
Abstract
The reduction behaviour of iron from low grade nickel laterite ore using a solid state deoxidisation method was investigated. The results showed that the αFeO was strongly influenced by the reaction temperature in both gas–solid and solid–solid reduction processes, and a higher temperature was more favourable for iron reduction, but the conversion percentage decreased when a gaseous reductant was used at 850°C because of phase transformation. The conversion percentage of Fe2O3 to FeO first increased and then decreased with increasing reduction time. Because the reduction mechanism of nickel laterite ore is indirect, a higher αFeO (>75%) can be obtained by increasing CO and carbon content. In the gas–solid reduction process, a smaller particle size was beneficial to iron reduction. In the solid–solid reduction process, the conversion percentage first increased and then decreased with increasing CaO content. In both reduction processes, forsterite was found by XRD in the reduced ore, and the peak intensity of forsterite increased with increasing reduction temperature. SEM revealed that the nickel laterite ore was transformed from large granular and sandwich structures to small granular and flocculent structures during the reduction process.
Introduction
In recent years, there has been an increased focus on the utilisation of low grade nickel laterite ore, along with a growing demand for stainless steel and a declining supply of sulphide ores (Zhai et al., 2010). Among these sulphide ores, nickel laterite ore comprises 73% of the world's nickel resources and will be the dominant source of nickel in the future. With the continuous depletion of high grade nickel ores such as millerite and niccolite, nickel laterite ores have become the major source for the production of nickel metal. However, currently, only 42% of the world's production of nickel comes from nickel laterite ore because the concentration of nickel in the ore is low (Jungah et al., 2010). Therefore, in the long term, it will be necessary to optimise valuable metals extraction from nickel laterite ore.
Several investigations of nickel laterite ore reduction have been performed. For example, Olli (1995) studied the reduction of nickel laterite ore by H2 and CO containing gases in a horizontal tube furnace and in a laboratory scale fluidised bed reactor. The presence of sulphur has been found to markedly improve the Ni and Co recoveries from laterite ores by Valix et al. (2002). Reddy et al. (1995) analysed correlation of nickel extraction with iron reduction in oxidic nickel ore and obtained that more than 90% extraction of nickel about 50% of iron should be reduced to wustite. Li et al. (2009) completed a simulation study on the pre-reduction and calcination processing of nickel laterite ore with carbon to determine optimum conditions: reduction temperature of 950°C, reduction time of 80 min, CaO content of 35–50% and carbon content of 2·3%. Enriching metallic nickel from nickel laterite ore using a thermal carbon reduction magnetic separation process with activated carbon powder as the reductant was investigated by Xu et al. (2010). However, the optimum smelting process of nickel laterite ore for industrial production has been not found out until now.
In this study, the reduction of iron from low grade nickel laterite ore was performed using a solid state deoxidisation method, it will be necessary to study new smelting process of nickel laterite ore. Moreover, both gaseous and solid reductants were used, and the effects of reduction temperature, reduction time, CO content, carbon content, particle size and CaO content on the iron reduction were examined. The reduction behaviour of iron from nickel laterite ore were studied on a thermodynamic basis, using the conversion percentage and phase analysis.
Thermodynamic basis for iron reduction
In the process of the reduction of iron from nickel laterite ore, the main reactions of iron oxide to low valence iron oxide or metallic iron are shown as follows (Huang, 2010):
the reduction reactions of iron oxide by CO





The standard Gibbs free energies (ΔGΘ) of carbon oxide and iron oxides are shown in Fig. 1. As shown in this graph, the lowest temperature at the atmospheric pressure at which the Fe2O3, Fe3O4, FeO reduction by fixed carbon will occur is 276, 680 and 720°C. In addition, Fe2O3 and Fe3O4 are easily reduced by CO at the high temperature, FeO is easily reduced by CO at the low temperature.
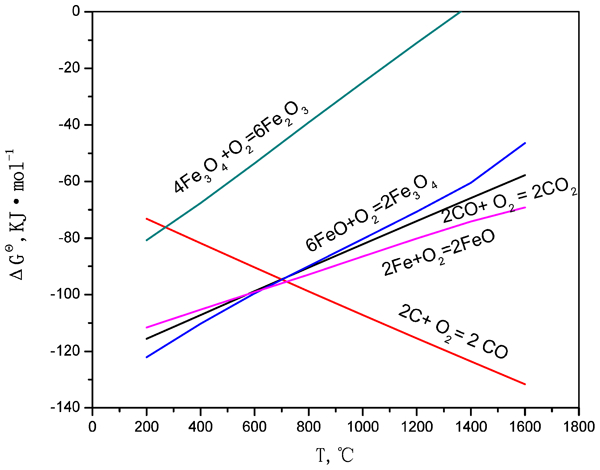
Standard free energy of formation (ΔGΘ) of carbon oxides and iron oxides
In the reduction process, the existing forms of iron oxides are complex, such as Fe2SiO4, decomposition pressure of which is low and stability of which is high, so can be reduced at high temperature. Based on indirect reaction of simple oxides and dissociation reaction of complex oxides, the standard Gibbs free energies (ΔGΘ) of complex iron oxides are obtained. For example, reduction of Fe2SiO4 to metallic iron can be stated (equation (8))

The reaction is decomposed into reaction (9)–(11)


According to thermodynamic calculation, the starting reduction temperature of Fe2SiO4 is 771°C, so the reduction of complex iron oxides is difficult.
Experimental
The chemical composition of low grade nickel laterite ore was analysed by chemical analysis. The XRD experiments were performed on a Japan Science D/max-R diffractometer apparatus with Cu Kα radiation (λ = 1·5406 Å), an operating voltage of 40 kV and a current of 40 mA. The diffraction angle (2θ) was scanned from 5 to 90°. The morphology and particle size were determined using scanning electron microscopy (SEM) on a Philip XL30 scanning electron microscope. Simultaneous differential scanning calorimetry (DSC) and thermogravimetric (TG) analysis were performed on a NETZSCH STA 449F3 unit under a nitrogen atmosphere, at a heating rate of 10°C min−1.
Nickel laterite ore contains a large amount of water, with a moisture content on a dry basis of up to 50%, in the form of adsorbed and crystallised water. Calcination was performed at 650°C in a corundum crucible within a muffle furnace for 1 h. Calcined nickel laterite ores were ground to a 100 mesh -size using a laboratory scale ball mill. The sample was then screened using a sieve and granulated according to the experimental requirements.
The reduction of iron from low grade nickel laterite ore was performed in a fixed bed apparatus, as shown in Fig. 2. In the reduction process using a gaseous reductant, gases, which included CO and CO2, were passed into the reactor using a mass flow meter. The reduction procedure involved flushing the tube with nitrogen prior to heating. Reducing gases were then metered into the tube while it was heated to the required temperature. After the reduction was completed, nitrogen was metered into the reactor while it was cooled. In the reduction process using a solid reductant, anthracite (the reductant) and the ore powder were uniformly mixed in a glass container and were then added to a fixed bed apparatus. The temperature was kept for limited time when it reached the reduction temperature of nickel laterite ore, and then nitrogen was metered into the reactor while it was cooled. The carbon content was determined based on the amount of anthracite added.
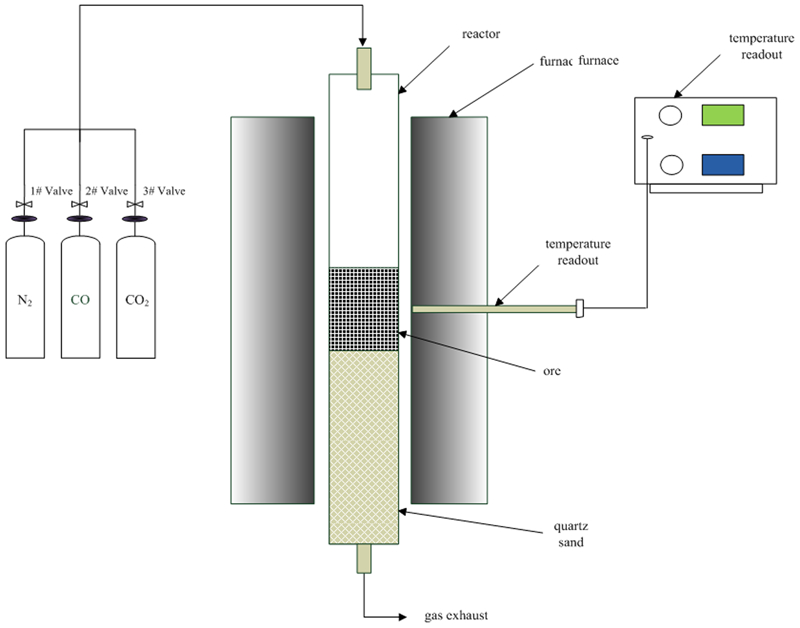
Schematic diagram of reduction apparatus
Based on thermodynamics analysis of nickel laterite ore reduction, it is difficult to complete reduction of FeO by CO above 620°C, and FeO is the primary crystalline phase in reduced nickel laterite ore. In fact, the samples were analysed by chemical separation and instrumental analysis. The content of metallic iron is very low in reduced nickel laterite ore, and even which can not be tested, so iron reduction behaviour was investigated by the conversion percentage of Fe2O3 to FeO (αFeO), and which was calculated using the following formula
Results and Discussion
Characterisation of raw nickel laterite ore
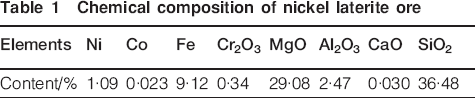
The chemical composition of the raw nickel laterite ore is shown in Table 1. The ore contained approximately 1·09 mass-%Ni, 9·12 mass-%Fe, 2·47 mass-%Al2O3, 37·6 mass-%SiO2 and 29·08 mass-%MgO, which is typical of low grade nickel laterite ore combined with lizardite. The ultimate analysis of anthracite is shown in Table 2. The anthracite contained approximately 87·43 mass-%C, 2·89 mass-%H, 1·08 mass-%O, 1·63 mass-%N and 0·35 mass-%S. Anthracite is not pure carbon, but carbon content of anthracite is very high.
Chemical composition of nickel laterite ore
Ultimate analysis of anthracite
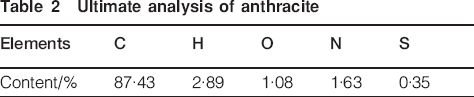
Figure 3 shows the XRD pattern of the nickel laterite ore. X-ray diffraction analysis indicated that lizardite [(Mg, Al)3[(Si, Fe)2O5](OH)4], quartz [SiO2] and hematite [Fe2O3] are the primary crystalline phases. Goethite was not detected in this sample, indicating that adsorbed water was removed from the nickel laterite ore, changing goethite to hematite through heating (Jungah et al., 2010).
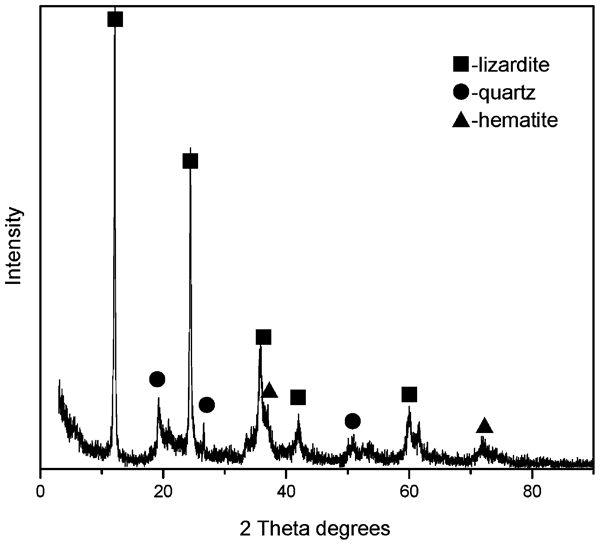
X-ray diffraction patterns of nickel laterite ore
TG/DSC was used to determine the thermal properties of nickel laterite ore, as shown in Fig. 4. As a result of the endothermic and exothermic processes, two main peaks were observed in the DSC thermogram. The first main peak at 610°C is the result of the removal of crystallised water from lizardite, which corresponds to a weight loss of 9·6%. Lizardite also decomposes to form an amorphous magnesium silicate phase. The second main peak at 820°C is the result of a change in structure, which corresponds to a phase transformation from lizardite to forsterite (Flavio, 1992).
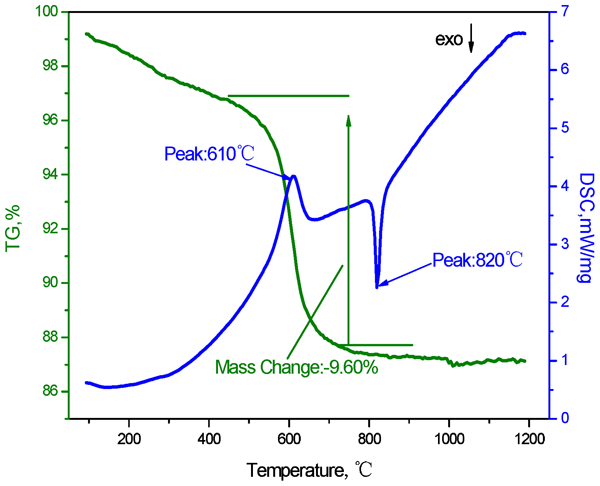
Thermogram for nickel laterite ore
Figure 5 shows the SEM images of nickel laterite ore. The internal structure of the nickel laterite ore is loose, which is favourable for water storage. Sandwich and granular structures were also found. The sandwich structure is thick, and the edges and corners are composed of granular structures. Mineralogical analyses have revealed that nickel laterite ore is mainly composed of lizardite in a sandwich-like morphology and quartz in an irregular hexagonal granular structure.
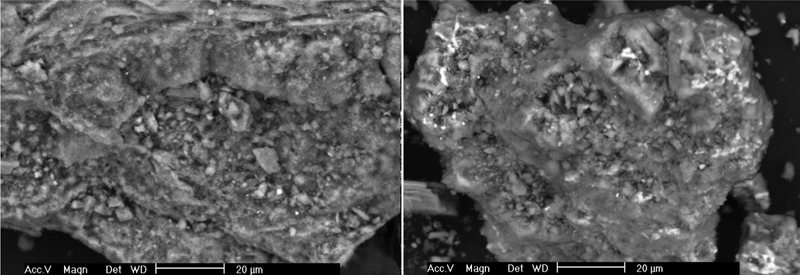
Image (SEM) of nickel laterite ore ×2000
The reduction of iron from nickel laterite ore using a gaseous reductant
Effect of reduction temperature
Based on the gradual reaction principle, the reduction process of iron oxides included three stages above 570°C: Fe2O3→Fe3O4→FeO→Fe, the reduction temperature was varied in the range of 600 and 1000°C. Figure 6 shows conversion percentage of Fe2O3 to FeO as a function of reduction temperature. The conversion percentage generally increased with increasing reduction temperature, and conversion percentage is 82% at 1000°C. When CO content was a certain value, increasing reduction temperature was favourable for the transformation of Fe2O3 to FeO. A slight decrease in the conversion percentage was observed at 850°C, which can be attributed to the phase transformation of lizardite–forsterite (Flavio, 1992), then increasing the reduction temperature (>850°C) was favourable for the reduction reaction.
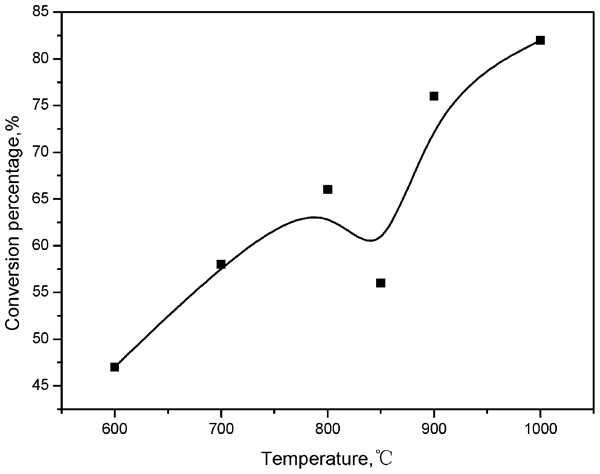
Conversion percentage of Fe2O3 to FeO as function of reduction temperature (experimental conditions: CO content, 30%; reduction time, 30 min)
Effect of reduction time
The reduction time had a strong influence on conversion percentage of Fe2O3 to FeO, as shown in Fig. 7. The conversion percentage increased with an increase in the reduction time but decreased slowly as the time increased above 50 min, which can be attributed to the formation of fayalite. Fayalite generally increased with increasing reduction time, so the reduction of iron oxides was inhibited. The maximal αFeO was ∼72% when the reduction time was 50 min. The reduction reaction of nickel laterite ore belongs to gas–solid reaction, which consist of three steps including external diffusion, internal diffusion and interfacial chemical reaction (Hua, 2004). A decrease in the reduction time does not allow the reaction to proceed fully, resulting in a decrease in the conversion percentage of Fe2O3 to FeO.
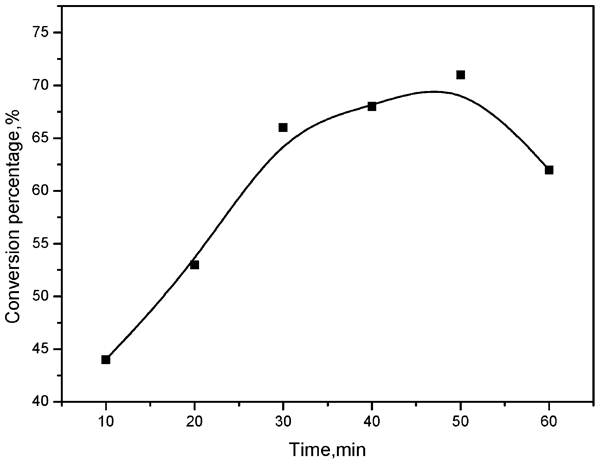
Conversion percentage of Fe2O3 to FeO as function of reduction time (experimental conditions: CO content, 30%; reduction temperature, 800°C)
Effect of CO content
A mixed gas of CO and CO2 was selected as the gaseous reductant for this reduction process (CO%+CO2% = 100%). As shown in Fig. 8, the conversion percentage of Fe2O3 to FeO increased rapidly with increasing CO content, with a maximal αFeO of 71%. However, the conversion percentage leveled off above a CO content of 30%, but did not change significantly when the CO content was increased beyond 3%. Fe2O3 can be transformed into Fe3O4 by the low CO content, and Fe3O4 can be transformed into FeO by the high CO content (Li et al., 2012). Based on thermodynamics analysis of nickel laterite ore reduction, transforming Fe3O4 to FeO carried out completely at a CO content of 30% for 800°C (Guo et al., 2004), and the increasing reduction time had a weak influence on the conversion percentage of Fe2O3 to FeO.
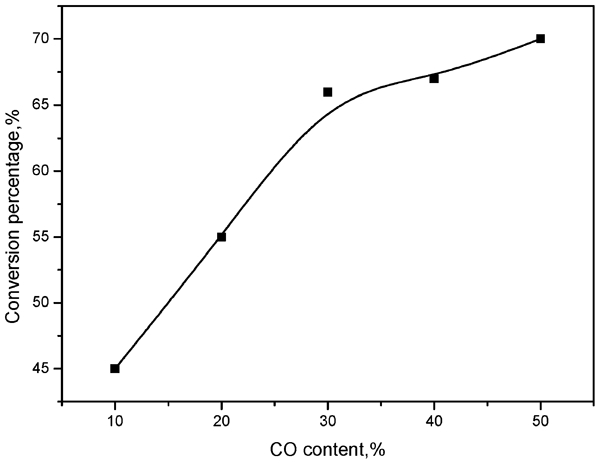
Conversion percentage of Fe2O3 to FeO as function of CO content (experimental conditions: reduction time, 30 min; reduction temperature, 800°C)
Effect of particle size
The particle size was selected on the research, including 4·00, 2·00, 0·850, 0·425 and 0·250 mm. Figure 9 shows conversion percentage of Fe2O3 to FeO as a function of particle size. The conversion percentage decreased with an increase in the particle size. The maximal αFeO was ∼68% when the particle size was 0·250 mm. In the reduction process, particle size of nickel laterite ore had a strong influence on the conversion percentage of Fe2O3 to FeO. The specific surface area of nickel laterite ore increased with decreasing particle size, which was favourable for adsorption reaction of reductant, promoting iron oxides reduction. However, particle size was too small, permeability of material layer become worse, and resistance of external diffusion increased. A porous FexO is formed during the Fe2O3 reduction process, accompanying with lattice deformation. Treated by a further reduction, Fe3O4 will transform to FexO, and its lattice aberration and inner holes become smaller. The relative dense structure becomes hard to reduce (Huang, 2010). The reducibility of nickel laterite ore was influenced by particle size and determined by porosity.
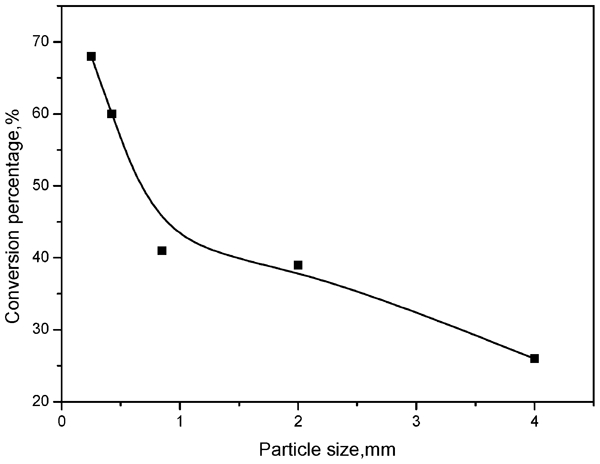
Conversion percentage of Fe2O3 to FeO as function of particle size (experimental conditions: reduction time, 30 min; reduction temperature, 800°C; CO content, 30%)
The reduction of iron from nickel laterite ore using a solid reductant
Effect of reduction temperature
Figure 10 shows conversion percentage of Fe2O3 to FeO as a function of reduction temperature. The reduction temperature had an obvious influence on the conversion percentage of Fe2O3 to FeO, as the αFeO increased with an increase in the reduction temperature. The conversion percentage of Fe2O3 to FeO was less than 45% below 800°C and the conversion percentage of Fe2O3 to FeO was higher than 65% above 800°C, but the effect of reduction temperature on the conversion percentage decreased. The reaction for transforming Fe3O4 to FeO was endothermic reaction, increasing the reduction temperature was favourable for the reduction reaction (Zhai et al., 2000). However, the decrease in the conversion percentage at 850°C was unexpected because of the solid–solid reaction, which was not affected by the phase transformation, improving the conversion percentage.
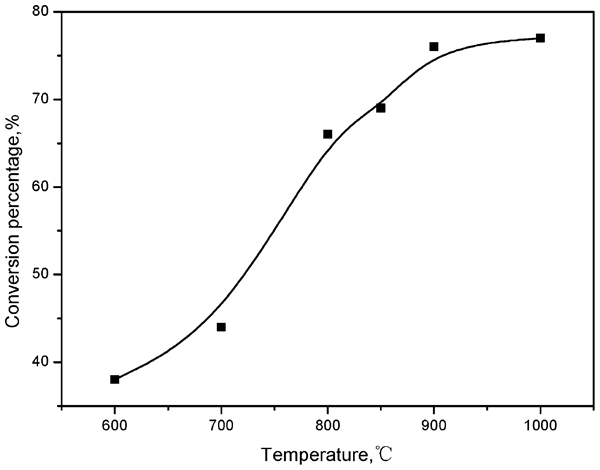
Conversion percentage of Fe2O3 to FeO as function of reduction temperature (experimental conditions: carbon content, 3%; reduction time, 60 min)
Effect of reduction time
The effect of the reaction time on the conversion percentage of Fe2O3 to FeO as a function of reduction time is shown in Fig. 11. The conversion percentage increased with an increase in the reduction time but decreased slowly as the time increased above 60 min. The maximal αFeO was ∼76% when the reduction time was 60 min. In the process of iron oxides reduction, Boundouard reaction can carry out, solid–solid reaction was slowly transformed to gas–solid reaction. With increasing reduction time, a large number of FeO were formed, increasing internal interspace, promoting diffusion of CO in mineral (Li et al., 2011). When reduction reaction was completed, conversion percentage decreased with increasing reaction time. In initial stage of pre-reduction, the reduction of Fe2O3 was carried out at oxidizing atmosphere, reduction rate was more fast than oxidation rate, and the conversion percentage increased continuously; then fixed carbon was consumed, indicated that reducing atmosphere and reduction rate decreased and also oxidation rate increased, and the conversion percentage reached the maximum value when the reaction rate reached equilibrium; in later stage of pre-reduction, fixed carbon was consumed completely, indicated that oxidation rate was more fast than reduction rate, and the conversion percentage decreased.
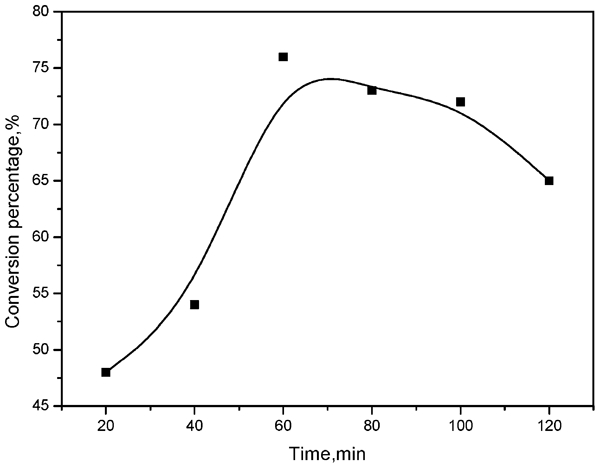
Conversion percentage of Fe2O3 to FeO as function of reduction time (experimental conditions: carbon content, 3%; reduction temperature, 900°C)
Effect of carbon content
In this experiment, anthracite was selected as the solid reductant and was ground to increase the surface area and promote contact surface with the ore. As shown in Fig. 12, the αFeO increased rapidly with an increase in the carbon content but did not change significantly when the carbon content was increased beyond 3%. The reduction of iron oxides mainly depended on indirect reduction of Boundouard reaction, and then oxygen potential of gas phase was reduced by carbon particles round oxides in the reduction process, increasing partial pressure of CO, promoting diffusion exchange and strengthening effect of reduction reaction. However, carbon content was too high, a large number of carbon deposition were formed at mineral surface, hindering reduction reaction, influencing effect of reduction and causing waste of reductant (Rao, 1971). It is necessary that the optimal amount of reductant is determined.
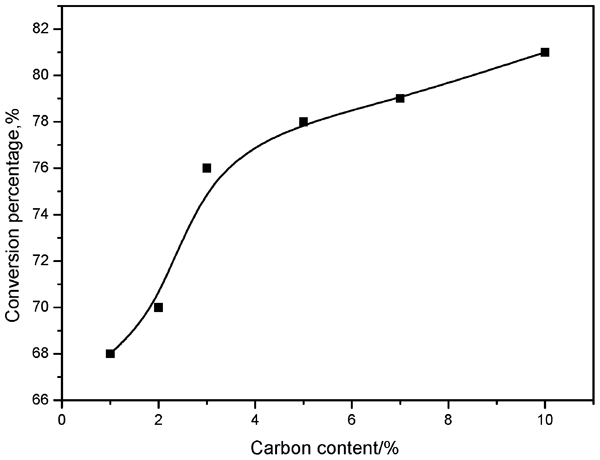
Conversion percentage of Fe2O3 to FeO as function of carbon content (experimental conditions: reduction time, 60 min; reduction temperature, 900°C)
Effect of CaO content
The reduction process of nickel laterite ore is multiphase reaction process, that is ‘adsorption- solid state reaction- autocatalysis’, according to alkaline oxide effect, the reactions by adding CaO are shown as follows (Mei et al., 1997)




The effect of adding CaO is to improve activity of iron oxides, FeO is replacemented from fayalite and hercynite, improving conversion percentage of Fe2O3 to FeO. Adding CaO decreased the beginning temperature (from 771 to 503°C). Figure 13 shows conversion percentage of Fe2O3 to FeO as a function of CaO content. The αFeO first increased and then decreased with increasing CaO content. The maximal αFeO was ∼81% when the CaO content was 15%. However, when the CaO content was excessive, the effective specific surface area for the reduction reaction of nickel laterite ore with anthracite decreased, and the reduction reaction was hindered. The use of CaO as an additive decreased bonding strength of Fe–O and increased bonding strength of H–O, then decreasing the activation energy of the reaction and improving the reduction reaction of nickel laterite ore (Zhang et al., 2008).
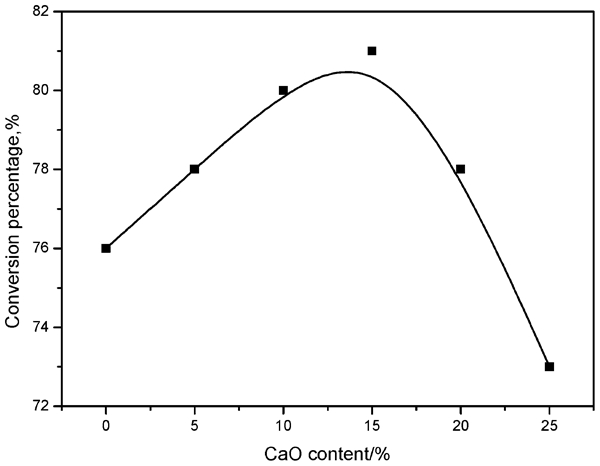
Conversion percentage of Fe2O3 to FeO as function of CaO content (experimental conditions: carbon content, 3%; reduction time, 60 min; reduction temperature, 900°C)
Characterisation of reduced nickel laterite ore
Phase composition of reduced nickel laterite ore
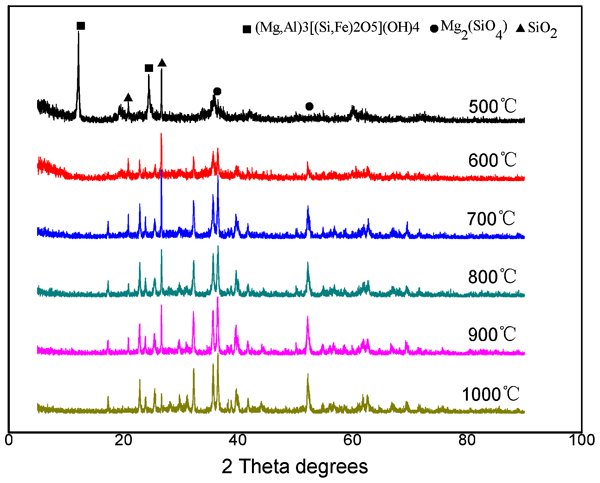
X-ray diffraction patterns of reduced nickel laterite ore at different temperatures by CO are shown in Fig. 14. The diffraction peaks of the product match with the standard diffraction peaks of forsterite [Mg2(SiO4)] and quartz [SiO2]. The key feature of this result was the transformation of magnesium hydrosilicate to the forsterite phase in the reduced nickel laterite ore. The diffraction peaks of forsterite appeared at 600°C, and then the peak intensity of forsterite increased with increasing reduction temperature, it is shown that increasing temperature is favourable for formation of forsterite (Valix et al., 2002).
X-ray diffraction patterns of reduced nickel laterite ore at different temperatures by CO
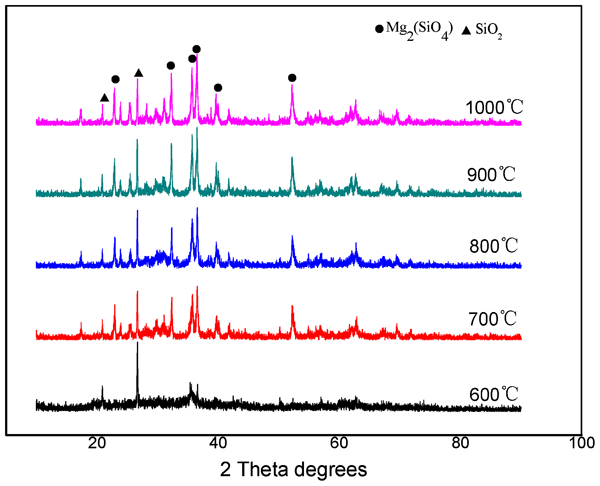
X-ray diffraction patterns of reduced nickel laterite ore at different temperatures by C are shown in Fig. 15. The diffraction peaks of the product match with the standard diffraction peaks of lizardite [(Mg, Al)3[(Si, Fe)2O5](OH)4], forsterite [Mg2(SiO4)] and quartz [SiO2]. The diffraction peaks of lizardite was obvious at 500°C, but the peak of lizardite disappeared and the peak intensity of forsterite increased with increasing reduction temperature, then forsterite become the primary crystalline phase. Additionally, no crystalline wustite structures were observed, suggesting that the structure of wustite is predominately amorphous, or its concentration is below the detection limit.
X-ray diffraction patterns of reduced nickel laterite ore at different temperatures by C
Morphology analysis of reduced nickel laterite ore
The SEM images of reduced nickel laterite ore are shown in Fig. 16. The surface morphology of the reduced ore was changed relative to the raw ore (Fig. 5). Large granular and sandwich structures were clearly seen in raw ore, but small granular and flocculent structures were observed when the reduction process was completed. The results showed that the specific surface area increased and the size of particles decreased, both of which were beneficial to the reduction of iron from low grade nickel laterite ore.
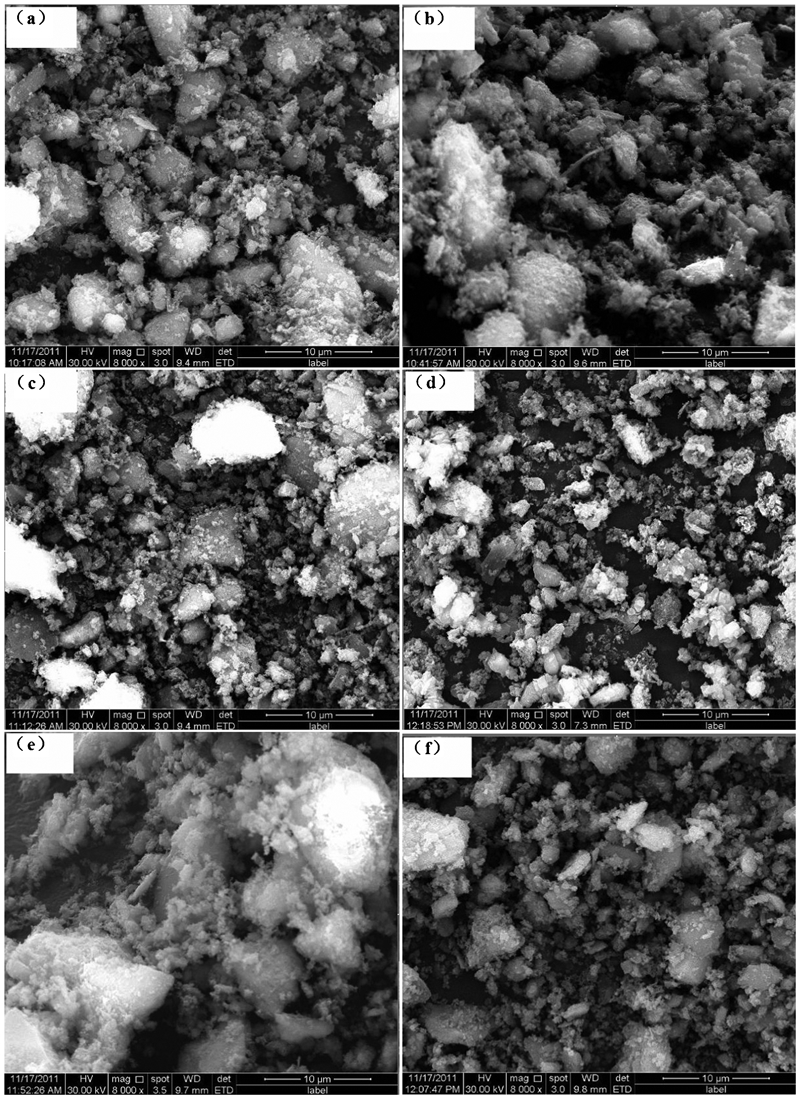
Images (SEM) of reduced nickel laterite ore at different temperatures by CO: a 600°C; b 700°C; c 800°C; d 850°C; e 900°C; f 1000°C
Conclusion
The content of metallic iron is very low in reduced nickel laterite ore, and even which can not be tested, so the reduction behaviour of iron was investigated by the conversion percentage of Fe2O3 to FeO (αFeO). The results for the gas–solid reduction process showed that the conversion percentage of Fe2O3 to FeO increased with increasing reaction temperature and time, but decreased abruptly at a temperature of 850°C and decreased slowly as the time increased above 50 min. The αFeO increased with increasing CO content and αFeO decreased with increasing particle size initially, and then remained steady with further increases. In the solid–solid reduction process, similar influences of reaction temperature and carbon content on the conversion percentage were observed. A reaction time of 60 min and a CaO content of 15% corresponded to the maximal αFeO. During the reduction process, forsterite was formed, and the peak intensity of forsterite increased with increasing reduction temperature. The surface morphology of nickel laterite ore was also improved by the reduction process, and the specific surface area increased and the size of particles decreased.
Footnotes
Acknowledgements
The project was sponsored by Applied Basic Research Program of Yunnan Project (no. KKSY201252137) and the National Natural Science Foundation of China (no. 51304091).