
Abstract
Iron ore sintering is the most popular process used to produce a suitable feed for the blast furnace. With changing iron ore supplies and composition, steel mills have to continually adjust the blended ore mix composition to the sinter plant. To help decision making in this area, and also obtain increased understanding of the process to allow improvements in sintering operations, laboratory-scale sinter pot tests are conducted. The use of a pot for routine testing and for research is discussed. When used as a research tool, the experimental approach used to simulate a plant will have to be modified to facilitate the interpretation of results. Airflow rate through a bed is a critical parameter and this paper highlights the important relationship between post- and pre-ignition airflow rates and also the effect of changing bed suction and coke level in the sinter mix.
Introduction
The ironmaking blast furnace (Biswas, 1981; Peacey and Davenport, 1979) is a counter-current reactor in which reducing gases, produced by reaction of the injected oxygen-rich air with coke in the tuyere zone of the furnace, flow upwards and react with a bed of lumpy iron-bearing solids and coke particles introduced from the top. At the bottom of the furnace, where temperatures are in excess of 1400°C, liquid iron and a slag carrying the gangue minerals are tapped out of the furnace. The rate of liquid iron production is strongly influenced by the efficiency of the solid–gas iron oxide reduction process. Essentially, this means that the particulate bed in the furnace must be permeable and fine iron ores (nominally less than 6·3 mm) cannot be charged directly into the furnace. Sintering (Ball et al., 1973) is the most popular method used around the world to convert fine ores into a coarse agglomerate. For many furnaces, the main iron-bearing material is sinter and usage levels of 80%, the others being pellets and selected lump (>6·3 mm) iron ores, are common.
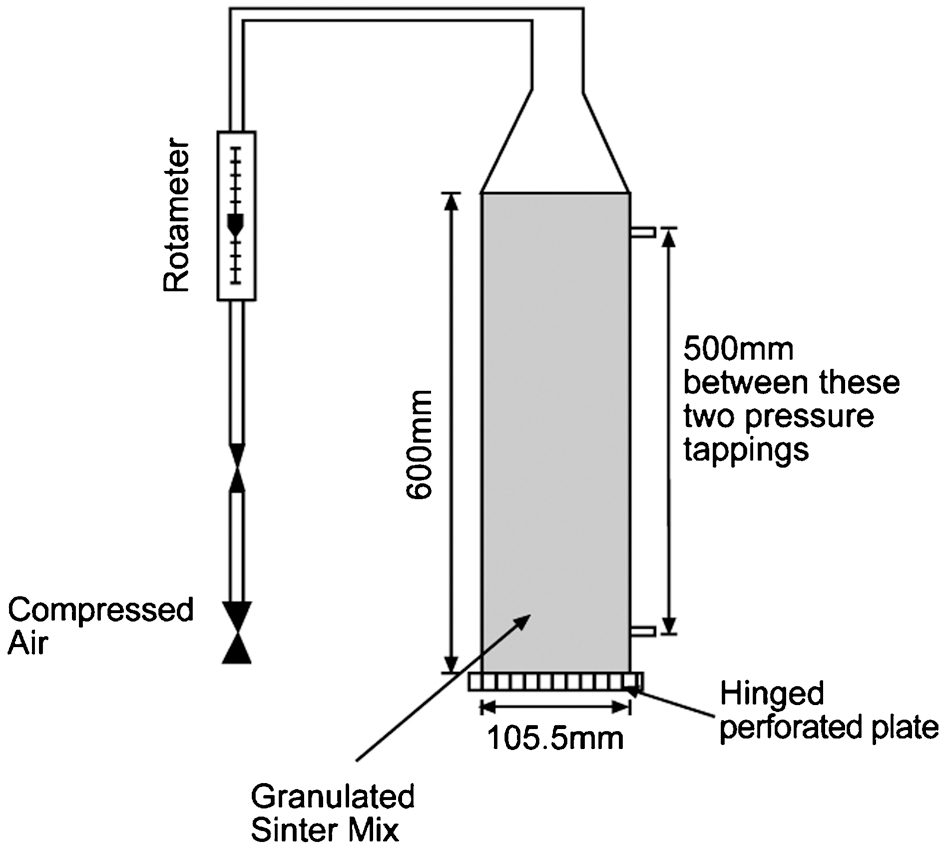
Iron ore sintering is a continuous process carried out on a strand (Ball et al., 1973). Figure 1 shows a schematic cross-section of the strand. The feed is laid down at one end of the strand as a packed particulate bed. Typically the feed comprises a range of iron ore fines, fluxes (limestone for CaO, and dolomite and/or serpentine for MgO), fine coke (nominally <3 mm), plant fines/dusts containing iron units and recycled fine sinter. Fluxes are added because sinter carries the lime and magnesia required by the furnace for the formation of a slag of acceptable viscosity for tapping and removal of impurities e.g., sulphur (Biswas, 1981; Peacey and Davenport, 1979).
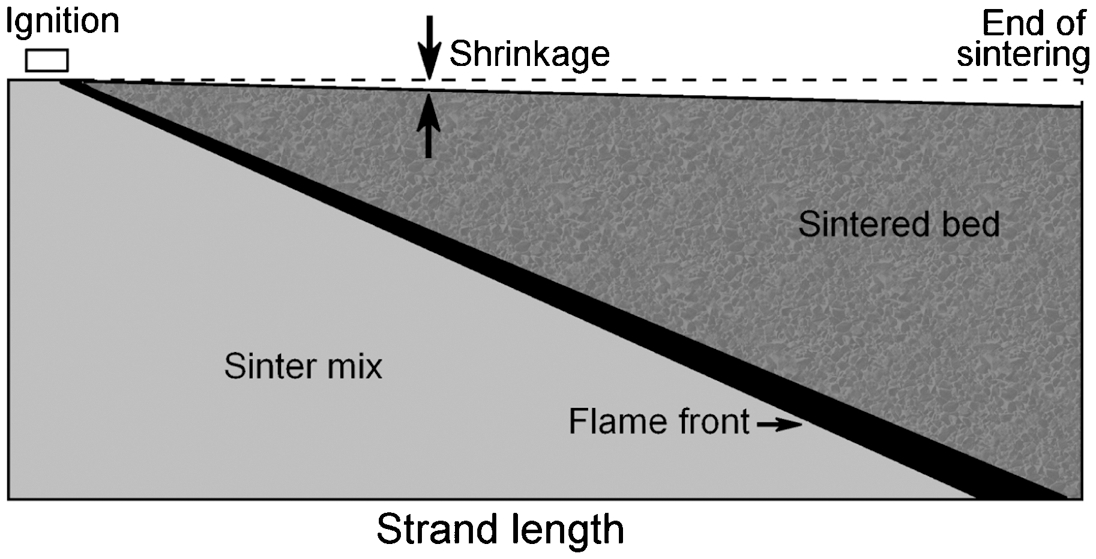
Schematic cross-section of a sinter strand
On forming the bed, the surface temperature is raised to greater than 1000°C under an ignition hood (Fig. 1). This initiates the combustion of coke particles in the surface layer. Heat is generated, and the formation of melt causes the sinter mix to coalesce, and agglomerate on cooling. The stream of air, drawn down the bed by fans, causes coke particles in the bed to burn sequentially, and this forms a descending flame front. Granulation (Waters et al., 1989) is used to coarsen the sinter mix before charging onto the strand to ensure that airflow through the bed is acceptable. Very simply granulation involves spraying water onto a cascading sinter mix in a large drum. The finer particles (<0·25 mm) adhere onto larger particles, bridged at contact points by tiny water lenses (Waters et al., 1989). At the strand discharge end, the sintered bed breaks up and is also crushed. Particles greater than around 5 mm are deemed suitable furnace feed while undersized material is recycled back into the sinter mix.
Over the last two decades, the authors have been studying the fundamentals of the sintering process using laboratory-scale investigations. This series of three papers focuses on summarising our more recent understanding of the different test requirements for research and standard programmes, the important controlling parameters, and the vital role of the flame front and the high-temperature regions close to the front. Results from the authors’ published papers, unpublished results from the re-evaluation of reported laboratory tests and new test results are presented in these three papers.
Laboratory simulation studies
Commercial sinter strands with a width of 5 m and length of 80 m are not uncommon. Bed heights typically range from 0·5 to 1·0 m. The suction applied at the bottom of the bed will be a function of bed height and can be as high as 20 kPa. In Fig. 1, the position of the flame front is illustrated as a function of distance from the ignition hood down the strand. If a fixed thin vertical section along the width of the bed is considered, the flame front can be viewed as descending downwards with time. The speed of the strand is determined by the time required for the flame front to reach the bottom of the bed. Fast flame front and strand speeds mean that sinter production rate is high. However, a fast flame front also means reduced residence time at high temperatures, which can result in weak sinter. If this happens, the fraction of competent sinter product suitable for blast furnace use could decrease.
Pilot-plant simulation of the process
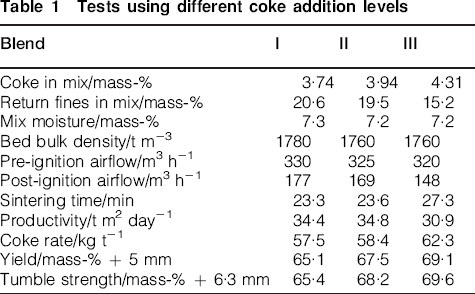
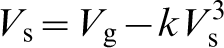
The sintering process can be simulated in the laboratory by a stationary ‘sinter pot’ (Loo, 1991a; Khosa et al., 2003; Ooi et al., 2011). The sinter mix is loaded into a slightly tapered cylindrical pot, to facilitate discharge of the sintered bed and then ignited at the top (typically, for 90 s at 6 kPa suction) while air is drawn down through the bed. Figure 2 shows a pot just after ignition. Suction is then increased to values ranging from 12 to 20 kPa. The time required for the flame front to establish and travel through the bed, from the commencement of bed ignition to the waste (or bed exit) gas reaching peak temperature, is termed the ‘sintering time’. This value is used in the calculation of sinter productivity. The sintered cake, typically weighting 40–80 kg (depending on pot diameter and bed height), is then stabilised by dropping four times from 2 m. This process, simulating breakdown during transport and handling, results in a predominantly <40 mm product. After screening, particles larger than this size are reduced in a jaw crusher. The cutoff size deemed too fine for blast furnace use is typically 5 mm.

A sinter pot photograph taken not long after ignition. The pot has inserted thermocouples for the determination of temperature–time profiles and the airflow measurement hood is behind the pot on the right
As the undersize is sent back and incorporated into the sinter mix, the amount of return fines in the sinter mix should be similar in mass to the 5 mm fraction generated after stabilisation. In a laboratory sinter pot test this requirement is termed a ‘return fines balanced operation’. Generally, a ratio of the two return fines values within the region of 0·95–1·05 is considered acceptable. The mass of the 5–40 mm fraction is considered the product of the sinter test and sinter yield is the ratio of this to the total mass of sinter produced. To assess the fuel requirement of the process, the mass of coke required to produce 1 t of blast furnace sinter is used. As expected, this value, termed coke rate, is influenced by sinter yield. Sinter productivity can be calculated from information on pot cross-sectional area, sintering time and yield and is expressed as tonnes of blast furnace sinter produced per day on a square metre of strand. Coke rate and productivity are two important performance indicators used in sintering fraternity.
Laboratory sintering programmes are usually targeted at determining changes with respect to a base case (Loo, 1991b; Loo et al., 1994; Yang and Witchard, 1998). To determine the effect of increasing the proportion of one ore component at the expense of the others, the base blend is tested first under simulated plant conditions (e.g., matching bed height and suction across the bed) to acquire base data. The new blend is then tested to determine the conditions required to produce sinter of equivalent strength under a return fines balanced condition and, possibly, at the same productivity. Coke level in the sinter mix or the amount of water used in granulation may have to be altered. With this information, plant operators are able to anticipate changes and introduce measures to optimise the performance of the new blend.
Interpreting test results
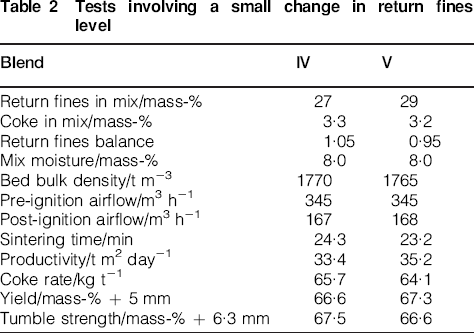
The difficulty and complexity involved in interpreting sinter pot test results is best illustrated by examples. Table 1 shows three sets of results obtained under return fines balanced condition. The tests are aimed at understanding the effects of increasing the coke content of a given sinter mix. Blend I had a coke level of 6·0 mass-% on an ore basis and is the base case. The level of coke was then increased to 6·25 and 6·50 mass-%. With increased coke, higher temperatures are obtained, and this resulted in increased yield and tumble strength. As a consequence, the level of return fines in the mix decreased for Blend II and even further for Blend III to achieve return fines balanced operation. As shown in Table 1, the increases in coke addition on a total mix percentage basis, from 3·74 to 3·94 to 4·31 mass-%, are larger than the equivalent expressed on ore basis because of lower return fines addition levels. Clearly, it is these values that should be used to compare heat generation in the three beds during sintering.
Tests using different coke addition levels
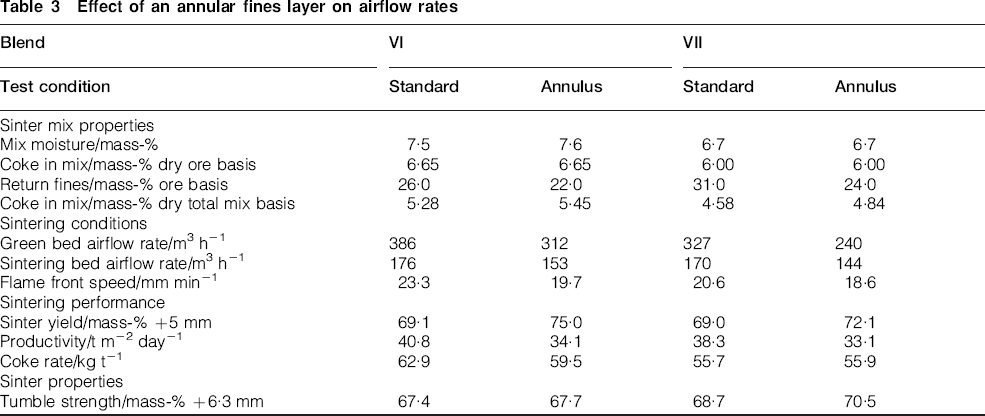
Another example of the complexity of sinter pot tests is given in Table 2. Blend IV had 27 mass-% return fines in the sinter mix. This level was then increased to 29 mass-% for Blend V. The return fines balance for both tests are in the acceptable range of 0·95–1·05. This small increase in return fines level means that the coke level in the sinter mix had dropped slightly. As a result of the slight drop in flame front temperatures, airflow rate during sintering increased slightly, resulting in decreased sintering time and increased productivity but decreased sinter tumble strength. The yield for the test that produced the stronger sinter is lower and shows that the proportional relationship between these two parameters (e.g., as demonstrated in Table 1) may not always hold. Strength is measured on the sinter fraction deemed suitable for blast furnace use but yield quantifies fines generation from the entire sintered bed during stabilisation. It is also important to note that return fines contain fluxes, have been through the sintering cycle and responds to high temperatures in a different manner to raw ores and flux particles.
Tests involving a small change in return fines level
Sintering research
The results in Tables 1 and 2 illustrate the difficulty in interpreting return fines balanced tests. As in any area of research, test results are greatly simplified through taking the ‘alter one variable at time’ approach. In sintering, when this involves fixing the levels of return fines and coke addition in the mix, sinters of constant strength cannot be produced nor can all the tests achieve return fines balance. It is clear that no single experimental methodology can satisfy the requirements of plant simulation and research.
Laboratory pot tests are not widely used for fundamental research because capital and operating costs are high. A survey of the literature shows that significant research activities are carried out using bench-scale furnaces and analogue sinter mixes. It is important to emphasise that no bench-scale study can meaningfully simulate the sintering process or provide important information such as sinter plant productivity or coke rate, as both are dependent on physical parameters like suction, airflow rates, flame front speed and sinter strength.
Airflow determination
The determination of airflow rates is the major focus of this section as it is a critical parameter in sintering. The location to measure airflow through the bed is an important consideration. Other than during the ignition period, air is drawn through the top bed surface at ambient conditions. It leaves the bed at the bottom, as waste gas, carrying significant water and its temperature also rises over the sintering period. The highest temperature reached will be when the flame front has reached the bottom of the bed. Clearly, measuring airflow at the waste gas pipe over the sintering period is not a good option because of changing temperatures and unfavourable conditions.
In our studies, pre- and post-ignition airflows were measured at the same position to enable a direct comparison of the two values. This was done by using a specially designed hood, which rests on top of the sinter pot. The hood has a long cylindrical pipe section carrying a hot wire anemometer (Loo and Leaney, 2002; Loo and Hutchens, 2003). Air flowing through the pot before ignition is measured. During the ignition period, airflow cannot be determined. However, at the end of this period, the ignition hood is quickly pushed out of position and the airflow measurement hood returned back to the top of the pot. From then on, airflow values are logged continuously till the end of sintering. Reported post-ignition airflow rates are averaged values, determined over a large part of the sintering period (details are given in Loo and Leaney, 2002).
In a pot, the wall area in contact with the sinter mix is relatively large and the ingress of air around this region is significant. This is particularly true when significant radial shrinkage accompanies the conversion of the mix into sinter and the bed pulls away from the pot wall. To counteract the ingress of air, a thin annular layer of free flowing fine iron ore (<2·0 mm) is introduced between the pot wall and the sinter mix. This procedure has been described in detail in an earlier publication (Loo and Hutchens, 2003).
All the tests reported in Tables 1 and 2 incorporate annular fines layers. The pre-ignition airflow rates of the three tests in Table 1 have quite comparable values. It is possible that increasing coke caused a slight deterioration in granulation efficiency. However, the major effect of increased coke is higher flame front temperatures and increased the flame front resistance (to the passage of air through it) and this caused a decrease in post-ignition airflow rates, from 177 to 148 m3 h−1. As a result of lower post-ignition airflow rates, sintering time increased. The increase from Blend II to Blend III was larger because of the greater change in coke level from 3·94 to 4·31 mass-%. Increasing coke addition often causes a decrease in productivity because this parameter is more dependent on sintering time than yield.
Most sinter pot tests are carried out without an annular fines layer. Table 3 shows results for two ore blends with and without an annular layer. Without the layer, a higher green and sintering airflow through the bed is obtained and this causes the flame front to descend faster. The exact reason for this is not fully understood. Observations indicate that because airflow is higher around the wall, the flame front there descends faster. Consequently, the pot has an inverted V-shaped flame front, which could mean that the time to reach maximum waste gas temperature, called the sintering time (and used to calculate productivity), is reduced. The higher airflow around the wall has the overall effect of lowering sinter strength and decreasing yield. In turn, this means that the required return fines level in the sinter mix is higher and the coke level in the total sinter mix is lower, even though coke addition levels expressed on an ore basis are similar.
Effect of an annular fines layer on airflow rates
Bed temperature determination
Bed temperature is another critical parameter in sintering. Holes can be drilled through the lagged steel sinter pot wall to allow type R thermocouples to be inserted into the bed (see Fig. 2). As the flame front passes over the thermocouple, a temperature–time profile is recorded. Such profiles reflect the thermal conditions experienced by the material with the arrival and departure of the flame front. At the end of sintering, the thermocouples are welded to the bed and cannot be reused, resulting in greatly increased costs. The use of temperature–time profiles to determine flame front properties is considered in the second paper (Loo and Dukino, 2014).
Airflow during sintering
For a defined sinter mix and granulating process, the main variable controlling green bed permeability is the level of added water. Bed permeability is essentially a function of granule size distribution but can be improved if segregation during the charging of the granules onto the sinter strand is enhanced. Binders such as burnt lime are commonly added to sinter mixes to improve bed permeability, possibly because they strengthen inter-particle adhesion within granules.
Green bed
Airflow through a granulated sinter mix can be described by the following equation (Ball et al., 1973)
Determination of granulated mix permeability
Sintering bed
Airflow rate through a bed decreases with the establishment of the flame front. As the flame front moves down the bed, there is an approximate one-to-one (not precise because of shrinkage) replacement of green bed by the sintered bed, the latter being much more permeable compared to the former (Loo and Heikkinen, 2012; Loo, 2005). However, post-ignition airflow rates remain relatively unchanged until close to burn-through. On this basis, it is postulated that the flame front is the controlling resistance in a sintering bed. From theoretical considerations, the relationship between green or pre-ignition airflow (Vg) and post-ignition airflow (Vs) can be expressed by the following equation (Loo and Hutchens, 2003; Loo, 2000, 2005; Loo et al., 2012)
The constant (k) in the equation is a measure of the resistance of the flame front and can be determined experimentally. Important factors influencing the value of k have been identified in previous studies (Loo and Hutchens, 2003; Loo et al., 2012). The equation also shows that pressure drop across the flame front is a strong function of gas velocity.
Measured airflow results
A large experimental research programme was carried out recently to better understand flame front properties (Loo et al., 2012). A total of 23 research sinter pot tests from the programme are considered and details are given (Loo and Dukino, 2014). The ore components of the four blends shown are two dense haematites (H), a porous pisolite ore (L), two porous haematites (M), and an equal mix of H and M (B). To vary pre-ignition airflow rate (Vg) different water addition levels are used in the granulation of the sinter mixes. As the controlling resistance determining airflow through a sintering bed is the flame front, the effect of increased water on condensation zone permeability is unimportant. Increasing water addition will also increase energy requirements but the effect on flame front temperatures is only slight. A reduced suction of 10 kPa was also used in some tests to obtain reduced airflow rates. The relationship between pre- and post-ignition permeability (from Loo et al., 2012) is shown in Fig. 4. The data set can be divided into two groups. Two best fitting curves are shown in the figure, the bottom curve for the 10 kPa results and the top curve for the 16 kPa results. The k values for the top and bottom curves are 3·2×10−5 and 6·2×10−5, respectively. The gap between a curve and the x = y line reflects the value of the flame front resistance. Flame front resistance also increases with increasing pre-ignition permeability value. These results show that suction greatly influences the resistance of the flame front.
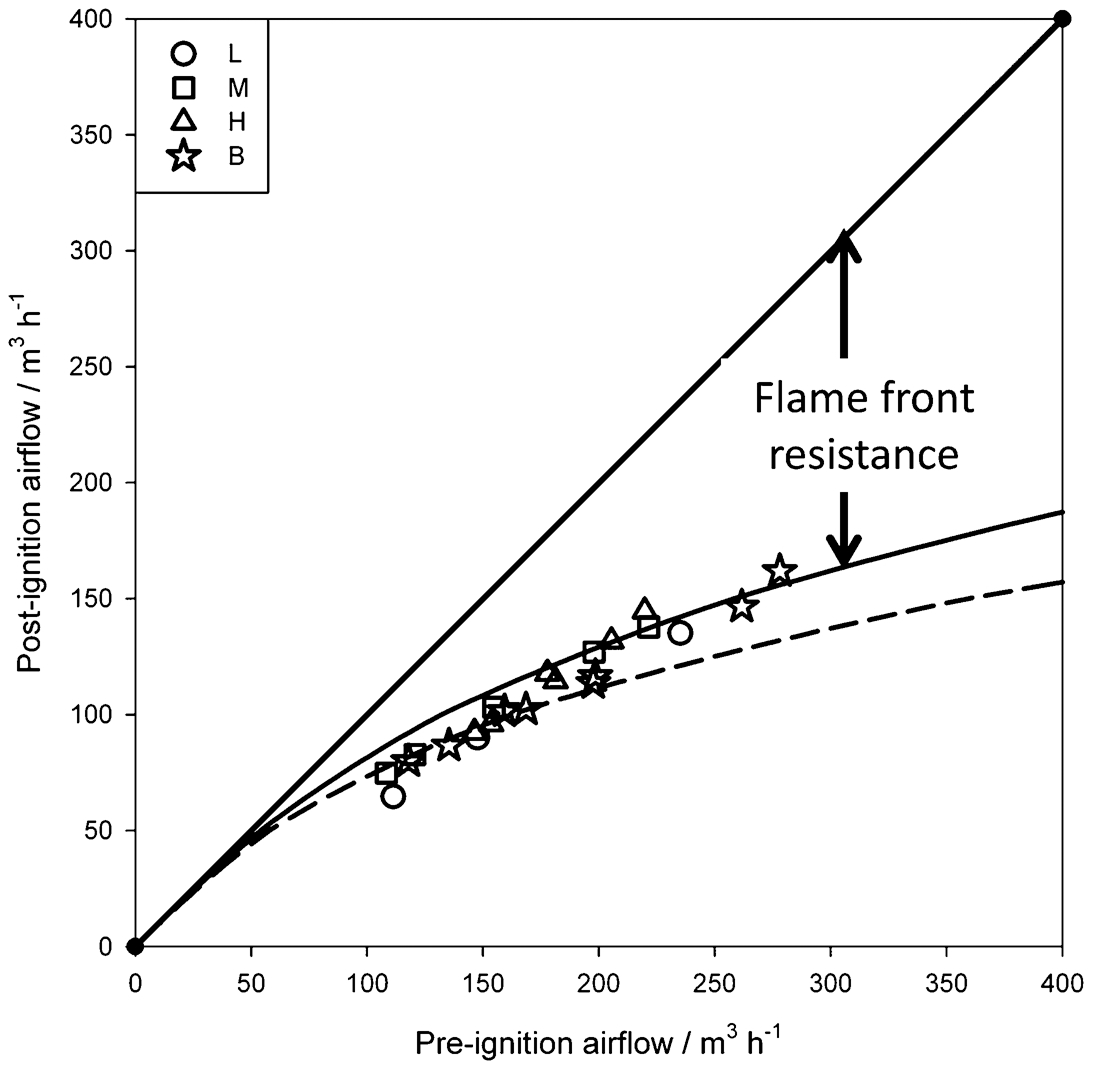
Relationship between pre- and post-ignition airflow rate through the bed
Conclusion
Iron ore sintering is used very widely to prepare a lumpy material for the blast furnace. Sintering, which is carried out on a strand, can be simulated in the laboratory. This study has shown that laboratory results are strongly dependent on procedures used in the test. It is suggested that tests aimed at providing information to support sintering operations will invariably involve more than one variable changing at a time and is, therefore, difficult to interpret. Research experimental programmes have to be formulated differently. A critical parameter in sintering is the airflow rate. For a defined sinter mix and applied suction, pre-ignition bed airflow rate is determined by the permeability of the bed. This is commonly characterised using a permeability pot. Once the flame front is established, the airflow rate through the bed drops because the resistance of the flame front to airflow is large and has a controlling influence on bed permeability. For a chosen ore blend and sintering condition, there is a strong relationship between pre- and post-ignition airflow rates. The resistance of the flame front and, therefore, the post-ignition airflow value is also dependent on factors such as coke level in the sinter mix and suction. Changes in post-ignition rate have an impact on flame front speed and sinter plant performance.
Footnotes
Acknowledgement
The authors are grateful to BHP Billiton for permission to publish the work.