
Abstract
The use of washed leached manganese nodules residue (WMNR), generated by reductive roasting ammoniacal leaching of manganese nodule, for production of standard grade silicomanganese (Si16Mn63), via carbothermic reduction smelting in electric arc furnace was described. The lower Mn/Fe ratio of WMNR was improved by its blending with Mn ore. Various parameters, such as Mn/Fe, Mn/Si, coke addition, CaF2 addition and holding time, were varied to optimise process to produce the desired grade of silicomanganese. Under optimised set of conditions, a charge mix with Mn/Fe≥3·5 and Mn/Si≥2·5 at basicity {(CaO+MgO)/SiO2} of 0·2 and R ratio {(CaO+MgO)/Al2O3} of 1·8 produced the standard grade silicomanganese in 15 min holding time with >77% Mn recovery. Excess coke (110% of stochiometric amount) in the smelting and CaF2 additions to the tune of 4 wt-% (WMNR–Mn ore blend) during the holding time, improved the metallic yield and manganese recovery.
Introduction
Among several under trial processes for extraction of base metals (Cu, Co and Ni) from manganese nodules (MN), the reduction roast ammoniacal leaching {NH4OH/(NH4)2CO3} process is under active consideration for setting up commercial plants in future (Jana et al., 1999). After the leaching of base metals from roast reduced MN, a substantial quantity of residue left behind (∼70 mass-%) as wastes for disposal or further use. The residue is primarily present as the oxides of Mn (26%), Fe (10%) and Si (8 wt-%). The handling and disposal of a huge amount of residue will not only pose an environmental threat, but also discard the valuable metal like manganese with the leach residue which in turn adversely affects the economics of the MN processing. Owing to increasingly stringent disposal rules and to improve the overall economics of the MN processing, it has become imperative to develop methods to recover manganese either as Mn metal or as Fe–Si–Mn alloy. Since the Fe–Si–Mn alloy finds applications as deoxidising/alloying agent by steel manufacturers, it would be of much interest to recover manganese from leached residue as silicomanganese alloy. On the other hand, MN processing residue may also provide an alternative option to land based manganese resources. It is worth to be mentioned here that extensive efforts have been made to develop processes for manganese alloy production from low manganese containing materials as so far explored high grade manganese resources are fast depleting (Riss and Khodorvosky, 1967; Voronov and Gavrilov, 1996; Gabdullin et al., 1992; Zang et al., 1995; Aleshin et al., 1996). The manganese content in MN leaching residue is often <25% and should be modified/beneficiated before subjecting it to silicomanganese smelting. In a previous attempt to improve the Mn/Fe ratio in MN leaching residue by reduction roasting magnetic separation, the results obtained were not encouraging (Jana and Randhawa, 2009). Hence, alternative approach is needed to improve the Mn/Fe ratio for its possible use in silicomanganese production. In this context, the blending of leached residue with Mn ore containing >40 wt-%Mn and low Fe may be a viable approach to improve the Mn/Fe ratio.
Although a study on utilisation of MN leaching residue generated from a different MN processing route for silicomanganese production showed encouraging results, it could not be scaled up due to lack of systematic studies on optimum charge mix and other operational parameters (Alex et al., 2006). Keeping the above in view, the present study has been carried out to explore the feasibility of using MN leaching residue along with a manganese ore to produce a desired grade of silicomanganese alloy, namely, Si16Mn63 (IS1470, 1990). The optimisation of charge mix composition and smelting operation for silicomanganese production by varying different experimental parameters has also been described.
Experimental
Raw materials
The manganese nodules leaching residue (MNR) used for smelting studies was collected from one of the large scale leaching trails at CSIR-National Metallurgical Laboratory (Jamshedpur, India). The residue was washed with water (L) to remove ammonia and entrapped leach liquor. A certain amount of MNR (S) was agitated in a steel vessel with L/S ratio of 10 for 1 h, filtered through a Sparkler filter press and then dried in hot air oven at 110°C for 8 h. Representative sample of washed and dried residue (washed leached manganese nodules residue – WMNR) was collected by conning and quartering method. Thereafter, the representative WMNR sample was pelletised in the size range 5–10 mm on a disc pelletiser. The WMNR pellets were dried in air for 24 h followed by drying in hot air oven at 110°C for 8 h. The manganese ore was obtained from M/s Khandelwal Ferroalloy Corporation (Nagpur, India). The Mn ore was ground to powder and mixed thoroughly before collecting the representative sample by cone and quartering method. The representative powder manganese ore sample was pelletised to 5–10 mm size and dried in air before using in the charge mix. All other raw materials, namely, coke, dolomite, quartzite, etc. were crushed to 5–8 mm size. Chemical composition of pelletised WMNR, pelletised Mn ore and other raw materials (Table 1) were determined by standard wet chemical/instrumental (AAS, PerkinElmer; AAnalyst 400) methods.
Chemical composition of raw materials/mass-%
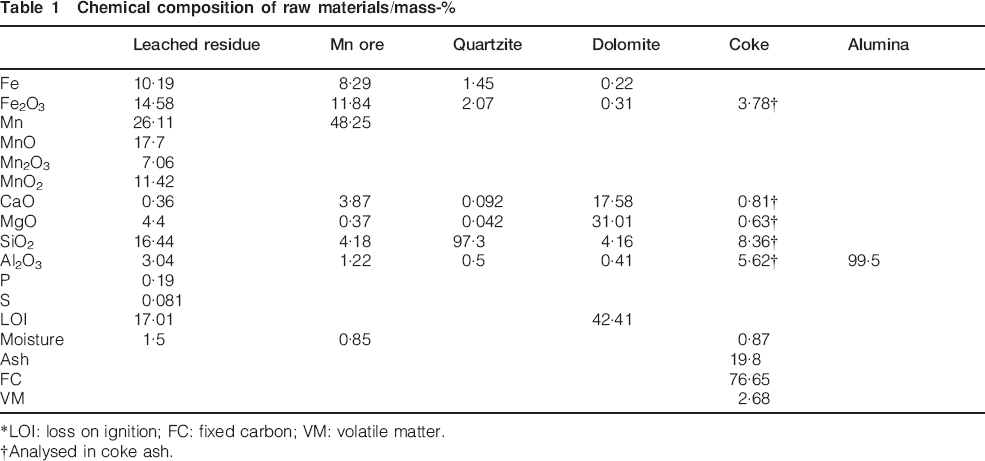
*LOI: loss on ignition; FC: fixed carbon; VM: volatile matter.
†Analysed in coke ash.
Charge mix preparation
Each charge mix consisted of 1 kg blend of pelletised leach residue and pelletised Mn ore in different weight ratios, which was further mixed with calculated amounts of quartzite, dolomite and coke. The residue/Mn ore blend were prepared in ratios of 1∶0·4, 1∶0·6, 1∶0·8 and 1∶1 giving rise to different Mn/Fe ratios (3·3–3·9). The Mn/Si ratios (2·0–3·0) in the charge mix were maintained by quartzite. Addition of dolomite was performed to study the effect of charge basicity, i.e. (CaO+MgO)/SiO2 (0·16–3·0) on metal recoveries. Alumina addition maintained the mass ratio of (CaO+MgO) to (Al2O3) at 1·8, in all the charge mixes. Varying amounts of CaF2 (2–6% of WMNR–ore blend) were added during holding period in few heats to study its effect on slag–metal separation behaviour. Detailed composition of the charge mixes prepared for the studies and resulting Mn/Fe and Mn/Si ratios, coke, CaF2, etc. are given in Table 2. Altogether, 18 heats (CM1–18) were carried out with varying charge compositions. Few heats with charge mix of heat CM2 were performed to study the effect of time of smelting operation.
Composition of charge mix (g) with corresponding characteristic ratios
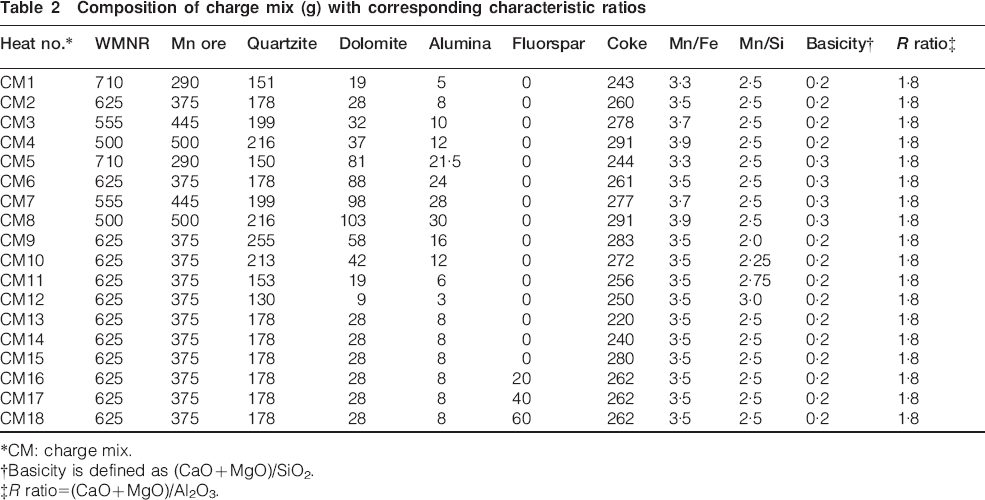
*CM: charge mix.
†Basicity is defined as (CaO+MgO)/SiO2.
‡R ratio = (CaO+MgO)/Al2O3.
Electric arc furnace smelting
Reduction smelting was carried out in a single phase electric arc furnace of 2 kg capacity, as shown in the schematic diagram (Fig. 1). The furnace consists of a graphite electrode (50 mm dia.), a graphite crucible for holding the charge, base plate made of carbon block and a refractory shell. The graphite electrode was fitted into a water cooled brass clamp and connected to the phase point of the 50 kV ac power source. The electrode holding clamp was connected to an arm, which can be moved manually with a handle on a column for positioning the electrode at any desired level in the vertical direction. The graphite crucible, placed on the carbon block, was connected to the neutral point of the power source. The crucible was covered with a lid made of insulation bricks with a hole in the middle for electrode movement. This was performed in order to avoid heat losses during smelting.
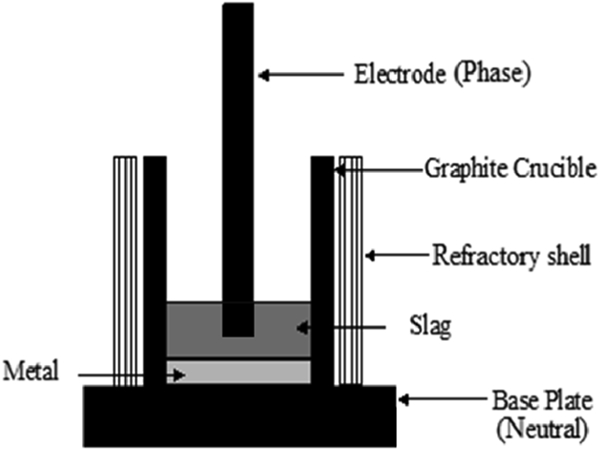
Schematic diagram of experimental set-up for residue smelting
In all experiments, the initial heating of crucible was performed by striking an arc between the electrode and coke at the bottom of the crucible with a power input of 40 V, 700 A. When the crucible was heated up to a desired temperature, charge mix in small quantities was slowly added into the crucible. During the smelting, the temperature of the melt was maintained at 1600±50°C, which was monitored by an infrared pyrometer. Invariably, a soaking time of 15 min was provided, except in time variation studies, after the complete melting of the charge mix. After the smelting operation, molten mass was allowed to cool inside the crucible. Thereafter, it was taken out and metal and slag were separated manually. After crushing and grinding of metal and slag, their representative samples were prepared by cone and quatering method, for the chemical analysis. The chemical composition of alloys and slags obtained from heat nos. CM1–18 are given in Table 3–7 respectively.
Chemical composition of alloy from smelting experiments with varying WMNR/MO and charge mix basicity
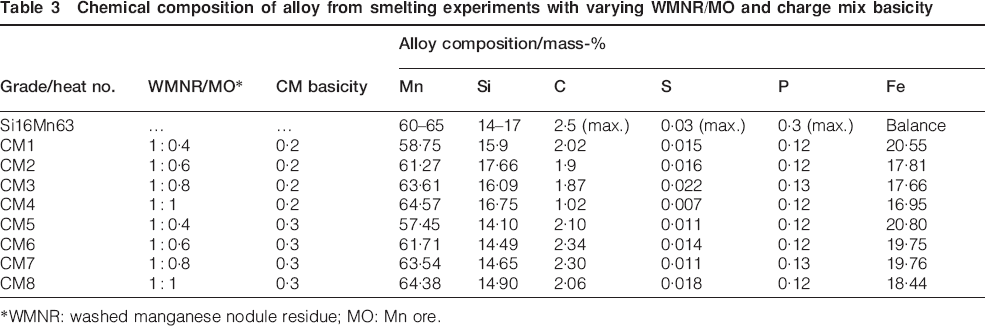
*WMNR: washed manganese nodule residue; MO: Mn ore.
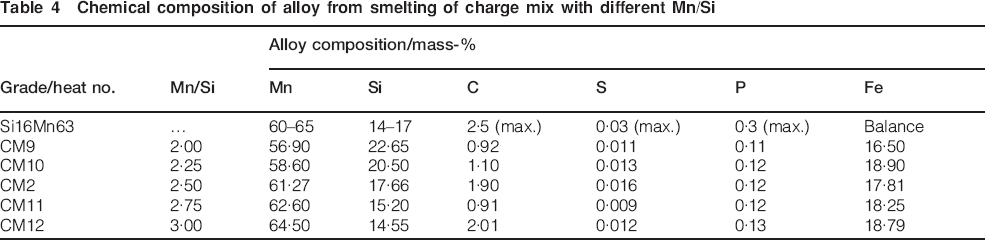
Chemical composition of alloy from smelting of charge mix with different Mn/Si
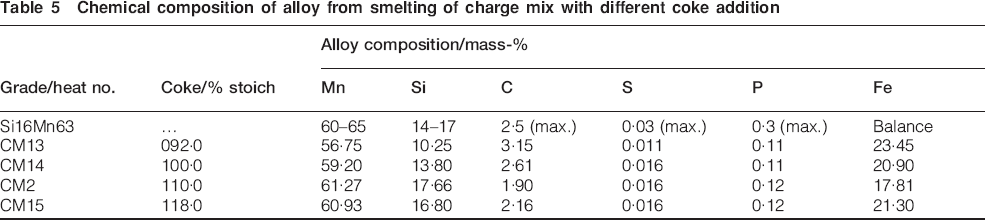
Chemical composition of alloy from smelting of charge mix with different coke addition
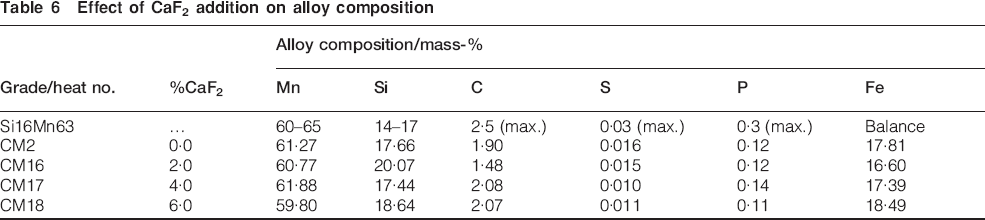
Effect of CaF2 addition on alloy composition
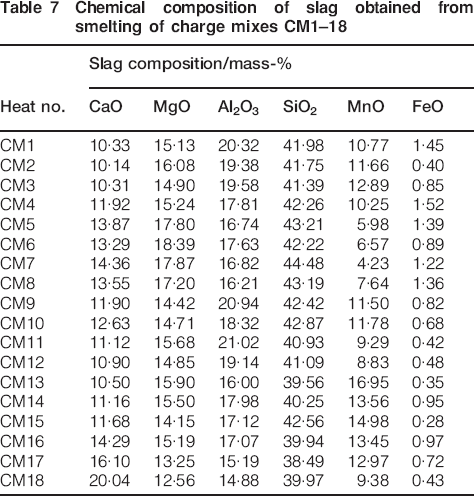
Chemical composition of slag obtained from smelting of charge mixes CM1–18
Results and Discussion
In present studies, the targeted grade of silicomanganese is Si16Mn63 (IS1470, 1990) having composition: Mn = 60–65%, Si = 14–17%, C = 2·5% (Max.), S = 0·03 (Max.), P = 0·30 (Max.); balance, Fe. Taking into account, the chemical composition of targeted alloy, suitable Mn/Fe and Mn/Si mass ratios in charge mix is of prime importance to get desired Mn, Fe and Si in alloy during smelting. Therefore, utilising a low grade material like leached manganese nodule residue (WMNR) requires special attention as improper Mn/Fe and Mn/Si may lead to production of off-grade alloy. The chemical analyses in Table 1 show that the Mn content in WMNR is relatively low and the Mn/Fe ratio is 2·56, which is somewhat similar to ferruginous–siliceous type manganese ore and hence, cannot be directly subjected to silicomanganese production (Peravadhanulu et al., 1979). Although manganese content of the manganese nodules leaching residue is quite comparable with the FeMn slag (Monsen et al., 2004) and low grade manganese ore (Eissa et al., 1998), the silica and iron contents are considerably high. Therefore, WMNR was blended with high grade manganese ore in different ratios to improve Mn/Fe ratio and quartzite additions were done to maintain Mn/Si ratio in the charge to produce Si16Mn63 silicomanganese.
The slag also play important role in determining alloy composition. The MnO, SiO2, CaO, MgO and Al2O3 are the prevailing oxides taking part in silicomanganese smelting reactions in slag. The MnO and SiO2 undergo reduction by ‘carbon’ either as graphite or in SiC, which can be represented by equations (1) and (2) (Olsen et al., 2007)



Since reactions (1) and (2) take place in slag, liquidus MnO and SiO2 mass and their thermodynamic activity in the initial slag are very crucial. The pseudo-ternary slag system (CaO+MgO+Al2O3)–SiO2–MnO was calculated using Factsage 6·1 slag database and is shown in Fig. 2. The fixed basicity lines for 0·16, 0·2 and 0·3 were also drawn. In Fig. 2, the liquidus MnO content appears to decrease with the basicity of initial slag. It is also apparent from Fig. 2 that slag would contain higher liquidus MnO with increasing Mn/Si at fixed basicity (e.g. B = 0·2) line. In the lower MnO region (10 wt-%), the increase in slag basicity beyond 0·8 give rise to high slag liquidus changing from 1350 to 1850°C, as is evident from Fig. 2.
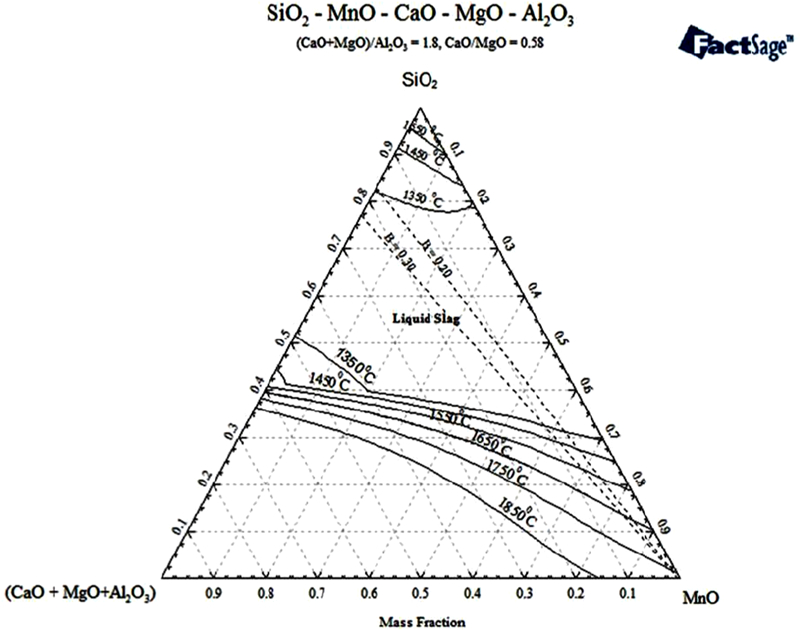
Calculated (FACTSage) Slag-liquid projection at different temperatures for pseudo-ternary slag system (CaO+MgO+Al2O3)-SiO2-MnO, also showing the basicity lines for 0.2 and 0.3
Holding time
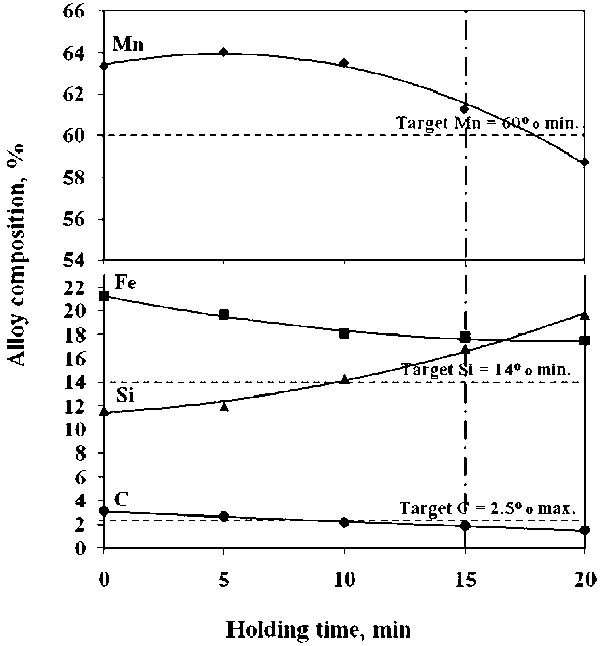
The holding time, i.e. time given after complete melting of charge to facilitate reactions and slag–metal separation, plays an important role while developing a smelting process. Since silicomanganese smelting is an energy intensive process, requiring about 3500–4500 kWh to produce per ton of alloy, excess holding of the melt would lead to higher electricity consumption and refractory erosion and may exert economical implications (Olsen et al., 2007). To optimise the holding time, individual heats for different holding times were carried out with the charge mix of heat no. CM2 (Table 2). The melt was held for certain holding time before switching off the furnace and alloy and slag samples were collected for analyses. It was seen that, slag/metal ratio decreases with the increase in holding period, presumably due to reduction of iron, manganese and silicon oxides to metallic phase (Fig. 3). The variation of alloy compositions with respect to Mn, Si and C contents against holding time are shown in Fig. 4. The targeted Mn, Si and C contents of targeted Si16Mn63 alloy are also shown as horizontal lines for comparison. Although the desired Mn content in the alloy is achieved without giving any holding time to the molten charge, the composition of the alloy is off-grade with respect to Si and C contents and minimum 10 min holding was required to get Si16Mn63 silicomanganese. Mn content of the alloy is seen to decrease with the increase in holding beyond 5 min, which is primarily due to dilution caused by increased Si content in the metal phase. With increasing holding time, the Si and C contents in the alloy are found to increase and decreased respectively. The plots of Mn and Si recoveries in the form of alloy with holding time are shown in Fig. 5. It is seen that the Mn recovery remains almost constant after 10 min, while Si recovery increases linearly with increasing holding time. Although 10 min was found to be sufficient to produce the targeted silicomanganese alloy (Fig. 4), an excess 5 min holding time was found to give better metal recoveries (Fig. 5) without compromising the grade.
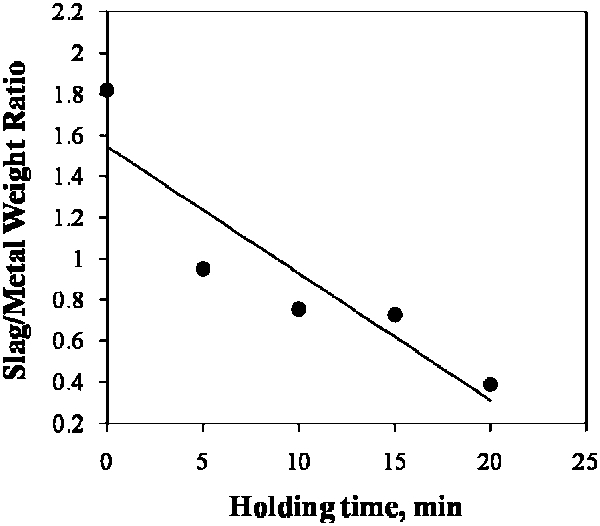
Slag to metal weight ratio as function of time during smelting of CM2
Chemical composition of alloy obtained from time variation smelting trail CM2
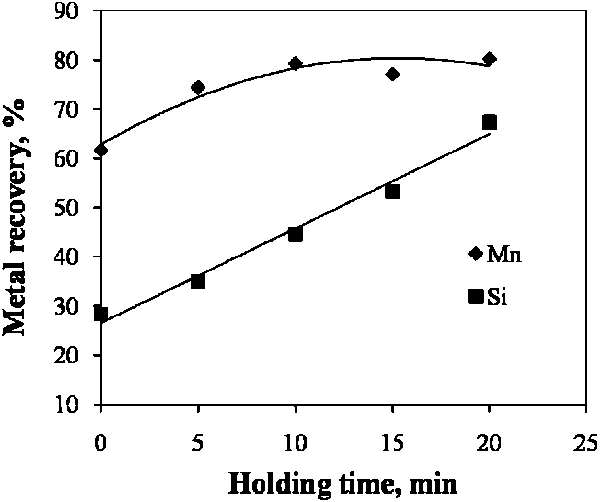
Mn and Si recovery as function of holding time (CM2)
Effect of basicity and Mn/Fe in charge mix
The optimisation of Mn/Fe ratio for the desired grade silicomanganese was done by smelting of charge mixes of heat CM1–8 (Table 2) and holding the melt for 15 min. The charge mixes in heat nos. CM1, 2, 3 and 4 contained WMNR to Mn ore ratios 1∶0·4, 1∶0·6, 1∶0·8 and 1∶1 respectively and 0·2 basicity. These charge mixes were also smelted at basicity 0·3 in heat nos. CM5, 6, 7 and 8. The chemical composition of alloys obtained from heat nos. CM1–4 and CM5–8 are given in Table 3 along with that of targeted grade. The alloys obtained from heat nos. CM2, 3, 4, 6, 7 and 8 compare well with the specification of target grade alloy, but alloys with a lower Mn content are obtained from heat nos. CM1 and 5. The metallic yield and Mn and Si recoveries from heat nos. CM1–8 are given in Fig. 6 respectively. It is clearly evident that higher metallic yield and recovery of Mn and Si are obtained from smelting at basicity 0·2 than the same at basicity 0·3, in all the cases with varying WMNR to Mn ore ratios. The higher metallic yield and recovery at lower charge basicity (0·2) is in close agreement with those observed earlier (El-Faramway et al., 2004; Monsen et al., 2004). It is also found that the increase of Mn/Fe ratio in the charge mix (Table 2) results in improved grade of alloy with higher Mn content. This is primarily due to availability of higher amount of MnO in the slag, as a result of higher amount of Mn ore addition in the charge, for reduction.
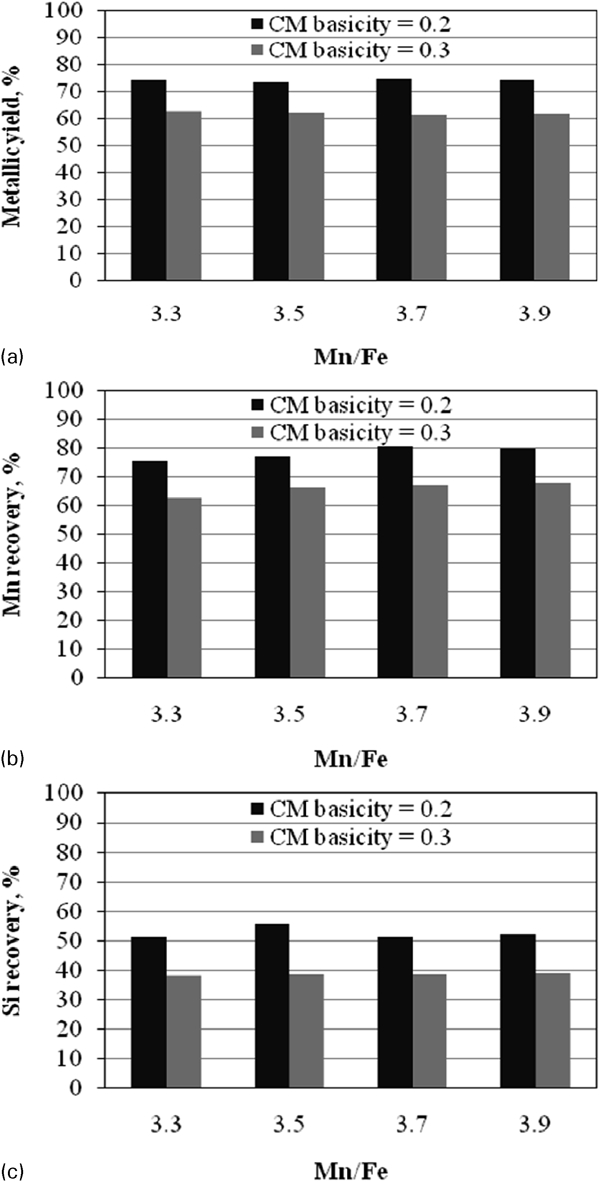
Effect of Mn/Fe in charge mix on a metallic yield, b Mn recovery and c Si recovery at charge mix basicity of 0·2 and 0·3
An increase in the basicity of the slag increases the aMnO (basic oxide) and decreases the aSiO2 and hence, more MnO and less SiO2 are reduced with increasing basicity of slag. In other words, the increasing basicity decreases equilibrium MnO and increases SiO2 in slag (Turkdogan, 1983). Therefore, increasing basicity to 0·3 should result in higher Mn recovery and metallic yield. Lower metallic yield and manganese recovery with basicity 0·3 are presumably due to the insufficient reduction and improper distribution of Mn and Si between alloy and slag caused by poor phase separation between alloy and slag as observed during smelting. It may be mentioned that the slags (Table 7) from CM5–8 has higher basicity (B = 0·72–0·75) than that for CM1–4 (B = 0·61–0·64) and fall in higher liquidus region as shown in Fig. 2. Therefore, less fluid slag with higher liquidus for CM5–8 is likely to be responsible for lower manganese recovery and metallic yield at 0·3 charge basicity.
The minimum Mn/Fe required for producing targeted alloy composition is found to be 3·5 at both basicity (Table 3, Fig. 6). Hence, the lowest blending ratio of WMNR/Mn ore to get the desired grade of silicomanganese (Si16Mn63) is 1∶0·6, which results better metallic yield and recoveries at charge basicity of 0·2 (Fig. 6). This optimised Mn/Fe ratio is slightly lower than that reported (Mn/Fe>4) for silicomanganese production using low manganese containing materials (El-Faramway, 2004; Monsen et al., 2004).
Effect of Mn/Si
Recent studies on excavation of silicomanganese furnace have revealed that silica starts reducing at 1550–1600°C when the MnO in slag decreases below 10 wt-% (Olsen and Tangstad, 2004). Therefore, mass of silica at 10 wt-%MnO in slag should be maintained in such a level that would yield minimum targeted Si (14 wt-%) in alloy. Excess silica in slag is also detrimental as it gives rise to higher Si in alloy, which not only lower the relative weight percentage of Mn in alloy, but also deviate the slag chemistry. The addition of silica in the charge mixes was represented by Mn/Si ratio, varied in the range 2·0–3·0 in heat nos. CM9–12 (Table 2). The chemical composition of alloys obtained at various Mn/Si (CM9–12 and CM2) are given in Table 4, which shows the charge mixes with Mn/Si ratio ≥2·5 produce the silicomanganese of desired composition. The minimum silicon content (14 wt-%) in alloy was obtained throughout the Mn/Si variation of 2·0–3·0, but targeted Mn (60 wt-% minimum) was found to be lower when Mn/Si was below 2·5. This implies that with the addition of silica, i.e. decreasing Mn/Si, Mn content in alloy decrease, but the Si content increases. Addition of silica in the charge mix increases the aSiO2 as well as decreases the aMnO in relevant slag systems. The calculated aSiO2 at Mn/Si of 2·0, 2·25, 2·5, 2·75 and 3·0 in the initial slag were found to be 0·340, 0·272, 0·215, 0·173 and 0·139 respectively and corresponding aMnO were 0·128, 0·155, 0·187, 0·217 and 0·252 respectively. This indicates that reduction of MnO become more favourable with increasing Mn/Si due to increasing aMnO and hence, enhanced Mn recovery and the higher Mn in alloy would be obtained as evident from Fig. 7 and Table 4. Excess silica in the slag at certain basicity ratio (e.g. 0·2) also limits the liquidus MnO (as apparent from Fig. 2), presumably due to formation of MnO.SiO2 mixed oxide, which in turns diminish the aMnO (Olsen et al., 2007). In contrast, decreasing Mn/Si is more suitable for silica reduction due to higher availability of free SiO2 as indicated by corresponding increase in aSiO2 and Si recovery is thus increased (Fig. 7). Therefore, the Mn/Si ratio of 2·5 in the charge mix may be considered most suitable to meet the Mn and Si requirement in the standard grade silicomanganese alloy.
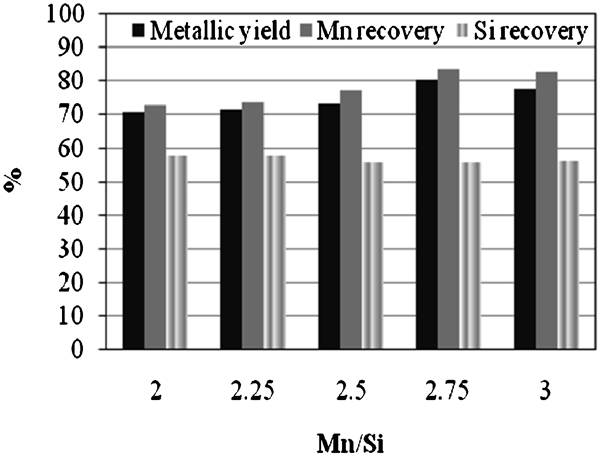
Effect of Mn/Si in charge mix on metallic yield, Mn recovery and Si recovery
Effect of coke addition
The extent of reactions (1) and (2) strongly depend upon the quantity of carbon in the charge, which was supplied in the form of coke in present study. The calculated stoichiometric coke requirement for charge mix of heat no CM2 was 240 g. The amounts of coke addition were varied in the range 92–118% of the stoichiometric requirement. It was seen that the coke addition in stochiometric amount was not sufficient to produce the alloy having desired composition with respect to both Mn and Si as evident from the smelting results of CM13–15 (Table 5). The metallic yield and recovery of Mn and Si are found to increase with the increase in coke addition (Fig. 8), and attain the maximum values at 110% of the stoichiometric amount and then decrease on further increase of coke. The presence of unreacted coke in the slag was also noticed beyond 110% coke addition, which probably hindered the movement of metal droplets through slag layer. This led to the metal entrapment and thereby causing the lower metallic yield and recovery. Additionally, ash of coke also supply SiO2 and Al2O3 (Table 1, coke analysis) in the melt, which increase the viscosity of the slag (Turkdogan, 1983), leading to decrease in manganese recovery and metallic yield.
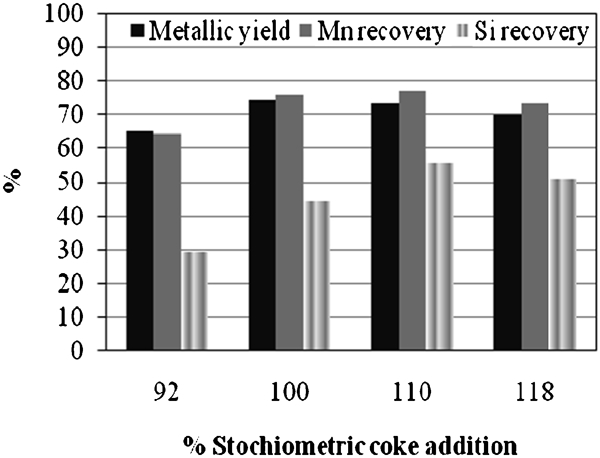
Effect of coke in charge mix on metallic yield, Mn recovery and Si recovery
Effect of CaF2 addition
The fluidity of molten slag, generally expressed in terms of viscosity, is another crucial operating parameter in silicomanganese smelting. Owing to presence of high SiO2 in the acidic slag of silicomanganese smelting, the viscosity increases and hinders proper slag–metal separation. Hence, CaF2 is added in to the siliceous slag to enhance the slag fluidity and to facilitate the percolation of metal droplet through slag phase (Sasaki et al., 2007; Kor, 1979). It is generally considered that the added CaF2 reacts with SiO2 to form SiF4 and thereby depolymerise the silica network making the slag more fluid. In contrast, a recently reported model states that the F− ions in the slag do not form Si–F and/or Al–F bonds but form O–Ca–F type bonds (Firoz et al., 2007). In the present study, CaF2 addition are varied from 0 to 6 wt-% of WSNR and Mn ore blend in charge mix of heat no. 2 (shown as heat nos. CM16–18 in Table 2), during the holding time. The effect of CaF2 addition on metallic yield and recovery is presented in Fig. 9 and the corresponding alloy compositions are given in Table 6. It is apparent that both metallic yield and Mn recovery increase with addition of CaF2 up to 4%. On the other hand, Si recovery increases initially with CaF2 addition up to 2% and then decreases on further increase presumably due to formation of gaseous SiF4 formation. The decrease in metallic yield and recovery with 6% addition of CaF2 was due to increased CaO in the slag (Table 7) that lowers the slag fluidity and in turn disturb the slag–metal separation. Slag basicity (B = 0·82) obtained with 6%CaF2 addition (Table 7) has considerably high liquidus (Fig. 2) in comparison to slags obtained by addition of 2 and 4%CaF2.
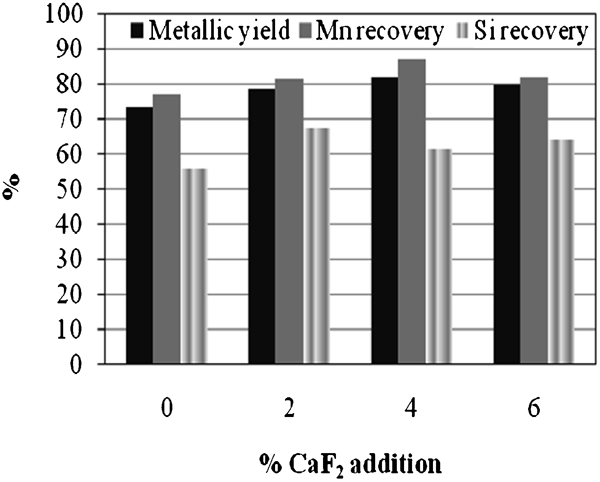
Effect of CaF2 addition on metallic yield, Mn recovery and Si recovery
Conclusion
The present study demonstrates the feasibility of producing a standard grade silicomanganese (Si16Mn63) using WMNR as one of the raw materials. Based on the variations of different parameters for optimised conditions, the following conclusions may be drawn.
The low manganese containing WMNR can be utilised for production of standard grade silicomanganese by blending it with high grade manganese ore.
The optimum blending ratio between the WMNR and Mn ore is found to be 1∶0·6 for production of standard grade silicomanganese (Si16Mn63).
A holding time of 15 min with charge mix having Mn/Fe≥3·5 and Mn/Si≥2·5 at B (CaO+MgO/SiO2) = 0·2 and R (CaO+MgO/Al2O3) = 1·8 are required to produce the standard grade silicomanganese with >77% Mn recovery.
The maximum metallic yield and recovery are obtained by using coke, amounting 110% of the stoichiometric requirement, as the reducing agent. Further increase in coke addition causes improper slag–metal separation leading to lower yield and recoveries of Mn and Si.
CaF2 addition up to 4% during holding time is beneficial to increase the metallic yield and Mn recovery (87%) in the production of standard grade silicomanganese from washed manganese nodules leach residue.
Footnotes
Acknowledgements
The authors are thankful to Director, CSIR-National Metallurgical Laboratory, Jamshedpur for granting permission to publish this paper.