
Abstract
The impact of microbubbles on flotation efficiency has been studied for ultrafine ( < 12 μm) chalcopyrite recovery from chalcopyrite/quartz artificial mixtures using laboratory pneumomechanical and column flotation cells. The findings show that significant enhancement in the efficiency of ultrafine minerals beneficiation is ensured by using the method known as combined microflotation based on simultaneous use of both coarse air bubbles (conventionally produced in flotation cells) and microbubbles generated by a standalone generator in the form of air in water microdispersion. Introduction of microbubbles at the dosage of 8–16 L per 1 kg of chalcopyrite before its treatment in a pneumomechanical flotation cell increased the flotation rate by several times. In the case of column flotation, introduction of microbubbles at the dosage of around 50 L per 1 kg of chalcopyrite following pulp treatment in a static mixer for 60 s before feeding it into the column cell increased the copper recovery by more than 50%. Increasing the treatment time of the pulp in the static mixer to 80 s led to gains in copper recovery by more than 60%, even in the absence of cell aeration by coarse air bubbles (turbulent microflotation regime).
Introduction
Flotation is one of the most common and widespread methods in beneficiation of non-ferrous, base, rare and noble metal ores. Yet, it has a significant downside as this technology is effective for the recovery of valuable minerals from feedstock only when particle sizes are within the rather narrow range of 30–70 μm. However, in the process of feedstock grinding (for the purpose of releasing crystals of a valuable mineral), large amounts of particles having size far smaller than 20 μm, a significant fraction of the valuable component is wasted in mill tailings. Given the depletion of rich deposits and the need to develop finely disseminated ores that require intensive grinding, the challenge of developing efficient flotation methods is becoming more urgent. In line with the existing physics concepts of flotation, 1–4 flotation efficiency for particles sizes below 20 μm can only be achieved through the application of air bubbles of size less than 50 μm. 5 The use of such fine bubbles involves technological difficulties that can mostly be attributed to the very low rising velocity of the bubbles. A solution for this problem has been described by Rulyov, 6 who suggested splitting the stage of saturating the pulp with air microbubbles and the stage of separating mineralised bubbles from the pulp in terms of space and time using for this purpose a long tubular static mixer. When the pulp saturated with microbubbles moves in the turbulent regime in the static mixer, not only floated particles aggregate and become attached to microbubbles but they also coalesce and aggregate into coarse flotation complexes, which then can be easily separated from the pulp by sedimentation. The laboratory tests of this flotation method, later termed as turbulent microflotation or TMF treatment, proved its very high efficiency in flotation of both ultrafine sulfide minerals ( < 15 μm) 7 and fine coal ( < 44 μm). 8, 9
As turbulent microflotation has not yet found wide application in industry, the introduction of microflotation principles in existing flotation cells presents a special interest. Previous studies in the 1960s 10 showed that even a small content of microbubbles in the pulp could significantly increase the recovery of valuable minerals and accelerate the flotation process in conventional pneumomechanical flotation cells. Because in existing industrial flotation cells (pneumomechanical and column type) production of bubbles smaller than 300 μm is practically impossible, the amount of microbubbles in the pulp required to boost the flotation rate can be produced only in an external generator. This approach allows implementing the so called combined microflotation 11 , which embraces both types of flotation: conventional flotation and microflotation. The findings published recently show that the use of fine bubbles (micro- or nanosize) in combination with coarse bubbles ensures a significant increase in the flotation efficiency of both fine and coarse particles. It is also interesting to note that, as it shown by Rulyov et al., 11 Ahmadi et al., 12 and Calgaroto et al., 13 in the former case (fine particles) fine bubbles act as the flotation carriers, as described by Fan et al. 14, 15 (parts II and IV), and in the later case (coarse particles) they act rather as collectors.
The advantage of combined microflotation over turbulent microflotation is that in the former case a significantly smaller dosage of microbubbles is required as they are removed from the pulp not through the coalescence and aggregation in a static mixer but by flotation by conventional coarse bubbles generated in the flotation cell.
Several methods of fine bubble generation in the form of air in water dispersion are known in the industry. 16 They mostly involve passing the mixture of frother solution and air through a static mixer and/or Venturi tube type mixer. However, the latter method produces not only micron size but also submicron size bubbles and to date cannot produce a high volume concentration of microbubbles in the air in water dispersion. This presents a significant limitation for its practical application. In this respect, the most promising is a novel method of air in water microdispersion production initially described by Sebba, 17 in which a mixture of air and frother solution is passed through a dynamic mixer with a high shear rate. This approach allows volume concentration of microbubbles above 60 vol.-% to be achieved with minimum consumption of frother.
The objective of this study was to define the impact that microbubbles produce on the efficiency of selective flotation of ultrafine chalcopyrite from artificial mixtures of chalcopyrite and quartz using laboratory pneumomechanical and column flotation cells.
Experimental
Materials
In flotation tests, we used high purity samples of chalcopyrite (copper content: 32.4 wt-%, particles size distribution: < 12 μm, 80 wt-%; < 4 μm, 50 wt-%) and quartz (SiO2: 96.8 wt-%, particles size distribution: < 21 μm, 80 wt-%; < 7 μm, 50 wt-%) provided by the Ukrsevgeologija company in Ukraine. Sodium ethyl xanthate was used as the chalcopyrite collector, and triethyoxy butane was used as the frother. Hydrochloric acid and sodium hydroxide were used for adjusting the pH of the pulp. All solutions and pulps were prepared using distilled water.
Equipment
In the tests on conventional pneumomechanical flotation and the combined pneumomechanical microflotation, a “Mechanobr” laboratory flotation cell of 3L chamber (Fig. 1) was used. The tests on conventional column flotation and combined column microflotation were run using a turbulent microflotation laboratory cell (TMF rig) of capacity 21 L/h developed by the Turboflotservice company (Fig. 2). Operation of this rig is described in detail by Rulyov. 7 The separation column in the TMF rig was designed as a 90 × 80 mm rectangular sectioned pipe of height 80 cm. The pipe was placed inside an upright rectangular container of 110 × 100 mm cross-section provided with an overflow output. The thickness of the froth level in the separation column could be controlled by moving the pipe upwards or downwards in relation to an overflow edge. When required, the inlet for feeding pulp into the separation column could be placed at various column heights ranging from 5 to 50 cm below the pulp overflow edge. For simulating column flotation or combined column microflotation treatment regimes, a source was placed at the bottom of the column for pneumatic generation of coarse bubbles comprised of four horizontal porous tubular dispergators. The TMF rig also included the generator of the air in water microdispersion designed as a dynamic mixer with high non-uniform hydrodynamic field and having capacity up to 21 L/h. This generator served to feed a preset amount of microbubbles in the form of a concentrated air in water microdispersion, into the pulp flow fed into the column via a tubular static mixer (inner diameter of 6 mm). The length of the tubular mixer was adjusted so that the residence time of the pulp in the mixer was in the range 60 to 80 s. The volume content of air bubbles in the microdispersion amounted to 62%. According to the findings of a statistical processing of microdispersion micrographs, 80 vol.-% of bubbles were below 50 μm and 50 vol.-% were below 16 μm. The consumptions of air and frother solution (300 mg L− 1) in the generator were adjusted so that the total volume of microbubbles per weight unit of quartz f was set in the range 0–16 L kg− 1. The above mentioned microbubble generator was used in all test runs: for saturating pulp with air microbubbles in combined pneumomechanical microflotation tests and in combined column microflotation tests.
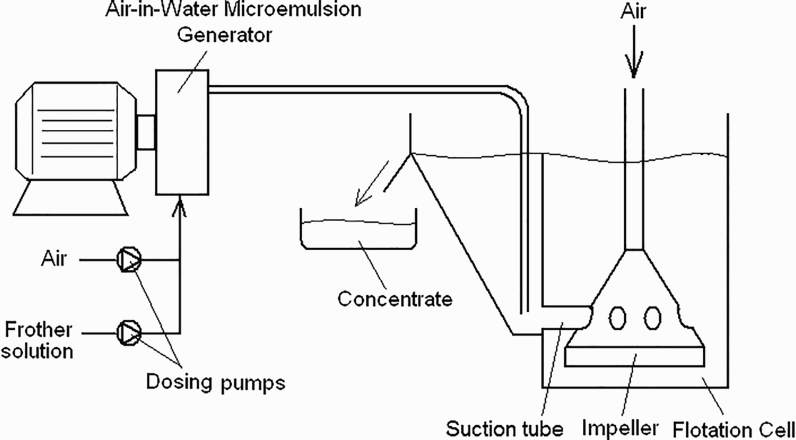
Laboratory rig for conventional pneumomechanical flotation and combined pneumomechanical microflotation tests
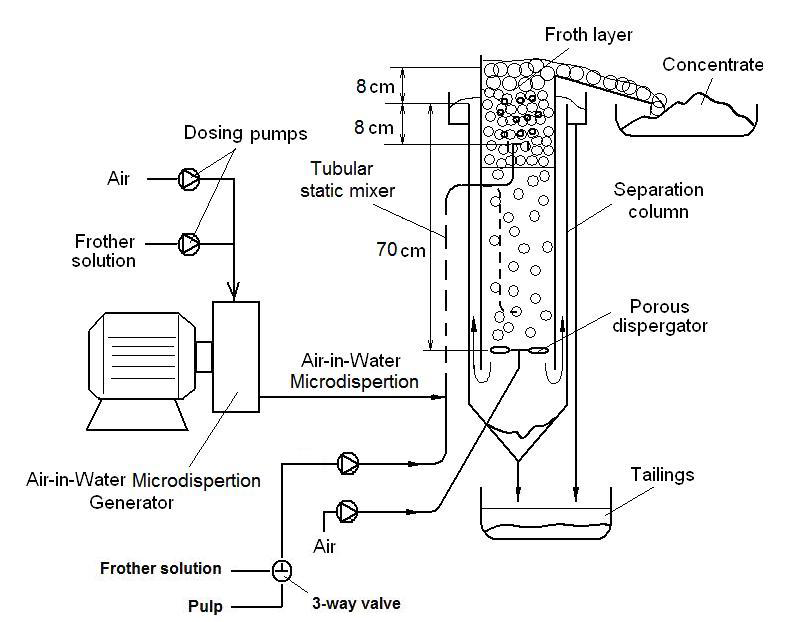
Laboratory rig for conventional column flotation and combined column microflotation tests (elements with adjustable length or position are shown by dashed lines)
Pulp
In all tests, ultrafine chalcopyrite or chalcopyrite/quartz mixture in water suspension of fixed concentration was used. The suspension pH was adjusted to 8.5 ± 0.1, and once a collector (dosage 0.5 mg per gram of chalcopyrite) was introduced, the suspension was gently stirred for 3 min followed by the addition of frother. The amount of frother added was calculated so that in all test runs its concentration in the pulp (including the frother fed together with air in water microdispersion) amounted to 70–75 mg L− 1. The ratio of chalcopyrite and quartz in the mixture was regulated so that the chalcopyrite content in the pulp was 10 g L− 1. In pneumomechanical flotation test runs of chalcopyrite/quartz mixture, the pulp concentration was 500 g L− 1 (38.5 wt-%), and in column flotation test runs, it was 250 g L− 1 (21.7 wt-%). The copper content in the feed was 0.65 and 1.3 wt-% respectively.
Measurement conditions and schedule
Pneumomechanical flotation
Quartz or quartz/chalcopyrite suspension (2 L) prepared as described above was placed into a flotation cell and gently stirred (at 500 r/min) for a short time with air supply switched off. During this time, the pulp was being saturated with microbubbles (total volume dosage f = 8 or 16 L per 1 kg of chalcopyrite) delivered by the air in water microdispersion generator directly to the suction tube connected to the impeller (see Fig. 1). Thus, microbubbles from air in water microdispersion were distributed practically immediately across the entire volume of the flotation cell. When the delivery of microbubbles was stopped, the pulp level in the cell was increased to 3 L by adding the required amount of water with pH = 8.5. The rotational speed of the impeller was increased to 1500 r/min, and air supply was switch on. In all test runs, air consumption was 5.5 L min− 1. The froth was removed by hand scraping using a stainless steel paddle at a constant depth at intervals of 1 s for the first minute and at interval of 3 s thereafter. The pulp volume was maintained automatically at a set level by adding fresh water. Samples of the froth product were collected at set time intervals (1–2 min); then, the samples were filtered, dried, weighed and assayed for copper. The results were used to calculate the flotation kinetic for copper recovery and concentrate grade starting from the moment when atmospheric air was fed into the cell.
Column flotation
In all test runs on the combined column microflotation, the volume of treated pulp was 2 L. The concentration of chalcopyrite/quartz mixture in stock suspension was 21.7 wt-%; copper content in feed was 1.3 wt-%. In the flotation of pure chalcopyrite, its concentration in the pulp was 10 g L− 1. The concentration of microbubbles in the pulp during its treatment in tubular static mixer was 28.5 vol.-% (around 50 L of microbubbles per 1 kg of chalcopyrite), and the treatment time in the tubular static mixer was 60 s. The froth overflow lip was set at 8 cm above the edge of the pulp overflow, and the pulp inlet into the separation column was 8 cm below that level. Consumption of atmospheric air delivered into the separation column via tubular dispergators was 5.5 L min− 1, and the dispergators were placed at a depth of 70 cm below the edge of the pulp overflow.
At the start of the tests, frother solution (70 mg L− 1) of 8.5 pH was added into the separation column, and then a similar solution was pump fed through the tubular mixer and separation column. Then, with the use of air in water microdispersion generator and/or tubular porous dispergators, the dynamic froth layer was formed in the top part of the separation column. Once the froth layer flow from the separation column reached its steady state conditions, the feeding pump was switched over by three-way valve to start delivering treated pulp. At the end of the pulp feeding stage (2 L), the feed pump was switched back to deliver frother solution for the time estimated as needed for the complete displacement of the mineralised froth from the separation column. The next stages included collection of the concentrate, its filtering, drying, weighing and assaying for total copper. The findings were used to calculate copper recovery.
A similar approach was used in turbulent flotation test runs described by Rulyov, 7 the only difference being that the pulp treatment time in the static mixer was 80 s, the pulp input into the separation column was 50 cm below the pulp overflow edge and atmospheric air was not delivered by the tubular dispergators.
Results and discussions
Pneumomechanical flotation
Figures 3 and 4 show the kinetic dependence of copper recovery on treatment time of chalcopyrite and chalcopyrite/quartz mixture in a conventional pneumomechanical flotation regime (f = 0) and in a combined pneumomechanical microflotation regime (f = 8 and 16 L kg− 1) respectively. These data demonstrate that in both cases the rate of flotation and the copper recovery increased significantly with the increase of microbubble volume dosage. This effect was particularly pronounced in the case of chalcopyrite flotation from the mixture. For example, in the conventional pneumomechanical flotation (f = 0), 45% copper recovery was achieved in 10 min of flotation, while in combined pneumomechanical microflotation the same result was achieved in 2.5 min at f = 8 L kg− 1 and in 1.4 min at f = 16 L kg− 1. Figure 5 shows the kinetic dependence of the concentrate grade in chalcopyrite/quartz mixture treatment. This figure demonstrates that in a combined pneumomechanical microflotation with a relatively small dosage of microbubbles (f = 8 L kg− 1), the concentrate grade decreased with time somewhat faster compared to conventional pneumomechanical flotation (f = 0). When the dosage of microbubbles was increased to 16 L kg− 1 in combined pneumomechanical microflotation, however, the concentrate grade was noticeably higher than in conventional pneumomechanical flotation (f = 0).
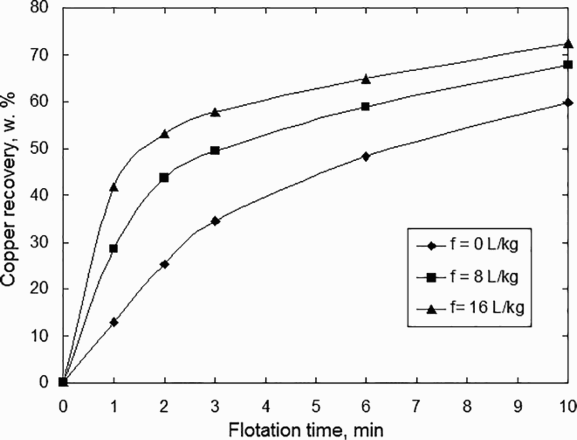
Copper recovery versus flotation time in pneumomechanical flotation regime ((f = 0) and combined pneumomechanical microflotation regime (f = 8 and 16 L kg− 1). Pure chalcopyrite: copper concentration in feed = 0.65 wt-%.
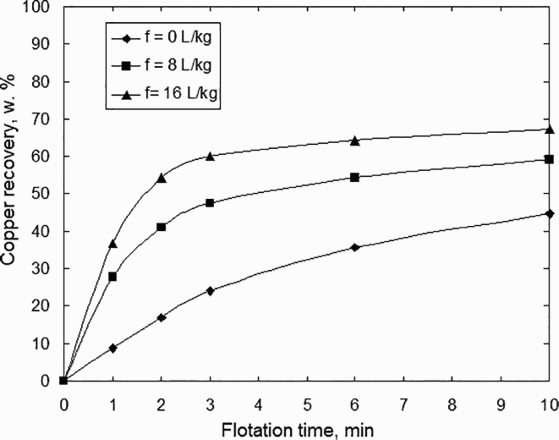
Copper recovery versus flotation time in the pneumomechanical flotation regime (f = 0) and combined pneumomechanical microflotation regime (f = 8 and 16 L kg− 1) treatment of chalcopyrite/quartz mixture. Pulp concentration: 500 g L− 1; copper concentration in feed: 0.65 wt-%
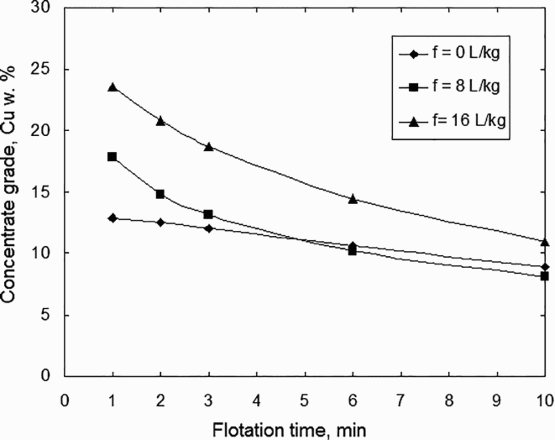
Concentrate grade versus flotation time in pneumomechanical flotation regime (f = 0) and combined pneumomechanical microflotation regime (f = 8 and 16 L kg− 1) treatment of chalcopyrite/quartz mixture. Pulp concentration: 500 g L− 1; copper concentration in feed: 0.65 wt-%
The advantages of the combined pneumomechanical microflotation are highlighted in Fig. 6, which shows the graphs of copper recovery versus concentrate grade in flotation of chalcopyrite/quartz mixture, from which it is evident that with the increase of microbubble dosage the recovery and the concentrate grade also increase.
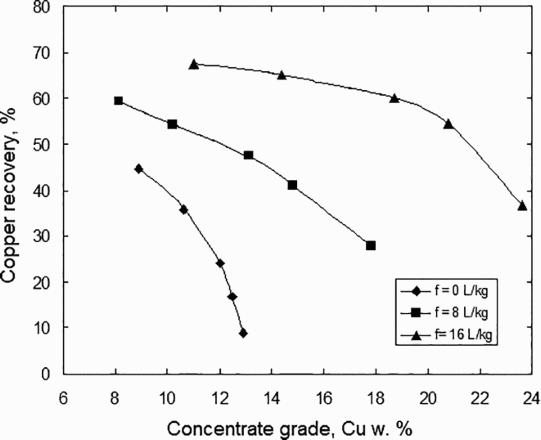
Copper recovery versus concentrate grade in pneumomechanical flotation regime (f = 0) and combined pneumomechanical microflotation regime (f = 8 and 16 L kg− 1) treatment of chalcopyrite/quartz mixture. Pulp concentration: 500 g L− 1; copper concentration in feed: 0.65 wt-%
A mathematical analysis of the graphs in Figs. 3 and 4 indicates that, in the conventional flotation regime (f = 0), the flotation recovery can be well approximated by the first order kinetic model with rectangular distribution of particles floatability (i.e. when all particles are characterised by the same flotation rate constant) put forward by Meyer and Klimpel.
18
According to the above model, the flotation kinetics can be described by the equation

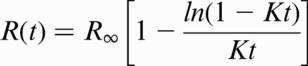
The mere fact that at the relatively small dosage of microbubbles the concentrate grade is not much higher or even is the same as in regular flotation shows that the first stage is not fast enough due to the low volume concentration of microbubbles in the pulp. Comparison of the data on flotation of ultrafine chalcopyrite ( < 12 μm) with the results for the combined microflotation of fine quartz ( < 21 μm) presented by Rulyov et al. 11 allows us to conclude that when the average size of floated particles decreases by about a factor of two, the effective dosage of microbubbles increases by nearly an order of magnitude.
Column flotation
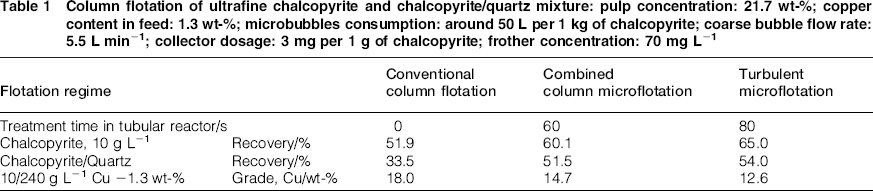
Table 1 presents the results of conventional column flotation, combined column microflotation and turbulent microflotation of ultrafine chalcopyrite and chalcopyrite/quartz mixture. These results show that combined column microflotation of chalcopyrite increases the copper recovery by 15.8 % compared to conventional column flotation. In case of combined column microflotation of chalcopyrite/quartz mixture, copper recovery increases by 53.7% compared to conventional column flotation. Turbulent microflotation (in the absence of coarse bubbles aeration) ensures even better recovery compared to conventional column flotation: by 25.2% in chalcopyrite flotation and by 61.2 % in flotation of chalcopyrite/quartz mixture. The lower recovery rate in combined column microflotation compared to turbulent microflotation may be attributed to the fact that in the former case the pulp residence time in the tubular flotation reactor was 20 s shorter than in the latter. Hence, application of an additional 20 s treatment of pulp in the tubular flotation reactor has stronger effect than coarse bubble aeration. Table 1 also demonstrates that concentrate grade significantly decreased when switching from conventional column flotation to combined column microflotation and to turbulent microflotation. This can be explained by the fact that in the latter two cases the volume concentration ratio between small and large air bubbles in the froth is significantly higher than in the former case and thus facilitates the higher entrainment of quartz particles into the concentrate.
Column flotation of ultrafine chalcopyrite and chalcopyrite/quartz mixture: pulp concentration: 21.7 wt-%; copper content in feed: 1.3 wt-%; microbubbles consumption: around 50 L per 1 kg of chalcopyrite; coarse bubble flow rate: 5.5 L min− 1; collector dosage: 3 mg per 1 g of chalcopyrite; frother concentration: 70 mg L− 1
Conclusions
The findings from this study have shown that combined microflotation involving simultaneous application of conventional coarse bubbles normally produced in flotation cells and microbubbles generated by a standalone generator in the form of air in water microdispersion ensures significant enhancement of efficiency in fine mineral beneficiation. The introduction of microbubbles in the amount of 8–16 L per 1 kg of chalcopyrite before its treatment in a pneumomechanical type cell resulted in an increase in the flotation rate by several times. In the case of column flotation of ultrafine chalcopyrite/quartz mixture, the introduction of microbubbles in the amount of about 50 L per 1 kg of chalcopyrite following pulp treatment in a tubular static mixer for 60 s before feeding the pulp into the column resulted in a 50% increase in copper recovery. Increasing the treatment time in the static mixer up to 80 s increased the copper recovery by more than 60 % even in the absence of cell aeration by coarse air bubbles (turbulent microflotation regime).