
Abstract
Mineral sand deposits in the Murray Basin offer the potential for significantly expanding Australia's production of ilmenite, rutile and zircon. Since prices of zircon and rutile are higher than ilmenite, and zircon grades in most deposits are significantly higher than those for rutile, zircon often is the major economic mineral component in mineral sand deposits. Two types of deposits occur in the Murray Basin. They comprise strandline deposits, in which the particle size of the heavy minerals is similar to that in other Australian deposits, and fine grained, sheet-like, WIM style, deposits. While production from several strandline deposits has commenced, the fine grained deposits, which contain significantly greater amounts of mineralisation, are still to be developed. Problems with processing the finer particle size of the mineralisation, its variable mineralogy, higher surface and lattice impurity levels, in particular uranium and thorium in zircon grains, have contributed to this. Overcoming these problems is necessary to obtain the full commercial value from the Murray Basin deposits. Processing to recover a fine grained zircon concentrate from the extensive WIM style deposits and the removal of impurities in the concentrate are discussed in this paper. In particular, treatments to remove surface and lattice impurities, and to lower uranium and thorium levels by an acid leach and with heat and leach treatments, are reviewed. The conditions used in the heating treatment (e.g. temperature and nature of any fluxes added) affect the impurity removal and whether zirconia (ZrO2) or zircon (ZrSiO4) is obtained as the product.
Introduction
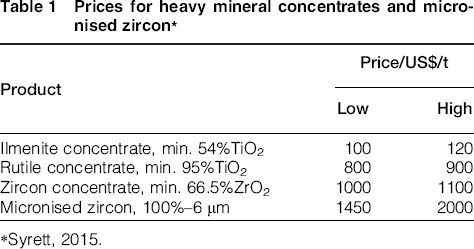
The commercially important heavy minerals (HM) recovered from mineral sand placer deposits are zircon (ZrSiO4), rutile (TiO2), ilmenite (FeTiO3) and ilmenite alteration products (including pseudorutile and leucoxene), along with smaller amounts of the rare earth containing minerals monazite ([Ce, La, Th]PO4) and xenotime (YPO4). Zircon and rutile are both more valuable than ilmenite (Table 1), but since zircon grades in most deposits are significantly higher than those for rutile, zircon often is the major economic driver for the development of a mineral sand deposit.
Prices for heavy mineral concentrates and micronised zircon*
Zircon and other HM are initially formed in primary igneous and/or metamorphic rock types. The dual processes of weathering and erosion, operating over long periods of geological time, liberate the HM allowing them to be transported by rivers and streams to sites where concentration and deposition can occur. These are usually shorelines where the high specific gravity minerals tend to lag during storms and the lighter components (e.g. quartz and feldspar), which are liberated along with the HM, are carried offshore or along shore by strong littoral drift. Major HM sand deposits, therefore, characteristically form along ancient coastlines where the heavier minerals have been concentrated by wave or wind action. In Australia, HM accumulations occur along the east and west coasts of the country (Wallis and Oakes, 1990; Baxter, 1990; Shepherd, 1990) and in the Murray and Eucla Basins (Roy et al., 2000; Komesaroff, 2001; Hou et al., 2011). Over time, subsidence of coastal sediments and changing sea levels caused by ice ages or isostatic adjustment of continental margins have resulted in most HM sand deposits being found in unconsolidated fossil shorelines several hundred metres (e.g. east coast deposits), to tens of kilometres (e.g. west coast deposits) or hundreds of kilometres (e.g. Murray and Eucla Basins) inland from the present coastline.
Commercial recovery of zircon and rutile concentrates from east coast deposits commenced in 1934 (Morley, 1981). The associated ilmenite was discarded due to its high chromium content, which made it unsuitable for further use (Dunkin, 1953). Production in Western Australia commenced with recovery of ilmenite from the Capel deposits south of Perth in 1956, while the zircon rich deposits at Eneabba north of Perth began production in 1973 (Sale, 2011). Recovery of HM in the Murray Basin commenced in 2001 (Komesaroff, 2001) and from the zircon rich deposits in the Eucla Basin in late 2009 (Hou et al., 2011). The production of zircon from these Australian deposits has made Australia the world's premier producer of zircon and been a major economic contributor to the Australian economy. Data reported by Miezitis (2013) show that Australia has the world's largest economic resources of zircon with 53%, while zircon production values for 2012 show that Australia was the major producer with 42.9% of world production, followed by South Africa with 28.4%.
While Australia's reserves of HM, and zircon in particular, are substantial, the development of new or existing hard to process resources will be necessary for it to maintain its premier position in the world marketplace. In particular, currently underdeveloped resources from deposits in the Murray Basin region of southeastern Australia offer the potential for significantly expanding Australia's production of zircon.
Murray Basin minerals sands province
The Murray Basin is an intracratonic sedimentary basin covering 300 000 km2 over parts of New South Wales, Victoria and South Australia. Concentrations of HM occur within the early Pliocene aged Loxton–Parilla Sands (Fig. 1). Dating of zircons from the Loxton–Parilla Sands indicate that the HM assemblages are derived from varied geological sources ranging in age from ∼100 to more than 1000 Ma (Sircombe, 1999). The youngest and most prominent zircon age population in the Murray Basin likely represent Jurassic–Cenozoic volcanic material recycled up to 1200 km downstream from the protosource in Queensland. Zircons of Silurian/Devonian age indicate a Lachlan Orogen source (i.e. an 800 km wide belt of sediments, volcanics and granitoids across southeastern Victoria and extending another 800 km north into New South Wales). Post-Carboniferous weathering and erosion of the Lachlan Orogen shed detritus into the Sydney, Great Australian and Hunter–Bowen basins, and during the Tertiary, further weathering and erosion of these sediments, combined with rifting of the Tasman Sea and resultant rise of the Great Dividing Range, resulted in river capture by high energy fluvial systems and bisection of the shedding detritus. The material shed to the east produced the eastern Australian HM deposits, whereas the detritus shed to the west was reworked in the palaeo-Darling, palaeo-Lachlan, palaeo-Murrumbidgee and palaeo-Murray River systems and subsequently deposited in the Murray Basin. Older zircons (>500–700 Ma) are not common in the Murray Basin and likely represent reworked material from older basins (Besley and Plimer, 1999; Sircombe, 1999).
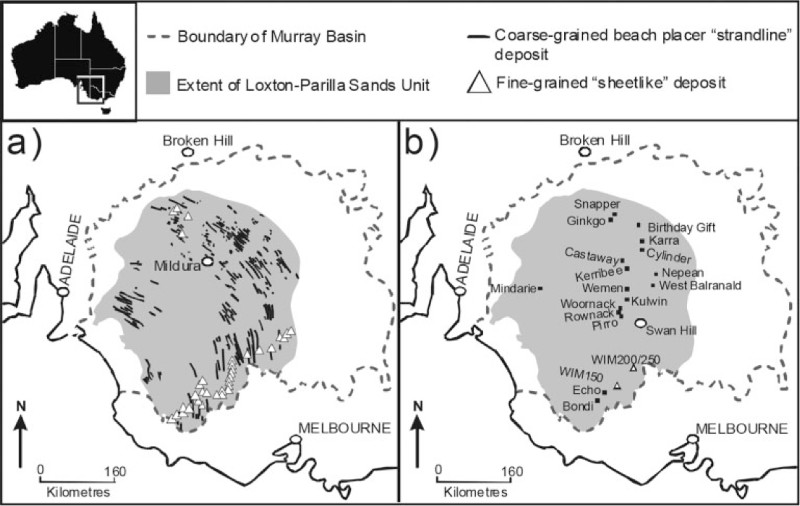
Location map of Murray Basin mineral sand deposits within south eastern Australia (modified from Bruckard et al., 2015): a approximate distribution of Loxton–Parilla Sands unit, primary host for heavy mineral accumulations; b locations of major deposits/mines
Two types of mineral sand deposit occur in the Murray Basin, the strandline and sheet-like deposits (Fig. 1). The beach placer style strandline deposits are characteristic of high energy beach surf zone facies of prograded barriers (Roy et al., 2000). These deposits parallel the basin's margin and are commonly several hundred metres or more wide and may extend more than 20 km along strike. They consist of single deposits or, occasionally, as multiple or stacked deposits with thicknesses >30 m (Huntley et al., 1993; Whitehouse et al., 1999). The deposits typically contain high grade cores of mineral sand (ilmenite, altered ilmenite, rutile and zircon), where the grade can exceed 20%HM. They are located mainly in the western, northern and central parts of the basin (Fig. 1); although the mineral suite varies significantly across the basin, ilmenite and altered ilmenite tend to dominate regionally, but in the central and western parts of the basin, rutile and zircon are more abundant. In the strandline deposits, the particle size of the HM is similar to that in other Australian strandline deposits at 90–300 μm. There are also the fine grained sheet-like, WIM deposits that represent deposition in low energy offshore environments, and while volumetrically very large, they generally have a low HM grade, typically comprising 3–4% total HM (Williams, 1990; Mason et al., 1998). In these deposits, the mineralisation is much finer with a particle size of less than ∼80 μm (Mason et al., 1998; Popp, 2005). The fine grained mineral sand deposits are substantial, containing significantly greater amounts of mineralisation than there is in the strandline deposits. Sparrow et al. (2014, unpublished report) estimated that 85% of the mineral value in the Murray Basin was in the fine grained deposits and that zircon accounted for ∼70% of the mineral value.
Zircon in Murray Basin
Production of HM from the Murray Basin commenced from the Wemen strandline deposit in 2001, followed by processing of the Douglas (2004: Echo and Bondi deposits), Ginkgo/Snapper (2005), Mindarie (2006), Kulwin (2008) and the Woornack–Rownack–Pirro deposits in 2012 (Fig. 1). Initially, only zircon and rutile were recovered for sale from these coarse grained deposits, as high chromium levels in the ilmenite concentrates resulted in this material being unsuitable for further processing (Pownceby, 2005; Pownceby and Fisher-White, 2006). Problems associated with processing ilmenite concentrates from coarse and fine grained Murray Basin deposits have recently been reviewed by Bruckard et al. (2015).
While high quality zircon concentrates have been prepared from Murray Basin strandline deposits (Table 2), the abundant zircon present within the WIM deposits remains unexploited, although Astron Corporation Limited and Australian Zircon Limited currently are working towards developing fine grained deposits in the Murray Basin. This is due to a number of factors. First, market constraints for zircon concentrates are severe with many foundry and refractory applications and some ceramic applications requiring coarse zircon (e.g. 100–150 μm) with a well controlled particle size, morphology and surface area. Second, many ceramic applications require high purity zircon, free from contamination by minor impurity elements. For example, when used as an opacifier in ceramic glazes, high levels of impurities can impart significant colour to the glaze effectively devaluing the price of the zircon concentrate (Snyders et al., 2005).
Comparison of typical compositions for bulk Australian zircon concentrates*
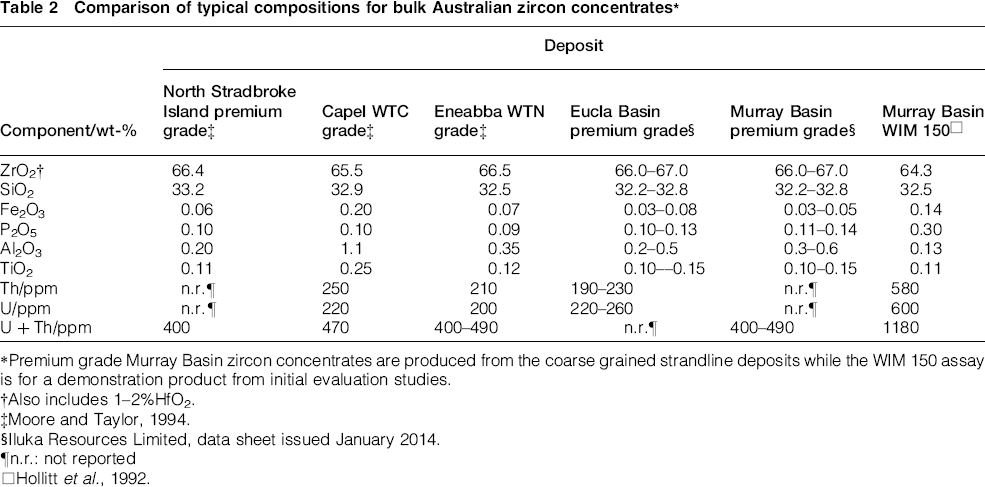
Premium grade Murray Basin zircon concentrates are produced from the coarse grained strandline deposits while the WIM 150 assay is for a demonstration product from initial evaluation studies.
Also includes 1–2%HfO2.
luka Resources Limited, data sheet issued January 2014.
n.r.: not reported
Murray Basin coarse grained zircons have been used to generate premium grade zircon concentrates (Table 2); however, increased levels of impurities associated with zircons from the finer grained WIM style deposits (Table 3) have contributed to their current lack of use. Of the typical impurities present in WIM zircons listed in Table 3, the main key impurities that have impacted on the use of WIM zircon are the presence of significant levels of uranium and thorium. As shown in Table 3, the fine grained WIM derived zircons can contain uranium and thorium at levels in excess of 1000 ppm U+Th. This has implications for product quality as well as transport and occupational health and safety. For example, fine milling has implications for long term worker health due to inhalation of radioactive dusts.
Average compositions for zircon grains in three different fine grained WIM type deposits from south east of Murray Basin compared with zircons from Murray Basin coarse grained deposit
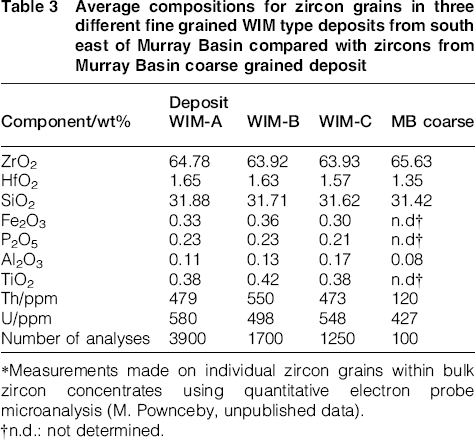
Measurements made on individual zircon grains within bulk zircon concentrates using quantitative electron probe microanalysis (M. Pownceby, unpublished data).
n.d.: not determined.
Moreover, legislative moves in Europe and the USA have lowered the activity levels at which a material is classified as radioactive (Selby, 2001). This has the potential to affect the way zircon can be transported and traded around the world. At present, 500 ppm U+Th is the commercially accepted level of uranium and thorium in a zircon concentrate. Treatment to lower these levels in WIM zircon to acceptable values is, therefore, necessary before the zircon can be used to its full capacity.
In this paper, we initially review the chemistry and uses of zircon. Techniques used commercially to recover and process zircon from Murray Basin mineral sand deposits are then reviewed, with an emphasis on methods to remove impurity elements from the underutilised fine grained, WIM zircons. In particular, the review is focused on methods to lower uranium and thorium contents in the WIM zircon to achieve market acceptable levels.
Properties and uses of zircon
Zircon chemistry
The mineral zircon is zirconium silicate, ZrSiO4, with an ideal composition of 67.2%ZrO2 and 32.8%SiO2, although in nature, it usually contains 65–66%ZrO2 due to the presence of impurities such as P, Ti, U, Th and rare earth elements, in trace (up to thousands of ppm) or minor (up to 3 wt-%) amounts. Representative analyses of zircon grains from a number of different localities and geological environments can be found in Deer et al. (1982).
The primary controls on impurity substitutions into the zircon crystal lattice are the ionic radii of the substituting cations compared with Zr4+ (ionic radius = 0.084 nm) and Si4+ cations. For example, there can be considerable substitution of Hf4+(0.083 nm) on the eightfold Zr4+ site, and a solid solution towards the mineral hafnon (HfSiO4) exists. For this reason, chemical assay data are usually reported as ZrO2 + HfO2, with zircon typically containing 1–2%HfO2 in the lattice. Similarly, U4+(0.10 nm), Th4+(0.105 nm) and Ti4+(0.074 nm) can also be accommodated, generally at much lower abundance levels, on this site.
Zircon bulk mineral concentrates are invariably contaminated by a number of different elements including iron, phosphorus, aluminium, yttrium and titanium (Table 2). These impurities are more often present as discrete contaminant grains such as inclusions, alteration products or unseparated HM components. While lattice impurities can be significant (as noted above), in zircon concentrates, it is usually the inability to effect a clean separation that contributes the greatest amount to impurity contamination (Fig. 2a). As well, individual zircon grains often contain iron oxide (goethite, FeO.OH), gibbsite (Al(OH)3) or clay coatings on their surfaces that affect the quality of the zircon product.
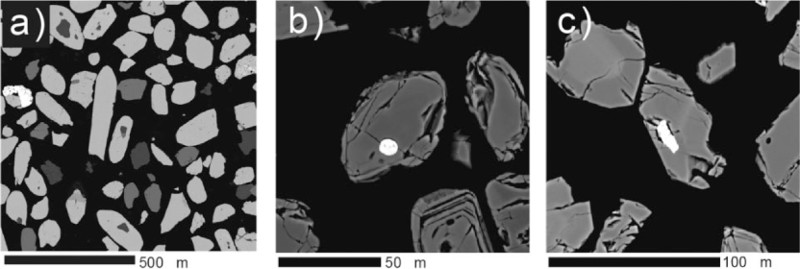
Backscattered electron images showing examples of: a coarse grained zircon concentrate from typical coarse grained strandline deposit that is contaminated by silicates (dark grey) and thorite (bright phase at left of image) and b, c monazite inclusions in zircon; in a, note additional complexity caused by the presence of quartz (dark) inclusions within cores of many zircon grains
Uranium and thorium in zircon
Zircon concentrates may contain high levels of contained uranium and thorium due to the presence of gangue minerals {e.g. monazite, thorite ([Th, U]SiO4), or uraninite (UO2)} as either discrete minerals (Fig. 2a) or as inclusions within individual zircon grains (Fig. 2b and c). Uranium and thorium can also be present as solid solution components within the crystal lattice (e.g. Table 3). As a solid solution component, uranium can reach wt-% levels; however, its concentration is usually < 5000 ppm U, while the abundance of thorium ( < 1000 ppm Th) is lower still.
Uranium and thorium are radioactive elements, and during their decay (and also of their daughter products in the 238U, 235U and 232Th decay series), the ejection of energetic α particles and γ rays, and nuclear recoil (alpha particle entrapment in the mineral lattice), results in damage and ultimately destruction of the zircon mineral lattice. This process is called metamictisation and represents an aperiodic or amorphous state (Speer, 1982; Ewing, 1994). The most pervasive alteration is generally seen in highly metamict zircon grains where pathways are available for fluids to penetrate the structure. The infiltration of fluids increases the degree of alteration and also increases impurity levels in the grains. These pathways are most commonly fractures induced during transport, but occasionally are also compositional discontinuities (e.g. zoning) formed during magmatic fractionation, and interfaces between zircon and inclusions of other minerals (Fig. 3). Aral and Calle (1999) and Aral (2000a) have presented analytical data that show the significantly higher levels of uranium and thorium in the metamict areas of Murray Basin zircon grains. This is also seen in Fig. 3 where the bright, optically clear zircon grains (Fig. 3a–c) have low total U+Th, whereas darker, highly metamict zircons (Fig. 3d–f) have elevated U+Th (as well as other impurities).
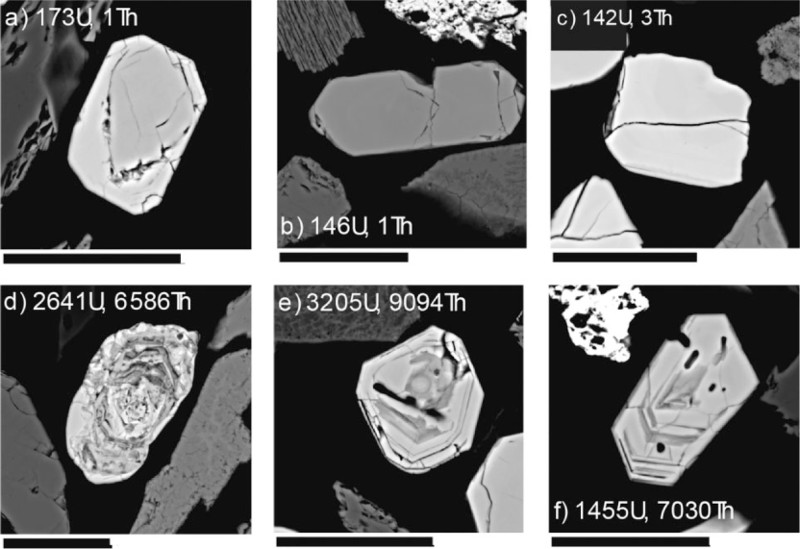
Backscattered electron images showing effect of contained U and Th on metamictisation in Murray Basin zircon: a–c have low U and Th and have relatively clean textural appearance; in comparison, d–f show highly metamict zircons associated with high levels of U and Th; levels of U and Th (ppm) shown on figure were determined by electron probe microanalysis (M. Pownceby, unpublished data); scale bar for each image is 50 μm
The mineral sands industry has considered the issue of radioactivity in HM (Selby, 2001), and has presented information to show that the bulk transport, and disposal, of zircon and its products is not a radiation risk (Selby et al., 2003; De Beer and Selby, 1999; Strydom and Selby, 2003). Contact of the general public with zircon occurs through its application as a glaze for ceramics. O'Brien et al. (1998) and Strydom and Selby (1999) measured the emanation of radon and thoron from glazed ceramic tiles and considered that the low emanation levels should cause no regulatory concerns.
The effects of radiation damage on the structure of zircon can lower its commercial value due to systematic changes in physical properties such as a decrease in refractive index, density, hardness and chemical resistance and a change in colour to a darker, opaque shade (Speer, 1982). Colour differences between metamict and unblemished zircon grains are shown in Fig. 4. In commercial operations, the difference in magnetic properties and lower density of heavily metamict zircon, compared with non-metamict zircon, generally results in its removal during processing. For example, Aral et al. (1997) found little metamict zircon in commercial coarse grained zircon concentrates. In the case of fine grained Murray Basin zircons, however, it is the inability to effectively recover individual components of the heavy mineral concentrate (HMC) using traditional separation procedures (see below) that results in zircon concentrates being contaminated with impurities, both lattice and as discrete contaminate grains.
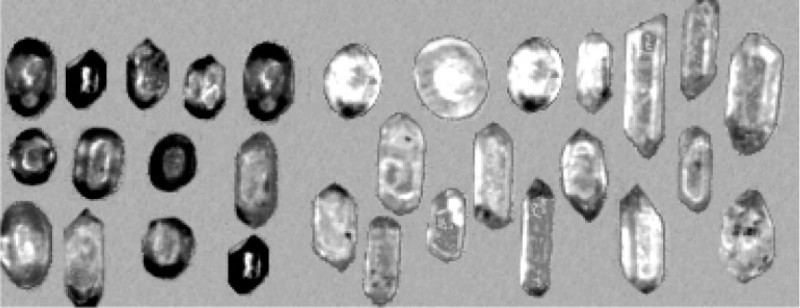
Metamict zircon grains (dark on left) are compared with unblemished zircon grains (colourless on right); modified from http://ftlab.ginras.ru/labhistory_en.htm
Uses of zircon
Zircon is a commercially important industrial mineral. The resistance of zircon to high temperatures and chemical attack makes it an excellent refractory for steel ladles and furnaces and for use in foundry sands, while a rapidly growing sector for the use of zircon is the production of zirconia, zirconium based chemicals and zirconium metal. These compounds exhibit many different properties making them suitable for diverse industrial and chemical applications. The largest end use of zircon, however, is in the ceramics industry where zircon is used as an opacifier in glazes and opaque frits (a type of ceramic glass added to glazes for water, abrasion and chemical resistance), and as a whitener in porcelain tiles. Zircon with a particle size of − 75 or − 45 μm is used commercially in frits. Zircon is an effective opacifier due to its high refractive index, and finely milled zircon crystals are able to scatter all wavelengths of visible light, therefore making ceramics appear white. An effective opacifier has a refractive index that differs greatly from the medium in which it is suspended. The difference in refractive index of zircon particles (1.96) and glass matrix (∼1.5) in a glaze results in the reflection and refraction of light. Zircon has the additional benefit of its high hardness (7.5 on Mohs scale) making it resistant to scratching and mechanical damage.
Zircon used in ceramics (e.g. in tableware, tiles, porcelain and sanitary ware) is consumed in the form of finely milled zircon sand. There are a number of milled zircon products available commercially, which vary in grain size and purity. According to Snyders etal. (2005), the following are the most commonly used grades of opacifier:
9 μm (d50 = 1.5–2.0 μm), widely used in ceramic glazes 6 μm (d50 = 1.2–1.5 μm), widely used in ceramic glazes and also used as a cheaper substitute for the 5 μm material in sanitary ware and fully vitrified unglazed tiles 5 μm (d50 = 0.8–1.2 μm), highest use product in fully vitrified unglazed tiles and sanitary ware.
The quality of the zircon determines its suitability for any particular application. As listed in Table 2, quality specifications are typically quoted in terms of the zirconia content (expressed as ZrO2 + HfO2), iron (Fe2O3), alumina (Al2O3), titania (TiO2) and U and Th ( < 500 ppm combined). An iron content of < 0.07%, designated as ‘premium grade’ zircon, is usually required for ceramic opacifier applications, whereas refractory producers have little concern for iron levels, which could be as high as 0.3%. The iron as well as the alumina content are impurities that negatively influence the opacity properties (Snyders et al., 2005).
Preparation of zircon concentrates
Zircon occurs in strandline deposits typically as clear to cream coloured subangular to rounded prismatic or semiprismatic grains, often contaminated with mineral coatings of iron oxides and clay minerals and some inclusions (Fig. 2). In the fine grained, WIM style, deposits in the Murray Basin, the zircon occurs as angular to subangular grains, characteristic of having been fractured during hydraulic transport, and grains are typically darker in colour as a result of being more heavily stained and/or metamict due to contained uranium and thorium.
The production of a marketable grade of zircon concentrate from the Murray Basin deposits requires three major processing steps:
initial concentration of all HM into a HMC in the wet processing plant separation of the individual HM components in the dry processing plant treatment of the resulting zircon concentrate to remove specific impurities, if present.
A simplified flow sheet for a strandline deposit is shown in Fig. 5. Processing conditions used for each of these steps are briefly considered below. They also have been discussed by Popp (2005).
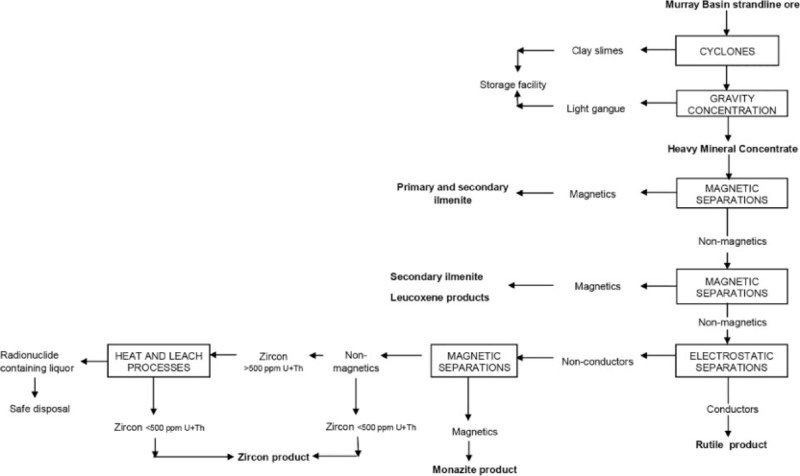
Simplified flow sheet for recovery of zircon concentrate from Murray Basin strandline deposit
Preparation of HM concentrate
Mineral sands are mined using either wet or dry methods. With wet mining, a dredge, floating on the surface of a pond, is used to undercut the sand and pump an ore slurry to the wet processing plant floating in the pond behind the dredge. This method is generally used where access to water is not an issue. Dry mining uses large scale earth moving equipment (self-elevating scrapers, bulldozer traps and front end loaders) to excavate and transport the sand to the wet processing plant. In the wet processing plant, the HM are separated from the lighter gangue minerals (mainly quartz) by gravity methods or by flotation.
Concentration by gravity methods
The HM are concentrated from strandline deposits by gravity methods in the wet plant. The resulting HMC, containing up to 85–98%HM, is composed mainly of ilmenite, zircon, rutile and leucoxene with smaller amounts of monazite, xenotime and aluminium silicate minerals such as garnet, kyanite, sillimanite and staurolite. Usually, spirals, tables and cones are used to concentrate the HM. The gravity separation is often performed at the mine site so the light minerals in the ore (e.g. quartz, feldspar, mica and clay minerals) can be returned to the mined out area.
Significant amounts of slimes ( < 63 μm and comprised predominantly of clay minerals) in the deposits can influence the separation efficiency in a gravity circuit. In spiral separations, the slimes are considered to affect the rheology of the slurry, increasing its apparent viscosity, preventing a clean separation of valuable mineral into the concentrate collection zone of the spiral and increasing the loss of fine HM particles into the tailings (Abela, 2003). As well, the mineral grains often are coated with iron oxides or clay minerals that can affect their magnetic and electrostatic properties and so the subsequent separations of the minerals. Desliming of the ore by attritioning and removing the fines with hydrocyclones can help overcome these problems.
Consequently, in the wet plant, the ore is first screened and then pumped to a bank of hydrocyclones to remove very fine particles (slimes). This fine material is thickened, and may be remixed with the quartz sand tails before being pumped to the mining area for containment. The coarser minerals are then pumped to spirals to separate the HM from the quartz sand. A clean separation of the HM is not achieved in a single spiral separation, and so several stages of separation (e.g. rougher, middlings, cleaner, recleaner and scavenger stages) are required to obtain a final HMC (Jones, 2015).
Recent developments in spiral separators to process strandline deposits have improved their metallurgical performance, modernised the material of construction, increased unit capacities, simplified operation and increased the recovery of fine HM (MacHunter et al., 2003; Palmer, 2007; Palmer and Vadeikis, 2010). However, with the fine grained WIM style deposits, the HM may not be recovered with acceptable recoveries and grades using conventional processing equipment. Modifications are being made to gravity equipment to improve the recovery of the finer grain sizes. The FM1 spiral concentrator has been designed to recover minerals in the size range of 30–150 μm, a smaller particle size than traditionally handled with spirals (Richards et al., 2000). This unit could give improved recoveries from the fine grained WIM type mineralisation.
Concentration by flotation
An alternative to spirals to produce a HMC is flotation. Flotation operates efficiently with fine ( < 100 μm) particle sizes and so is expected to be a viable option for the concentration and separation of fine HM in WIM type deposits under certain conditions.
Laboratory studies have reported high recoveries of HM into a bulk concentrate for fine grained WIM 150 samples. Bulatovic (2010) obtained a bulk flotation product by flotation with a sulphosuccinamate collector at pH 3.5. Bruckard et al. (1999) investigated alternative reagent schemes to produce the highest recovery and grade of HM at the lowest cost. Flotation with a sulphosuccinamate collector and an acrylamide polymer modifier at pH 5, or with sodium fluorosilicate at pH 5 or 2.5, gave HM recoveries of 91–95% with grades of 43–57% total HM. The use at pH 5.5 of a diphosphonic acid gave a recovery of 91% of the total HM with a grade of 75.2%. Although recovery was highest with the diphosphonic acid, disadvantages of this scheme were its adverse environmental impact, the high cost of the phosphonic acid collector and its high addition rate (Bruckard et al., 1999).
The quality of the water used in flotation is important, and since surface and subsurface waters of the Murray Basin are often saline, they may affect flotation. The effects of the water result from dissolved impurities and are largely independent of the minerals being treated but will depend upon the type of collector being used and the pulp pH. For anionic collectors, such as fatty acids, the presence of metal ions, in particular magnesium and calcium ions, is significant because these ions can precipitate collector from solution lowering the effective collector dose. In some cases, this can be overcome by increasing the collector dosage, but this will lead to increased reagent costs. Some cationic collectors, such as amines, are sensitive to the amount of dissolved matter in the water, and their efficiency decreases as the dissolved matter increases. Thus, the choice of collector may be important if the water contains significant amounts of salts.
The presence of slimes in flotation pulps is also a factor that can have detrimental effects on the separations. In oxide flotation systems, slimes have a twofold effect. They can interfere with the flotation of intermediate and coarse sized particles, and their large surface area can remove reagents from the pulp by adsorption. Typically, in oxide flotation systems, the flotation feed is deslimed at 5–10 μm before flotation. Other methods for overcoming the effects of slimes in flotation include using dispersants, emulsified collectors and column cells rather than conventional mechanical cells.
Separation of individual HMs
The individual HM in the HMC are separated in the dry processing plant by a combination of magnetic separations to recover ilmenite and associated magnetic products, and electrostatic separations to separate rutile, a conductor, from zircon, a non-conductor (Dunkin, 1953). Gravity and magnetic separations, and flotation may be used to further clean the initial concentrates as indicated in the simplified flow sheet in Fig. 5.
The advent of rare earth materials has permitted the development of higher strength permanent magnetic separators, and these have been applied in the mineral sands industry (Arvidson, 2001). The performance of these separators depends on their field strength (gauss level) and their shape (field gradient). Several types of rare earth magnetic separators are used, including the rare earth roll magnetic separator, the rare earth drum magnetic separator, for both wet and dry separations, and the matrix type separators, such as wet high intensity magnetic separators. These separators are applied to concentrate and separate HM in different parts of the processing circuit. For example, a low intensity magnetic separation and wet high intensity magnetic separators may be used for separation of ilmenite from a HMC, while high intensity magnetic separations are required to remove residual magnetic minerals from the resulting non-magnetic product containing rutile and zircon.
Wet magnetic separators are usually considered to be efficient for minerals with particle sizes above 75 μm. Consequently, it is likely that magnetic separation efficiencies for fine grained deposits may not be satisfactory, and other separation techniques, such as flotation, will be required as discussed below.
Traditional electrostatic separations in mineral sand operations use combinations of high tension roll and electrostatic plate separators (Elder and Yan, 2003). Heating the concentrate to 110–130°C before the electrostatic separation improves the separation of zircon from other minerals. Often substantial middling streams of conductors and non-conductors are generated that require recirculation to earlier stages of the circuit. Elder and Yan (2003) and Germain et al. (2003) have summarised several modifications to separator technology. A tribostatic separator that uses an insulated electrode to prevent material attracted to it from losing its charge on contact, and so misreport, has been shown to give a better separation efficiency with reduced particle size effects. As well, the new design was shown to reduce the number of stages and physical units required in a flow sheet (Germain et al., 2003). These separators should have advantages for processing fine grained deposits but would require modifications to control possible dust emissions due to the high radionuclide levels in the fine grained zircon.
Flotation is a technique that also has been used to separate individual HM. Dunkin (1953) has separated zircon from rutile and Heyes et al. (2001) ilmenite from chrome spinels. The use of flotation is advantageous for processing environmentally sensitive minerals such as monazite that are a health hazard when present as airborne dust during dry processing.
The hot soap flotation method was used in one of the first operations treating east coast deposits to separate zircon from a zircon–rutile concentrate as reported by Dunkin (1953). Subramanya (1960) used the method to recover zircon from a zircon–rutile–ilmenite sample from Byron Bay. The sample was added to an alkaline soap solution (equal proportion of sodium oleate and sodium stearate) at above 94°C for 20 min. The suspension was washed with water three times and then with acid before flotation in 0.1% sulphuric acid at room temperature with a frother of equal proportions of methylated spirit and eucalyptus oil. A flotation concentrate with a zircon content of 84.0% and a recovery of 97.6% was obtained. When the flotation was carried out at pH 11.4–11.5, the zircon content was higher at 95.2% but the recovery was lower at 80.6%. A similar result was obtained in an alkaline float when the acid wash was omitted, but a float in a neutral circuit (pH 7) gave no selectivity.
Li and Box (1995) showed that the conditioning temperature, pH and washing steps controlled the selectivity of the flotation. Adsorption of the soap on zircon increased with increasing temperature and was almost independent of the pH. In contrast, soap adsorption on rutile decreased with increasing pH. Washing under acidic conditions (pH 2–3) led to desorption of the soap from rutile surfaces but not from zircon.
The hot soap flotation method also was used to separate zircon from the non-magnetic fraction of a gravity concentrate from the fine grained WIM 150 deposit (Senior et al., 1996; Bruckard et al., 1999). Laboratory testing was conducted using a procedure involving conditioning the sample with an alkaline 50:50 mixture of sodium oleate and sodium stearate at near boiling, rinsing with water and acid washing before flotation at pH 1.9. Zircon flotation was complete within 4 min. Titanium minerals (rutile and leucoxene) in the tailing were then recovered using a sulphosuccinamate collector at the same pH with sodium fluorosilicate as a depressant. Typical results for sequential zircon and titanium flotation were recoveries of 98.5% and a zircon grade of 89.9% in the zircon concentrate and a 78.6% recovery with a grade of 72.4%TiO2 in the titanium mineral concentrate. In the latter concentrate, 75.9% of the monazite was recovered with a grade of 7.8%. Both concentrates were obtained from a single stage of flotation, and it is expected that concentrate grade, particularly for the titanium concentrate, would improve with further cleaning stages.
In a study by Bulatovic (2010), a bulk flotation product from a fine grained WIM 150 sample was obtained with a sulphosuccinamate collector at pH 3.5. This concentrate was washed with alkali, and after activation of the zircon with sodium fluoride and depression of the titanium minerals with starch, zircon was floated at pH 3 with an amine. Flotation of the titanium minerals from the tailing was with a phosphoric acid ester. Recoveries of 95.2% ZrO2 in the zircon concentrate with a grade of 63.4%ZrO2, 66.3%TiO2 in the rutile concentrate with a grade of 89.6%TiO2 and 31.0%TiO2 in the ilmenite concentrate (59% of the ilmenite) with a grade of 46.6%TiO2 were achieved.
Impurity removal from zircon concentrates
Zircon collected in the non-conductors fraction from electrostatic separations usually still contains small amounts of other non-conducting impurity minerals, such as monazite and aluminium silicates (e.g. kyanite), that must be removed.
Monazite has a higher magnetic susceptibility than zircon and can be removed with a magnetic separation (Fig. 5) and Kelsey centrifugal jigs are used to separate zircon from gangue minerals such as kyanite (Jones and Foster, 2010) and quartz (van der Westhuyzen et al., 2011). In a Kelsey jig, a centrifugal force is combined with the pulsating action of a conventional jig. This results in a force several times that of gravity allowing separation of the heavier minerals with retention of the lighter minerals in the ragging material. Higher mineral recoveries of fines down to 10 μm, with better concentrate grades, and separation of minerals with small specific gravity differences, can be achieved with a Kelsey jig compared with other gravity separation techniques (Mineral Technologies, 2015). It can be expected that application of Kelsey centrifugal jigs to the recovery and separation of HM from the fine grained deposits would be advantageous. The use of Kelsey jigs, along with spirals and flotation, is proposed to be used in processing of the WIM 150 deposit. Capps and Waldram (1986) have reported the recovery of fine grained (32–75 μm) HM from a mineral sand deposit using Kelsey jigs.
The final zircon concentrate usually contains zircon grains that are discoloured and stained with coatings of iron oxide or clay minerals that can affect its acceptance for use in a number of applications. Attritioning in water, acid or alkaline solutions has been used to dislodge or dissolve the impurities, but usually more vigorous chemical treatments are required to meet market specifications.
Chemical treatments to remove contaminants
Several chemical leaching processes have been evaluated for removing the surface contaminants and to increase the grade of the zircon concentrate. In addition, the concentrate may contain high levels of uranium and thorium that need to be lowered to obtain a marketable product. The removal of these impurities from Murray Basin zircons can be achieved with chemical methods discussed here.
Removal of surface impurities
At the Western Australian Government Chemical Laboratories, Brennan et al. (1984) tested a caustic and an acid treatment process, to remove surface coatings from Capel and Eneabba zircons. The surface contaminations were identified as a mixture of goethite, gibbsite and kaolin on a Capel zircon and a mixture of goethite and kaolin on an Eneabba zircon.
The caustic treatment involved contacting the zircon (2 kg) with 60 g sodium hydroxide (as a 50% w/v aqueous solution) and roasting the mixture at 700°C for 30 min. When the cooled product was leached in acid (hydrochloric or sulphuric acids), good removal of the impurities was achieved. However, the caustic treatment attacked the surface of the grains giving them a frosty appearance. This appearance often is due to an etching reaction of the caustic soda and the conversion of surface zircon to water insoluble sodium zirconium silicates.
In the acid process, the zircon was leached with 50% sulphuric acid for 1 h at 120°C, roasted at 500°C in air for 30 min and water leached. In another case, zircon was roasted at 600°C for 1 h and then leached with sulphuric or hydrochloric acids. It was found that the iron bearing coatings became resistant to dissolution in acid when the zircon was roasted at 800°C. The cleaned zircon appeared more or less colourless, and the iron levels were within market specification. Westralian Sands implemented the acid process in their Capel operations.
Conditions for another acid leaching process for cleaning zircon, the hot acid leach (HAL) process, were developed from those used for the cleaning of silica sands (Lavender and James, 1992). In this process, hot zircon was contacted with sulphuric acid and then allowed to digest in a rotating drum (kiln) for up to 90 min. The contaminants were removed by reaction with the acid and washing of the zircon with water. Subsequent reprocessing of the treated zircon by applying magnetic, electrostatic and gravity separation techniques gave improved recoveries and higher grade products.
The HAL process is widely used in the industry to remove surface contamination from zircon grains. Ledgerwood and van der Westhuyzen (2011) described conditions used for the HAL process at Namakwa Sands, Africa. When the zircon was heated to 160°C in a fluidised bed, contacted with 35–40% sulphuric acid and rotated in a kiln reactor for up to 43 min, 50% of the iron was removed. Further treatment resulted in lower iron levels in the zircon. Murty et al. (2007) reported results for the treatment of an Indian zircon. When the product from the zircon circuit containing 0.161%Fe2O3 was contacted with 40% sulphuric acid at 150°C and allowed to digest in a refractory lined vessel for 30 min, a product with 0.065%Fe2O3 was obtained.
Removal of lattice impurities
Assuming an effective separation can remove the bulk of discrete gangue mineral impurities, electron probe microanalyses in Table 3 and images provided in Fig. 3 indicate that impurities in zircon still remaining are partly located in the crystal lattice and partly in the growth bands of zoned zircon grains. In highly impure zircons, the growth bands are typically microporous, usually as a result of metamictisation from associated radioactive impurities. Metamictisation also enables the introduction of other impurities into the porous microstructure of the zircons. This suggests that impurities locked in the zoned and altered regions, along with impurities on the surfaces of the grains, could be removed, at least partially, by a leaching treatment. Fine grinding can be expected to increase impurity removal by increasing the surface area exposed.
There are at least three different approaches to impurity removal from within zircon grains. These include the following:
acid leach treatments, usually at high temperature heat and leach treatments that involve decomposition of zircon either through the addition of a flux or through the application of temperatures above the decomposition temperature at which zircon breaks down to zirconia and quartz flux based treatments that retain the integrity of the zircon crystalline lattice.
Acid leaching treatments
Aral (2000a) showed that vigorous leaching of a WIM 150 zircon concentrate consecutively with boiling sodium hydroxide, boiling sulphuric acid and ammonium fluoride and concentrated hydrochloric acid lowered the uranium levels from 595 to 510 ppm U and the thorium levels from 750 to 375 ppm Th. In an earlier study, Hollitt et al. (1992) demonstrated that leaching with concentrated sulphuric acid under pressure at 150°C resulted in a product with 575 ppm U and 430 ppm Th from a fine grained WIM feed containing 600 ppm U and 620 ppm Th.
Astron Corporation Limited reported that activity levels in zircon concentrates from the Donald deposit (WIM 250) could be lowered from 1000 to 500 ppm combined U+Th, along with minimising the impurity levels of iron, titanium, aluminium and phosphorus, with a hot acid leach. Leaching conditions used were not disclosed (Astron Corporation Limited, 2012).
While acid leaching can remove some uranium and thorium, as well as some additional impurities, the conditions used above were not totally effective in lowering activity levels in the zircon. Since a large part of the uranium and thorium still remains in the zircon lattice, even after harsh leaching treatments, a heat treatment before leaching is often required to make these impurities accessible to the leachant.
Heat and leach treatments that yield zirconia
In many of the heat and leach processes to lower radionuclide levels in zircon concentrates, the zircon is decomposed to zirconia (ZrO2), and the uranium, thorium and radionuclide daughters are removed by leaching. To obtain ZrO2 from zircon requires chemical or thermal treatment to break the bonds between ZrO2 and SiO2. A variety of techniques have been proposed for the extraction of zirconia from zircon for impurity removal: alkali decomposition (Gilbert et al., 1954; MacDonald et al., 1982; Aral, 2000b; De Wet, 2000; Manhique et al., 2003) chlorination (Manieh et al., 1974), carbochlorination (Pavlik et al., 2004), reductive smelting (Ballard and Marshall, 1953), extraction with basic oxides (Schoenlaub, 1955, 1974) and thermal dissociation of zircon followed by wet chemical treatment (Wilks et al., 1972; Aral, 2000b). Techniques for removal of uranium and thorium from Murray Basin zircon concentrates are discussed here.
In a sodium hydroxide fusion treatment, Aral (2000b) used conditions similar to those reported by Gilbert et al. (1954) to treat a Murray Basin zircon concentrate containing 475 ppm U and 482 ppm Th. The zircon was heated with sodium hydroxide at 600°C for 1 h and then leached with water to remove silica and excess alkali and to hydrolyse the zirconate to hydrated zirconia. The product was leached again with concentrated hydrochloric acid at 90°C for 1 h, and the zirconyl chloride that precipitated on cooling was converted to zirconia by heating at 700°C for 1 h. A product was obtained that contained 99.1%ZrO2 (+ HfO2), 60 ppm U and < 10 ppm Th with significantly lower activity levels than those present in the zircon concentrate. The activities of 226Ra (from the uranium series) and 228Ra (from the thorium series) were reduced from 5.72 to 0.44 Bq g− 1 and 1.25 to 0.41 Bq g− 1 respectively (Aral, 2000b).
The commercial production of zirconia is achieved by thermal dissociation of zircon in an arc furnace at 2400°C, or in a plasma furnace (at temperatures above 5000°C). While some silica is removed as a fume during the processing, most of the remaining silica is removed when the fused zirconia is leached with hot sodium hydroxide. Aral (2000b) analysed the products from the thermal dissociation of zircon in a tilt electric arc furnace at 2400°C. The results indicated that, while the volatile radiogenic daughters (lead, bismuth and polonium) were partitioned to the fumed amorphous silica phase, significant amounts of non-volatile (radium, uranium and thorium) radionuclides were retained in the zirconia product from the processing.
In a process developed by CSIRO and ICI Australia that produced zirconia as a commercial product, ground zircon was decomposed in a plasma reactor above 1750°C and rapidly quenched to prevent recombination of the zirconia and silica. The dissociated zircon was digested in boiling 98%H2SO4 for 4 h. Zirconium sulphate in the solid residue was dissolved in water, and the insoluble silica and residual zirconia were removed by filtration. High purity zirconium sulphate was crystallised from the solution on cooling (Jenkins et al., 1988). The zirconium sulphate tetrahydrate crystals were calcined at 900–1000°C to produce a high purity zirconia product assaying 99.75%ZrO2, 70 ppm Fe2O3, 87 ppm TiO2, 35 ppm SiO2, 1750 ppm Y2O3, 165 ppm Th and 100 ppm S (Houchin et al., 1990). Zirconia may also be precipitated from a zirconium sulphate solution by the addition of ammonia. Houchin (1989) indicated that some radionuclides may readsorb from solution onto the solids during the processing. In particular 226Ra and 228Ra are adsorbed onto zirconia above pH 9, and thorium isotopes are adsorbed below pH 4 during changes to the pH of the solutions.
When zircon concentrates from the WIM 150 deposit were thermally decomposed at 1400°C in the presence of suitable additives, an acid leach was able to remove the radionuclides (Hollitt et al., 1992). Suitable additives included CaO, MgO and other alkali and alkaline earth element oxides, which are capable of forming a silicate with silica when heated. The reaction conditions were selected to promote the formation of acid leachable phases, such as Ca2ZrSi4O12 and a glassy phase when CaO was added. For effective removal of uranium and thorium, the breakdown of the zircon lattice should be carried out without the formation of a zirconia phase, since it acts as an unleachable sink for the radionuclides. In this process, silica was added to the flux to avoid zirconia formation in the final product.
As an example of the conditions used by Hollitt et al. (1992), a zircon concentrate containing 64.7%ZrO2, 32.5%SiO2, 0.02%CaO, 645 ppm U and 605 ppm Th was micronised and heated at 1400°C for 6 h with lime and magnesia (CaO/MgO/ZrO2 = 0.25:0.25:1) and leached with 5M HCl for 16 h, to give a product with 65.8%ZrO2, 29.1%SiO2, 0.06%CaO, 0.03%MgO, 415 ppm U and 245 ppm Th. Although the thermal decomposition and leach removed radionuclides, the final product was a thermally decomposed material, largely reduced in particle size, and often containing higher levels than the feed of CaO, MgO and SiO2, introduced with the additives.
Hart et al. (1993) commented that borax and sodium carbonate can be used as compounds to promote the formation of a liquid oxide or glass when heated at glass forming temperatures with zircon. With controlled heating, the radionuclides are reported to deport to the glassy phase and can be removed from it with a subsequent strong caustic or acid leach.
Aral and McDonald (1999) heated a zircon concentrate with a flux mixture of sodium carbonate and calcium borate (colemanite) in the ratio 60:33:7 at 1000°C for 2 h and then leached first with water and then with 0.5M HNO3 at 80°C for 30 min. The process lowered the radionuclide content of a fine grained zircon concentrate from 1000 ppm to below 400 ppm U+Th and left the major components of the zircon behind with little weight loss (Aral and McDonald, 2000, unpublished results). Zirconia and silica in the product could be recrystallised to form zircon by heating at 1100°C for 2–4 h in the presence of sodium fluoride and then controlling the cooling of the solids (Aral and McDonald, 1999). The product from the heat and leach treatment contained ∼9.0%Na2O, retained from the added flux. Since this value is significantly higher than the sodium content of commercial zircon concentrates, a second stage of roasting with ammonium chloride, and a water leach, lowered the sodium levels to 1.2%Na2O (Aral and McDonald, 2001), but even this may be too high for some refractory and foundry applications.
Treatments that yield zircon
In many applications, the properties of zircon, not zirconia, are required, and so other treatment processes have been developed to obtain zircon as the final product.
Mechanical activation in ammonium carbonate was used to remove radionuclides from zircon but retain the zircon structure (Aral, 2000c).The mineral was reacted with ammonium carbonate while milling in a high energy stirred mill. The milling increased the amount of amorphous zircon in the sample assisting the leaching of the radionuclides by the carbonate. From a feed with 205 ppm U and 115 ppm Th, a product with 95 ppm U and 80 ppm Th was obtained after milling for 5 h. This reaction time could be reduced by grinding the zircon before the milling. A subsequent leach with hydrochloric acid removed a little more thorium (to 45 ppm Th), but the uranium assay was higher at 110 ppm U. Furthermore, some zircon dissolved in the acid leach. The final product was characterised by a narrow particle size, high surface area, density and hardness and was considered suitable for application as a pigment or filler in rubber and plastics.
In the pure zircon process (Aral et al., 2007), a zircon concentrate was heated with a finely divided borate additive and leached to lower the levels of the radioactive elements, along with some of the non-radioactive impurities. However, unlike the processes described above, the product retained the zircon structure with only a minor amount of zirconia produced. A WIM type zircon concentrate, containing 512 ppm U and 547 ppm Th, was calcined with 15% colemanite at 1200°C for 4 h. Leaching the calcine with 1M HCl at 80°C for 30 min gave a product with 337 ppm U and 251 ppm Th, and the levels of major impurities, in particular aluminium, iron, titanium and phosphorus, also were lower. When the zircon was micronised before the treatment, the product contained 211 ppm U and 203 ppm Th. The overall weight loss generally was under 10%, and the products were white in colour.
Among the heat and leach treatments with an added flux, only the pure zircon process provided a final product that was zircon and did not contain impurities added in the flux. The particle size distribution of the treated micronised zircon was similar to that of the feed, and being mainly zircon, the product was suitable for glaze applications. A general flow sheet for the pure zircon process is given in Fig. 6. Application of the pure zircon process to lower uranium and thorium levels in WIM 150 zircon concentrates currently is being investigated by Australian Zircon Limited.
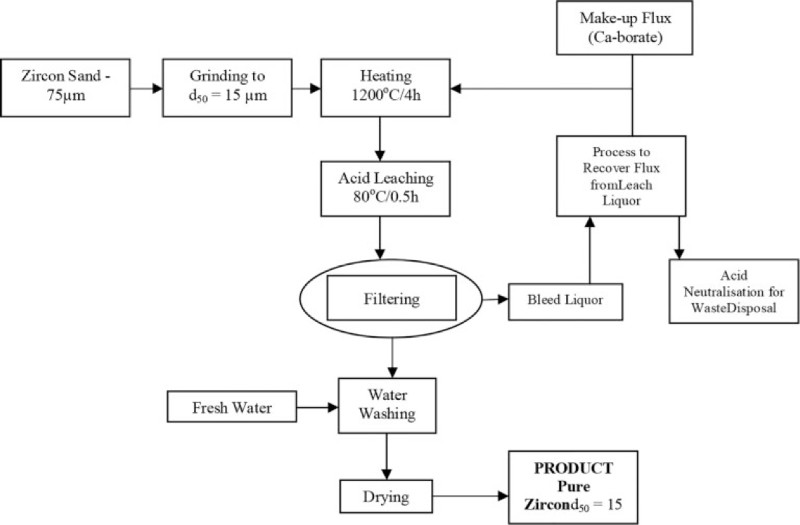
Simplified flow sheet for pure zircon process (modified from Aral et al., 2007)
Management of radioactive liquors
The acidic leach liquors obtained from the heat and leach processes discussed above to lower the activity of zircon concentrates will contain dissolved uranium, thorium and radionuclide daughters. Several treatments designed to stabilise the radioactivity in the liquors in a form that can be safely disposed have been reported based on the techniques developed for treatment of liquors from the processing of uranium ores. They usually involve neutralisation of the liquors and precipitation of the active elements in a form that is stable for disposal.
To the leach liquor from a hydrochloric acid leach of heat treated zircon and lime, Hollitt et al. (1992) added concentrated sulphuric acid to precipitate gypsum (calcium sulphate). The resulting solution was evaporated to dryness and roasted in steam at 200°C for 2 h and then 800°C for 2 h. However, when the roasted solids were leached with a simulated groundwater, some dissolution of radionuclides occurred.
Hart and Levins (1988) considered the fate of radium (both 226Ra from the uranium chain and 228Ra from the thorium chain) in acid effluents from the processing of monazite. They proposed the addition of a soluble sulphate salt and barium chloride to coprecipitate a barium–radium sulphate. Hart et al. (1993) also suggested neutralisation of acid leach liquors and precipitation of barium–radium sulphate for the treatment of liquors from processing mineral sands, although they commented that subsequent immobilisation of the radium isotopes when contacted with saline groundwater could not be guaranteed.
Hollitt et al. (1994) added stabilising agents to an acidic leach liquor, evaporated it to dryness (spray roast) and roasted the resulting solids in steam at 200°C for 2 h and then at 800°C for 2 h, to form a crystalline product in which the radionuclides had a low solubility when leached for 24 h with a synthetic groundwater (5 g L− 1 NaCl and 500 mg L− 1 H2SO4 with the pH maintained below 5 by additions of acetic acid). Suitable stabilising agents were indicated to be cerium and phosphorus compounds. However, the addition of barium salts with these stabilizing agents had a detrimental effect on the stability of uranium and radium in the wastes. The addition of zirconium compounds that produce a zirconia phase was also beneficial.
The acidic liquors obtained when a borate containing flux is added also contain boron as well as dissolved radionuclides and fluxing materials. Attempts to extract boron from the acid liquor without loss of zirconium have been successful (Aral, 2015, unpublished results). While the leach liquor should contain a considerable amount of uranium, the viability of recovering it from the acid leach liquor remains to be investigated.
Summary
Significant amounts of zircon are present in mineral sand deposits in the Murray Basin, but while production from strandline deposits has commenced, commercial recovery from the more extensive fine grained WIM style deposits is yet to occur.
Equipment utilised to process strandline deposits is being modified to overcome problems with recovering an HMC and separating individual mineral concentrates from the finer particle size WIM style mineralisation. Processing conditions also have been identified to allow processing of fine grained zircon concentrates to remove surface contamination and lower uranium and thorium levels in them.
Several heat and leach treatments have been demonstrated at the laboratory scale to remove impurities in a zircon concentrate. The conditions used in the heating treatment (e.g. temperature and nature of any fluxes added) affect the extent of impurity removal and whether zirconia or zircon is obtained as the product. Larger scale production, and evaluation of the product properties, is required.
Acknowledgements
Discussions with S. Rooney, R. Kjar and P. Dudzinski of the Victorian Department of State Development, Business and Innovation are gratefully acknowledged as is the assistance of CSIRO library staff at Clayton in obtaining references. This paper is published with the permission of the Victorian Department of State Development, Business and Innovation.