
Abstract
The Beaconsfield gold mine processing plant is a complex operation and utilises crushing, grinding, gravity gold concentration, sulphide flotation, bacterial oxidation, cyanidation and zinc cementation to recover gold from the partially refractory ore. This paper discusses the challenges, developments and advancements throughout the processing plant since start-up which have culminated in a 25% increase in the mill throughput over the nameplate design and a concomitant gold recovery increase from 75 to 92%. The improvements have been attained via advancements in mechanical integrity, metallurgical review, process control and operator training. The current operation has produced over 900 000 oz of gold from September 1999 to closure at the end of June 2012.
Introduction/history
Originally discovered in mid 1877, the Beaconsfield gold mine in northern Tasmania started its life as an open pit. Subsequent underground development saw mining activities follow the Tasmania reef down to 454 m at which point it was closed as a result of the increasingly refractory nature of the ore, pumping difficulties and labour shortages due to the First World War. Ore production during the life of the mine was 1·085 Mt at a recovered grade of 24·5 g t−1 gold to yield 854 570 oz.
Beaconsfield's second era of gold production occurred in late 1999. The modern operation was a joint venture between Allstate Explorations NL as manager, and Beaconsfield Gold NL. A late start-up and deficient engineering design hampered production and gold recovery. This led to the joint venture partners having significant financial difficulties which in turn lead to the appointment of an administrator to Allstate Explorations NL on 8 June 2001, and a receiver/manager for Beaconsfield Gold NL in late June 2001.
Geology
The ore body mineralogy consists of a quartz/ankerite/sulphide vein hosted within sandstone, siltstone and limestone. The sulphides are predominantly pyrite, arsenopyrite and minor chalcopyrite with lesser galena and sphalerite. Gold occurs in close association with arsenical pyrite, being refractory in part within the sulphide matrix, and as free gold.
Process summary
The Beaconsfield Mine JV treatment plant is designed to treat sulphide ore at a rate of 200 000 t/year to produce approximately 100 000 oz of gold per annum. The mined ore is partially refractory and requires oxidation of the sulphides to allow the gold to be leached using cyanide. Two gold products are produced: a gravity doré and a leach doré post-bacterial oxidation (BacOx) and cyanide leach circuits.
Ore from the underground mine consisting of 2·5% sulphide sulphur and 10–20 g t−1 gold is transported to the plant by semitrailer, crushed to less than 14 mm and stored in a fine ore bin silo. This crushed ore is then milled at a rate of 25 t h−1 in a closed circuit ball mill to 80% passing 170 μm. The gravity gold circuit consists of a Gekko inline pressure jig (IPJ) in parallel with a 30 inch Knelson concentrator operating within the grinding circuit. The IPJ concentrate is upgraded further via a 20 inch Knelson concentrator. The combined 20 and 30 inch Knelson concentrates are upgraded over a Gemini GT1000 table, before being calcined and smelted.
Gold bearing pyrite and arsenopyrite minerals are recovered in a rougher/scavenger/cleaner flotation circuit incorporating flash flotation. The flotation concentrate is ground to 22 μm before being oxidised using bacteria in the BacOx circuit. The oxidised gold bearing concentrate is washed free of iron and arsenic soluble salts and acid. The resulting acidic waste stream is neutralised with flotation tailings and limestone and pumped to the tailings dam. The washed, oxidised, gold bearing slurry is leached with cyanide and then filtered to obtain a clear stream of pregnant solution. Finally, the gold in solution is recovered using the zinc cementation precipitation process (Merrill Crowe) before smelting into leach doré bars. The barren solution from the Merrill Crowe circuit is detoxified using hydrogen peroxide to achieve a 2 ppm weak acid dissociable (WAD) cyanide level within the tailings dam.
Flotation tailings are classified to produce a coarse fraction which can be mixed with cement and used for underground backfill when required. The remainder of the flotation tailings are thickened and pumped to the tailings dam.
Refer Fig. 1 for the process flow sheet.
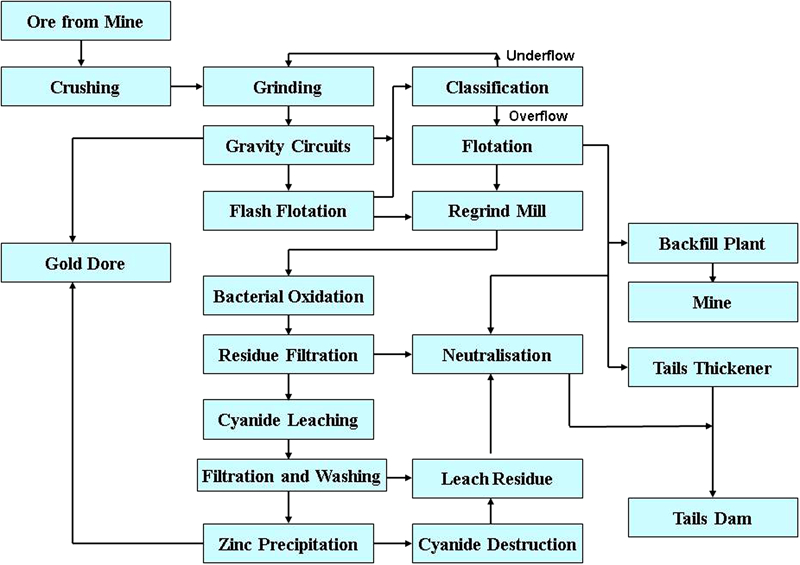
Beaconsfield process flow sheet
Gravity circuit
The original mineralogical testwork on Beaconsfield core samples indicated that the gravity gold recovery ranged from 1·4 to 66·4%, with an average recovery of 51·2%. The initial gravity gold recovery achieved by the ‘as built’ processing plant averaged 27%.
The original gravity circuit as installed is shown in Fig. 2. The circuit consisted of pumping 50 t h−1 of ball mill discharge to a Gekko inline pressure jig (IPJ1500), with the concentrate being upgraded via a 12 inch Knelson concentrator. The 12 inch Knelson concentrate was finally tabled over a small Gemini GT250 table. Tailings from the Jig, 12 inch Knelson and table reported back to the mill discharge hopper. A 20 inch Knelson was installed on the flotation tailings as an ‘insurance measure’, with the intent to recover any free gold misreporting to the final tailings.
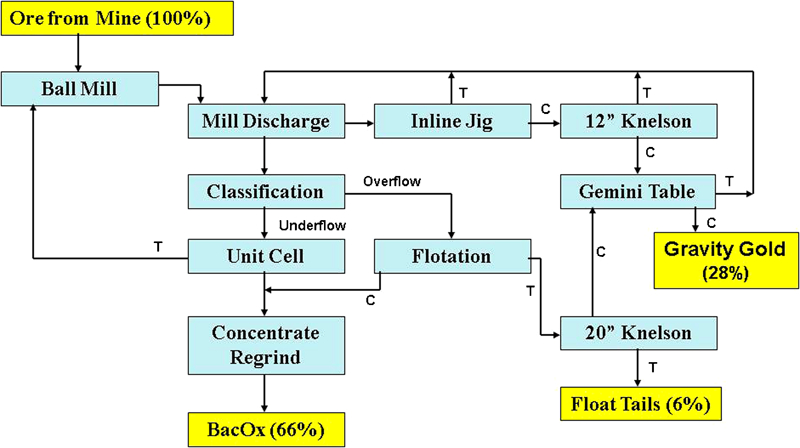
Original gravity gold circuit and gold balance (treating 200% of new feed tonnage)
Several gravity gold surveys were undertaken and indicated the following.
Free gold was being recovered to the flash float concentrate which then reported to the BacOx circuit bypassing the gravity circuit. Gravity recoverable gold (GRG) tests on the BacOx feed indicated that up to 15% of the gold present was recoverable via a gravity device.
The tabling of gravity concentrate on day shift resulted in spikes in the float tailings due to inefficient operation of the table, and an inability to produce a ‘clean’ concentrate for smelting.
Knelson dump times were over 1 h to accommodate the batch tabling operation and concentrate storage limitations. The optimal cycle time was significantly lower.
The efficiency of the jig for recovering gold recovery declined below 212 μm.
The jig bed was blinding with grinding ball shards, reducing the efficiency and gold recovery.
Treating the flotation tailings via the 20 inch Knelson was ineffective.
Based on the findings of the surveys, circuit and operational changes were implemented.
A 30 inch Knelson was installed in parallel to the IPJ, and was also fed from the mill discharge hopper. The tailings from the 30 inch Knelson then reported to the flash float cell thereby limiting the misreporting of GRG to the flotation concentrate.
The mill discharge hopper was partitioned, such that all mill discharge was treated through a gravity device before classification or flotation.
The gold room table was enlarged to a Gemini GT1000 (after an unsuccessful attempt with a Wilfley table) and subsequently modified so that the middlings stream was pumped automatically back to the table feed. Tabling occurred 24 h/day without the need for an operator, resulting in improved efficiency and security. An intensive cyanide leach reactor was explored to replace the table; however, the potential risk associated with a subsequent toxic effect on the following BacOx circuit and a long payback period ruled this out.
The gold room table tailings stream was redirected to the flotation concentrate regrind circuit and not back to the ball mill, as it contained sulphides and fine gold that were amenable to further treatment, thus reducing potential loss in flotation tailings.
The IPJ was modified by cutting down the internal segmented ring from 100 to 30 mm to reduce the potential blinding of the ragging by shards of steel from the grinding media. The jig ragging and screen aperture was also enlarged to increase the concentrate tonnage from 2 to 6 t h−1.
The 20 inch Knelson was moved from the float tails to treat the increased jig concentrate mass flow.
The 12 inch Knelson, previously treating the jig concentrate, was moved to the regrind circuit to recover fine gold that reported to concentrate via flotation in the unit cell, conventional flotation circuit or from the gold room table tailings. The 12 inch Knelson concentrator speed was increased to develop 120 ‘G’ as opposed to the standard 60 ‘G’ in order to increase the recovery of fine (<10 μm) gold.
Following the automation of the Gemini table, the Knelson concentrators were set up on an 18 min dump cycle to maximise recovery and minimise any displacement of gold by coarse sulphides. Owing to the competing trade off between short cycle times and increased ‘offline’ periods, the 30 inch Knelson was fitted with a ‘dynamic braking module’, increasing the utilisation.
The current gravity circuit flow sheet is shown in Fig. 3.
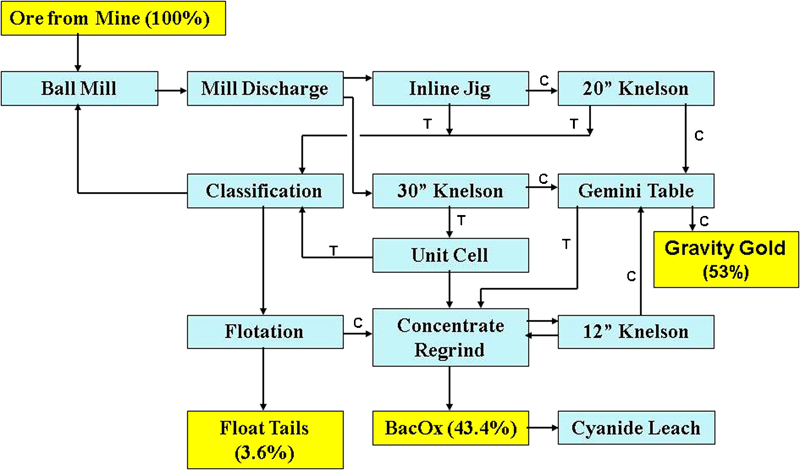
Current gravity gold circuit and gold balance (treating 400% of new feed tonnage)
Figure 4 shows the progress of mill feed grade and gravity gold recovery as various process improvements were installed and commissioned. In the first few years of the operation, before the circuit changes, gravity recovery averaged 27%. Subsequently, the trend highlights that gravity gold recovery increased with feed grade through 2003–2004. However, the gravity gold recovery remained elevated at approximately 50% from early 2005 when feed grades treated fell to a level similar to those treated initially. Gravity recoverable gold tests on the BacOx feed have indicated that <0·2% of the gold was recoverable to a gravity concentrator after the plant changes, validating the success of the installed circuits and revised operational strategies.
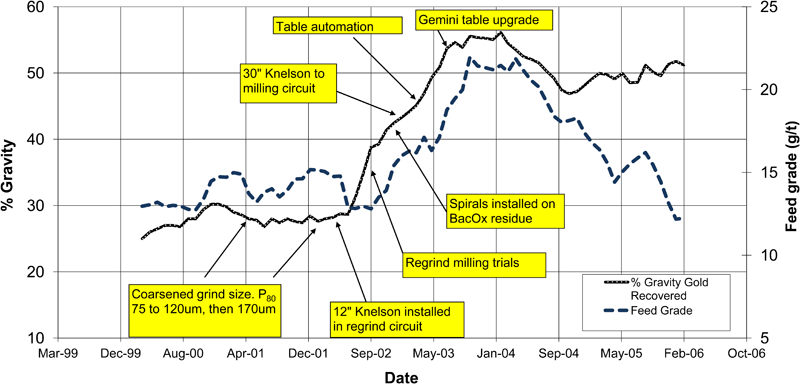
Effect of circuit modifications on gravity gold recovery
Flotation circuit
The original flotation circuit was designed to recover the gold bearing sulphides with performance guarantees to produce a concentrate grade of 27% sulphide, and a flotation tailings <0·3 g t−1 gold. Actual performance achieved the target sulphur grade but gold loss to tailings was initially 1 g t−1 gold.
The original flotation circuit consisted of a flash flotation cell in the primary grinding circuit in combination with a conventional flotation circuit treating cyclone overflow post-gravity gold recovery. The conventional float circuit consists of a bank of rougher/scavengers with the rougher/scavenger concentrate being cleaned in cleaner cells to achieve the desired sulphide concentrate grade for optimal bacterial activity. Reagents used are copper sulphate for arsenopyrite activation, sodium isobutyl xanthate and Interfroth IF106 frother.
Figure 5 shows the size by size recovery of gold and sulphur obtained from surveys of the performance and operation of the flotation circuit. In conjunction with subsequent mineralogical analysis, this indicated the following.
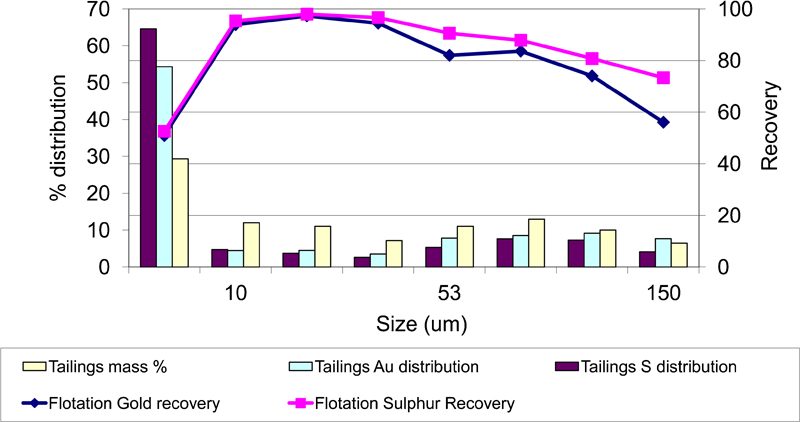
Flotation size by size recovery and gold/sulphide distribution in the flotation tailings
The majority (>50% or 0·5 g t−1) of the gold and sulphide loss in the flotation tailings was <10 μm. Gold and sulphur recovery in the −10 μm fraction was low at 53%.
The upgrade ratio of the gold and sulphides was poor in the <10 μm fraction and exacerbated by entrainment and subsequently poor selectivity.
The fine gold and sulphides were encapsulated within ankerite (carbonaceous gangue mineral) and there were lean composites in the scavenger concentrate that required further liberation to permit recovery to final concentrate (see Fig. 6).
Froth structure was weak due to the large froth surface area to cell volume ratio for the quantity of mineral to be recovered.
Control of the circuit was by manual sample collection, LECO analysis for sulphur followed by manual adjustment to the air to achieve the target concentrate grades. The 4 h turn around in this process rendered the control action almost futile given that the circuit residence time was 40 min and feed grades were subject to cyclic variation.
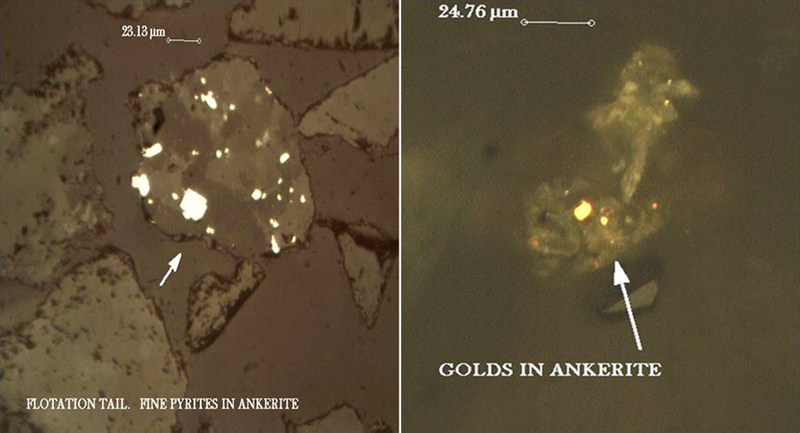
Flotation tailings mineralogy
Based on the plant surveys and observations, the following changes were made to the circuit:
coarsening of the grind size from a P80 of 75–170 μm
installation of in stream analysis (ISA) system for sulphur grade
cycloning and regrinding the coarse or higher specific gravity minerals recovered to the scavenger concentrate before refloating
installation of froth crowders
fully automating the circuit operation.
Coarsening of the primary grind size
The original comminution circuit was designed to achieve a cyclone overflow P80 of 75 μm. This figure was derived from laboratory testwork. Comparison of the size distributions of the plant cyclone overflow with that of metallurgical laboratory test samples revealed that despite having the same P80 value, this was only 1 point on the distribution curve that was totally different. As can be seen in Fig. 7, the size distribution achieved in the laboratory, using a rod mill was very different to the plant data.
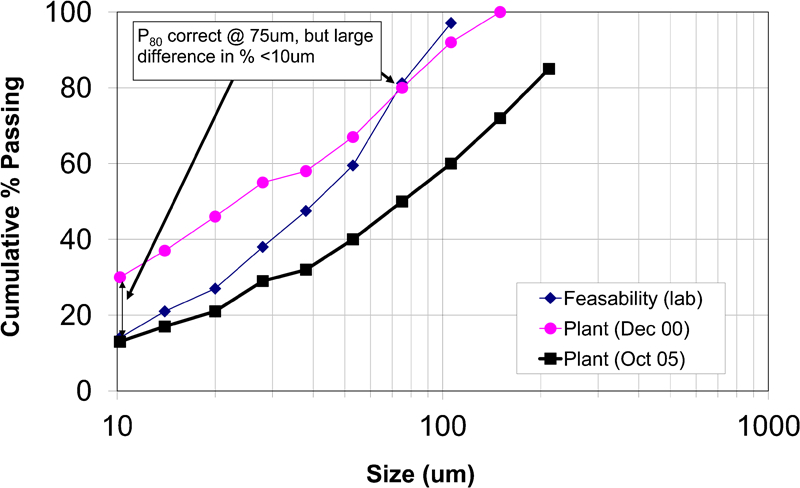
Laboratory versus plant grind size distribution
To reduce the fines generation before flotation, several trials were undertaken and included, manipulation of the crushed ore feed size to the ball mill, ball charge, milling density and cyclone inclination. All modifications had only a minor benefit due to limitation by the cyclones. Ultimately the four operating 10 inch Warman Cavex cyclones were replaced by a single 15 inch cyclone. There was an immediate improvement with a reduction in the circulating load from 400 to 250% as the P80 increased from 75 to 170 μm.
The progressive coarsening of the grind size resulted in the following changes.
The P80 increased from 75 to 170 μm, and the mass fraction <10 μm reduced from 30 to 14%.
Flotation selectivity improved, resulting in lower gold and suphide loss to tailings.
Mill throughput increased from 25 to 38 t h−1 for the same power draw (i.e. 50% reduction in power per tonne milled). The higher throughput rate has permitted campaigning of the ore to provide opportunity for maintenance and improved labour utilisation.
Grinding media consumption and pump wear rates reduced by 50%.
In stream analysis
In stream analysis was reviewed and installed at Beaconsfield for the following reasons:
to maximise gold and sulphide recovery at the target sulphur grade with varying feed grades,
to provide consistent feed sulphur content to the BacOx circuit to maintain ‘steady state’ operation
to reduce operator judgment/intervention
to instantly highlight process problems (reagent blockages, etc.)
to reduce assaying costs in the laboratory (one or two calibration check samples per day versus 18–24 process grab samples). The contract laboratory was reduced from 24 h coverage to 12 h coverage saving over $100 000/year.
An AMDEL in stream analyser was installed to measure the iron and percent solids of cleaner and flash float concentrate. Sulphide grade could be inferred from these data for use as the process variable in the circuit automation.
Regrinding the scavenger concentrate
The mineralogical analysis of the flotation circuit highlighted that there were lean composites being recovered to the scavenger concentrate but failing to be recovered to the final concentrate due to low flotation kinetics. The lean composites ultimately reported to the flotation tailings. This situation was exacerbated by the progressive coarsening of the primary grind size. To improve the probability of recovery of the value minerals within the lean composites to the final concentrate, the scavenger concentrate was cycloned, with the coarse and/or higher SG minerals being directed back to the primary ball mill feed. The regrind cyclone overflow was returned to rougher feed.
Froth crowders
Froth volume/height adjustment by crowders permits modifying the retention time of solids in the froth as a separate measure of controlling selectivity. Flotation cells need to be selected for the optimal surface area, carrying rate and concentration ratio for the specific task and particle size range.
The surface area per unit volume of the installed rougher and scavenger cells at Beaconsfield for the required mineral recovery was high, resulting in cell boiling and shallow froth depths due to lack of froth stability. Transverse froth crowders were subsequently installed lowering the surface area per unit volume in the roughers by 55% and the scavengers by 80%. The use of the crowders allowed reduction in air flow with better air distribution and bubble loading and avoidance of boiling. This resulted in greater froth depth, longer froth retention time and consequently improved flotation selectivity, circuit stability and a 40% reduction in frother usage.
Flotation circuit automation
Following the installation of the ISA, the float circuit was fully automated to maintain a constant concentrate sulphur grade irrespective of changes to the feed grade (refer Fig. 8 for circuit process control). Cascade control loops adjusting air addition (primary control) and level (secondary control) were set up to:
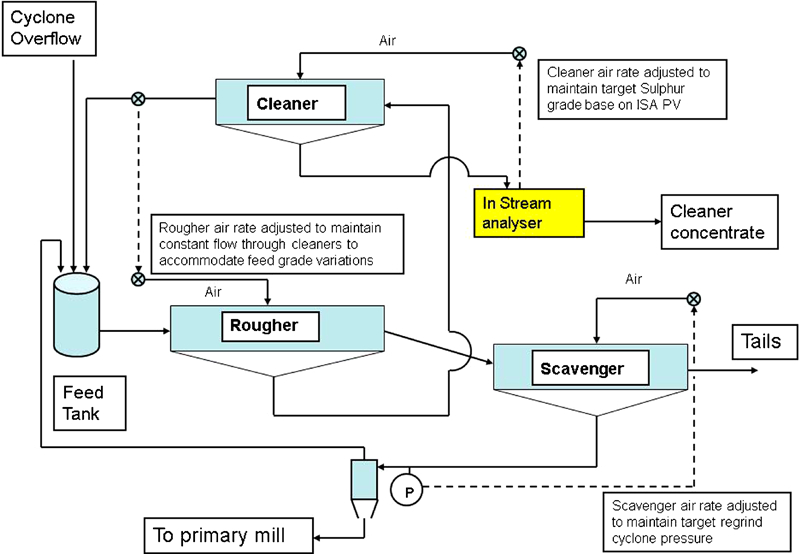
Flotation circuit automation
maintain the target unit cell concentrate sulphur grade (flash concentrate)
maintain the target cleaner concentrate sulphur grade
manipulate the rate of rougher concentrate recovery as the feed sulphur grade varied. This was achieved by using the pinch valve positioning on the cleaner tailings as the process variable to control the rougher pull rates
maintain a constant scavenger cell pull rate, using scavenger regrind cyclone pressure as the feedback loop.
The result of the ISA installation and subsequent automation of the circuit has:
stabilised the feed grade to the BacOx circuit
provided greater control to lower the final sulphur concentrate grade and to maximise gold recovery without detriment to the bacterial activity
reduced the annual contract laboratory cost
reduced operator dependence, partly enabling a manpower reduction of 20%.
The developments within the gravity and flotation circuits resulted in a 40% reduction in gold loss to tailings, equating to approximately $2·6 million/year.
Bacterial oxidation review
The BacOx circuit installed at Beaconsfield uses the Mintek-Bactech technology (BacOx) as opposed to the technology of the other commercial provider, Billiton Process Research (BIOX).
The BacOx process is used to oxidise the sulphides (pyrite and arsenopyrite) and render the encapsulated gold accessible to dissolution by cyanide. Without oxidation of the sulphides, the gold recovery via direct cyanidation ranged from 5 to 60% during the feasibility testing.
Bacterial oxidation is similar to chemical leach processes and involves electrochemical reaction between an oxidant and the sulphide minerals. The primary oxidant is the oxygen in solution, maintained by air injection, and the secondary oxidant is iron (III). The bacterial culture acts as a catalyst and gains its energy from the electron transfer that occurs in the oxidation–reduction reactions.
The bacteria utilised are mesophilic iron and sulphur oxidising cultures. Two major mechanisms have been postulated (Ralph and Wensheng, 1993) to describe the oxidation of pyrite and arsenopyrite by the bacteria:
direct mechanism by attachment to the mineral surface, oxidising the sulphide for an energy source
indirect mechanism in which the bacteria catalyse the conversion of ferrous to ferric iron in solution, which then oxidises the sulphides. The mechanism is considered indirect since the bacteria do not need to attach to any solid surface.
The residence time of a continuous bacterial oxidation process is dependent on two factors:
time required for the bacterial population to double
time needed to oxidise the material of interest.
Owing to the time requirement for the bacterial population to double, the circuit was designed with three primary reactors all in parallel where 75–85% of the oxidation occurs, with a residence time of approximately 3 days. The slurry from the three primary reactors is transferred to a secondary, tertiary and finally a quaternary reactor in series before exiting the circuit, as shown in Fig. 9. If the residence time in the primary reactors is reduced, there is a potential to ‘wash out’ the bacteria, i.e. the bacteria are being displaced from the reactor by new feed at a faster rate than the bacteria can double.
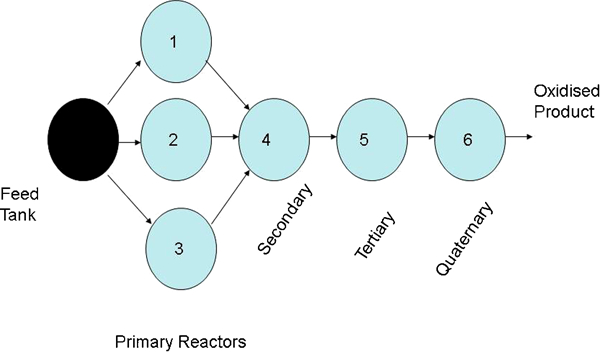
Bacterial oxidation reactor process flow
The bacterial oxidation plant was to be designed to reach a level of 95% oxidation processing 2·85 t h−1 of concentrate containing 27% sulphide. The plant, as designed and installed, struggled to achieve 80% oxidation at 1·6 t h−1 (i.e. 47% of target). There were two main reasons for the failure to achieve the oxidation performance at design throughput.
The design of the agitation system was defective, with the agitator blades being positioned more than half way up the tank, resulting in the bottom third of the tank filling with solids, thereby reducing the residence time for the bacterial numbers to double.
Failure of the gearbox output shafts, internal gears, blades and agitator shafts occurred. Subsequent engineering review via strain gauges installed on the reactor blades and shafts indicated that the impeller loads acting on the reactor shafts were underestimated by up to eight times. The main cause of the additional load on the agitators was an inadequacy of tank baffling needed to control the swirling action in the tank. Refer Fig. 10 for a photo of a failed agitator blade.
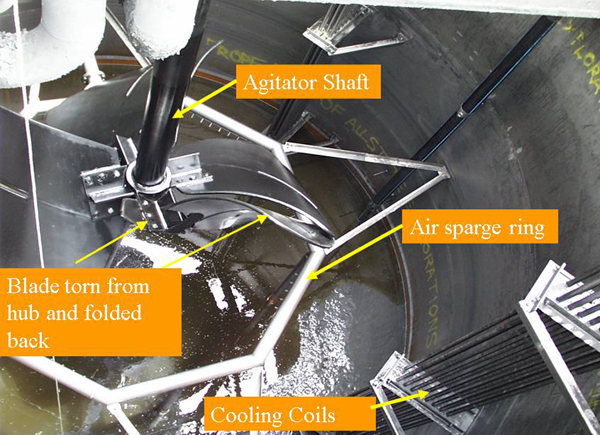
Bacterial oxidation reactor
The rectification work was extensive, and required:
modifications to agitator shafts
strengthening every agitator blade with sandwich plates and bigger bolts
structural strengthening of the agitator support beams
installation of four additional tank baffles to control swirling action within the tank
installation of pedestal bearings under the gearboxes to dissipate the loads from the agitator into the structure rather than through the gearbox
lowering of the agitator and air spare rings by 1·8 m
upgrading the air blowers to accommodate the increased head pressure produced by lowering the air sparge ring.
Following the rectification of the engineering defects and achieving steady state operation, the throughput and oxidation levels did rise, however, not to the design levels. Further circuit developments were implemented to exceed the original throughput rates at the desired oxidation level of 95%. The developments included:
using four primary reactors in parallel as opposed to three to stabilise the operating environment for the bacteria
lowering the P80 of BacOx feed from 38 to 22 μm to increase the surface area for reaction (this change had the greatest effect on the circuit performance)
judicious manipulation of nutrients, sulphur grade, temperature and pulp density
installation of spirals on the BacOx residue to recover partially oxidised (short circuited) sulphides and coarse liberated gold which were then returned to the regrind/gravity circuit ahead of BacOx
installation of a weir overflow system between reactors to avoid the need for manually operated airlifts for level control, thereby stabilising residence time in each reactor.
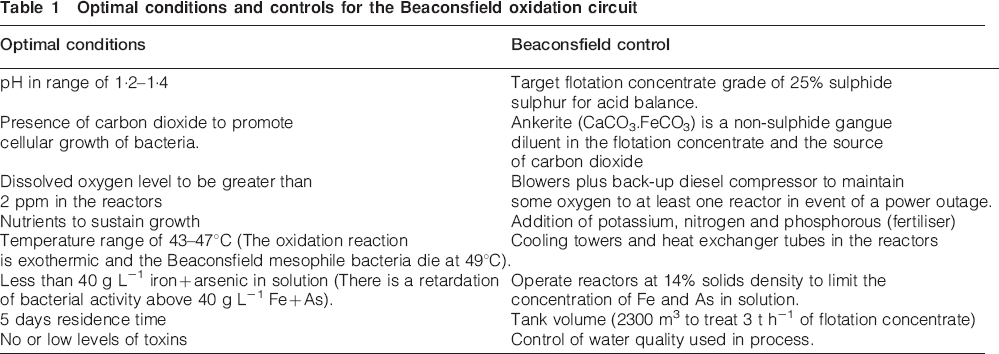
The current optimal conditions and controls for sulphide oxidation at Beaconsfield are shown in Table 1.
Optimal conditions and controls for the Beaconsfield oxidation circuit
Bacterial oxidation residue
During the oxidation of the sulphides, there is a weight loss of approximately 45%. Mineral breakdown results in a particle size reduction of the product to a P80 of approximately 15 μm. Following the oxidation of the sulphides, the oxidised product is thickened in an EIMCO Ultrasep thickener, with the acidic overflow containing the solubilised iron and arsenic stabilised and neutralised using flotation tailings and powdered limestone.
Gold loss was visually evident as fine particles in the residue thickener overflow during the initial stages of operation. No contingency was in place to recover the gold losses in this stream estimated at over $1 000 000 annually in value. The loss was attributed to a small differential in the thickener rise rates and the solids settling rate. A range of chemicals were trialled with limited success and ultimately a second thickener was installed immediately halving the gold loss. Further analysis of the system resulted in an automated sand filter being installed on overflows from the thickeners virtually eliminating loss at this point. Back wash from the filter was returned to the head of the BacOx circuit.
The thickened BacOx residue was dewatered with a vacuum belt filter where it was washed to remove cyanide consumers before cyanidation.
Leach circuit
The cyanide leaching circuit following BaxOx is different to most other operations. The circuit does not use carbon for recovery of the solubilised gold, but consists of six leaching tanks, followed by belt filtration and cake washing to recover the high grade gold liquor. The gold is precipitated from the clear solution using zinc cementation (Merrill Crowe). This circuit sequence was novel. The rationale was that the Merrill Crowe was purported to be better suited to the low volume, high grade solution. In comparison, conventional carbon in leach would have necessitated a carbon stripping installation and either large volumes of carbon movement in the relatively small leach vessels or high carbon loadings and the possible need for additional vessels to give adequate adsorption capacity.
One of the major problems with biological oxidation pretreatment is the excessive consumption of cyanide during the subsequent cyanidation step, due to the production of thiocyanate (SCN–). Thiocyanate is formed as a result of side reactions of cyanide with reactive sulphur species generated during biological oxidation.
The initial leach performance was severely impacted by the low levels of oxidation resulting in competition for cyanide and complexing with intermediate sulphur species. Concentrations of up to 10 000 ppm thiocyanate were encountered, as well as high levels of WAD cyanide complexes due to the presence of cyanide soluble copper in the ore.
The conventional silver nitrate, rhodamine titration for free cyanide determination was hampered by the colour of the solution post-bacterial oxidation, as well as the equilibrium between the orders of cuprous cyanide complexes. During titration with silver nitrate in the presence of copper cyanide complexes, the equilibrium between Cu(CN),
 ,
,
 and
and
 changes. The shift in equilibrium results in the reduction in the number of (CN)– in the various possible complexes and the release of CN− which is falsely titrated as ‘free’ cyanide, e.g.
changes. The shift in equilibrium results in the reduction in the number of (CN)– in the various possible complexes and the release of CN− which is falsely titrated as ‘free’ cyanide, e.g.

The circuit improved via the following modifications:
increased levels of oxidation before cyanide leaching, thereby reducing the competition for cyanide by the intermediate sulphur species
alkaline preaeration of the slurry before cyanidation to convert residual sulphur to sulphate, reducing SCN− generation
multiple point dosing of cyanide through the circuit to control within a narrow range
installation of two cyanide analysers to monitor the cyanide concentration via potentiometric determination, with subsequent automatic dosing of cyanide to the individual tanks.
Zinc cementation (Merrill Crowe)
The zinc cementation process for the recovery of gold and silver from cyanide solutions was introduced in 1890 and was eventually extensively replaced by CIP from 1949 onwards. Zinc cementation is still generally preferred over CIP for treating high silver/gold ratios, as well as treating high solution tenors as experienced at Beaconsfield.
Like cyanidation, cementation is a heterogeneous redox process. Zinc is dissolved at the anodic areas of the surface and the electrons released serve to reduce the aurous ions at the cathodic areas. The overall chemical reaction for the cementation of gold by zinc is
More critically however, the Merrill Crowe precipitation process is adversely affected by a range of impurities including copper cyanide, sulphate and thiocyanate, all of which were in abundance following bacterial oxidation. This was not anticipated and initial gold recovery performance was poor. Theoretically (Marsden and House, 1992), the process should not have worked at all with the levels of impurities generated as a result of the BacOx stage.
Perseverance and trial and error have resulted in the cementation efficiency improving from a low of 60 to 99·5% via:
a greater understanding of the solution chemistry
alkaline aeration before leaching reducing SCN– generation
operating at pH 12–12·5
manipulating the free cyanide level set points based on the copper concentration.
Cyanide detoxification
The site environmental requirements were to maintain <2 ppm WAD cyanide in discharge from the tailings dam. This was achieved using Caro's acid (H2SO5) for cyanide detoxification. Caro's acid is an oxidant formed by the reaction of hydrogen peroxide with sulphuric acid



The initial detoxification process was problematic due to erratic solution chemistry, high copper WAD cyanide levels and high cyanide levels. The operation of the circuit was streamlined and costs were reduced by:
increased levels of oxidation through BacOx circuit
installation of spirals on the BacOx residue to scalp any partially oxidised sulphides for retreatment
alkaline preaeration of the leach feed to reduce thiocyanate generation
automation of cyanide monitoring and addition through the circuit
use of hydrogen peroxide as opposed to Caro's acid due to the presence of copper catalysing the cyanide oxidation.
Conclusion
As shown in Fig. 11, there was a steady improvement in recovery over time as the operation overcame many impediments. Metallurgical, operational and personal developments have resulted in an improved safety record, gold recovery increasing from 75 to 92% along with a 25% increase in throughput and a 20% reduction in man hours required to operate the plant.
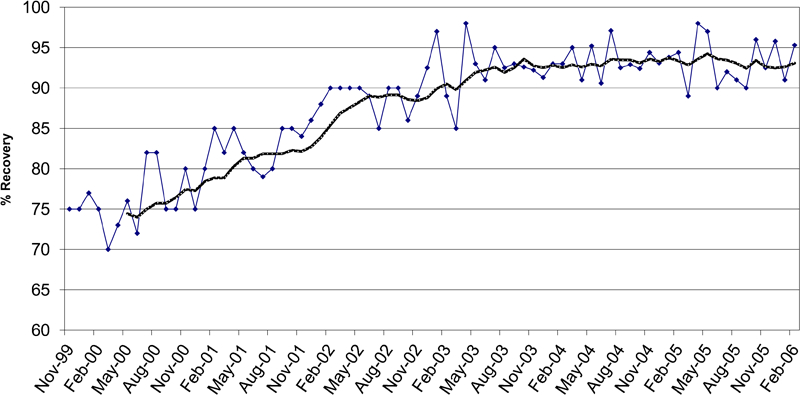
Beaconsfield gold recovery over time (adjusted for gold contribution from tailings retreatment)
Footnotes
Acknowledgements
The author wishes to acknowledge Allstate Explorations NL for permission to publish this paper and the contributions made by all present and past personnel in advancing the plant through many trials and tribulations.
This paper was originally presented at AusIMM nineth Mill Operators’ Conference, Fremantle, March 2007 and has been subsequently peer reviewed and revised for publication in Mineral Processing and Extractive Metallurgy with the kind permission of the Australasian Institute for Mining and Metallurgy.
This paper is part of a special issue on Australian gold processing