
Abstract
During gasification of refuse derived fuel (RDF) to produce syngas in a system in which a melt is also produced, the gasified organic fraction of the RDF is in contact with the molten inorganic fraction, i.e. a slag. Examples of such systems are plasma gasifiers, in which crude syngas is further cracked in a plasma converter. Depending on the degree of gas–slag interaction, their compositions may vary and influence the valorisation potential of both resources. To evaluate the influence of this interaction, a pseudo-kinetic model was developed based on local thermodynamic equilibrium between the gas phase and part of the slag phase. The interaction level was accounted for by varying the amount of the slag that equilibrates with the gas. The valorisation potential of the resulting gas and slag phases was evaluated in terms of the heat of combustion and the mineralogy after cooling, respectively. Engineering of the slag composition was made through lime-rich addition. The influence of waste composition on the gas/slag properties and the production of a metal phase was investigated.
Introduction
Waste streams containing high amounts of organic material – refuse derived fuels (RDFs) – can be valorised by converting an energy-rich synthesis gas – or syngas – using plasma gasification technology (Bosmans et al., 2013 ; Jones et al., 2013 ; Taylor et al., 2013 ). Plasma gasification is a two-step process, in which RDF is first gasified at moderate temperatures (700–900°C) to form a crude syngas, still containing tars and chars mixed with solid inorganic components, i.e. ash. The syngas is then transferred – together with fly ash – to a high temperature plasma converter, in which the syngas purity is increased by cracking residual tar substances, breaking down char and capturing ash in a molten phase, i.e. slag, which is kept at 1300–1500°C (Taylor et al., 2013 ). Ideally, this slag can be valorised after cooling, for instance, as aggregate or as constituent of existing or novel cements in construction applications (Pontikes et al., 2013a ; Machiels et al., 2014 ). However, the specific valorisation route and the associated added-value are intimately related to the mineralogy of the slag, which in turn, depends on the slag composition, as well as the cooling profile (Pontikes et al., 2013a ; Machiels et al., 2014 ; Kriskova et al., 2013 ). Whereas the cooling profile can be controlled after (and/or during) tapping the slag, the slag composition is highly influenced by the process itself, i.e. the gas–slag interaction in the reactor and solid additions done in the plasma converter. This process may become increasingly complex if a metal phase is formed as a consequence of the gas–slag interaction. Moreover, the syngas quality can be considerably influenced by this gas–slag interaction as well.
Predictions based on thermodynamic and kinetic modelling are a valuable tool to compliment experimental analysis of this gas–slag interaction. Plenty of models have been developed to simulate gas–liquid interactions at high temperature, most of them focusing on gas–metal reactions during metallurgical processes (Ding et al., 2000 ; Van Ende et al., 2011 ; Roy and Robertson, 1978 ). Ideally, the kinetics of the process can be accurately described by accounting for all transport mechanisms, like convection and diffusion in all phases. Such an approach requires detailed knowledge of process conditions, like the gas flowrate and reactor geometry, as well as material properties, like the diffusivities of all species in the relevant phases. For complex slag systems, these data are often not available and another approach must be sought. One approach is to use only thermodynamic data and to introduce kinetics in a pragmatic way. In the present paper, an effective equilibrium reaction zone (EERZ) model is used that assumes equilibrium in a reaction zone at the gas/liquid interface (Ding et al., 2000 ; Van Ende et al., 2011 ; Roy and Robertson, 1978 ) (Fig. 1). The kinetics are indirectly accounted for by varying the size of this reaction zone, i.e. the percentage of the gas and slag phases involved in the equilibrium calculation for the considered time step.
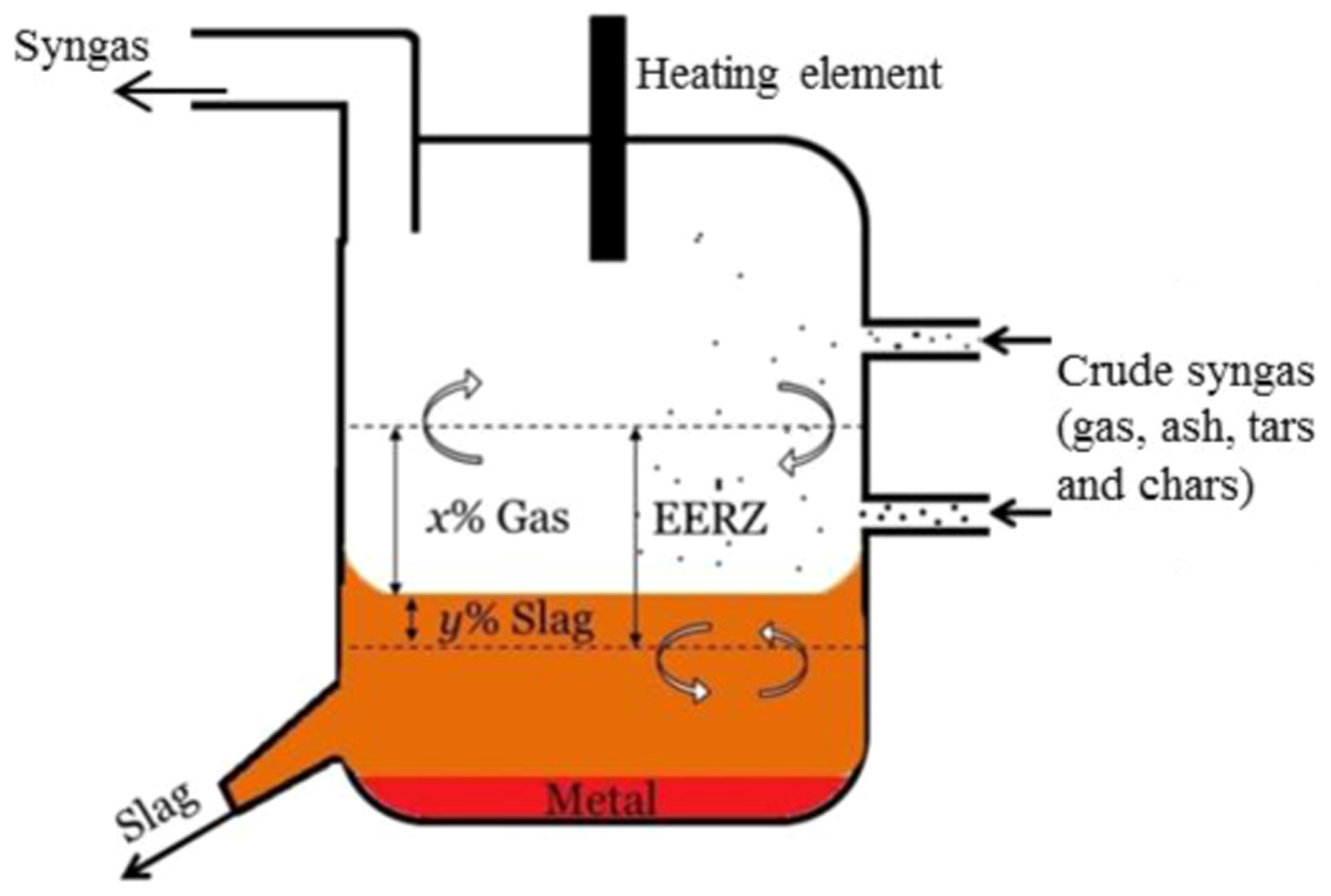
Schematic representation of high temperature gas–slag interaction in refuse derived fuel (RDF) treatment
The aim of the present paper is to simulate the gas–slag interaction during high temperature plasma treatment based on an EERZ model. The influence of the reactive slag fraction, i.e. the percentage of slag involved in the equilibrium calculation on the valorisation potential of the products, in terms of the heat of combustion of the syngas product, the mineralogy of the slag after cooling and the metal formation, is investigated. The effects of solid additions and the composition of the RDF ash on the treatment are discussed as well. This work contributes to the improvement of waste treatment using high temperature convertors.
Model setup
As shown in Fig. 1, x mass-% gas and y mass-% slag react at their common interface to reach equilibrium at the EERZ. Thereafter, this equilibrated gas is assumed to instantaneously mix with the rest of the bulk gas and to flow out of the reactor (off gas). The equilibrated slag also uniformly mixes with the rest of the bulk slag. If the mixing of gas generates additional slag, or vice versa, the mixing routine is iterated until no new slag or gas is generated. Table 1 gives two gas compositions that can be formed by the gasification of RDF. Because the gas has high contents of reductants like CO, CH4 and H2, a metal phase may form through reduction of the reducible components in the slag phase. To simplify the calculations, it is assumed that the pressure and temperature in the reactor are constant in space and time and set at 1 atm and 1400°C, respectively. The temperature of the slag and gas is set to 1400°C before the gas/slag interaction in the present model. Moreover, the metal phase is assumed to sink to the bottom and does not interact with the gas after it has formed. Regarding the composition adjustment of the slag phase, a lime-rich solid addition (at 25°C, Table 2) was introduced into the reactor, which reacts with the liquid slag and gas phases simultaneously.
The composition of syngas used in the calculation (wt-%)
The composition of ashes used in the calculation (wt-%)
Lime-rich addition also contains small amount of Na2O, K2O, Cr2O3 and NiO.
RDF: refuse derived fuel.
The thermodynamic software FactSage was linked to the custom made model through the Chemapp interface (GTT technologies, Herzogenrath, Germany). The FactPS and FToxid databases were used. For the current paper, only the high temperature plasma conversion system was studied and therefore different post-gasifier RDF ash and syngas compositions were selected as input for the plasma converter model. Tars and chars in the ash were neglected. Depending on the RDF input, the compositions of syngas and ash vary and are listed in Tables 1 and 2, respectively. RDF ash compositions were obtained by ashing RDF of the landfilled waste materials (Jones et al., 2013 ) and bottom ash of industrial plants treating RDF. A lime-rich solid addition was also used to adjust the slag composition to mimic a ground granulated blast furnace slag (BFS) composition, which is a favourable composition for slag valorisation in cement (Pontikes et al., 2013b ; Buchwald et al., 2009 ; Tossavainen et al., 2007 ). The mass ratio of gas/slag was set to 6·5 in the high temperature converter. Owing to the fact that the diffusion is much faster in the gas phase than in the slag phase, it was assumed that all the gas reacted with part of the slag during the treatment, i.e. x = 100.
Results and Discussion
Gas–slag interaction
The interaction of syngas type A and ash type I at high temperature (1400°C) is simulated with the present model. Figure 2 shows the effects of the reactive slag fraction, i.e. the percentage of slag involved in each iteration of the gas–slag interaction, on the amounts of products formed and the energy requirements of the reactor, which is taken equal to the enthalpy difference between the final products and the initial reactants. Although the amount of slag and gas produced is not considerably influenced, a small amount of metal phase (mainly Cu and Fe) is produced through partial reduction of these metals in the slag (reaction (2)). Moreover, the amount of metal increases in increasing reactive slag fraction. Practically, this means that more metal can be produced by improving the gas–slag interaction, for instance by stirring the slag. In the plasma converter, energy is required to maintain the slag temperature at 1400°C and to support the chemical reactions, e.g. slag reduction reactions (1) and (2), as well as to make gas (or slag) phase to reach equilibrium state. The gas–slag chemical interaction is exothermic at around 1400°C according to our thermodynamic calculation and therefore releases heat. Extra energy, however, is needed to make the gas phase (or slag phase) reach equilibrium. The calculation shows that the total energy requirement of the treatment decreases slightly with the reactive slag fraction. Since the amount of produced slag decreases as the reactive slag fraction increase is more pronounced, the energy requirement per kilogram of produced slag increases with the reactive slag fraction


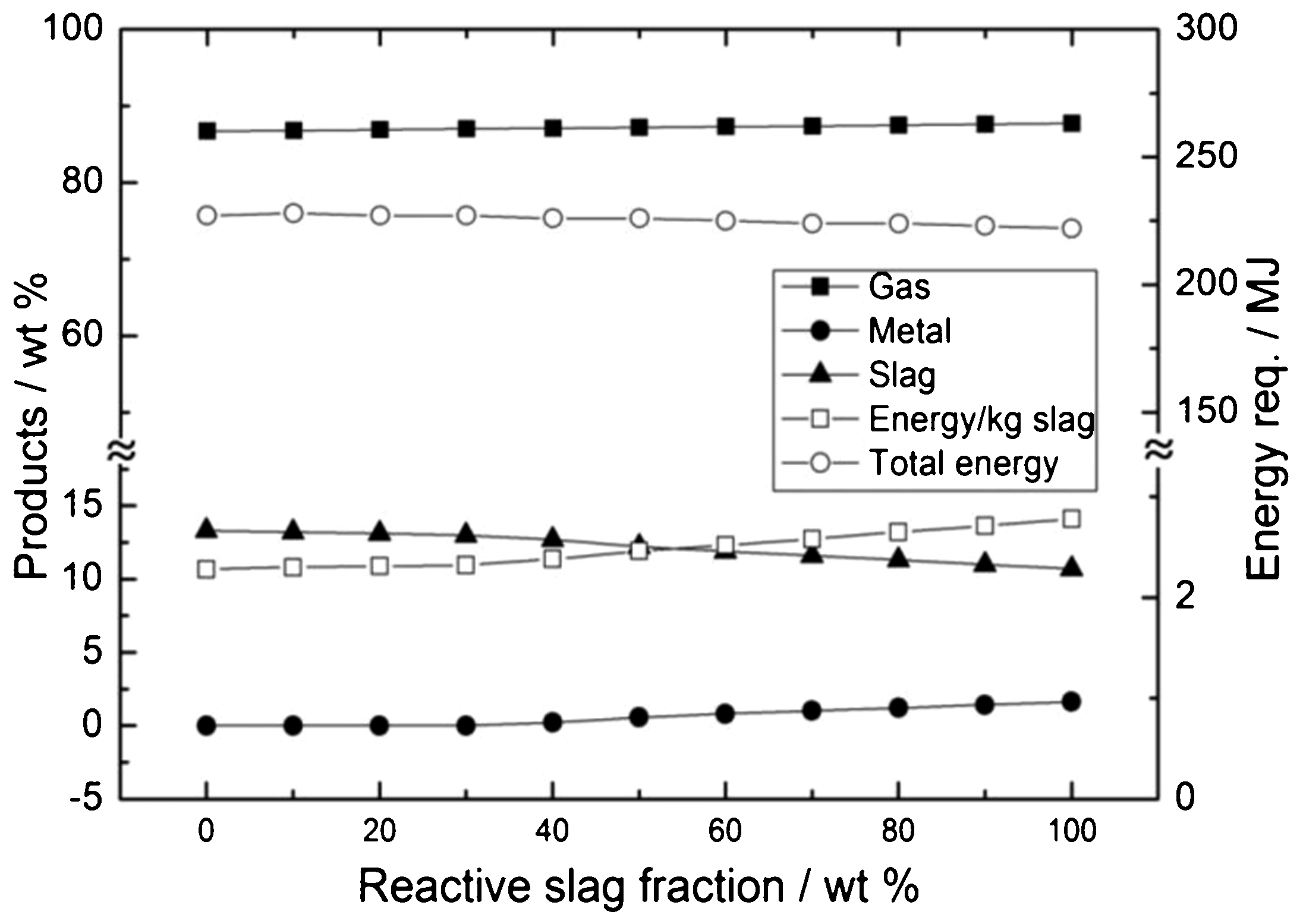
The influence of the reactive slag fraction on the amount of products and energy requirement, calculation using syngas A and refuse derived fuel (RDF) ash I, in which total energy and energy per kilogram of slag represent the total energy requirement of the treatment and energy for producing 1 kg slag, respectively
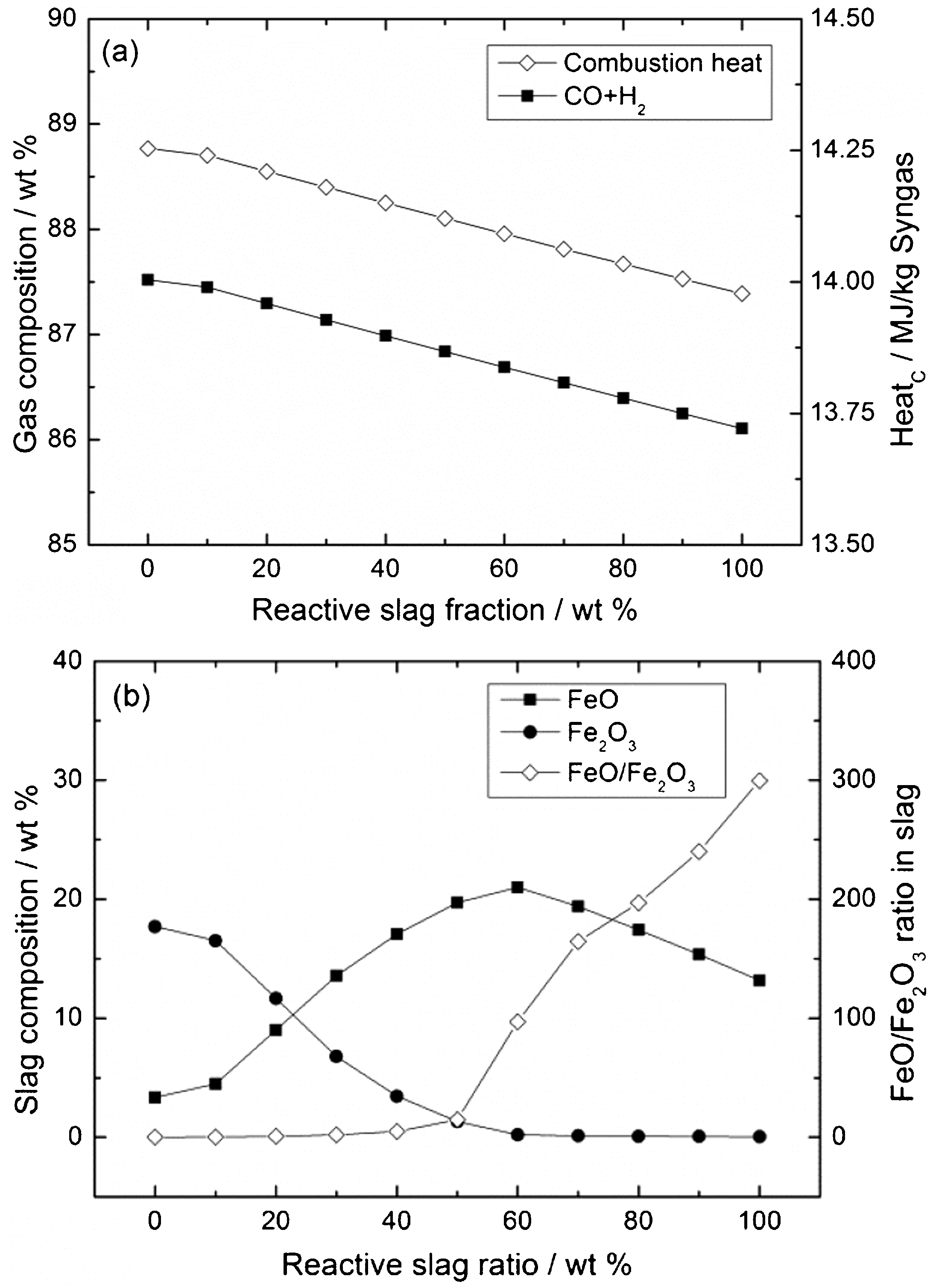
The influence of the reactive slag fraction on a syngas quality and b slag composition in terms of FeO/Fe2O3, calculation using syngas A and refuse derived fuel (RDF) ash I
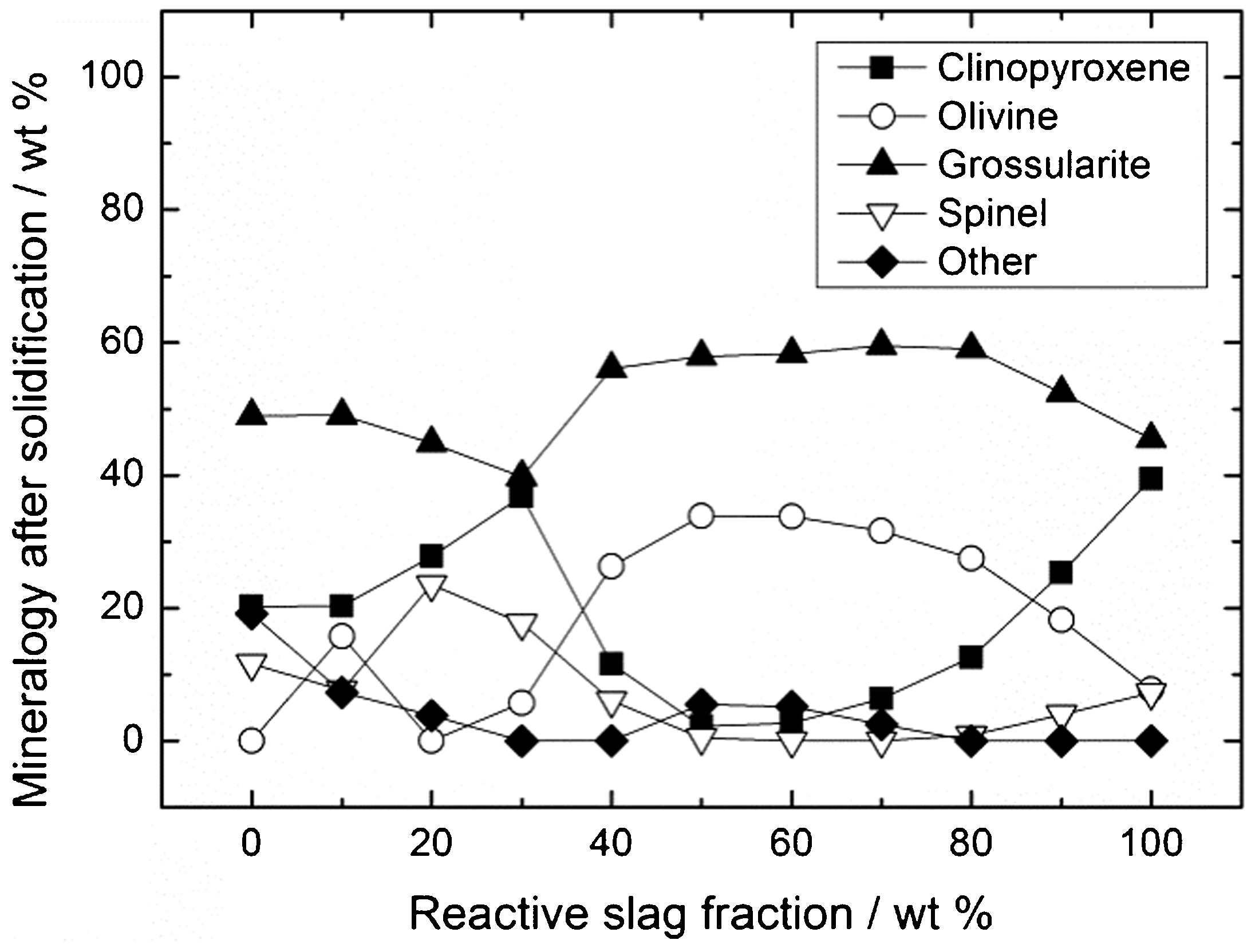
The influence of the reactive slag fraction on slag mineralogy after equilibrium cooling, calculation using syngas A and refuse derived fuel (RDF) ash I
Gas–slag-addition interaction
In order to improve the valorisation potential of the slag product while at the same time not jeopardising the syngas quality, the slag chemistry is adjusted through external ash additions. Blast furnace slag (34–43 CaO, 27–38 SiO2, 7–12 Al2O3 and 7–15 MgO in weight percentage) is known to have a high potential of valorisation (Buchwald et al., 2009 ; Tossavainen et al., 2007 ; Murphy et al., 1997 ; Shi, 2004 ). The BFS composition falls in a region of low melting temperature, and when granulated, a nearly completely glassy material can be produced. It has been reported that amorphous slags possess excellent valorisation potential and good hydrating properties (Pontikes et al., 2013b ; Buchwald et al., 2009 ; Tossavainen et al., 2007 ; Murphy et al., 1997 ; Shi, 2004 ). Therefore, BFS can be used in traditional cement as well as novel cement (e.g. inorganic polymer) formulations. To direct the RDF slag composition to the BFS composition, additions have to be made to the liquid slag (the lime-rich solid addition, see Table 2). However, additional energy is required to melt these solid additions and to maintain the slag bath at high temperature, i.e. 1400°C. The influence of the solid addition on the energy balance and slag composition is shown in Fig. 5, where total energy represents the energy requirement of the system.
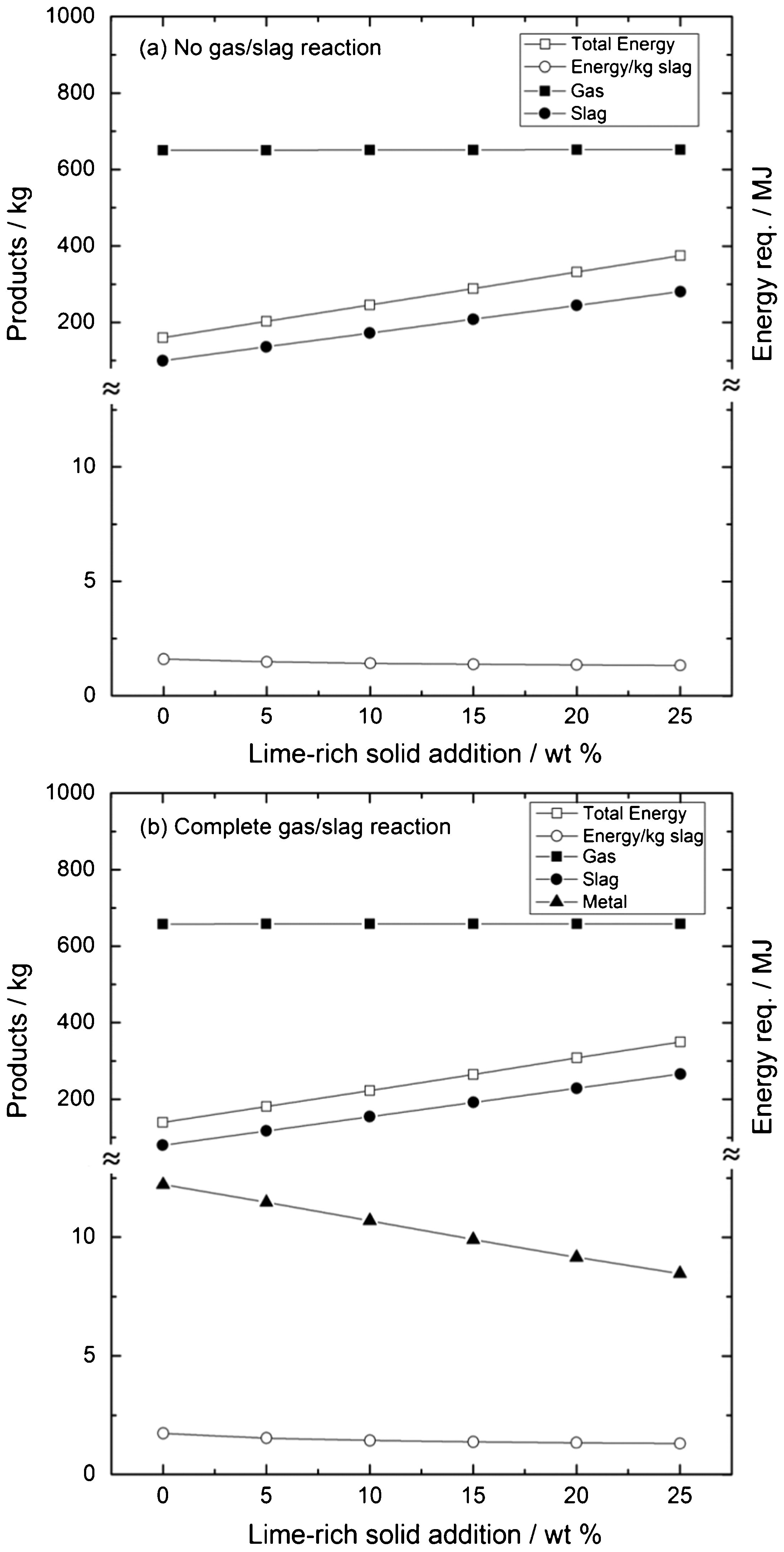
The influence of lime-rich ash addition on the treatment, calculation using syngas B, refuse derived fuel (RDF) ash I and lime-rich addition V, in which total energy and energy per kilogram of slag represent the total energy requirement of the treatment and energy for producing 1 kg slag, respectively: a No gas–slag reaction and b complete gas–slag reaction
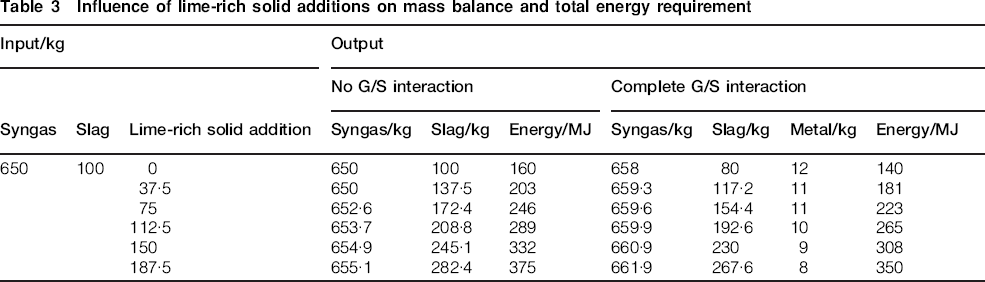
Two cases, i.e. no gas–slag (Fig. 5a) and complete gas–slag interaction (Fig. 5b), are considered in the calculation. Furthermore, the proportion of solid addition, i.e. addition/(slag+syngas), is varied from 0 to 0·25 and the amount of input syngas (Type B) and slag (Type I) – before addition – is kept constant, i.e. 100 kg slag and 650 kg syngas (Table 3). In both cases, the ash addition has considerable influence on the energy balance and product quality. Apparently, less total energy is required in case of complete interaction between gas and slag because of the gas oxidation reaction (or slag reduction reaction (1) and (2)), which also leads to a high syngas/slag ratio as part of slag would be reduced into metal phase (reaction (2), see Fig. 5b and Table 3). The total energy requirement increases with solid additions in both cases. Less energy, however, is required to produce per kilogram slag. The CaO/SiO2 ratio increases gradually with the addition of lime-rich addition and the slag composition approaches the BFS composition (mainly in terms of CaO and SiO2 contents) with around 20 wt-% ash addition. Also, more slag is produced through this approach, additionally increasing the total added value of the products. Meanwhile less metal phase is produced as the lime-rich addition contains lower copper content comparing to the Type I RDF ash.
Influence of lime-rich solid additions on mass balance and total energy requirement
Effect of RDF ash chemistry on valorisation
The interaction between four types of RDF (100 kg, Types I-IV) and syngas (650 kg, Type B) at 1400°C has been simulated, assuming the gas–slag interaction to reach full equilibrium during the treatment. The calculated total energy balance and the amounts of products are shown in Table 4. It can be seen that except for type III ash, a metal fraction is formed. More slag, however, can be produced with this ash since CuO and/or FexOy are not reduced to metal, i.e. because of the low content of CuO in type III ash. The ratio of the produced to initial energy for syngas is around 99–99·5%, indicating that the energy content of the syngas changes very little, even when full equilibrium is reached between gas and slag, showing a promising application of this treatment to produce syngas as well as slag and metal. The high ratio of the preserved/initial energy is because of the large syngas/ash weight ratio, i.e. 13∶2, and the relatively small amount of metal formation. The energy requirement for keeping the slag liquid and to support chemical reactions is higher for type III ash (around 159 MJ) than for ashes of Type I, II and IV (139–149 MJ). This is linked to the slag properties: the ash types I, II and IV have a relatively high Fe2O3 and CuO content, therefore forming the metal phase during the interaction. As the slag reduction reaction (or gas oxidation) is exothermic and releases heat during the treatment, an improved energy balance (less energy requirement) is obtained by using ash type I, II and IV.
Influence of refuse derived fuel (RDF) ash composition on mass, energy balance and slag liquidus
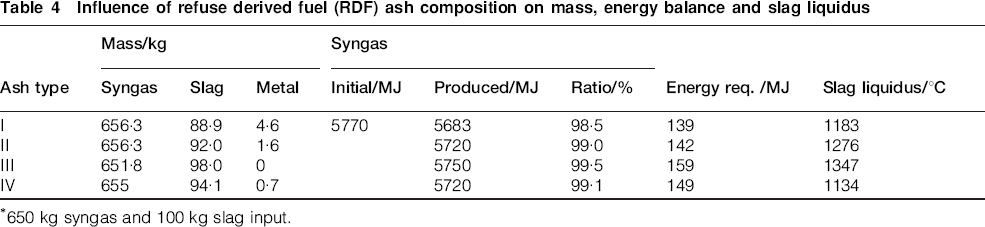
650 kg syngas and 100 kg slag input.
Conclusion
The gas–slag interaction in the high temperature treatment of RDF was simulated with a pseudo-kinetic model, based on an EERZ. The influence of the gas/slag interaction level on the amount, composition and mineralogy of the reaction products was investigated. It is shown that the amount of metal formation, the slag composition and consequently the slag mineralogy after solidification, depends strongly on the gas–slag interaction, allowing a large degree of flexibility in the treatment depending on the valorisation focus (gas/slag/metal). The syngas quality, i.e. the heat of combustion for the produced gas, is influenced by the gas–slag interaction as well. This influence, however, is small. Lime-rich solid additions can be used to engineer the slag composition. A proper choice of additions allows to improve the slag quality and to decrease the energy requirement per kilogram of slag product. More slag can be produced through this approach when the input amount of syngas and slag is kept constant. The RDF ash composition was found to have considerable influence on the treatment. An ash with high Cu and Fe contents leads to the formation of a metal phase during the treatment. The gas–slag chemical interaction also releases energy and improves the energy balance of the system but jeopardise the energy content of produced syngas.
Acknowledgement
Authors are grateful for funding by Agentschap voor Innovatie door Wetenschap en Technologie (IWT) and Group Machiels, grant 100517 ‘Closing the Circle & Enhanced Landfill Mining as part of the Transition to Sustainable Materials Management’.