
Abstract
The recovery of neodymium from post-consumer products is gaining significant interest. To study the recycling feasibility of neodymium in end-of-life (EOL) computer hard disc drives (HDDs), NdFeB magnets were collected using a steel grate during commercial shredding, followed by thermal demagnetisation, grinding and screening to yield an upgraded scrap. Two metallurgical extraction routes were investigated. The first is a high temperature molten slag extraction followed by H2SO4 leaching at room temperature. Both CaO–SiO2–Al2O3 and CaO–CaF2 slag systems were tested with more than 99% rare earths recovery, but with incomplete leaching. In the second route, the upgraded scrap was directly leached to dissolve 97% rare earth content. In both cases, 98% of the rare earths in the leach solution were subsequently converted into a high purity (98·4%) rare earths double salt (NaNd(SO4)2·H2O) that can be converted to either RF3 or R2O3, the two common raw materials in the production of rare earth metals.
Introduction
Neodymium–iron–boron (NdFeB) permanent magnets are considered the best available magnets since their introduction in 1984 (Goonan 2011 ). Owing to their advantageous performance to size ratio, the magnets are now found in a wide variety of products, from small consumer devices like laptops, smart phones and music players to large and industrial applications such as electric and hybrid vehicles, wind turbines, refrigerators and MRI machines (Lynas Corporation Ltd 2012). This great versatility is also attributed to the additions of Dy, Tb, Nb, Co and Al that allow for modifications of some physical and magnetic properties to meet various application needs (Sagawa et al. 1984 ).
Since the 1990s, most of the global supply (more than 90%) of rare-earth elements
Until now, no commercial efforts have been made to recycle these rare earths from end-of-life (EOL) products because it was cheaper to buy newly manufactured magnets than to reprocess the complex scrap material (Moss et al. 2011), especially for small-sized products where manually separating the magnet is challenging. Moreover, as most household electrical and electronic devices are currently shredded, the magnetic content, mainly containing iron and neodymium, tend to end up in the generic ferrous metal stream, overly diluted for economic recovery.
From metallurgical aspects, there are various possibilities to recover the REEs in the magnet scrap, including hydrogen decrepitation (Zakotnik et al. 2008), chemical vapour transport (Itoh et al. 2009; Uda 2002), liquid metal extraction (Okabe et al. 2003), hydrometallurgical (Itakura et al. 2006 ; Lyman and Palmer 1993 ) and pyrometallurgical extraction (Saito et al. 2003 ). However, the majority of these techniques were developed to recover REEs from pre-consumer (manufacturing) scrap that is relatively clean and homogenous. The recovery of REEs from the complex post-consumer magnet scrap has not been well studied before. More detailed review on the REE recovery from permanent magnets can be found in a few recent publications (Tanaka et al. 2013 ; Binnemans et al. 2013 ; Takeda and Okabe 2014 ; Yang 2014 ). Hence, the objective of this study is to develop and evaluate the most favourable route for the recovery of REEs (Nd, Pr, Dy and Tb) from NdFeB magnets in the post-consumer hard disc drives (HDDs). This study follows their recovery from physical separation that includes shredding the discarded HDDs up to a final product that can be used as raw material in the making of new magnets or any other RE-based applications. By addressing both physical and metallurgical processing, this study is expected to contribute to closing the materials life cycle of REE magnets, as illustrated in Fig. 1.
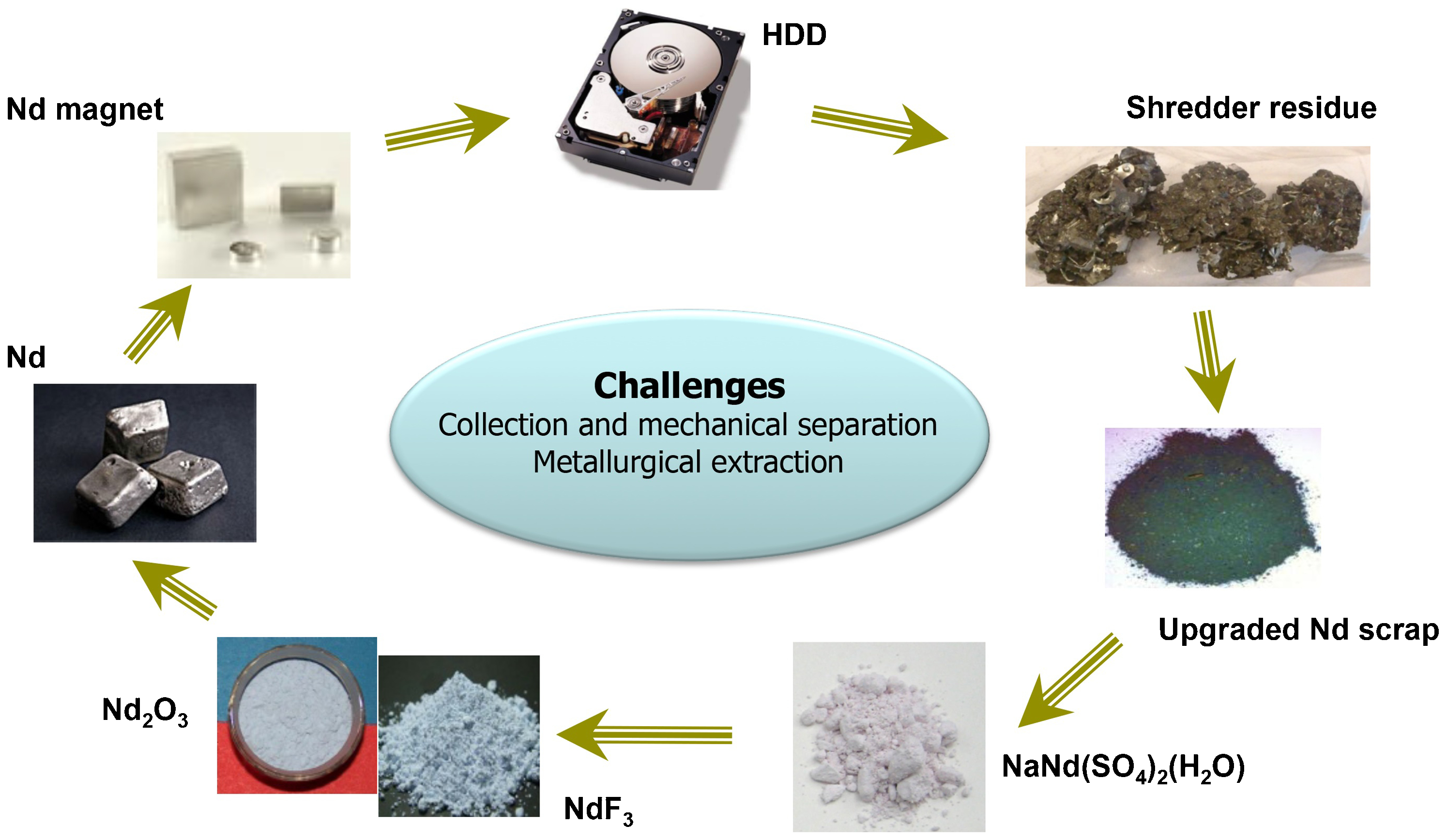
Closed life cycle of neodymium from permanent magnets in the post-consumer hard disc drives (HDDs)
Experimental
Research approach
The experimental work in this study is divided into two parts: physical and metallurgical processing. The proposed routes are outlined in Fig. 2. In order to find a solution that can be properly implemented in the near future, the HDDs are shredded with conventional shredding machines. The collected magnet samples then follow demagnetisation and further mechanical processing to yield an upgraded NdFeB scrap that will be fed into the metallurgical processing (along with the as-received grate residue in the pyrometallurgical part). Using direct hydrometallurgical or a combined pyro- and hydrometallurgical processing, the rare earths should finally be separated from iron and other metallic impurities, producing a Nd (Pr, Tb, Dy) and Na sulphate double salt.
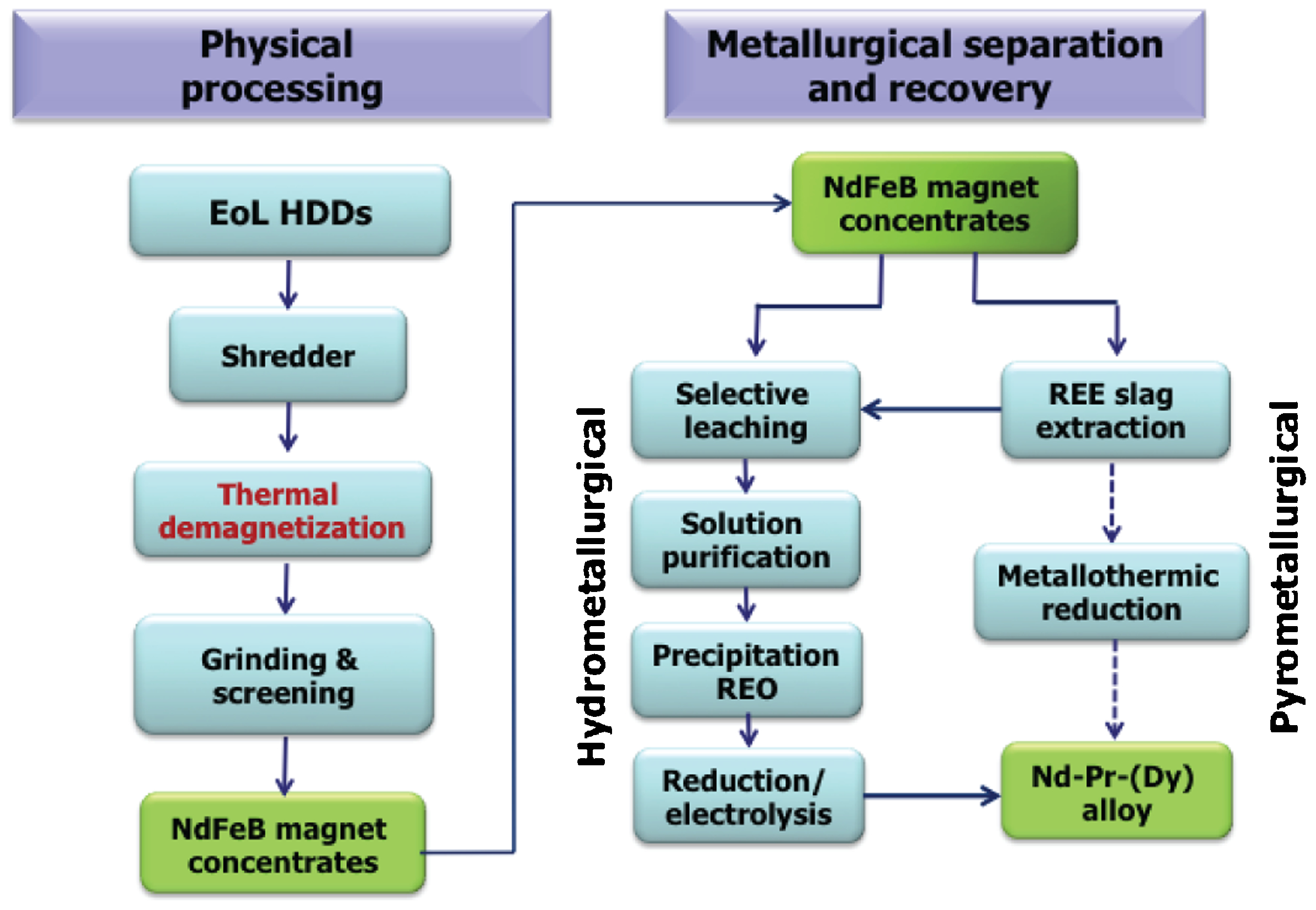
Proposed processing route of rare-earth element (REE) recovery from end-of-life (EOL) hard disc drives (HDDs)
Physical processing
Collection and sampling
Hard disc drives in this work were collected by Van Gansewinkel Group, a waste collection and processing company, and separated manually from their computer or laptop frames beforehand followed by shredding. Hence, magnets collection was accomplished in two methods that are classified in this research as (1) grate residue and (2) outlet stream. The first method refers to the collection of the residue that accumulates in the grate during shredding. As NdFeB magnets are intrinsically hard and brittle, they are easily broken into small particles. To assure that the hard drives are broken into sufficiently small pieces that will be exposed to the grate, a fine shredder (Untha RS 30) was used together with a steel grate of small perforate size (30 mm). In the second collection method, a coarse shredder was applied (Untha RS 40) without grate, so that big pieces of broken HDDs were ejected into the outlet stream. Collection was then based on visual screening. As the shredder is made out of steel, magnetic pieces can also accumulate on its walls. It is, however, generally assumed that the magnet particles on the walls will eventually end up in one of the selected streams, especially during regular, high capacity, continuous operation.
Thermal demagnetisation
Demagnetisation of the collected magnet particles is required for all subsequent physical and metallurgical processing. Thermal demagnetisation is realised by heating the magnets above their Curie temperature of 312°C (Sagawa et al. 1984 ). At this temperature, the parallel alignment of the magnetic moments is completely distorted by thermal energy and the material completely and definitely loses its permanent magnetism, unless it is re-magnetised (Jiles 1998 ). As additives like Dy, Tb and Co can extend the magnets’ temperature stability, thermal demagnetisation was tested at two temperatures of 350 and 400°C for an hour. To assess the additional effect of the ambient, scrap samples were demagnetised in a chamber furnace under atmospheric condition (air) and a tube-furnace under inert conditions (argon gas).
Size reduction and screening
After thermal demagnetisation, separation of magnet pieces from other components of the HDD was accomplished by mechanical processing, utilising the brittle nature of the magnets for their selective pulverisation. Small-scale mechanical grinding and crushing apparatus were used for this purpose. After the desired size reduction was completed, the magnetic scrap was further upgraded by subsequent screening using a vibrating screening machine equipped with sieves of the following mesh size: 1, 0·5 and 0·1 mm.
Metallurgical processing
Pyrometallurgical processing
The objective of using pyrometallurgical processing is to extract neodymium and other associated REEs in the magnet into a slag phase, thereby, separating it from the iron (found in the magnetic phase and from the external sources) as well as from other metallic impurities. This selective extraction is favoured by the higher affinity of the rare earths than the base metals in the magnets to oxygen, forming easily REE compounds (oxides) in the slag.
Two slag systems were chosen: (1) 40%CaO–40%SiO2–20%Al2O3 (in wt-%) and (2) 35%CaO–65%CaF2 (in wt-%). The former is a typical slag used in ironmaking, with an estimated melting temperature of 1300°C (Allibert 1995). A CaO–SiO2 based slag by Tang et al. (2013) and a series of CaO–CaF2 slag by Müller and Friedrich (2004) were successfully used to extract REEs from NiMH rechargeable batteries. Under the experimental conditions, thermodynamic calculations indicate that both CaO and CaF2 are more stable than rare earth oxides and fluorides (Müller and Friedrich 2004) and the oxidation of REEs is expected by the leakage air and trace oxygen ambient in the furnace. Conversely, Al2O3 and SiO2 in the slag can oxidise the rare earth metals into the slag, but less easily compared with air. Iron oxidation by any of the slag components is not possible according to thermodynamic calculations using HSC Chemistry software (version 6·12).
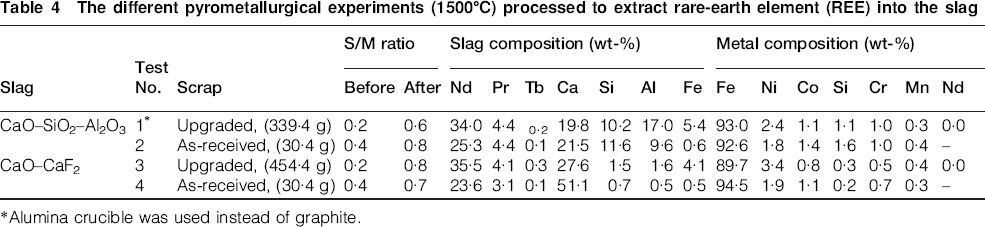
The experimental conditions are listed in Table 4 (Pyrometallurigcal processing: slag extraction of REE section). All experiments were carried out in a chamber furnace (Carbolite RHF16/8). To avoid ferrous oxidation by excessive oxygen, the furnace was flushed with nitrogen gas for an hour before it was switched to argon gas before initiating the heating. The furnace was heated at a rate of 10°C min−1, under constant argon gas flow of 100 L h−1, up to 1500°C, a temperature where all components are expected in their liquid state (Pyrometallurigcal processing: slag extraction of REE section). To ensure a good separation of the lighter immiscible slag from the heavier metal, reaction time of 3 and 4 h was sufficient to melt the scrap samples from approximately 30 to 340 g. Most of the tests were conducted in graphite crucibles, while alumina crucibles were used in the initial trials. After solidification and metal–slag separation, a cross-section was prepared for analysis (Analysis section), while the REE slag was pulverised and analysed before it was further processed by acid leaching for REE extraction, following the procedure in Hydrometallurgical processing section.
The different pyrometallurgical experiments (1500°C) processed to extract rare-earth element (REE) into the slag

Alumina crucible was used instead of graphite.
Hydrometallurgical processing
Hydrometallurgical processing is based on the route developed by Lyman and Palmer (1993). The recovery is achieved by dissolution of the magnets in 2M H2SO4 [at a liquid to solid ratio (L/S) of 10], at room temperature for 24 h without any agitation. Next, the leach solution is treated with molar equivalent of caustic soda, while keeping the pH between 1·5 and 2. In this study, the procedure is applied with broader operating conditions such as temperature and leaching time on two types of samples: physically upgraded scrap and produced REE-bearing slag. For comparison, some magnets were manually separated from the HDDs, demagnetised and pulverised to an approximate size of 0·1 mm. These were used as reference that resembles the manufacturing scrap that was used by Lyman and Palmer. The conversion of the Nd-double salt to Nd2O3 and NdF3 was achieved by its treatment with 0·2M oxalic acid and 10% HF acid, respectively. The conversion to Nd2O3 required an additional step of roasting the product precipitates at 950°C for 2 h.
Analysis
X-ray fluorescence (XRF) was used for quantification of the chemical compositions of solid samples. X-ray diffraction (XRD), scanning electron microscopy (SEM) and electron probe micro-analysis (EPMA) were used for detailed composition and phase analysis. TGA/DSC measurements were used to determine the melting temperature of the main components in the scrap and inductively coupled plasma (ICP-OES) measurements were used to follow the leaching kinetics of the dissolved elements in solutions.
Results and Discussion
Physical processing
Collection and sample characterisation
Manual removal of the magnets
It included the removal of the two VCM magnets together with their steel brackets, which is a labour-intensive task. The experience has shown that the magnets come in a range of dimensions, weights, profiles and assembly methods. Some typical examples are shown in Fig. 3. On average, magnets contribute to about 3% of the total weight of a (personal) computer HDD (Table 1).
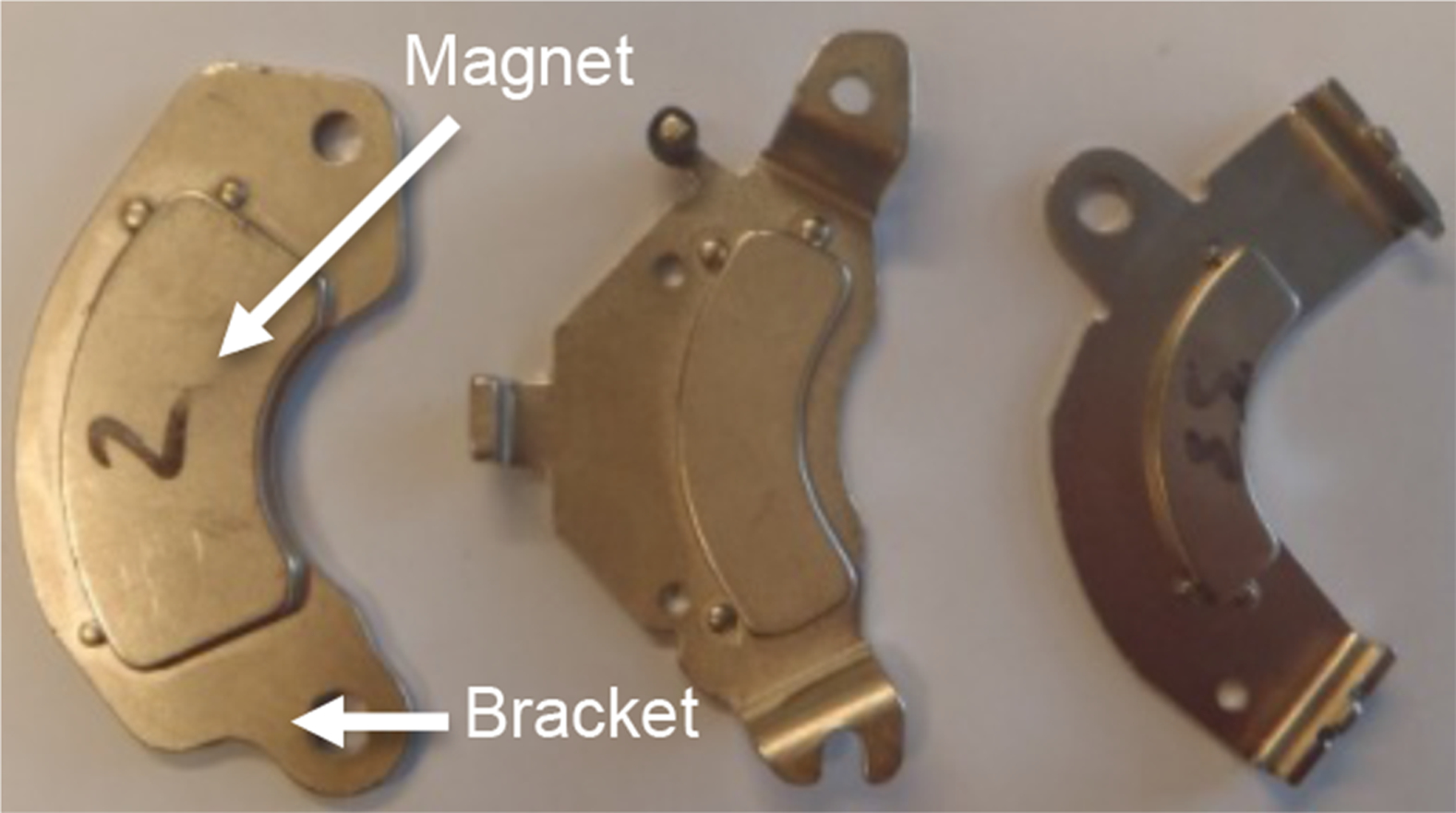
Typical VCM magnets from computer hard disc drives (HDDs). Magnets typically comes in pairs, each glued to steel brackets
Average weight of the collected HDDs and magnets (when available)
In an Integrated casing.
Measured after thermal demagnetisation.
Magnet particles from shredder
The key for a feasible REE recovery process is the efficient liberation and separation of the magnets from the other components of the HDD, thereby minimising the amount of impurities. When the coarse shredder was used for this purpose, magnets were poorly liberated from other components (Fig. 4). This, in turn, produced lots of magnet-bearing pieces. Although the typical shape of the magnets or, alternatively, the appearance of a scattered dark magnetic powder, enables their selection by visual screening, this collection method is not economical and efficient, producing large amounts of non-magnetic materials for further processing. Conversely, when the fine shredder was applied, magnets were broken into small particles and the 30 mm steel grate was revealed as an effective tool to retain the magnetic content while still allowing continuous flow of non-magnetic materials into the outlet stream. Figure 5a shows the grate after HDDs shredding. Even in this case, however, the as-collected grate residue still contains some non-magnetic metallic pieces. In order to characterise the content of the grate residue, the sample was hand-sorted into non-magnetic and magnetic materials (Fig. 5a and b, respectively). The former appears to mostly consist of ferrous pieces. The total weight ratio of magnet to non-magnet pieces is approximately 2·2. Based on the magnets weight in Table 1

Coarse shredded hard disc drives (HDDs), collected from the outlet stream by visual screening. Many magnets are still attached to part of the casing, while others were partially broken (not shown)
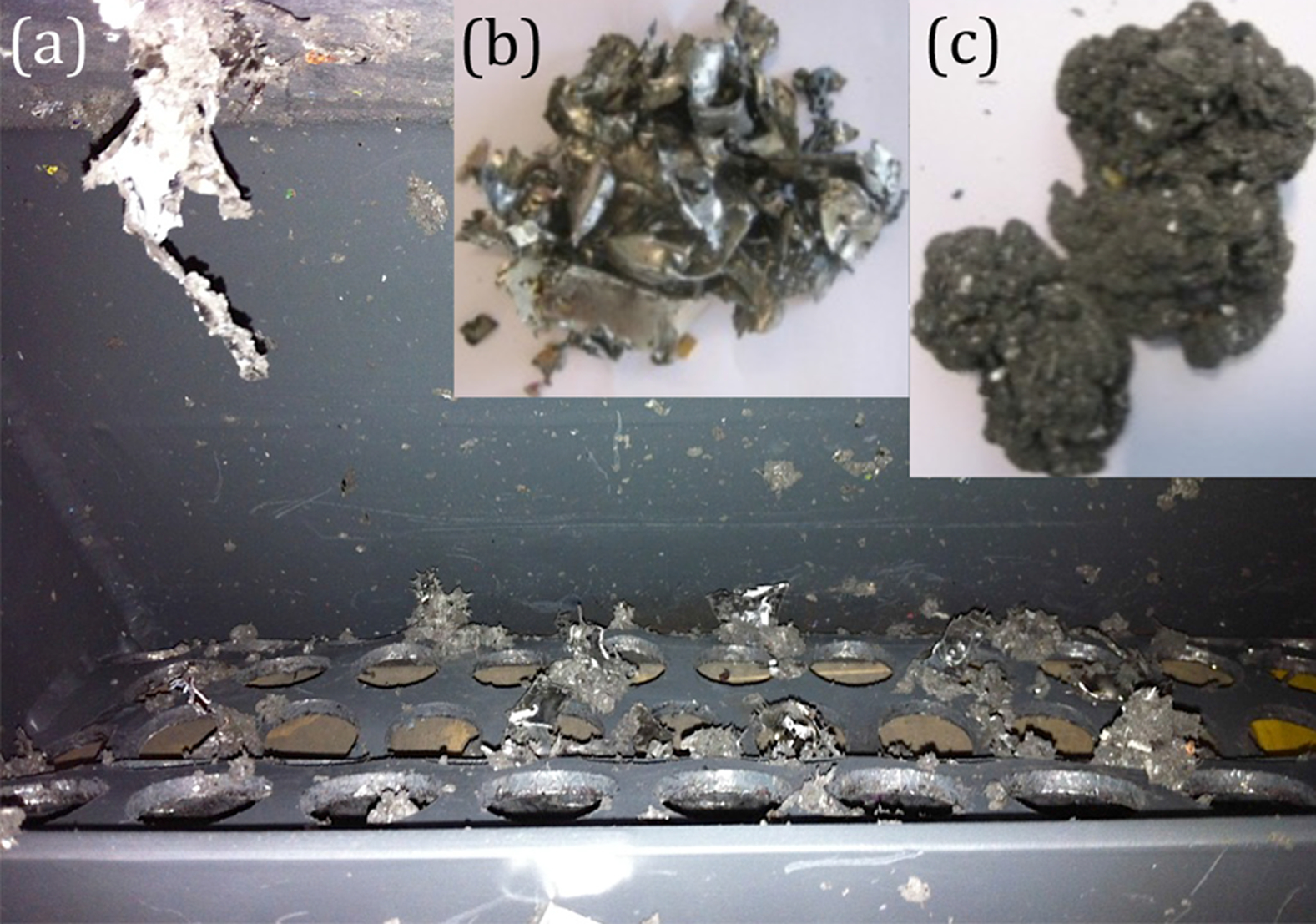
Magnetic residues in the grate: a after fine shredding, b the separated non-magnetic fraction, and c magnetic fraction after hand sorting
Thermal demagnetisation
The two collection methods generated two different starting materials. Much larger volume of materials from the outlet stream had to be heat-treated for its demagnetisation. The high temperature resulted in decomposition and combustion of the present organic material (e.g. plastics and glues) and can be used as a heat source for demagnetisation. As for the grate residue, demagnetising at 400°C has proven to be the safest choice. At 350°C, small amount of powder was still magnetic. To study the effect of the atmosphere during demagnetisation, one fraction of the grate residues was demagnetised in air while another was demagnetised under the protective environment of argon gas. After screening (but before milling), the finest powder fraction (particle size <0·1 mm) was analysed with XRD. The results in Fig. 6 show that argon protects the magnetic phase from oxidation of the neodymium and some of the iron. Although this characterisation illustrates that it is possible to preserve the magnetic phase (almost) intact, later work shows that preventing the oxidation of REEs is not a requirement for metallurgical processing.
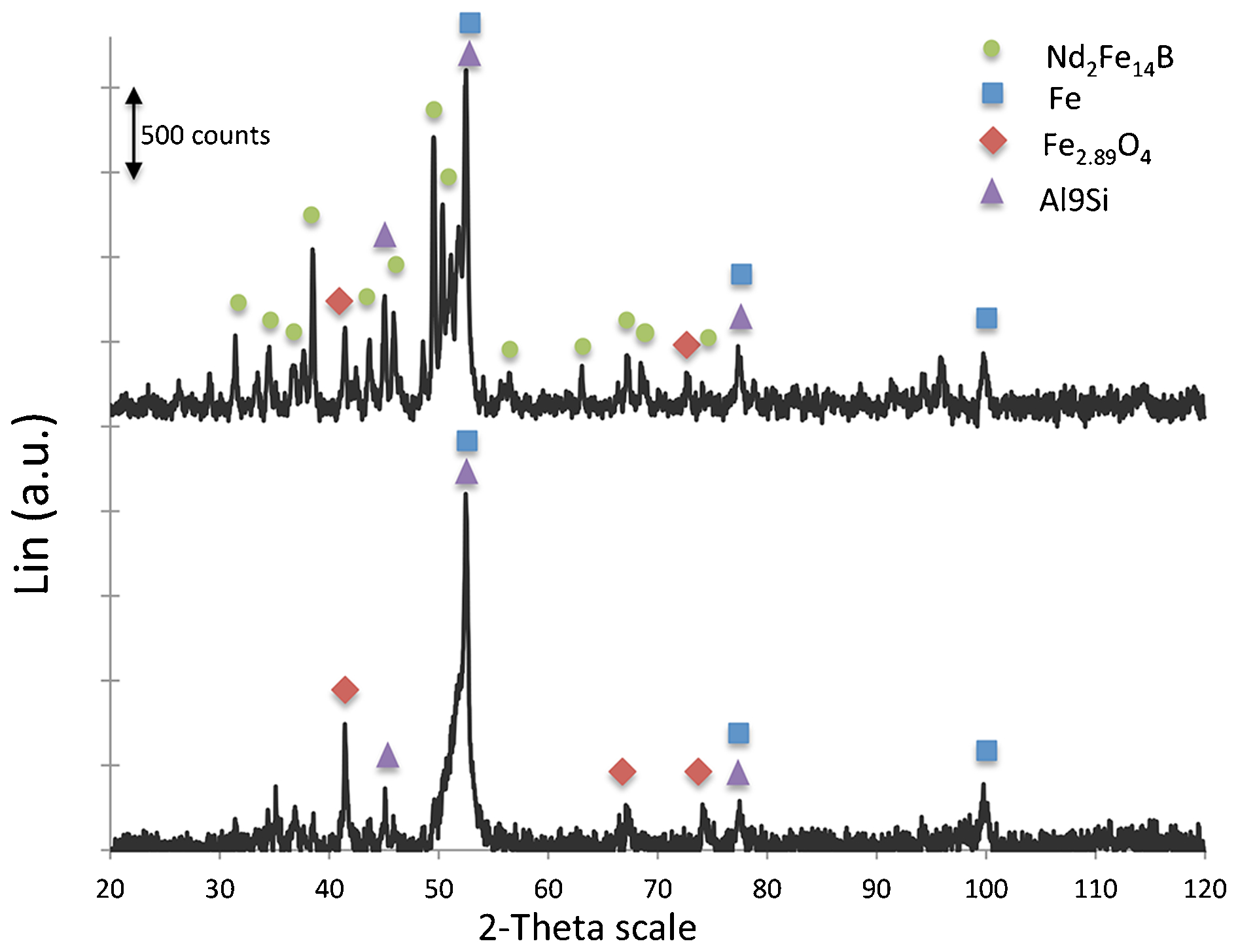
X-ray diffraction (XRD) pattern for the fine scrap after thermal demagnetisation: under inert atmosphere of Ar (upper) and ambient air (lower)
Size reduction and screening
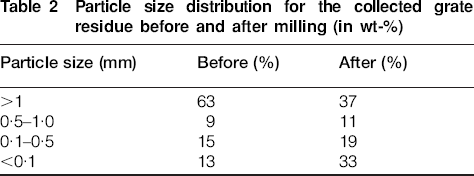
In the case of the highly heterogeneous outlet sample, mechanical milling led to an excessive copper contamination. Although it was later verified that most of the copper content can be removed by magnetic separation, it was shown that this can be avoided in the first place by utilising mechanical crushing instead of milling. The brittle magnets are then easily pulverised while ductile components (e.g. copper wires and metal bolts) simply elongate, facilitating their separation by screening. Even though the sample from the outlet stream required much more processing steps, the upgraded final scrap mix was generally similar in composition to that of the processed grate residue. Hence, from now on, only the magnetic material from the grate residue is further treated subsequently. Table 2 shows the particle size distribution before and after milling of the grate residue, illustrating the efficiency of a size reduction step. In the final distribution almost two-thirds of the collected material can be claimed for recovery. Although quantitative analysis of the fraction above 1 mm is not possible, it is expected to contain less than five per cent of magnetic residue, giving an estimated 95% yield for physical processing.
Particle size distribution for the collected grate residue before and after milling (in wt-%)

X-ray fluorescence analysis of the processed magnetic grate residue shows that rare earths are found in all fractions below 1 mm (63% of all grate residue), so that a separate processing is not with added value. Accordingly, a mixture of all these fractions is made and labeled ‘upgraded scrap’. This mixture is further used throughout the metallurgical processing. Its average composition, calculated to mass ratio, is given in Table 3. The main impurities of Ni, Al, Ca, Si, Cu, Zn, Mn and Co are all commonly used as additives in NdFeB magnets or in its protective coating (Tanaka et al. 2013). However, the relatively high amounts of Al and Si suggest some degree of mechanical inclusion from other components of the HDD. In addition, a large number of minor contaminates (<1 wt-%) were found. This includes some precious metals like Au, Ag and Pd. It is interesting to see that terbium is detected in relatively high concentration (0·8 wt-%), whereas dysprosium is not detected at all. The presence of praseodymium (1·6 wt-%), on the other hand, is not surprising.
Average compositions (wt-%) of the upgraded scrap mixture after physical processing, representing 63% of the total collected grate residue
REEs = sum of Nd, Pr and Tb
Metallurgical processing
Pyrometallurigcal processing: Slag extraction of REE
Before the melting tests, integrated TGA/DSC measurements were used to determine the melting temperature of the main components in the scrap. These were found to be 1374, 647, and 1196°C for steel bracket, aluminium casing and magnet piece, respectively.
Three major parameters were examined: (1) the slag composition, (2) slag to metal ratio (S/M), and (3) scrap type. In this study it is important to achieve a maximum rare earths recovery with minimum use of fluxing agents. In general, less amount of slag usage will lead to higher REE concentration in the slag but normally with a lower REE recovery. Table 4 gives the experimental conditions and the results for the two types of feed materials, the as collected and the upgraded scrap from the grate residue. The main difference between the two is their iron content. The as-collected grate residue contains the additional ferrous metallic pieces that were trapped in the grate. X-ray fluorescence analysis shows that the produced slag phase is highly enriched with the rare earths Nd, Pr and Tb. This is enhanced when the fine scrap is used, since the S/M can be maintained at a low level of 0·2. Unfortunately, in such cases, relatively high iron impurity (5·4 and 4·1 wt-%) is still present in the slag. This is believed to result from the lower iron content in the upgraded scrap, which is not in favour for the formation of the liquid metal pool and leads to the formation of microscopic metallic beads entrapped in the slag (e.g. Figure 7b). Higher steel content in the charged scrap has resulted in a larger metal pool that enables better separation of the two phases (metal and slag) and, hence, between rare earths and iron. On the other hand, the use of a scrap with coarser pieces requires a higher S/M for complete coverage of the scrap. This, in turn leads to a lower concentration of rare earths in the slag (Table 4). The slag system of CaO–CaF2 generally gives better coalescence of the metal phase (Fig. 7) due to a higher metal–slag interfacial tension.
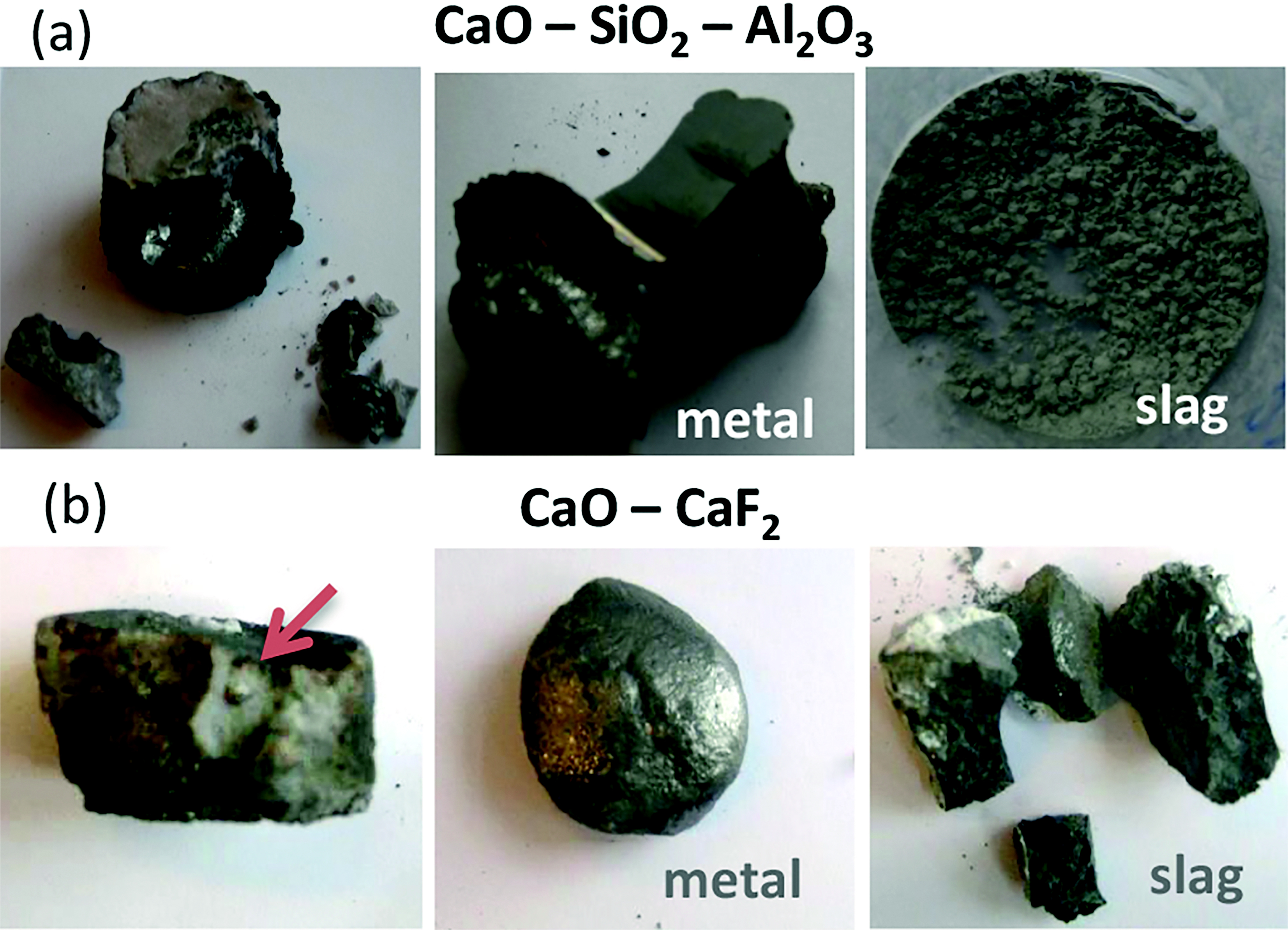
Metal and slag yield from pyrometallurgical experiments: a Test 2 (as received grate residue, S/M = 0·4) and b test 3 (upgraded scrap mix, S/M = 0·2) in Table 4
X-ray diffraction analysis of the slag shows that most of the neodymium forms a complex silicate compound Ca1·1Nd3·9(SiO4)3O0·95, with small amount of neodymium dissolving into Ghelenite (Ca1·98Nd0·02)Al(Al1·02Si0·98O7) for the CaO–SiO2–Al2O3 slag system. Conversely, the oxide (Nd0·9Y0·1)2O3 was detected in the CaO–CaF2 slag system. Later, however, local chemical analysis of the slag in Fig. 8a with EPMA suggested that also in the latter case complex compounds were formed. Three major phases were identified in the slag from test 3 (Fig. 8): RE-rich phase containing oxygen (white, Fig. 8e and f), RE-rich phase containing oxygen, aluminium and some calcium (grey, Fig. 8e and f) and calcium and fluorine based matrix that contains some trace amounts of REs (black, Fig. 8e and f). This layered structure in Fig. 8 was formed during the smelting of a larger scrap sample. As no agitation or stirring was applied to the melt, the heavy RE-rich compounds settled in the lower part of the slag while the lighter matrix components of the slag floated to the top (Fig. 8c and d). The slow cooling and solidification of the melt probably enhanced this segregation, which could potentially allow for further concentration of the REs in a commercial scale operation. Further hydrometallurgical processing of the RE-bearing slag is treated in Hydrometallurgical processing section.
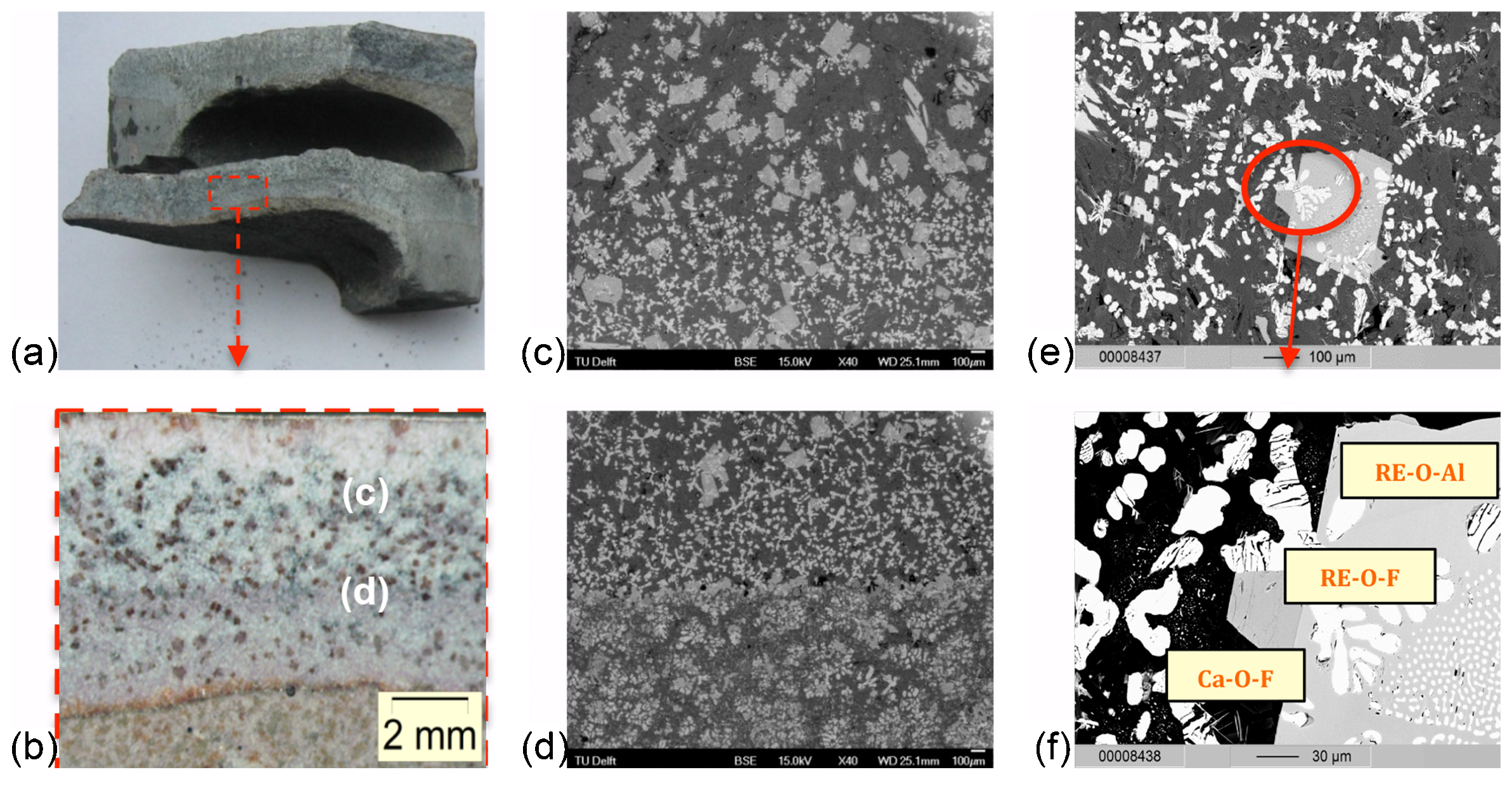
Microstructure observation of the formed layers of rare earth element (REE)-slag in CaO–CaF2 system (test 3 in Table 4): The layered (segregated) slag is shown in a camera image and b optical microscope. Image c and d were taken with SEM, at the indicated positions in b. Detailed electron probe micro-analysis (EPMA) e and f identified three distinctive compositions: RE–O–Al (grey), RE–O–F (white) and Ca–O–F (black). Non-developed RE-rich nuclei are also visible f
Hydrometallurgical processing
Direct leaching of magnet scrap
To validate the suggested method for this complex type of scrap and gain a better understanding, samples of both manually dismantled magnets and upgraded magnet scrap were leached with the conditions reported in the literature. After 24 h, the reference sample, which resembles the manufacturing scrap used for the development of this route, was completely dissolved, forming a pink-colour leach solution (Fig. 9a). The upgraded scrap, on the other hand, did not exhibit the same behaviour (Fig. 9b), and 13 wt-% of solid residues remained. The main content of this residue is Fe, REEs, Si, Cu, Ni and Al (Table 5 and Fig. 10).
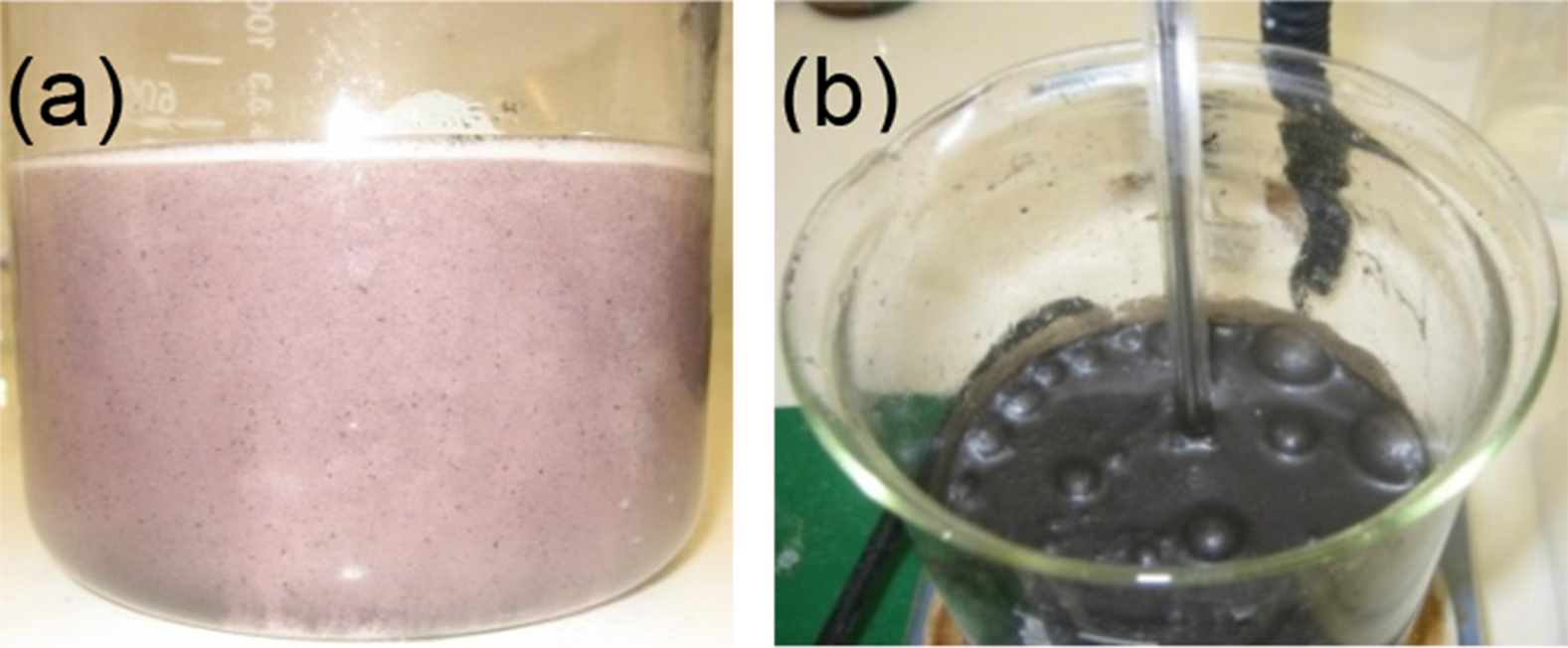
The leach solution (2M H2SO4, no agitation): a for the reference (from manual dismantling) and b for the upgraded scrap
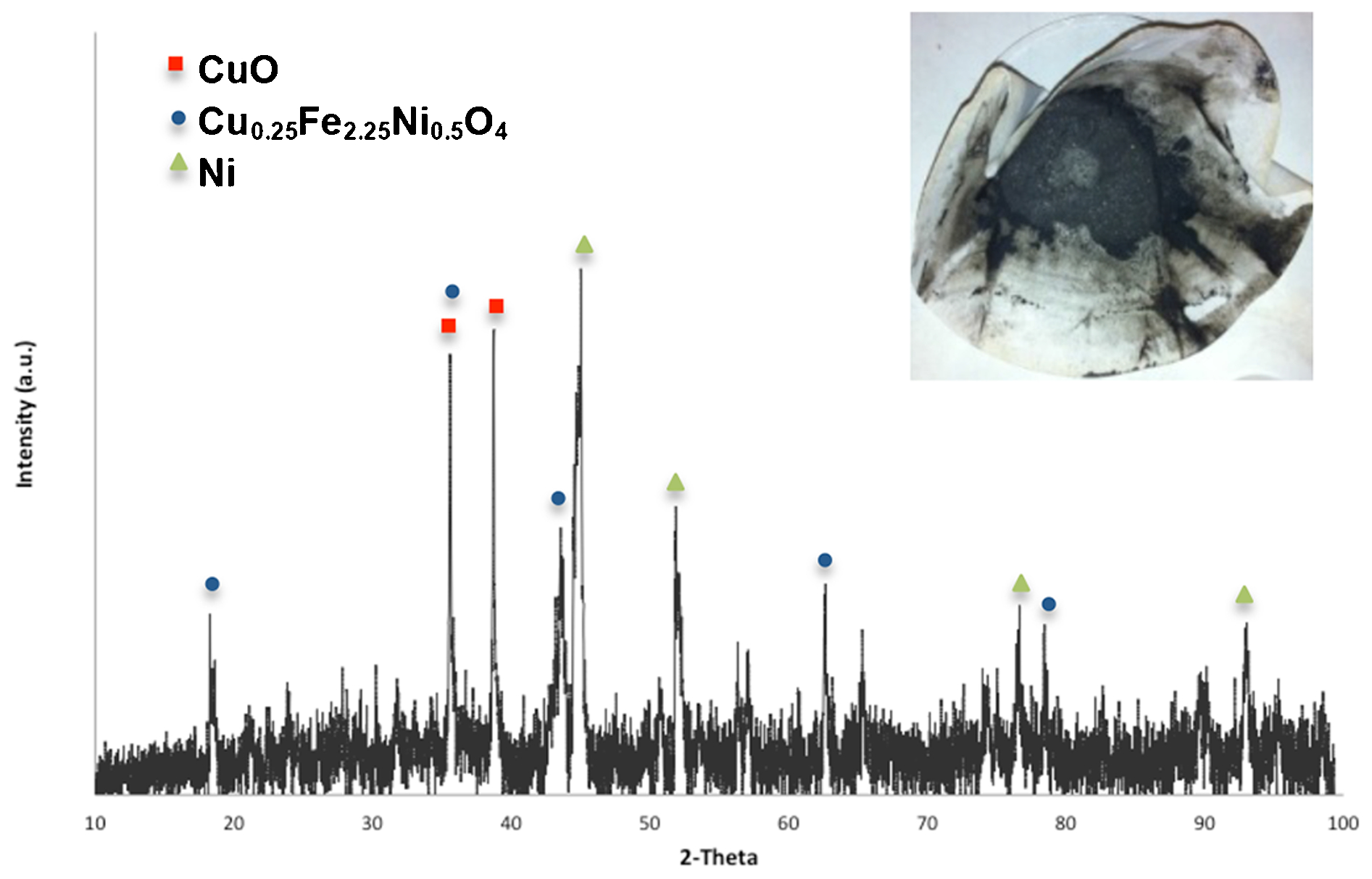
X-ray diffraction pattern of the leaching residue from the upgraded scrap mix after 24 h of leaching (no agitation)
Average compositions (wt-%) of selected samples during different processing steps
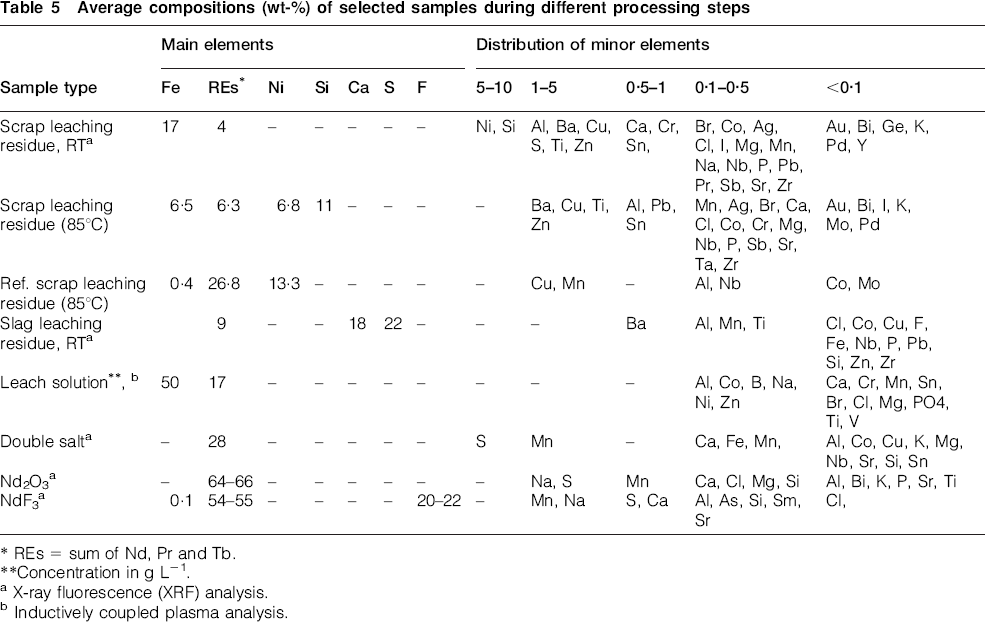
REs = sum of Nd, Pr and Tb.
Concentration in g L−1.
X-ray fluorescence (XRF) analysis.
Inductively coupled plasma analysis.
Mass balance, using the average concentration of the elements before and after leaching (in the residue), shows that more than 95 wt-% of the neodymium and other rare earths were leached, together with about 80 wt-% of the iron content. Other well-leached elements are Co, Al, Mn, Mg and Zn. Conversely, many metallic impurities are rather poorly leached or even not leached at all. As a result, valuable metals such as Ag, Au, Pd, Ni and Cu that were initially diluted in the scrap mix are fairly concentrated in the residue. For instance, the concentration of Ag in the scrap mix was only 400 ppm and in the leach residue it reaches on average to 2500 ppm, with a concentration factor of 62·5. Given its much higher market value, this is a valuable byproduct. This is also desired for the recovery of REEs, because the less dissolved the impurities, the less purification steps will be required later.
Parametric studies
Following those initial trails, further leaching experiments were conducted in order to understand the effects of leaching conditions and make the process more suitable for the complex scrap. The first issue with the leaching of the scrap samples was the poor wetting of the fine (dust-like) particles in the scrap, which hindered their full contact with the acid. Hence, mechanical agitation was added. In addition, it has been proven beneficial to double the liquid/solid ratio. After the conditions were changed, the kinetics of the dissolution reaction was studied through intermediate sampling (10 mL each) and ICP analysis, at both room temperature (about 22°C) and 50°C. A temperature of 50°C was chosen because it was typically the solution temperature during the first few minutes of dissolution at room temperature, when the solution was bubbling vigorously. ICP-OES results in Table 5 and Fig. 11 show that, for both temperatures, the most significant species are Fe, Nd and Pr and they all reach a maximum concentration of 50, 15 and 2 g L−1, respectively, after only 8 h. Generally, the concentration of all the other elements in the solution is much lower (Table 5).
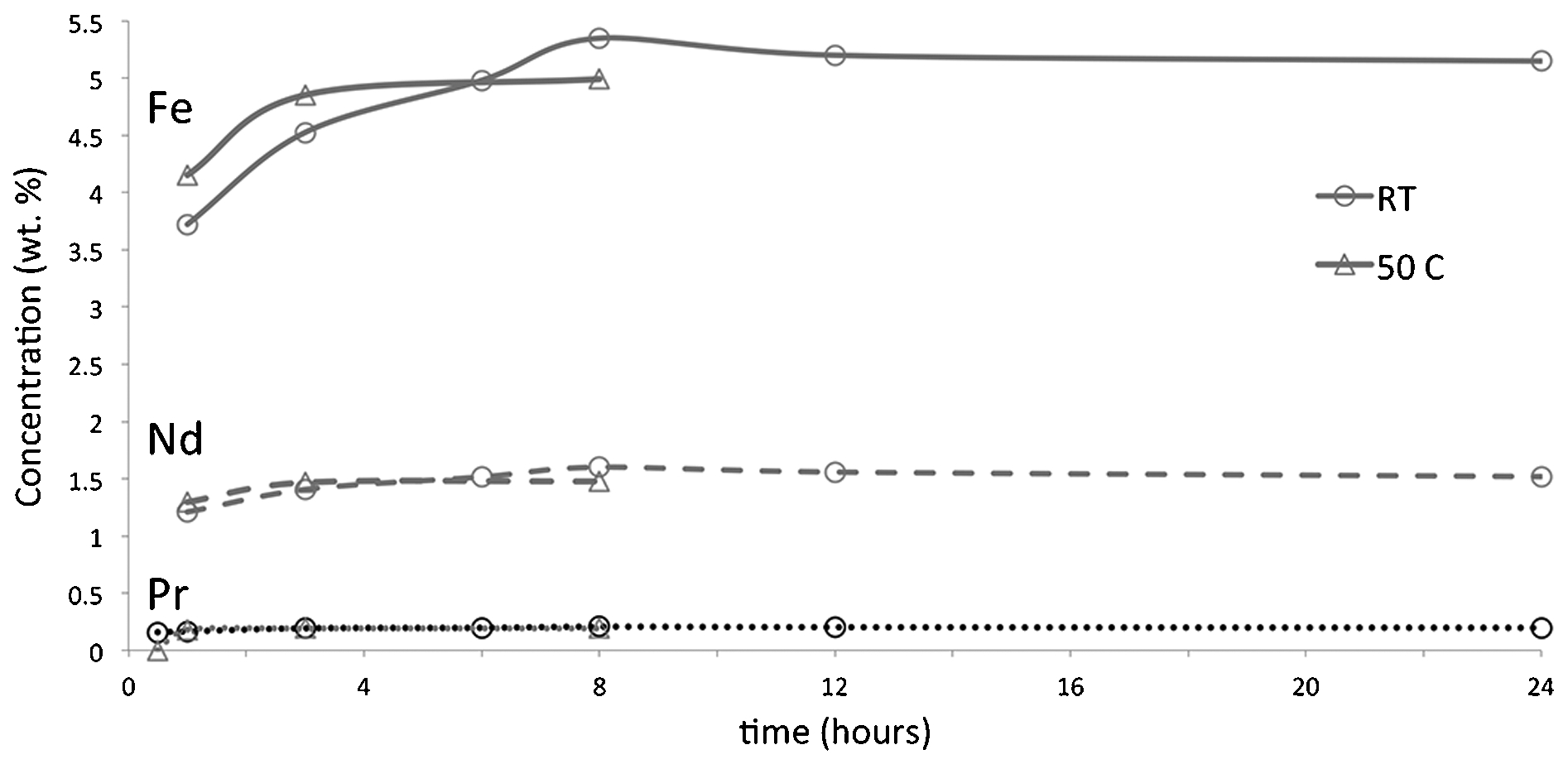
Inductively coupled plasma (ICP)-OES results, showing the leaching kinetics of Fe, Nd and Pr at room temperature and 50°C (2M H2SO4, L/S = 10, mechanical agitation)
Unlike most elements, neodymium salts have an inverse relationship between solubility and temperature (Molycorp 1993). This unusual behaviour means that rare earth dissolution will generally be promoted at lower temperatures, while the opposite is true for iron (Tanaka et al. 2013). This potentially presents a possibility to selectively leach iron (and other metals), producing a concentrated neodymium residue. Exploring this option was accomplished by leaching at 85°C. For comparison, leaching of both the scrap and the reference sample was tested for 3 h. Results show that while both had similar amount of residue (35–36 wt-%), their composition differs significantly (Fig. 12 and Table 5). Neodymium concentration in the residue of the reference samples was high (23·7 wt-%) with extremely low iron content (0·4 wt-%), whereas scrap-leaching residue was less effective with 5·6 and 6·5 wt-% for Nd and Fe, respectively. The reason for such behaviour is not completely clear; however, it illustrates again of the higher complexity of a post-consumer scrap. Only 10 elements were detected in the residue from the reference sample (Table 5). Except for Mn, these are all commonly used for the production of NdFeB magnets (Fe, Nd, Pr, Nb, Co, Mo and Al) or in their coatings (Cu, Ni). In the scrap sample, on the other hand, the list contains 24 extra elements that must have come from other components of the HDD. These contaminations pose a great challenge on the processing of EOL products, which is shown to respond differently. As selective dissolution was clearly not suitable for this highly contaminated scrap, this route was not investigated further.
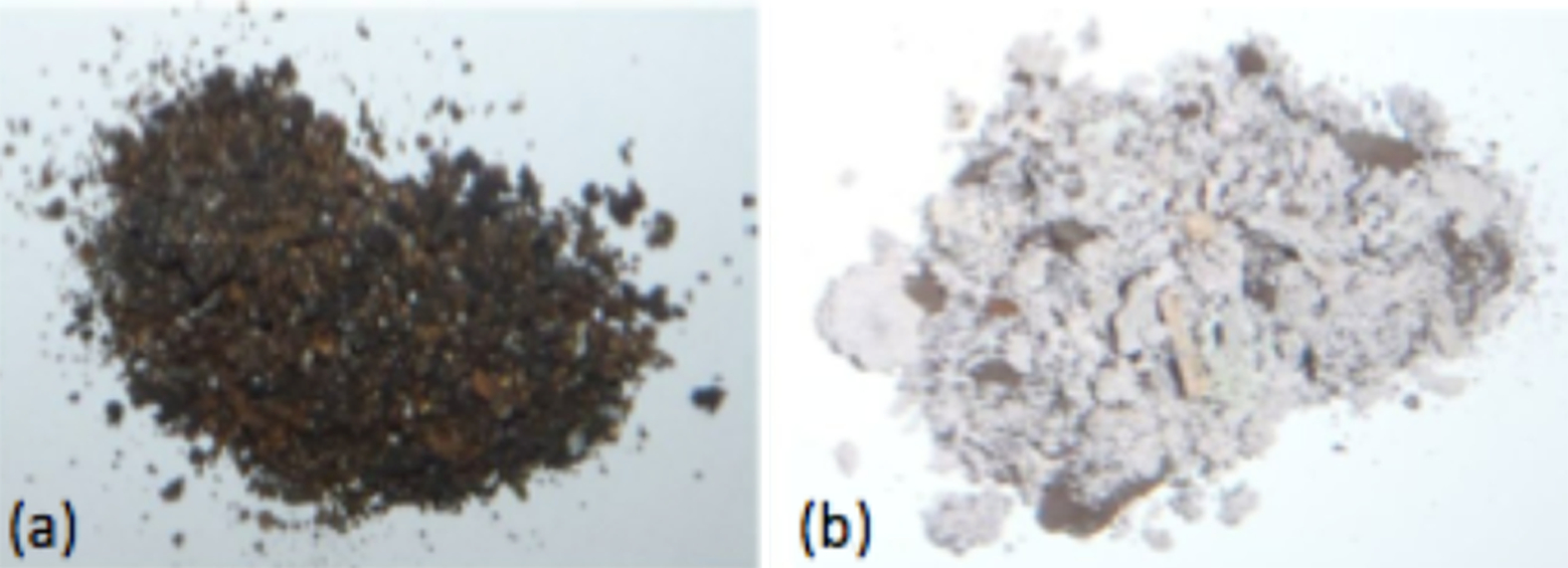
Hot leaching residues: a for the upgraded scrap and b for the reference scrap
Accordingly, optimal leaching conditions for magnet scrap are similar to those suggested in the literature (2M H2SO4 at room temperature), with the modification of the liquid to solid ratio (20) and 8 h reaction time. The shorter reaction time is due mainly to the addition of mechanical agitation. The advantage of using a low temperature leaching is that the solubility of valuable metallic impurities (e.g. Cu and Ag) is relatively low, and the residue is enriched with valuable elements as byproduct.
Leaching of REE-bearing slags
From pyrometallurgical tests 1–4 (Table 4), 5 g of pulverised slag sample (average particle size about 0·5 mm) was leached with the modified conditions (8 h, RT, mechanical stirring and L/S = 20). Generally, the weight of the leaching residue after treatment was about 70% of the initial weight. This is expected due to the formation of gypsum, which was also confirmed by XRD (Fig. 13). Unfortunately, neodymium and praseodymium were only partially leached and relatively high amounts, between 5 and 17 wt-% Nd, were detected in the residue (Table 5). The recovery of these rare earths is, on average, about 60%, based on the rare-earths content in the slag and the leaching residue. This relatively low leaching recovery is not completely clear, but is most likely related to the complex structure of the slag and the formed gypsum layer may hinder further dissolution of the REE minerals in the slag.
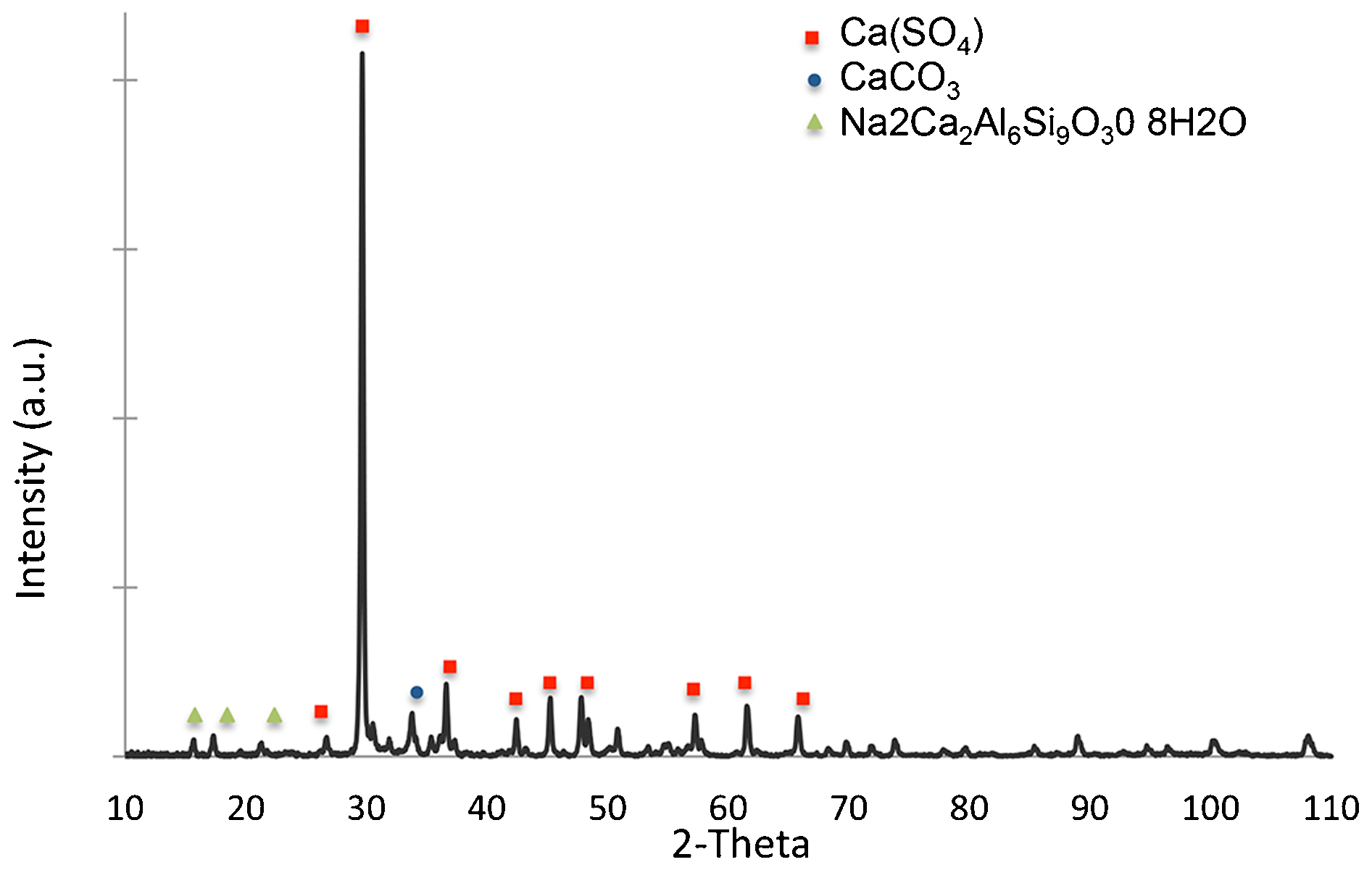
X-ray diffraction pattern of the leaching residue after RE-rich CaO–CaF2 based slag (test 3 in Table 4)
Precipitation of REE double salt
After removing the solid residue, all final leach solutions from the magnet scrap, reference magnet and slag samples were treated with the molar equivalent of caustic soda (NaOH). This, in all cases, produced very fine, light pink, precipitates (Fig. 14) that were identified as the desired NaNd(SO4)2H2O product by its XRD pattern (Fig. 14) and chemical composition (Table 5
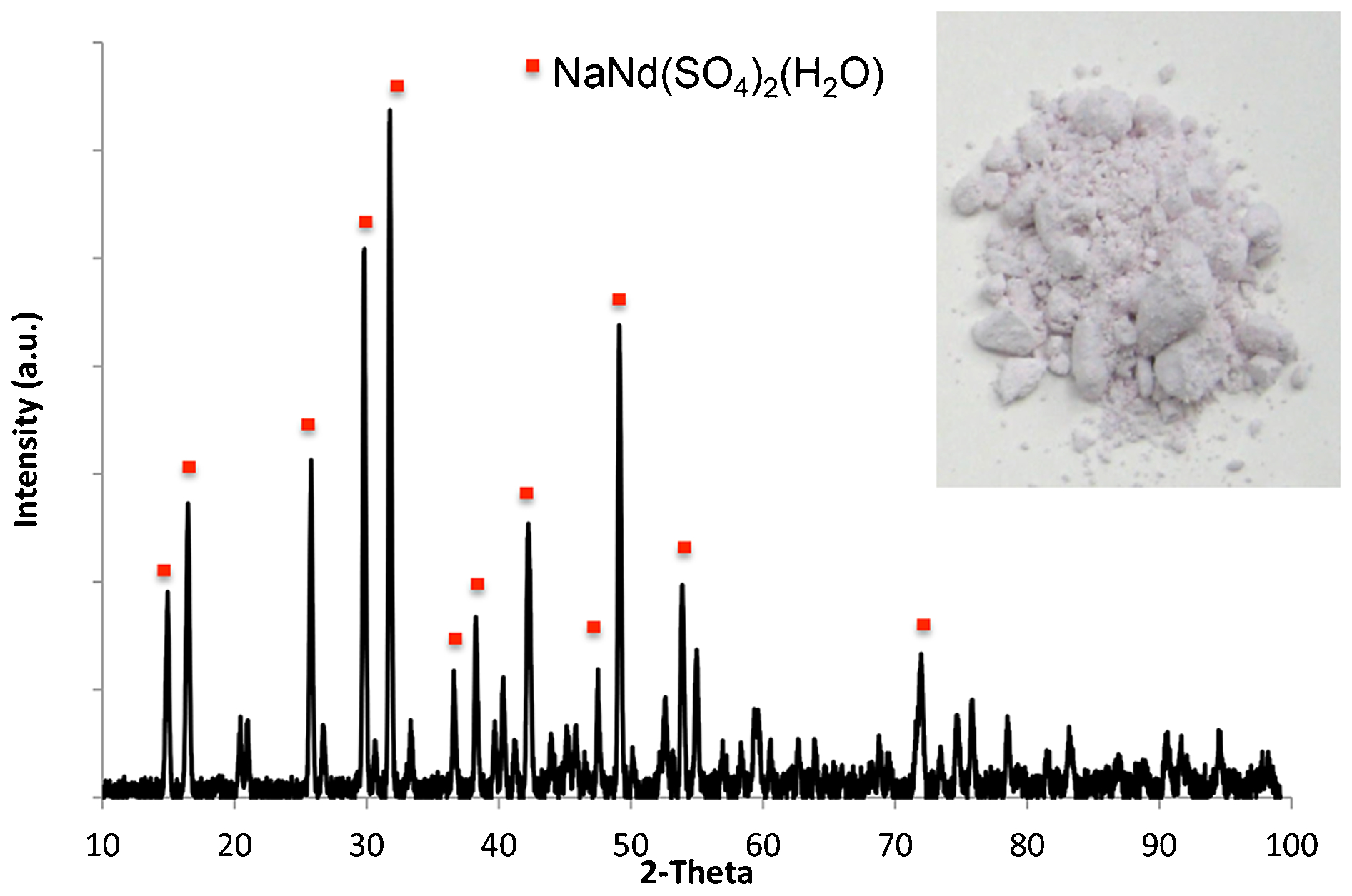
X-ray diffraction pattern for the Nd- and Na-double salt precipitates after caustic soda addition to the solution of the leached scrap
Also in the cases where low RE-leaching was observed [as in hot (85°C) and RE-rich slag leaching], the partially dissolved neodymium content was almost fully recovered (98%) as precipitates. This confirms that the precipitation step that is suggested in the literature works equally well for both the clean and the contaminated scrap. According to this finding, the crucial step in the recovery of rare earths is leaching.
Regarding the recovery of other elements that were dissolved in the leach solution, common technologies for the precipitation of most of them (Fe, Zn, Pb) are available, and hence, will not be discussed here. Nevertheless, these are important steps for an industrial application, because the leach solution and the effluent after double salt precipitation contain some harmful species (e.g. Pb and B) that require extra care for a proper disposal.
Double-salt conversion trials
The produced double salt serves as a final product that is easily stored and sold as it is or alternatively, after its conversion to other useful products. With this in mind, trials were made to test its conversion to neodymium fluoride (NdF3) and neodymium oxide (Nd2O3). In both cases, the produced phase, as detected by XRD, was the desired product, and impurities were relatively low (Table 5). For Nd2O3, the final (roasted) product is consistent with technical purity grade of Nd2O3 (brown powder).
Concluding remarks
In the current phase, shredding the HDDs separately and collecting the magnetic residue from the grate offer a low cost and relatively effective method to collect the magnets during commercial operation. When followed by thermal demagnetisation, crushing, and screening, it results in an upgraded REEs-rich scrap that, even if not being directly recovered, can be stored, providing readily available secondary resources for future processing.
As for the metallurgical recovery, the two tested methods both have their advantages. Pyrometallurgical experiments with slag extraction showed that both CaO–SiO2–Al2O3 and CaO–CaF2 slag systems are suitable for full extraction of the rare earths from the magnet scrap into the slag, yielding two products: a concentrated RE-containing slag and an iron-based alloy ingot. This iron-based alloy is a good source of scrap for steelmaking. Although the recovery of REEs from the slag by leaching in H2SO4 is not yet as efficient as direct leaching, the results are promising for further investigation and optimisation.
Assessing the complete recovery route, experimental results currently favour the direct hydrometallurgical route. Using the modified conditions (L/S of 20 and mechanical agitation for 8 h at room temperature), it has been proved in this study that, despite the composition complexity of EOL scrap, the combination of the different steps makes it possible to obtain high recovery of a relatively pure rare earths double salt product (98·4%). Additionally, this route provides the opportunity to collect recoverable amounts of valuable metals, such as Cu, Ni, Ag and sometimes Au and Pd through the leach residues, making it a valuable byproduct. Many impurities (primarily iron) are dissolved in sulphuric acid, and these will have to be removed after the precipitation of rare earths. While fine-tuning will be necessary before this processing route can be implemented commercially, the route developed in this study provides a feasible transition into commercial recovery operation that can positively influence the current European market dynamics of critical metals supply. The choice of using the existing industrial machinery will significantly reduce new investment costs for equipment and operation for the industry. In addition, as shredding is not specially designed for HDDs, the developed route is also suitable for the treatment of various waste streams that contain NdFeB magnets, which becomes increasingly more attractive in the future.
Acknowledgements
This research was carried out in collaboration with the waste processing company Van Gansewinkel Group (VGG) in the Netherlands. The authors would like to acknowledge the company for their financial support and supply of materials. Special thanks go to G. Visser, H. Agterhuis and B. Sprecher for their close collaboration and support during this project. The authors would also like to acknowledge R. W. A. Hendrikx and J. H. L. Voncken from TU Delft for X-ray and EPMA measurements, respectively. Furthermore, authors would like to thank R. Penners from TU Delft for his help with mechanical processing and R. van Eck-Rotholz for language checking of the manuscript.