%MgO, 0·16%Cr2O3, 0·082%CaO and 0·015%K2O, which is typical (this is also the basis of the ‘bulk slag’ pseudobrookite composition in Table 1). The calculated solidification behaviour of slag of this composition is given elsewhere (Pistorius and Kotzé, 2009). Equilibrium predictions were made with FactSage 6·0 (Bale et al., 2002), using the solution phase models in the FToxid database (for oxides, such as the liquid slag and pseudobrookite solid), and the liquid metal model from the FSstel database. The metal phase was assumed to be 98%Fe and 2%C, with additional dissolution of a small amount of titanium in some cases. Where reactions involved the gas phase, this was assumed to be pure CO at 1 atm. Two temperatures were considered: 1650°C (assumed slag temperature) and 1500°C (assumed metal temperature). For these conditions, the activities of the main slag and metal species are given in Table 3, and the oxygen activity for equilibrium with the three couples, Fe/FeO, TiO2/Ti2O3 and C/CO, is shown in Table 4. Standard free energy values, for the calculation of equilibrium constants, were taken from FactSage.
Activities in metal and slag phases (as used for equilibrium calculations) at 1773 and 1923 K
Partial oxygen pressure for equilibrium with different couples, atm
Solidification behaviour
Some detail of the predicted solidification behaviour is given in Fig. 3, which shows that formation of pseudobrookite (the dominant solid solution phase, with M3O5 stoichiometry) is predicted to start below the liquidus temperature of 1564°C, with a rapid increase in the amount of pseudobrookite with decreasing temperature (the balance of the phase composition is largely liquid slag, and a small fraction of rutile below 1540°C). The proportion of Ti3O5 in the pseudobrookite is also shown in the graph; this was calculated by assuming the pseudobrookite to be a mixture of FeTi2O5, Ti3O5, MnTi2O5, Al2TiO5, MgTi2O5 and Cr2TiO5. As shown in Fig. 3, the proportion of Ti3O5 is higher in the first (higher melting) pseudobrookite that forms, but the proportion of Ti3O5 remains below 60% throughout solidification, much less than the nearly pure Ti3O5 found by microanalysis, for the samples from the northwest and northeast positions.
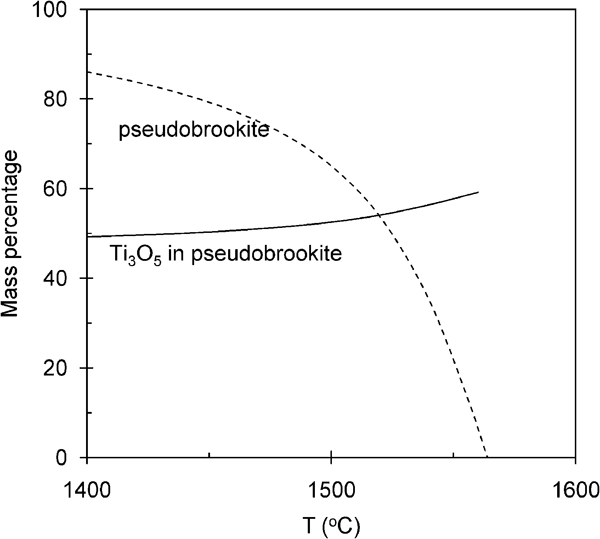
Predicted solidification behaviour of slag with composition of 54·0%TiO2, 28·8%Ti2O3, 12·1%FeO, 1·8%MnO, 1·1%l2O3, 1·0%SiO2, 0·9%MgO, 0·16%Cr2O3, 0·082%CaO and 0·015%K2O: broken line gives proportion of pseudobrookite in mixture (balance is mostly liquid, and below 1540°C, ∼5% rutile); solid line shows proportion of pseudobrookite which is Ti3O5
Possibility of oxycarbide formation
Titanium(II) oxide (TiO) and titanium carbide (TiC) form a continuous solid solution (Neumann et al., 1972). Data on activities in the solid solution are rather limited, but recent calculations (Gibbs–Duhem integration) by Kwon and Kang (2009), based on the experimental data of Ouensanga (1979), showed the departure from ideal behaviour to be small. The possibility of forming the oxycarbide solid solution was evaluated by considering the following two reactions


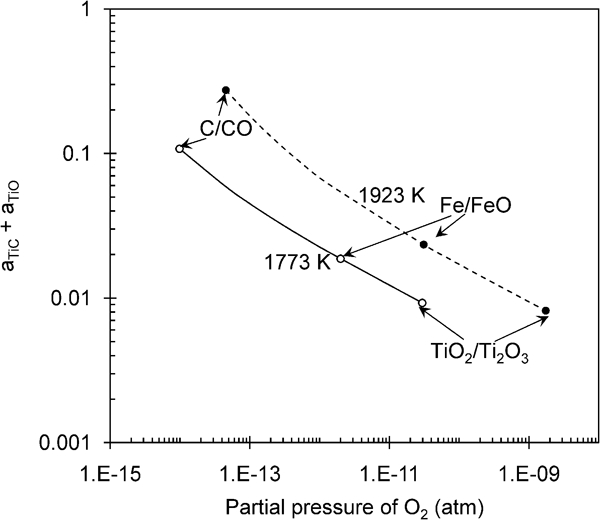
Calculated sum of equilibrium activities of solid TiC and TiO, for slag in contact with Fe containing 2%C, at 1773 and 1923 K, for different oxygen activities. Calculated partial oxygen pressures for three different couples are arrowed. Low equilibrium activities of TiO and TiC indicate that Ti(O, C) solid solution cannot form at slag/metal interface
A further indication that titanium oxycarbide does not form at the slag/metal interlayer is given by the relationship between the titanium and carbon contents of the metal. Plant data show the titanium content of the metal to be low, and correlated with the carbon content of the metal by the following relationship (for mass percentages of titanium and carbon)


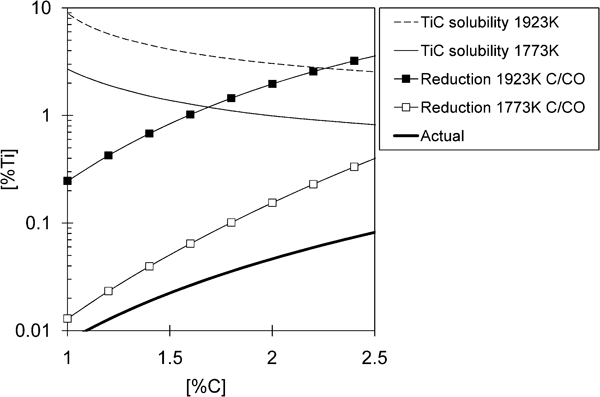
Comparison of actual relationship between titanium and carbon contents of metal, with predicted equilibrium relationship for TiC saturation, and for reduction of TiO2 from slag by dissolved carbon in metal: actual titanium content of metal is much less than for TiC saturation, indicating that TiC is not present at metal/slag interface
The actual titanium content is similar to that calculated for the following reduction equilibrium

Both considerations – possible reduction of the slag to TiC and TiO, and the Ti–C relationship in the metal – indicate that titanium oxycarbide is not expected to form at the slag/metal interface.
Ti3O5 formation
The possibility that the slag/metal interlayer can approach Ti3O5 in composition – by reaction of the partially solidified slag with carbon in the metal – was evaluated by considering the equilibrium composition for reaction of slag (with the composition as stated earlier) with metal (Fe–2%C), in various ratios. This was chosen to approximate the condition in the furnace, where the observation of a fixed layer at the slag/metal interface implies that the slag is partially or fully solidified, immobile, and hence trapped in contact with the metal bath. The results, for the two temperatures of 1773 and 1923 K, are presented in Fig. 6. (Note that – as shown in Fig. 3 – at 1773 K, the slag is more than half solidified before any reaction with the metal bath, but the solid pseudobrookite is far from Ti3O5 in composition.)
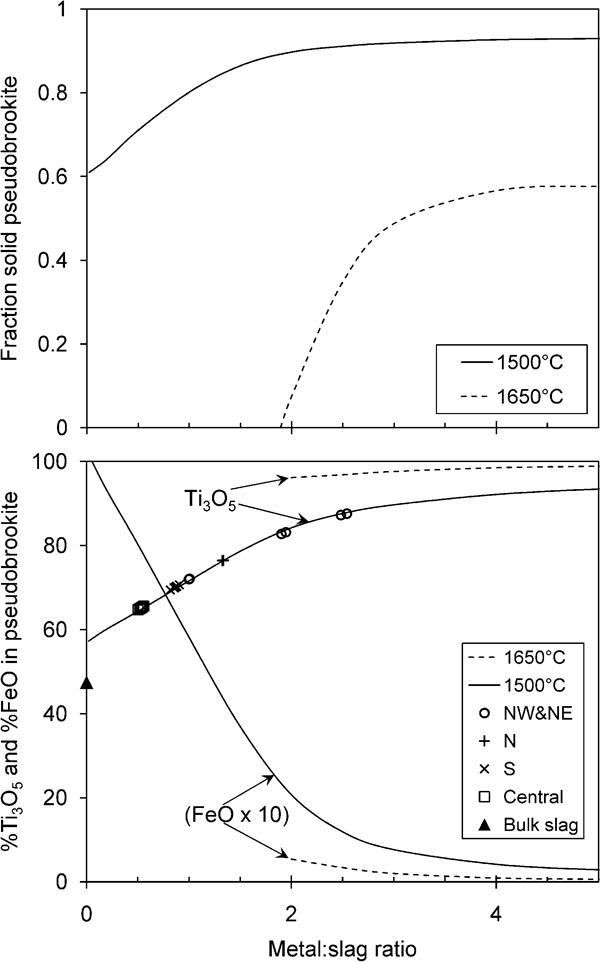
Equilibrium slag composition, for reaction of slag with Fe–2%C in various mass ratios. Upper figure shows proportion of slag which is solid pseudobrookite following reaction, and lower figure shows proportion of pseudobrookite which is Ti3O5, and FeO content of pseudobrookite (latter multiplied by 10 for better visibility). Data points in lower figure show actual measured Ti3O5 contents of pseudobrookite (from Table 1) for different positions along slag/metal interface, and for bulk slag; these are arbitrarily plotted along 1500°C curve
Figure 6 illustrates that it is feasible for the interlayer to approach Ti3O5 in composition, by carbon in the metal nearly fully reducing FeO from the slag, and partially reducing the TiO2 to Ti2O3. At 1773 K, the FeO content of the pseudobrookite is <2%, and the slag composition hence approaches pure Ti3O5, even at a metal/slag mass ratio as low as 2. For a reaction temperature of 1923 K, the FeO content of the solid M3O5 phase is even lower. In comparison, the mass percentage of Ti3O5 in the furnace samples (Table 1) range from ∼65% for the central samples, to 83–88% for the northwest and northeast samples.
Effect of Ti3O5 interlayer formation on energy balance
The actual extent of the solid interlayer in operating furnaces is not known, but observations of sounding bar movement indicate the interlayer to extend over much of the furnace diameter, and to be sufficiently thick to resist penetration by sounding bars. The presence of a significant mass of solid Ti3O5 in the furnace, together with metal and liquid slag, can have implications for the furnace energy balance. Because the furnace operates with a freeze lining, close regulation of the energy balance is essential, and hence it is important to assess whether this interlayer may affect the furnace energy balance. The possible effect that is considered here is if a Ti3O5 interlayer has formed, and subsequently reacts with ilmenite feed. The Ti3O5 can react chemically with ilmenite, with the trivalent titanium in the Ti3O5 acting as a reductant, to yield titanium slag and metallic iron as products.
For an initial assessment of the effect of such reaction of Ti3O5, the simplified ternary Fe–Ti–O system was considered, taking the ilmenite feed to be FeTiO3, and assuming the slag product to follow M3O5 stoichiometry, with 10 mass-%FeO in the slag. The slag product (and CO, for the case of reduction by C for comparison) was assumed to be at 1650°C, with the ilmenite feed at 25°C, and the Ti3O5 interlayer at 1500°C. The reaction path is shown in the ternary diagram of Fig. 7.
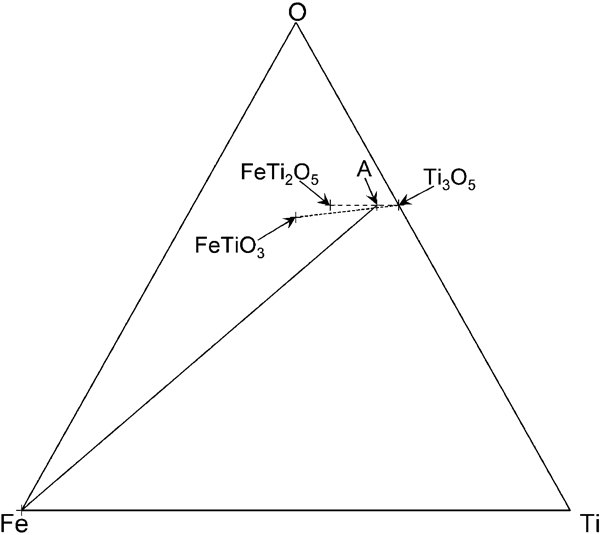
Ternary diagram (compositions as mol.-%) showing reaction path if Ti3O5 (solid interlayer) reacts with ilmenite feed (FeTiO3) to form M3O5 slag containing 10 mass-%FeO (point A) and a small amount of Fe: resulting overall composition is at intersection of A–Fe and FeTiO3–Ti3O5 joints
As indicated in Fig. 7, reaching 10 mass-%FeO in the slag involves reaction of Ti3O5 with a smaller amount of FeTiO3 (the mass ratio is 2·9∶1); the amount of Fe metal formed is small (74 kg per tonne of ilmenite). Table 5 compares the enthalpy effects of this reaction path with that of reduction with carbon. This shows that reaction of ilmenite with a Ti3O5 requires more energy – per tonne of ilmenite – than does reduction with carbon; the main reason is the heat required to melt the large volume of Ti3O5 that mixes and reacts with the ilmenite to form the slag. In addition, if the Ti3O5 reacts with the ilmenite feed, the carbon that was fed with the ilmenite remains unreacted. Heating of the unreacted carbon to the slag temperature also requires energy, amounting to 70 kWh per tonne of ilmenite (for the case considered here, where 89 kg of carbon would react per tonne of ilmenite). The overall effect is that reaction of the Ti3O5 with ilmenite feed consumes more energy, by ∼200 kWh per tonne of ilmenite, than does reaction with carbon. This is significant compared with the typical energy requirement of ∼1000 kWh per tonne of ilmenite. The implication is that, if Ti3O5 has formed and later starts reacting, the furnace would experience an energy deficit, which may lead to foaming due to incomplete melting of slag.
Calculated effect on energy balance of Ti3O5 reacting with ilmenite feed, instead of ilmenite reacting with carbon*
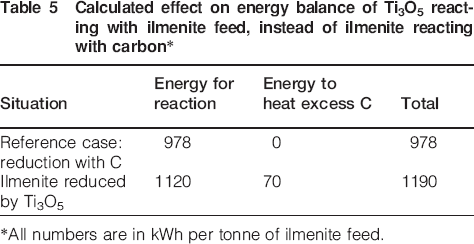
*All numbers are in kWh per tonne of ilmenite feed.
Conclusion
The solidified slag layer immediately above the metal layer in a DC ilmenite smelter furnace is significantly lower in iron oxide than the bulk slag, and approaches Ti3O5 in some cases; the metal composition is similar to bulk metal. The change in slag composition has been shown to be consistent with predicted equilibrium conditions at this interface; the dissolved carbon in the metal can further reduce FeO from the solid slag, without forming titanium oxycarbide. This solid near Ti3O5 layer would cause an energy deficit, should it start reacting with ilmenite feed.
Footnotes
Acknowledgements
We are grateful to Exxaro KZN Sands for assistance with obtaining samples, and for permission to publish this paper.
This paper is part of a special issue from the Seetharaman – Seminar: Materials Processing Towards Properties