
Abstract
The rapidly increasing rate of creation of electronic waste (WEEE) requires the development of effective processing strategies so that the valuable (minor) metals and compounds in WEEE can be kept within the materials cycle while the possibly harmful elements and compounds can be kept out of the environment. Pyrometallurgical processing currently offers the most attractive routes to perform the initial separation before the usual hydrometallurgical refining steps to produce high purity metals and compounds. There is a lack of information on the way valuable metals in WEEE behave during smelting because the combination of metals in WEEE is frequently different to that found in natural ores. In this first paper the slag/metal distribution ratio of tin between FeOx–CaO–SiO2 slags and copper was examined at an oxygen partial pressure of 10−8 MPa (10−7 atm) and at 1300°C. The distribution ratio of tin was unaffected by the Fe/SiO2 ratio of the slag, over the range examined, but strongly dependant on the CaO content. The higher the CaO content the smaller the slag/metal distribution ratio and, consequently, the greater the activity coefficient of SnO(l) in the slags. Iso-distribution ratio lines and iso-SnO(l) activity coefficient lines were presented on the copper-saturated FeOx–CaO–SiO2 phase diagram. Tin volatilisation during the converting stage of WEEE processing in a black copper smelter would be improved by using slag with a high CaO content for the given slag system. The distribution of indium, mostly found in liquid crystal displays, will be examined in a subsequent paper.
Introduction
The production of electrical and electronic equipment is one of the fastest growing business sectors in Europe (Cui and Forssberg, 2003) with the high demand for electrical products leading to lower prices, which increases their global sales (Kuehr, 2010). However, rapid innovation is also making the lifespan of these products shorter. As a result, the rate of disposal of redundant electrical equipment is rapidly increasing. In the European Union the growth rate of WEEE is about five times faster than general municipal waste growth rates while in Australia it is about three times the general waste rate (Widmer et al., 2005).
Comparison between countries is made difficult by differences in the definition of electronic waste. Lehner (2011) stated that ‘WEEE’ is a term used in the European Union and encompasses electronic equipment, televisions and white goods such as ovens and refrigerators, while in North America the term ‘e-waste’ is more limited and does not include large household goods. ‘E-scrap’, on the other hand, is the valuable metal containing fraction of WEEE or e-waste obtained by separation methods and traded to specialised smelters for processing.
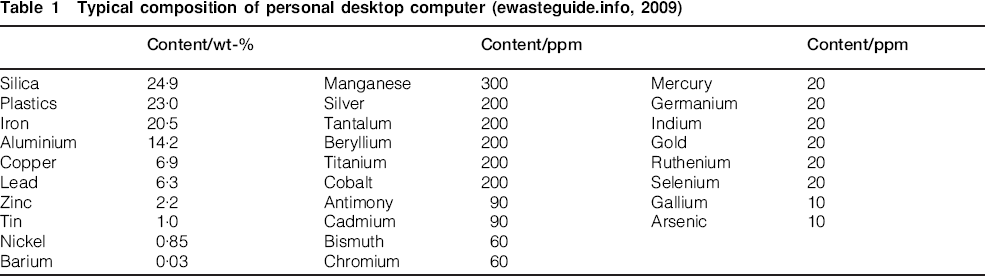
WEEE is such a heterogeneous combination of non-metallic materials and metallic materials, which changes from source to source over relatively short time periods, that assigning an average composition to it is rather meaningless. However, some generalisations have been made e.g. it contains 65–70 wt-% of metals, 19–21 wt-% of plastics and 5 wt-% of glass (ewasteguide.info, 2009). Typically a half of the mass of WEEE is steel and about 13 wt-% is a large variety of non-ferrous metals, which be divided into those which have value (e.g. copper, gold, silver, platinum, tin and indium) and those which are hazardous (e.g. lead, cadmium, arsenic and mercury). A typical composition of personal computers is given in Table 1 as an illustration of the variety of non-ferrous metals found in them (ewasteguide.info, 2009).
Typical composition of personal desktop computer (ewasteguide.info, 2009)
In USA and Australia more than a half of the 9·4 million tonnes of WEEE generated in 2010 was landfilled, stored or incinerated (Pink, 2010). Landfilling close to the source of production is the cheapest method of disposal, but has a negative impact on the environment from the leaching of harmful substances into the ground water if not contained in well designed landfill sites. It also disperses and dilutes the valuable metals in WEEE, which makes it almost impossible to recover them (Reuter and Van Schaik, 2012; Van Schaik and Reuter, 2012). This negatively impacts on resource efficiency and therefore the recycling rates of these elements.
WEEE reprocessing
The only way to address WEEE sustainability is through recycling and reprocessing (Reuter and Van Schaik, 2012). This reduces the amount of primary ores that must be mined and processed and so conserves scarce resources. Mining primary ores, especially for precious metals where the metal concentration is low, also consumes a large amount of energy, creates waste water and generates sulphur dioxide and carbon dioxide emissions (Rankin, 2011). WEEE is in fact a source of valuable metals that is easier to access than ore in the earth's crust and has a higher grade for many of these metals than are found in most ores.
Recycling of WEEE requires dismantling and mechanical separation to liberate and concentrate the valuable metals, and to remove and safely treat hazardous substances (Hagelüken and Kerckhoven, 2006). The various fractions are then directed to pyrometallurgical or hydrometallurgical processes (Van Schaik and Reuter, 2012). Currently, WEEE treatment is dominated by pyrometallurgical methods (Antrekowitsch et al., 2006) where steelworks take the ferrous fractions for the recovery of iron, secondary aluminium producers take the aluminium fractions, and integrated non-ferrous metals smelters take the copper/lead fractions, circuit boards, and other fractions containing precious metals. Copper smelters as recyclers of WEEE have several advantages over lead smelters. For example they produce less harmful fumes and can recover precious metals readily via conventional electrorefining where the precious metals collect in the slimes. Both advantages allow copper smelters to be sited near the population centres which generate WEEE. Umicore in Belgium is one of the world's largest precious metal recycling facilities and reprocesses WEEE through a copper matte smelting route (Hagelüken, 2005). An alternative and attractive reprocessing route is via black copper smelting, as practiced at Montanwerke Brixlegg in Austria (Woerz and Wallner, 1988).
Black copper smelters deal with highly varied and impure copper scrap and alloys in which impurities such as iron, zinc, lead and tin are present in significant amounts, often totalling in excess of 30% of the feed. The complexity of the feed makes refining challenging. The secondary copper smelters accept both metallic copper scrap and oxidic drosses and reduce them with carbon to a highly alloyed and impure black copper, followed by oxidation of the black copper to remove many of the impurities. A typical flowsheet is shown in Fig. 1.
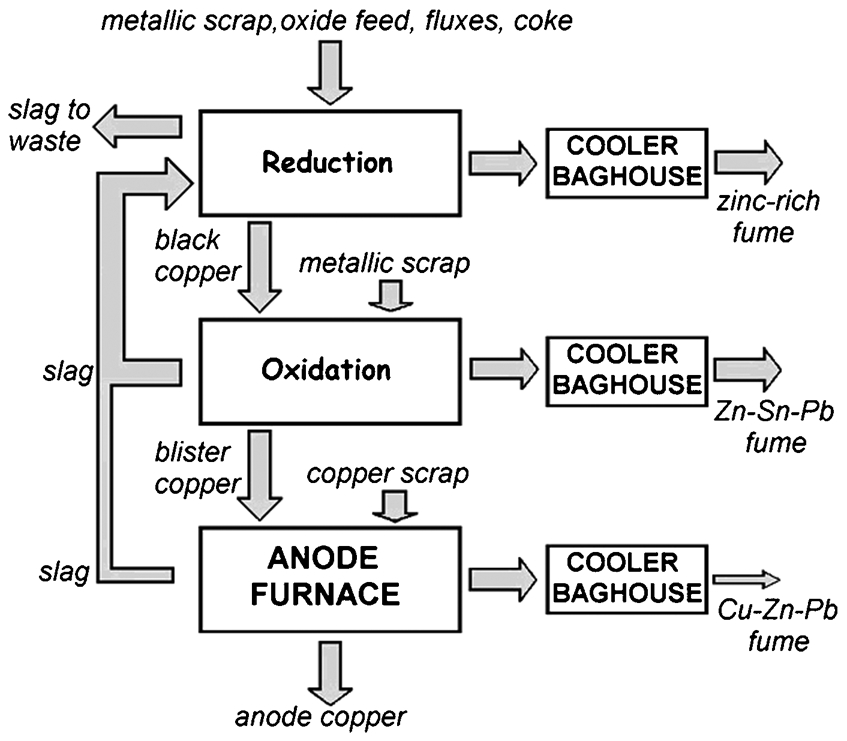
Simplified flowsheet of black copper smelter (Anindya et al., 2009)
Reduction traditionally can take place in a blast furnace with coke as the reductant, while more state-of-the art technology such as top submerged lance (TSL) reactors are being introduced e.g. at Dowa Mining in Kosaka, Japan, LS Nikko's facility in Danyang, Korea (Wood et al., 2011) and Aurubis’ Lünen smelter (Aurubis, 2013). Zinc, with some lead and tin, is partially vaporised as elements, oxidised in the gas phase and discharged with the off gases. The product copper contains significant amounts of iron, lead, tin etc. In the second stage, oxygen enriched air is blown through the molten black copper in a Peirce-Smith converter and the impurities undergo oxidation. Iron, together with some lead and tin, is slagged and most of the remaining lead and tin are volatilised to the offgases (Rentz et al., 1999).
An important factor in determining the recoveries of valuable metals is the way in which they distribute between the black copper and the FeOx–CaO–SiO2 slag during both stages. These distributions are affected by the composition of the slag, temperature and the oxygen partial pressure, which provides potential for controlling the recovery of valuable elements from WEEE. However, the distribution behaviour of some of the metals in WEEE is not well known because they are not usually found in natural copper ores.
In this work the distribution of tin between copper and FeOx–CaO–SiO2 slags will be examined. Tin in a relatively scarce element, averaging about 2 ppm in the Earth's crust compared to 50 ppm for copper (USGS 2012) but has a much higher concentration in WEEE, as shown in Table 1. Although the price is unstable, tin is a valuable metal with a price varying between approximately US$18 000 and US$25 500 during 2012 (LME, 2012). Tin distribution has been well studied for iron silicate and calcium ferrite slags as discussed below, but not for slags with appreciable SiO2 and CaO contents i.e. ferrous calcium silicate (FCS) slags. This is the focus of this work. The distribution behaviour of another valuable minor element in WEEE, indium, will be examined in a subsequent paper.
Distribution thermodynamics
The distribution of a minor element between molten metal and slag during secondary copper smelting can be described by the following reaction


The parentheses () and [ ] refer to the slag and metal phases respectively. The distribution ratio has a fixed value at a given temperature, oxygen partial pressure, and slag composition and can be readily determined experimentally. It does not depend on the identity of the oxide in the slag i.e. the value of x.
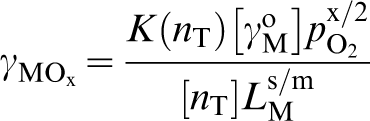
Yazawa (1994) showed that the distribution ratio can be expressed as
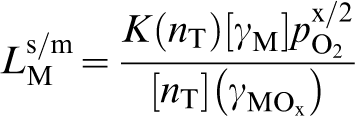

Plotting log LMs/m as a function of log pO2 will produce a straight line whose slope is x/2 and this enables the oxidation state of M, and so the identity of MOx, to be determined. Moreover, if the activity of M (γM) in the metal phase is known then the activity coefficient of MOx in the slag (γMOx) can be calculated using equation (3)
Tin speciation in slags
Tin may potentially dissolve in slag in three different forms according to Nagamori and Mackey (1977), the monoatomic form Sn° and the oxidic forms SnO (Sn2+) and SnO2 (Sn4+). The equilibrium between SnO and SnO2 is expressed by equation (5)


The activities of both oxides are equal at an oxygen partial pressure of 1·15×10−9 MPa (1·15×10−8 atm). Above this oxygen partial pressure SnO2 will predominate in a slag while below it SnO will predominate.
Published data, which has been assessed to be reliable, on the distribution of tin between slag and copper as a function of the oxygen partial pressure is given on Fig. 2.
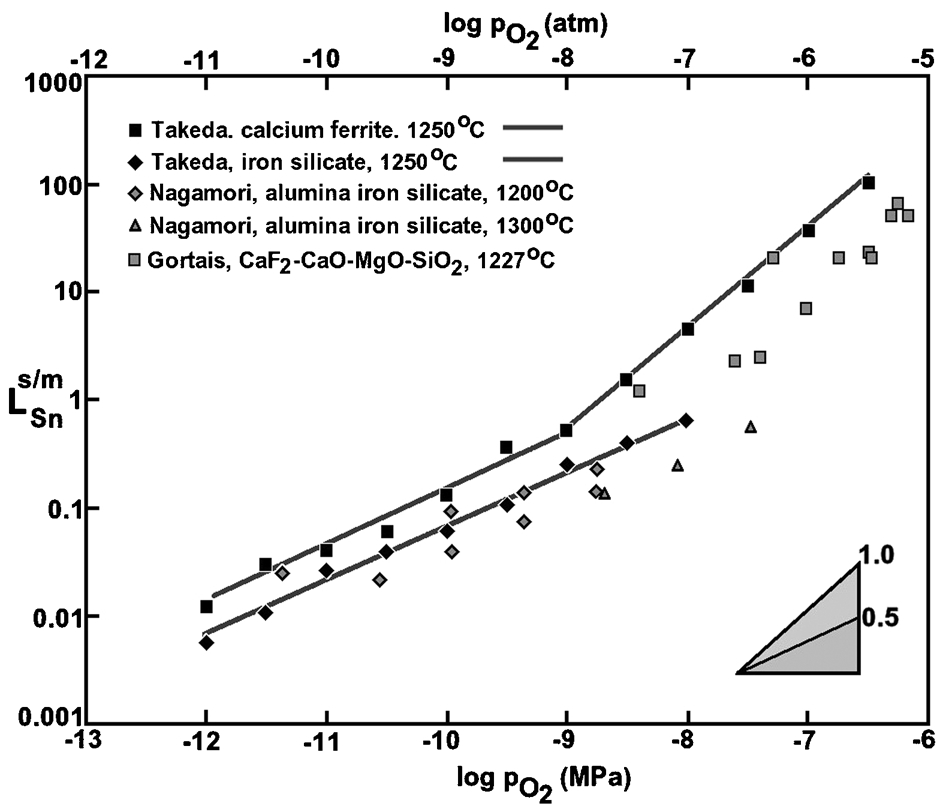
Published data for tin distribution as function of oxygen partial pressure
Takeda et al. (1983) employed silica crucibles for iron silicate slag and CaO crucibles for calcium ferrite slag, therefore avoiding contamination of the slags with other oxides. The data for calcium ferrite slag does change slope close to the oxygen partial pressure expected for the SnO/SnO2 transition. The distribution ratio for iron silicate slag is a little lower than that for calcium ferrite slag and the SnO/SnO2 transition does not appear because iron silicate slags saturate with magnetite at higher oxygen partial pressures. The similarity in the tin distribution ratios for acidic iron silicate slag and basic calcium ferrite slag is attributed to SnO behaving as a neutral metal oxide (Yazawa, 1994).
The results of Nagamori and Mackey (1977) for alumina bearing iron silicate slag at 1200°C confirm the finding of Takeda et al. (1983) that tin is present in slag as SnO at oxygen partial pressures below 10−9 MPa (10−8 atm). They also indicate that the presence of alumina in the slag has little effect on the tin distribution ratio. Gortais et al. (1994) investigated tin behaviour for a slag in the CaF2–CaO–MgO–SiO2 system at 1227°C at high oxygen partial pressures and confirmed that under those conditions tin is present in slag predominantly as SnO2.
Activity coefficient of tin oxide in slag
Values of the activity coefficients of SnO and SnO2 reported in the literature for various slag compositions are summarised in Table 2. Oxygen partial pressure is given in units of atm to be consistent with the original references (1 atm = 0·1 MPa).
Activity coefficient of tin oxide in various slags*
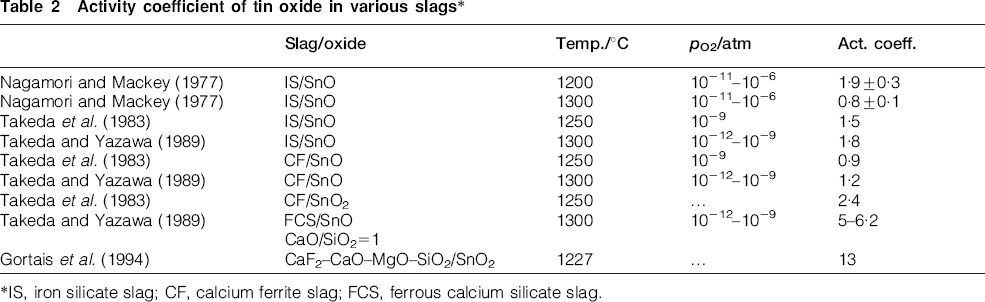
IS, iron silicate slag; CF, calcium ferrite slag; FCS, ferrous calcium silicate slag.
Nagamori and Mackey (1977) determined the distribution ratio of tin for alumina containing iron silicate slag equilibrated with copper under oxygen partial pressures controlled by a CO/CO2 gas mixture. The large change in activity coefficient with a small increase in temperature is unlikely and casts doubt on their work. The most comprehensive work was reported by Takeda et al. (1983). They examined tin distribution between both iron silicate and calcium ferrite slags and copper at 1250°C over a large range of oxygen partial pressures. For both slags the activity coefficient of SnO(l) was found to be independent of oxygen partial pressure over three orders of magnitude. Since the oxidation state of iron changes significantly over this oxygen partial pressure range, this result indicates that SnO is not interacting with iron oxides in the slag. They also reported a value for the activity coefficient of SnO2(l) in calcium ferrite slag but did not specify the applicable oxygen partial pressure.
The only published work on the activity coefficient of SnO(l) in ferrous calcium silicate slags is that by Takeda and Yazawa (1989). The oxygen partial pressure was not controlled by a gas mixture but rather was varied by the amount of SnO2 added to the slag. The slag was then equilibrated with copper in a magnesia crucible under argon. The distribution ratio of the solvent copper was also determined. Their results for SnO, and CuO0·5 for comparison, are given as Fig. 3. There was a considerable scatter of individual activity coefficient values around the iso-activity lines, indicating that such measurements are prone to significant errors. The activity coefficient of SnO is shown to be little affected by the FeOx/SiO2 (w/w) ratio but is a strong function of the CaO content of the slag. The activity coefficient of CuO0·5, which is also characterised as a neutral metal oxide (Yazawa, 1994), behaves similarly, although shows some dependence on the FeOx/SiO2 (w/w) ratio at the higher CaO contents.
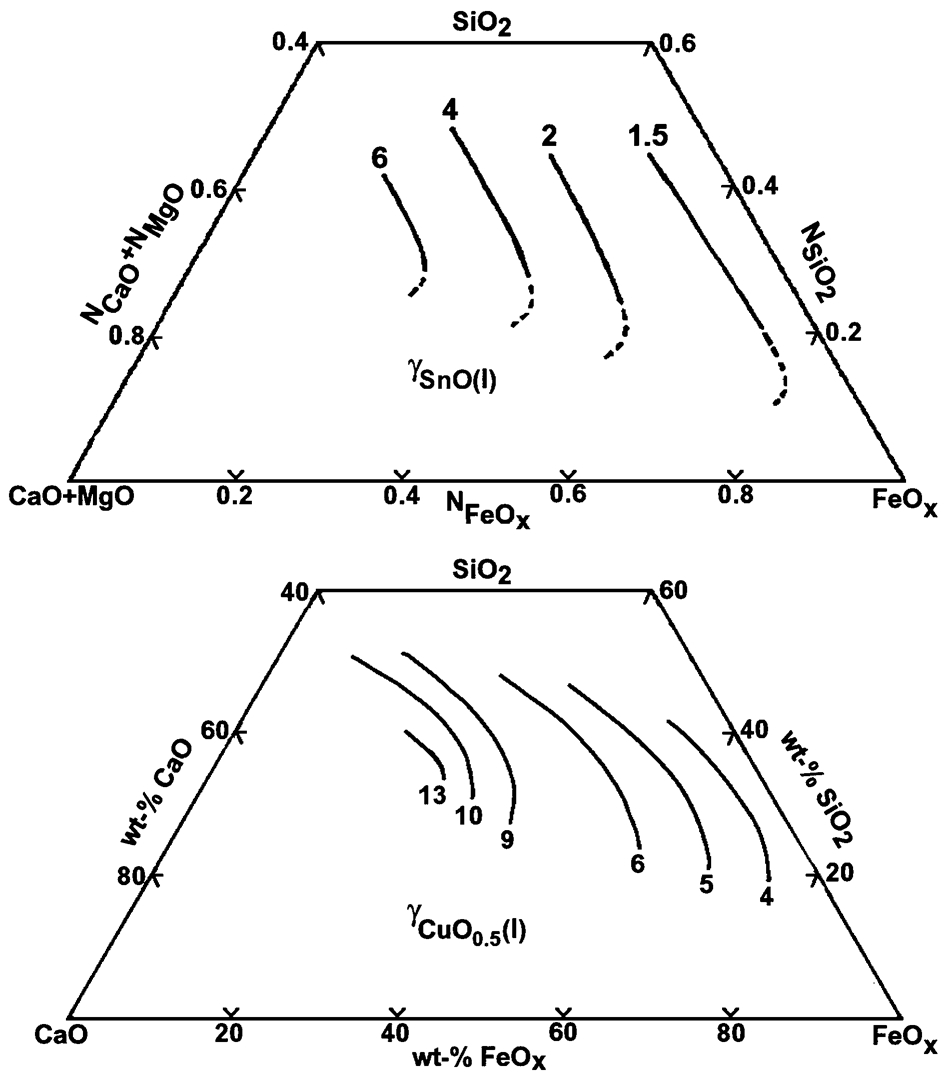
Activity coefficients of SnO(l) and CuO0·5(l) in FeOx–SiO2–CaO slag (Takeda and Yazawa, 1989)
The work of Gortais et al. (1994) adds little because the slag used has no relevance to non-ferrous smelting. The oxygen partial pressure applying was not stated but was presumably high, as the tin oxide assumed to be present was SnO2.
In conclusion, there is reasonable agreement in the published data for iron silicate and calcium ferrite slags. The activity coefficient of SnO(l) in iron silicate slag at 1200 to 1300°C is between 1·5 to 2·0 while that for calcium ferrite slag is between 0·7 and 1·2. There is only one study into the thermodynamics of SnO(l) in ferrous calcium silicate (FCS) slags, and these slags are of growing interest, so the aim of this work was to confirm, or otherwise, the findings of Takeda and Yazawa (1989).
Phase equilibria of FCS slags
Ferrous calcium silicate slags in contact with molten copper belong to the FeOx–CaO–SiO2–Cu2O system where x has a value between 1·0 and 1·5 depending on the oxygen partial pressure and temperature. Kongoli et al. (2006) used FactSage computer modelling (Bale et al. 2002) to predict the phase equilibria in this system at 1300°C and an oxygen partial pressure of 10−7 MPa (10−6 atm). They avoided the need to know the value of x by presenting their data on rectangular coordinates using CaO (wt-%) and Fe/SiO2 (w/w) as the axes. Nikolic et al. (2008) subsequently determined the phase saturation boundaries for tridymite (SiO2), CaSiO3, and spinel for FCS slags, both without copper and in equilibrium with copper, using the substrate equilibration/rapid quenching/electron probe X-ray microanalysis technique. They showed that the predictions of Kongoli et al. (2006) were in error, mostly in respect to the stability of the spinel phase which extended to lower Fe/SiO2 ratios than predicted by Kongoli et al. The phase equilibrium diagram for FCS slags is given as Fig. 4, which includes the predicted phase boundaries at oxygen partial pressures of 10−8 and 10−9 MPa (10−7 and 10−8 atm)
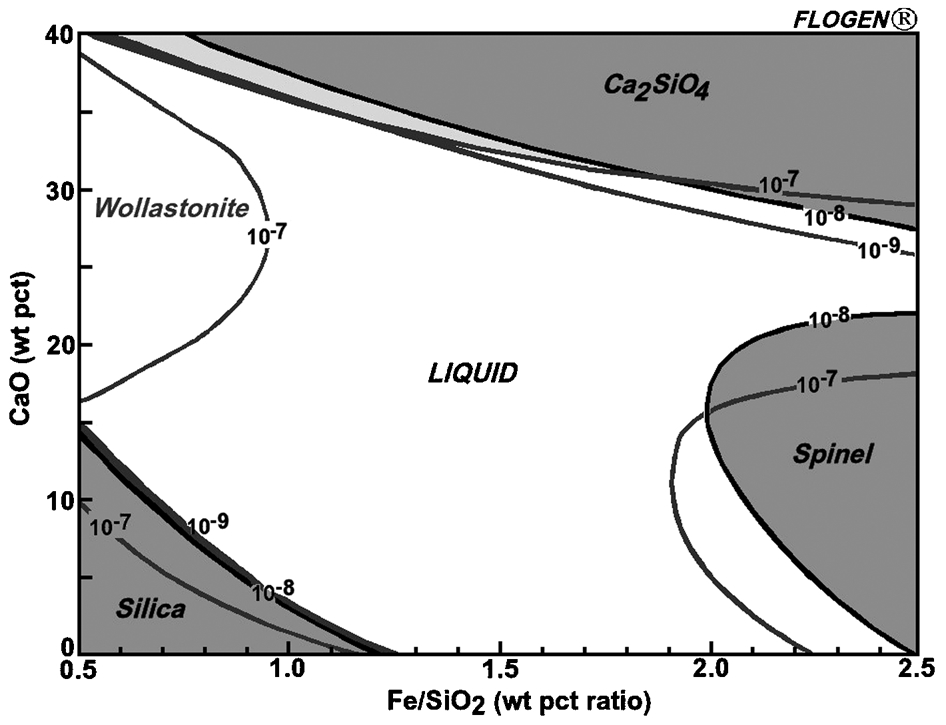
Liquid region for slags is copper saturated FeOx–CaO–SiO2 system as function of oxygen partial pressure (in MPa) at 1300°C (Kongoli et al., 2006)
Method
The three-phase equilibration method was used in this work, in which slag and copper are equilibrated with a gas mixture of known oxygen partial pressure. Two sets of experiments were conducted; either SnO2 was initially added to the slag or tin was added to the copper. Approaching equilibrium from both directions provides greater confidence that true equilibrium has been achieved.
Master slags of the required Fe/SiO2 ratio and CaO content were prepared from powdered Fe3O4, calcined CaCO3, and finely ground quartz glass. All were mixed in a ring grinder. The mixture was pre-melted in a high density MgO crucible in contact with copper at 1300°C under the oxygen partial pressure to be used in the experiments. After a minimum of 6 h the crucible was removed from the furnace and broken up to recover the slag. The master slag was ground in a ring mill. A copper–5 wt-%Sn master alloy was prepared by melting tin granules and high-conductivity copper wire under nitrogen at 1300°C.
Difficulties were encountered when making master slags with either a high CaO content or a high Fe/SiO2 ratio. Slags with CaO contents close to the dicalcium silicate phase boundary expanded during cooling, broke the MgO crucible and crumbled to a powder. This is a well known phenomenon (Juckes, 2002), in which a 12% volume expansion occurs as the transformation to γ-Ca2SiO4 takes place. Slags with a high target Fe/SiO2 ratio exchanged iron oxides with MgO, thus lowering the Fe/SiO2 ratio and resulting in an MgO content of 5–8 wt-%. It was found to be impossible to achieve a Fe/SiO2 (w/w) greater than 1·4. Trials were conducted in which the MgO crucible was replaced by an alumina crucible coated with a fired Cr2O3 coating, and then a zirconia crucible, but both failed catastrophically during melting.
All experiments were conducted in a vertical tube furnace fitted with Pt/Pt-13 wt-%Rh thermocouples for temperature measurement and control. Slag and alloy were contained in 5 cm3 high density MgO crucibles. Crucibles were supported in the furnace on a closed end alumina tube fitted with a thermocouple, as shown in Fig. 5. It was expected that tin volatilisation as SnO(g) would be an issue, so the sample crucible was covered by an inverted alumina crucible set in a bed of alumina powder. This method was used with success by Louey et al. (1999). Tin mass balances subsequently showed that the amount of tin lost from the crucibles during equilibration experiments was negligible.
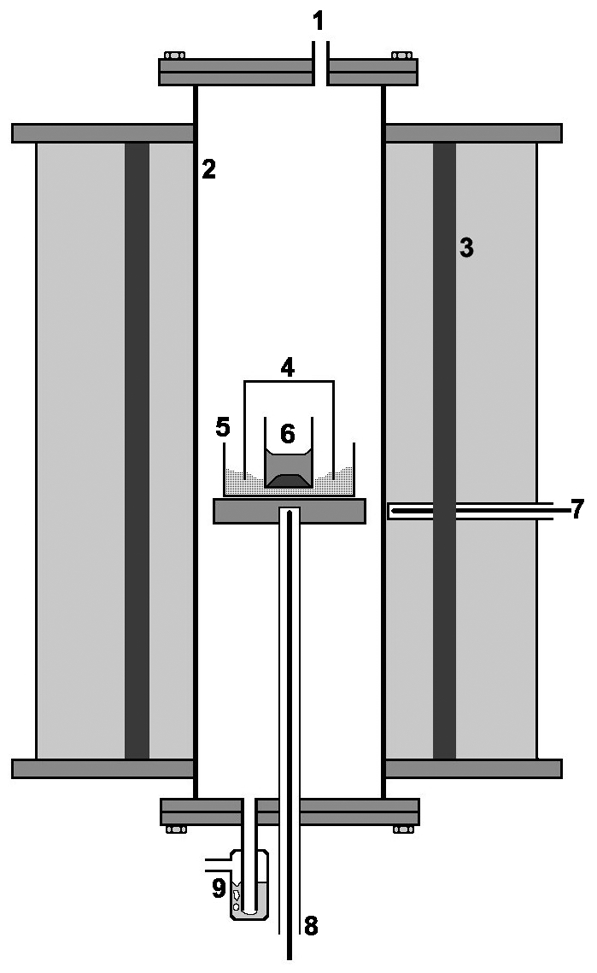
Furnace arrangement (not to scale): 1, gas inlet; 2, recrystallised alumina tube; 3, silicon carbide elements; 4, alumina crucible; 5, alumina tray filled with alumina powder; 6, magnesia sample crucible; 7, control thermocouple; 8, sample thermocouple; 9, dibutyl phthalate bubbler
The total gas flow rate was 400 cm3 min−1, high enough to prevent thermal segregation in the hot furnace tube, and the oxygen partial pressure was controlled by a CO/CO2/N2 gas mixture. Individual gas flow rates were controlled by mass flow controllers and each gas passed through oxygen and moisture molecular sieve towers. A bubbler containing dibutyl phthalate was used to prevent back-diffusion of oxygen into the furnace. A zirconia ceramic electrolyte oxygen probe confirmed the oxygen partial pressure inside the furnace.
Approximately 5 g of slag and 5 g of copper were placed into a magnesia crucible, together with either enough SnO2 or Cu–Sn master alloy to provide a concentration of 1 wt-%Sn in the slag or copper respectively. The MgO crucible was covered with an inverted alumina crucible and raised into the hot zone of the furnace, which was slowly heated to 1300°C then held for times up to 16 h. The crucible assembly was subsequently lowered into a cooler zone of the furnace and removed, broken up and the copper and slag carefully separated from each other. The slag was finely ground in a ring mill then sieved to remove flattened entrained copper flakes. Slag samples were fused with sodium peroxide then dissolved in hydrochloric acid prior to analysis using inductively coupled plasma atomic emission spectrometry (ICP-AES). A file was used to clean the copper of any adhering slag, then the copper button was sampled by drilling several small holes at random. The copper was dissolved in aqua regia then analysed for tin using ICP-AES.
The absolute error in both the tin and copper analyses was ±0·02 wt-%. The absolute error was taken as twice the standard deviation of repeated analyses of a multielement laboratory standard prepared from purchased standard solutions. These check analyses were run during and after each batch of analyses. The error in the chemical analyses, combined with errors due to the temperature and oxygen partial pressure, led to an estimated average relative error of ±20% in the tin distribution ratio. The relative error is greater the smaller the tin distribution ratio as a result of the decreasing concentration of tin in the slag. The relative error in the copper distribution ratio was estimated at ±5% because the copper content of the slags was much higher than their tin contents.
Results and Discussion
All slags contained magnesia as a result of attack on the crucible, the average MgO content being 6·5 wt-%. For this reason all slag analyses were normalised to exclude magnesia. This procedure increased the CaO content by a factor of 1·07, but had no affect on the Fe/SiO2 ratio and an insignificant effect on the tin content.
Equilibration time
The minimum time required to reach equilibrium was determined by contacting a slag having a Fe/SiO2 (w/w) ratio of 1·2 and a normalised CaO content of 19·7 wt-% with copper at times varying up to 16 h. The oxygen partial pressure was 10−8 MPa (10−7 atm) and the temperature was 1300°C. The results are given in Fig. 6, where it is seen that equilibrium was achieved after 6 h of contact. It is also apparent that experiments where tin was initially in copper produced the more reliable results and this observation was used later when there was conflict within data sets.
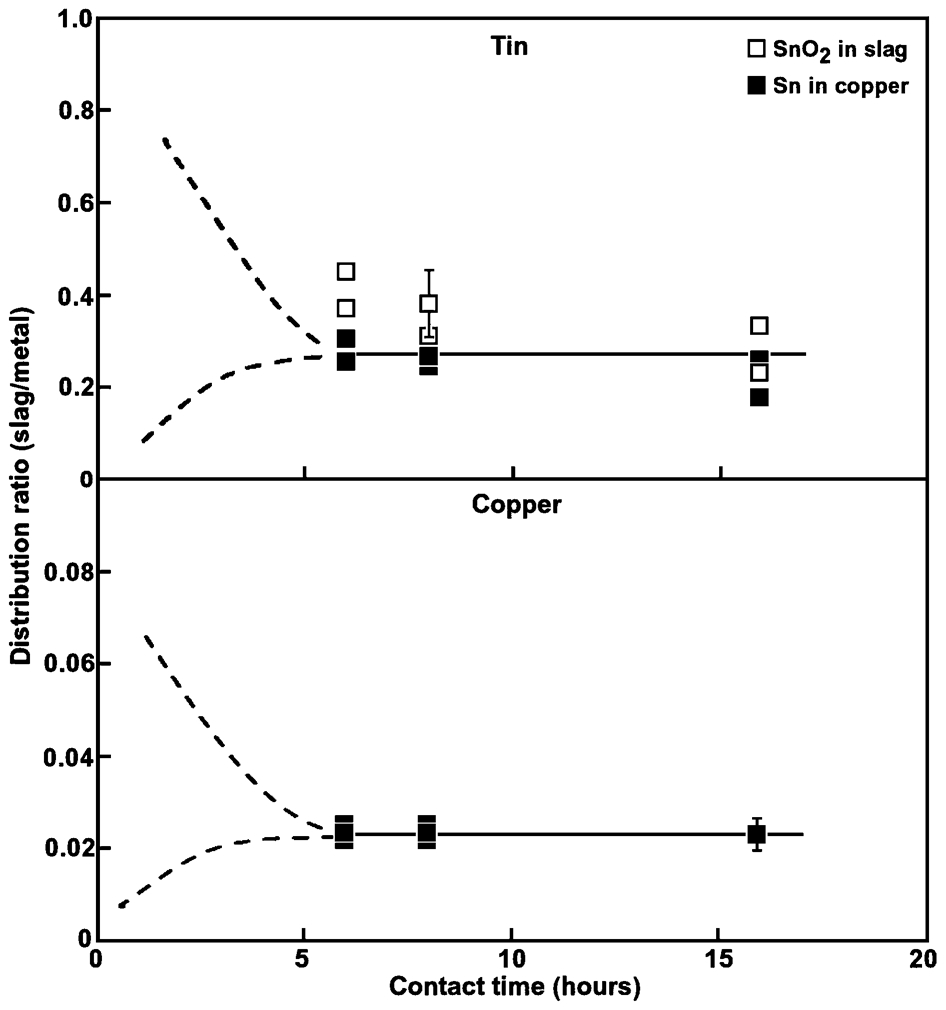
Distribution ratio (slag/metal) of tin and copper as function of contact time at oxygen partial pressure of 10−8 MPa (10−7 atm) at 1300°C
The average copper content of the slag for all experiments shown in Fig. 6 was 2·3±0·15 wt-%. Yazawa et al. (1999) reported copper contents in the range 2–3 wt-% for slags of similar composition, which provides confirmation of the results of this work.
Effect of oxygen partial pressure
It was shown earlier than tin exists predominantly as SnO in slags at oxygen partial pressures below about 10−9 MPa (10−8 atm) but as SnO2 above this. It is important to confirm which form of tin oxide predominates in the slag compositions used in this work. Two series of experiments were performed, both at essentially the same Fe/SiO2 ratio but at different normalised CaO contents. The results are given on Fig. 7.
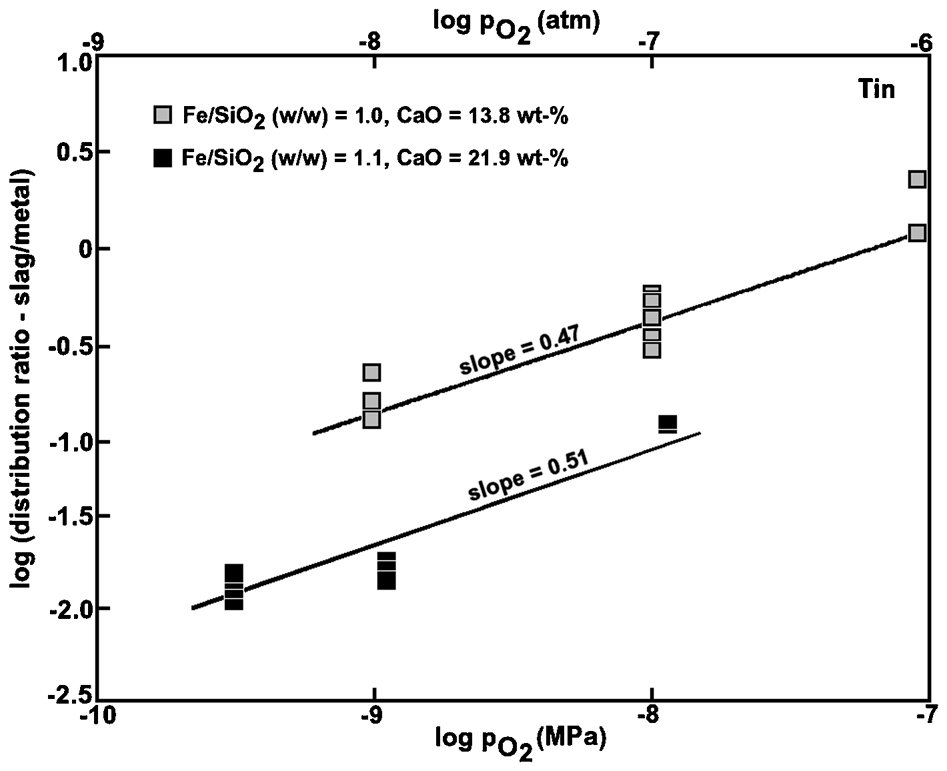
Logarithm of the distribution ratio (slag/metal) of tin as function of logarithm of oxygen partial pressure at 1300°C
The slope of both lines on Fig. 7 are close to 0·5, which confirms that tin is present in those slags as SnO over the whole oxygen partial pressure range used in this work.
Tin distribution ratio as function of slag composition
Owing to the previously mentioned difficulties in controlling the slag composition, the range of Fe/SiO2 (w/w) ratios was limited to 0·74 to 1·2 and the normalised CaO content to less than 30 wt-%. The oxygen partial pressure employed was 10−8 MPa (10−7 atm) so that the tin content of the slag and that of the copper would be similar and so the relative error in the distribution ratio would be minimised. At higher or lower oxygen partial pressures the tin content of either slag or copper would be small, leading to large relative errors in the distribution ratio. This experimentally convenient oxygen partial pressure lies between that expected for the oxidation and reduction stages of black copper smelting, but the data obtained can be extrapolated to the appropriate oxygen partial pressures for both stages.
The previous results of Takeda et al. (1983) showed that the activity coefficient of SnO and CuO0·5, and therefore the distribution ratio, were not very dependant on the Fe/SiO2 ratio. For this reason the results of this work for all Fe/SiO2 ratios examined were plotted as a function only of the normalised CaO content, given as Fig. 8.
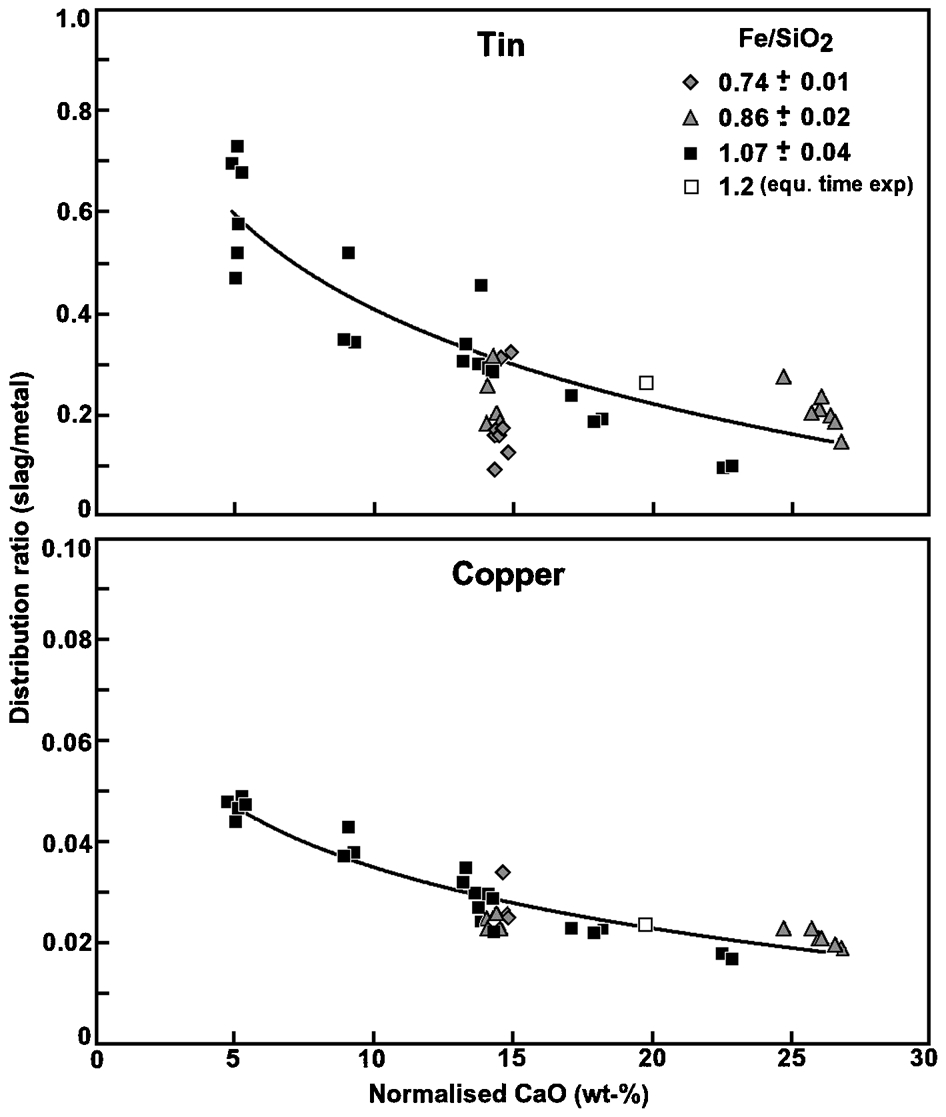
Distribution ratios (slag/metal) of indium, tin and copper as a function of the Fe/SiO2 (w/w) ratio and the normalised CaO content at 1300°C and an oxygen partial pressure of 10−8 MPa (10−7 atm)
Data for all Fe/SiO2 ratios group around the same best fit lines, as expected, although the scatter around the best fit line for tin is considerable due to the large relative error. This scatter is worst at a CaO content of approximately 15 wt-% where one group of data points is well below the best-fit line. Most of these data points were from one particular batch of master slag, but no reason could be found to account for this and justify discounting these results. Curves were found to be a better fit to the data than straight lines. The correlation coefficient R2 for the tin data was 0·65 for a straight line but 0·78 for the curve, and for copper the correlation coefficient was 0·79 for a straight line but 0·91 for the curve.
These results support the hypothesis that the tin and copper distribution ratios are, within experimental error, independent of the Fe/SiO2 ratio of the slag.
Activity coefficient of SnO(l) and CuO0·5(l)
The activity coefficient of SnO(l) in slag (γSnO(l)) can be derived from the values of the distribution ratio using a rearranged form of equation (3)
The equilibrium constant K is that for the oxidation reaction of tin to SnO, since this was shown to be the form of tin oxide present in these slags

The standard Gibbs free energy change shown is that used by Takeda and Yazawa (1989) and was accepted so that the results of this work could be directly compared to their results. The value of K at 1300°C is therefore 1·75×104. The term (nT) is the total moles of monocation species in 100 grams of slag and in this work it was 1·50±0·05 for all slags, while [nT] is the moles of copper in 100 g of copper i.e. 1·54. The exponent ‘x/2’ has a value of 0·5 for the oxide SnO.
Assigning a value to the limiting activity coefficient of tin in copper, γ°sn required a critical review of the literature, and the values found are given in Table 3.
Literature values for limiting activity coefficient of tin in liquid copper
Hager et al. (1970) used the Knudsen cell – mass spectrometer technique to determine the ion current ratio for tin and copper over a range of temperatures and alloy compositions. The limiting activity coefficient for tin was calculated using a modified Gibbs-Duhem equation. Nagamori and Mackey (1977) developed an equation for the limiting activity coefficient of tin as a function of temperature from the work of Hager, so their results are not independent experimental measurements. Azakami and Yazawa (1976) used the Knudsen effusion method to obtain a value which is almost twice that of Hager et al. (1970). Their results were later extrapolated by Takeda et al. (1983) to obtain a value at 1300°C. Neither Hultgren et al. (1973) nor Sigworth and Elliott (1974) gave any information on the method used to obtain their values for the limiting activity coefficient of tin. The value given by Hultgren is much lower than all other reported values and was discounted.
It is evident that the published data for the limiting activity coefficient of tin in molten copper is based on only two experimental determinations, which differ by a factor of about 2. The value of Takeda et al. (1983) was accepted to enable direct comparison of the present results for the activity coefficient of SnO(l) with those reported by Takeda et al. (1983). Substituting all values into equation (8), it follows that

This relationship was used to draw iso-activity coefficient lines for SnO(l) onto the copper saturated FeOx–CaO–SiO2 phase diagram over the limited range of Fe/SiO2 (w/w) ratios examined in this work, given as Fig. 9. The results of Takeda and Yazawa (1989) were also recalculated and plotted for comparison.
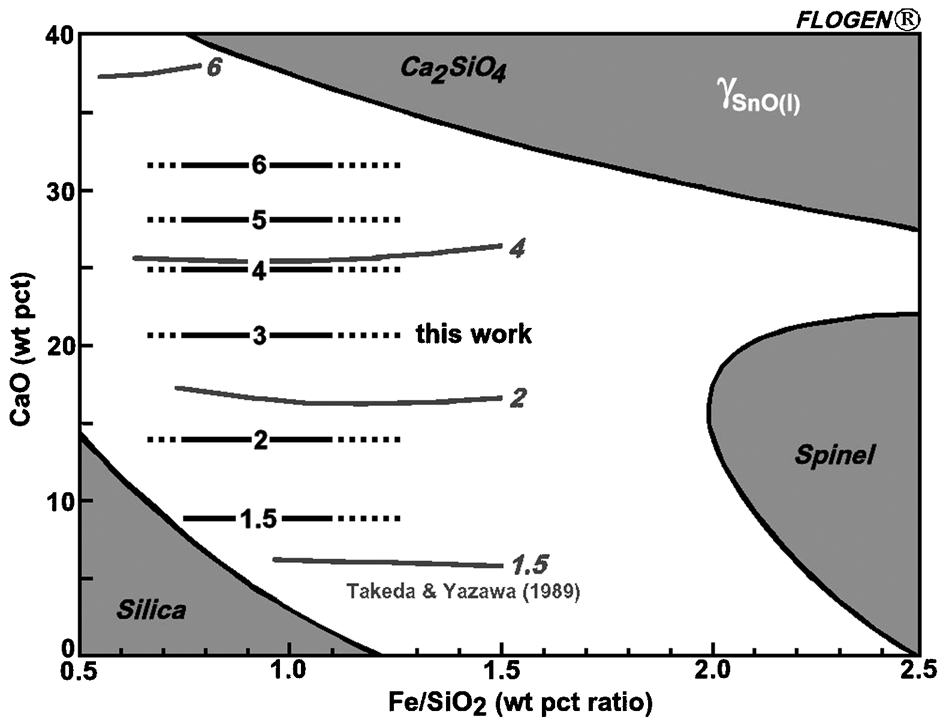
Calculated activity coefficient of SnO(l) from this work (in black) compared to that of Takeda and Yazawa (1989) (in grey) at 1300°C and an oxygen partial pressure of 10−8 MPa (10−7 atm)
The agreement is excellent below 25 wt-%CaO but there is some disagreement at the highest CaO contents. Given the experimental errors present both in this work and that of Takeda and Yazawa (1989), some discrepancies are to be expected. There is clearly a need for measurements at Fe/SiO2 (w/w) ratios approaching magnetite saturation.
The activity coefficient of CuO0·5(l) was also calculated for comparison with those of Takeda and Yazawa (1989) as a further test of the reliability of the present results. The Gibbs free energy data used by them was also used in this work

The value of K for this reaction was calculated to be 7·83 at 1300°C and when relevant values were substituted into equation (7)

The results of this work, and those of Takeda and Yazawa (1989), are given on Fig. 10 where it can be seen that the agreement is excellent, although Takeda and Yazawa report a greater dependence of the activity coefficient on the Fe/SiO2 ratio than observed in this work.
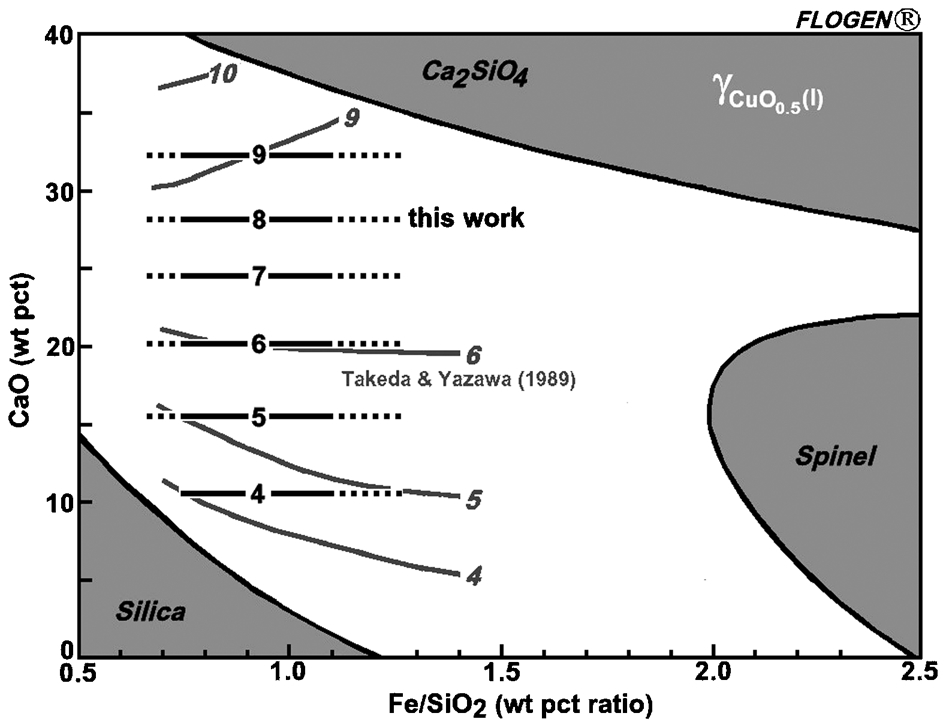
Calculated activity coefficient of CuO0·5(l) from this work (in black) compared to that of Takeda and Yazawa (1989) (in grey) at 1300°C and oxygen partial pressure of 10−8 MPa (10−7 atm)
In black copper smelting the preferred route for tin removal is to retain it in black copper until the converting stage, where it is then oxidised and volatilised to the waste gas. Under reducing conditions the slag/metal tin distribution ratio will be very small and the slag composition will have no significant effect on the recovery of tin to the black copper. However, under the oxidising conditions prevailing during converting it will be advantageous to employ a slag with a higher CaO content, constrained by operational conditions such as precipitation of solids in slag, oxygen partial pressure conditions, operating and liquidus temperature, costs etc. This will maximise the activity coefficient of SnO in the slag, and therefore increase the extent of volatilisation of SnO(g).
Conclusion
The need to develop efficient recycling/reprocessing methods for WEEE requires that more information be available on the behaviour of valuable elements during WEEE during smelting.
In this work the distribution ratio of tin between FeOx-CaO–SiO2 slags and copper was examined at an oxygen partial pressure of 10−8 MPa (10−7 atm) and at 1300°C. It was found that it was unaffected by the Fe/SiO2 ratio of the slag but strongly dependant on the CaO content. The higher the CaO content the lower the slag/metal distribution ratio and, consequently, the greater the activity coefficient of SnO(l) in slag. Iso-distribution ratio lines and iso-SnO(l) activity coefficient lines were presented on the copper saturated FeOx–CaO–SiO2 phase diagram. It was concluded that tin recovery during WEEE processing in a black copper smelter would be improved by using slag with high CaO contents, within limiting operational constraints.
Footnotes
Acknowledgements
This work was performed as part of the doctoral thesis of one of the authors (Anindya, ![]() ). The authors wish to acknowledge the financial support provided by an Australian Government ARC Linkage Grant LP0776721 and thank the Head of the School of Civil, Environmental & Chemical Engineering at RMIT University for the provision of the facilities needed to carry out the work. They also thank Mr. Gordon Percival at Outotec Pty Ltd, Dandenong, Australia, for the chemical analysis of all samples.
). The authors wish to acknowledge the financial support provided by an Australian Government ARC Linkage Grant LP0776721 and thank the Head of the School of Civil, Environmental & Chemical Engineering at RMIT University for the provision of the facilities needed to carry out the work. They also thank Mr. Gordon Percival at Outotec Pty Ltd, Dandenong, Australia, for the chemical analysis of all samples.