
Abstract
Post-blast nitrogen oxide fumes (NOx) from surface blasting activities have become an important operational issue in Australian Coal mines. Post-blast fumes are a direct product of the detonation process which can be easily identified as the resultant yellow to orange post-blast clouds. There is general agreement that the conditions leading to fumes are associated with fuel deficiencies or incomplete detonation of the explosive product. From a practical perspective this can be due to one or a combination of factors such as explosive product characteristics, confinement effects, ground conditions, inappropriate blast design parameters, explosive product selection, on-bench practices and potential contamination of explosive product in the blasthole. This paper presents the preliminary results of a project funded by the Australian Coal Association Research Program (ACARP). The main objective of this project is to gain a better understanding of the principal causes of post-blast fumes at the operational level so that incidences can be minimised. Results from a comprehensive literature review, an industry survey and analysis of newly established blast registers have indicated that an appropriate matching of product to ground is essential to minimise fume incidences. For this to occur there must be a clear understanding of the potential impact of the characteristics of key components in any given product formulation and ANFO/Emulsion blends. Analysis has confirmed the impact of confinement and ground conditions as well as the potential contamination of product with fine drill cuttings near the stemming region. Trends associated with increases in the likelihood of fume incidences from long sleep times were identified but could not be entirely confirmed with the available data. The analysis on overburden blasts showed that it is fair to assume that the likelihood of high level fume incidences may increase when a product is slept for >10 days and that decisions to have product sleeping for longer periods should be supported by a good understanding of the product characteristics and ground conditions (geology and hydrogeology). Further work is required to build capabilities to verify on-bench product specifications and characteristics including the ability to measure in hole density changes, product moisture, verify AN/Emulsion blending ratios and undertake a more through characterisation of ground conditions. It is also important to extend the range of measurement systems to evaluate the performance of the detonation process in situ. To that end the authors have embarked in the development of instrumentation to better understand the impact of changing characteristics of explosive products in situ; a brief description and preliminary results from this research effort are also discussed in this paper.
Introduction
The Australian Coal Association Research Program (ACARP) agreed to provide funding in 2010 to initiate a study into the main causes of post-blast nitrogen oxide fumes (NOx) from blasting practices in Australian Surface Coal Mines. Increased government and media scrutiny of post-blast fume generation is an issue for the industry and a public concern (Fowler, 2010; Callinan, 2001; Farr, 2010). The generation of blast fumes is not well understood at the operational level as many factors contribute to this process. There is however agreement that the conditions leading to fumes are associated with fuel deficiencies or incomplete detonation of the explosive product due to one or a combination of factors such as explosive formulation and quality assurance, ground conditions, inappropriate blast design parameters, explosive product selection, on-bench practices and potential contamination of explosive product in the blasthole. This paper reviews our theoretical understanding of fumes generation and supplements this knowledge with information obtained from current industry practices. Further work is identified, particularly with regards to the ability to verify product specifications on the bench and extent the range of measurements to verify the performance of the detonation process in situ.
Post-blast fumes: brief literature review
Post-blast fumes are toxic nitrogen oxides, a direct product of the detonation process which can be easily identified as the resultant yellow to orange post-blast clouds. These nitrogen oxides can also be produced from burning reactions and by the secondary oxidation of NO to NO2 as the blast fumes mix with air.
The most commonly used explosive product in the mining industry is ammonium nitrate fuel oil (ANFO). The mix of ammonium nitrate (AN) to fuel has to be stoichiometrically correct in order for complete detonation to occur. This reaction is shown in equation (1)




Excessive levels of NO2 can cause death of plants, root systems and damage crops. An increase in the acidity of rain can also occur, which in turn has further damaging effects to the environment. National ambient air quality standards and goals stipulate that a maximum concentration of 0·12 ppm is allowable for an average period of 1 h for 1 day a year. Furthermore, 0·03 ppm is the maximum allowed over a year (Commonwealth of Australia, 2011). Increased government and media scrutiny of post-blast fume generation is an issue for the Australian coal industry and a public concern. The generation of blast fumes is not well understood at the operational level as many factors contribute to this process. There is a clear need to conduct further research into the external factors that may influence the unexpected changes in detonation performance that can lead to fumes. From a review of the current literature the factors that may contribute to a potential increase in the incidences of fume can be categorised into: explosive product characteristics, sleep time effects, confinement, ground conditions and water content.
Explosive product characteristics
Explosive product characteristics can have a direct impact on detonation reaction and performance. Studies conducted by Bhattacharyya et al. (2001) on the generation of fumes from semigels showed that finer grained ANFO produced more NOx fume than coarser grained ANFO. This led to the suggestion that the finer grained ANFO would react faster allowing more oxygen to be available and thus driving the formation of more nitrogen oxides. These findings have been refuted by many others (De Souza and Katsabanis, 1991; Sapko et al., 2002; Mainiero et al., 2007). Sapko et al. (2002) found that pulverised ANFO produced NOx at a factor of four times lower than standard ANFO. This is due to the presumed better mix of fuel with the nitrate of pulverised prill, which enables a quicker velocity of detonation and a more complete reaction.
Following an increase in fume incidences in the Powder Basin (WY, USA), research began into the effect of emulsion/ANFO blends on fume generation. The study found that emulsion/ANFO blends produce more NOx fumes than straight emulsion. This has been hypothesised as the difference in reaction rate between the emulsion and the AN prill, as AN prill reacts post the Chapman–Jouguet curve which results in a reaction in an oxygen positive environment (Turcotte et al., 2002). This confirmed an early study conducted by Sapko et al.(2002); however, this paper presented the possibility that this was due to the difference in immersion of the nitrate in the fuel and the ability for the reaction to go to completion. Numerous laboratory tests have shown that fuel lean product leads to an increase in NOx production, while excess fuel will generate less NOx, due to a better stoichiometric mix of fuel and AN (Mainiero et al., 2007). Figure 1 shows the effect of increasing the fuel oil percentage in ANFO and the quantity of post-blast fume generated.
Effect of fuel oil content on NOx production from ANFO (Rowland and Mainiero, 2000)
Increased NOx production from fuel lean product can be explained by equation (5), which is known as deflagration of ANFO (Barnhart, 2003)

Research by Barnhart (2003) suggested that slower reactions (i.e. slower VOD) may allow the fuel to vaporise up the explosive column ahead of the ammonium nitrate. Owing to the increased time in chemical reaction, fuel lean product results in deflagration, and an increase in NOx. Furthermore, it was noticed that boreholes initiated later in the firing sequence were experiencing more fume than holes fired earlier. VOD measurements of these holes, along with dynamic pressure measurements, produced a hypothesis that these later boreholes experience large scale ground movement before initiation (Turcotte et al., 2002). This ground movement appeared to have led to a loss in confinement, and cause product to become non-contiguous. Further field testing conduct by Barnhart (2004) in Wyoming also showed that ground heave was occurring in the vicinity, before the borehole was detonated, prompting a review on the timing sequence of the blast patterns. Faster timing sequences, to ensure detonation of holes before the pressure wave front, saw a decrease in NOx production.
The in hole density of an explosive product greatly affects the chemical reaction of the product, and its ability to ignite (Barnhart, 2004). The ammonium nitrate used in ANFO ranges in density from 0·75 to 1·10 g cc−1. The lower density ANFO is capable of absorbing fuel throughout the prill and is easier to ignite than the high density prill as the fuel sits on its surface (Bhandari, 1997). With emulsion blends and straight emulsion, the increase in hydrostatic pressure at the bottom of long explosive columns may also influence detonation performance (Sapko et al., 2002). Compression testing in laboratories shows that the resulting emulsion is always denser, meaning a loss in gas within the product and therefore causing the product to desensitise. Recent measurements conducted as part of this ACARP project, and discussed later in this paper, demonstrated potential increases in product density after the addition of stemming. The detonation reaction can be compromised when the product approaches critical density. The critical density is when the product is so dense that there is not sufficient gas voids to allow for the generation of hot spots to maintain a stable detonation reaction.
Sleep time effects
With regards to the impact of sleep time on detonation performance, it has been hypothesised that if product is left in situ for long periods, fuel oil may be lost to the borehole walls by wicking (Sapko et al., 2002). Laboratory results indicate that dry, soft and porous overburden may wick away significant amount of fuel oil from ANFO, as shown in Fig. 2, and Sapko et al. (2002) found that the degree of wicking was more pronounced with smaller diameter holes. Figure 3 shows the rate at which AN dissolution occurs when the moisture on the boreholes was increased as a function of time when exposed to 8% moisture in a simulated cementitious borehole, as shown about 50% of the original AN mass had been lost to the moist material after 10 days.
Calculated loss of fuel oil due to wicking for ANFO as function of borehole diameter (Sapko et al., 2002)
Dissolution of ammonium nitrate as function of time when exposed to 8% moisture in simulated cementitious borehole (Sapko et al., 2002)
Confinement, ground conditions and water content
Confinement and its influence on the detonation reaction and hence velocity of detonation is a function of the borehole diameter and ground conditions. To simulate different levels of confinement within a borehole under controlled conditions, investigators have used different grades of steel down to PVC pipes. Although it is regularly noted that some of the high grade seamless steel pipe provides greater confinement than the actual rock mass. Figure 4 shows the effect on confinement on the amount of NOx produced from detonating ANFO (Rowland and Mainiero, 2000). It can be seen that a decrease in confinement produces an increase in NOx fume. This experiment has been reproduced by Sapko et al. (2002) for compositions of ANFO, 50/50 ANFO/emulsion blend and straight emulsion, yielding similar conclusions. However, the 50/50 ANFO/emulsion blend produced more NOx than ANFO under the same confinement conditions. This could most likely be due to grain size and fuel immersion as suggested by De Souza and Katsabanis (1991). The difference in NOx production for heavy and lighter confinement scenarios could be due to fuel vaporising away from AN prills as confinement reduces. This in turn yields a fuel lean product and a greater percentage of NOx production (Barnhart, 2003).
Effect of ANFO confinement on NOx production (Rowland and Mainiero, 2000)
Fume generation is often reported as being in specific areas of the mine. This leads to the possibility of explosive products interaction with geology causing incomplete chemical reactions. It has been suggested that limestone and silica seem to be capable of absorbing nitrogen dioxide (Henley, 2010). Experiments conducted by Rowland and Mainiero (2000) support this, with limestone dust added to ANFO before initiation. The addition produced a decrease in nitrogen dioxide, suggesting an absorption by the limestone; however, a 200% increase in nitrogen oxide was observed. As NO readily oxidise to NO2, it was concluded that the presence of limestone would increase the amount of NO2.
Presence of clay in the strata can lead to swelling of the borehole due to the water used during the drilling process (Carter, 1988). This swelling is due to an induced increase in pore water suction of the clay, which results in local increases in moisture content, as well as increased static pressure on materials in the hole.
Ammonium nitrate fuel oil is highly susceptible to water, causing dissolution of the AN prills. Laboratory research into the effect that water has on ANFO and its ability to detonate involved soaking different blends of product in water. Figure 5 shows the results of per cent water content of ANFO on versus NOx and NO2 production. This work was conducted by Schettler and Brashear (1996) and was based on product being soaked for at least 1 h. This is not necessarily representative of field conditions. Subsequently, Rowland et al. (2001) tested three blends of ANFO and emulsion at much longer exposure times. Figures 6 and 7 show the results for a 50/50 ANFO/emulsion and straight emulsion respectively. All products had an increase in NOx production as the time spent immersed in water increased. Of the products tested, straight emulsion was the only product whose velocity of detonation was not adversely affected by water, and was still capable of detonating after 1 week of immersion. This is different from Schettler and Brashear (1996) statement that 50/50 is sufficient to be water proof. The open cut coal industry mainly uses a 70/30 emulsion/ANFO blend in its wet boreholes.
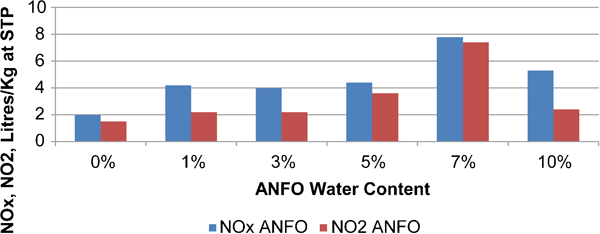
NOx production due to water content of ANFO (Schettler and Brashear, 1996)
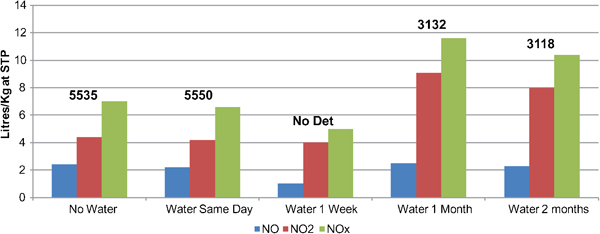
NOx production due to water immersion of 50/50 (Rowland et al., 2001)
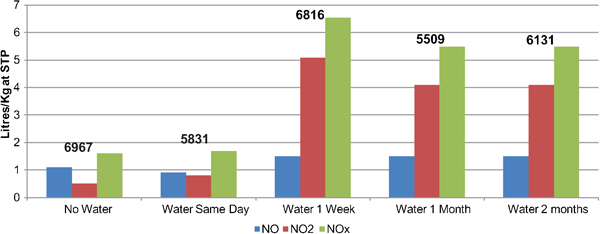
NOx production due to water immersion of emulsion (Rowland et al., 2001)
Australian coal industry survey
As part of this ACARP funded project, a web based questionnaire was developed with the view to gauge and document recent industry experience associated with fume incidences (Bailey, 2011). The survey was aimed at Drill and Blast Superintendents or equivalent roles and was distributed to open cut coal operations throughout Queensland and New South Wales. A total of 15 questions were asked using a combination of open ended and multiple choices. All sites that responded to this survey experienced post-blast fume incidences; they also indicated that they regularly maintain a fume register. The register is a means of recording post-blast fume incidences with a standard rating, and associated information such as blast pattern location, product used, etc. A more detailed description of registers, the adopted fume rating system and a preliminary analysis of the data provided to the project across different sites is discussed later.
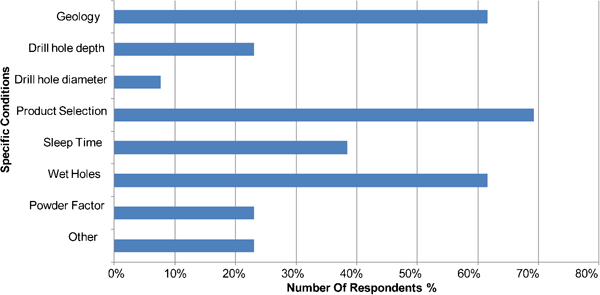
Results from the industry survey helped identify some of the general conditions in which post-blast fume incidences have been observed. Figure 8 shows a summary of the main factors considered by survey participants to be the main cause of post-blast fumes. It should be noted that participants were allowed to choose more than one condition so the results help identify the most common influential factors based on site observations.
Post-blast fume generation under specific conditions
As shown in Fig. 8, Geology, product selection and wet holes were identified as the main factors influencing fume generation; this was followed by product sleep time and drill hole depth. With regards to geology or specific ground conditions, some respondents identified soft ground as one of the conditions where the incidences of fumes appear to increase. This is hypothesised to be mainly due to a loss of confinement during detonation or the contamination of product in the stemming region from drill cuttings. More specifically, a south western Bowen Basin mine has listed saturated permians overlaid by basalt as the major notable geological structure that has been observed to have an influence on fume incidences. It should also be noted that fume incidences were still occurring in saturated soft ground even when water resistant products were used.
Most mine sites are using blended emulsion for all applications, with different blends depending on water content. Ammonium nitrate fuel oil/emulsion blends on 60/40 are used for dry holes, 50/50 for dewatered holes, and 30/70 for wet holes. These products are provided by a range of explosive suppliers which have generally indicated that formulations or blending ratios are not to blame for the incidences of fumes. They state that the cause can be mainly attributed to the selection of product for the geology and hydrogeology of the site. They however have recognised that unexpected chemical reactions are occurring between certain levels of moisture content and strata. Most practitioners agree with this, as geology and water ingress into product are two other leading suggested factors for post-last fume generation.
The survey also indicated that sleep times vary across several sites. Some have stated that a maximum of 4 day sleep time is used on their site; however, fume incidences still occurred. A Bowen Basin site has indicated that their sleep time could be as much as 21 days, and they also indicated that sleep time is a possible cause of fume generation; however, reductions in sleep time are not easy to achieve due to restrictions put on the production cycle. All sites involved in the survey have indicated that they have taken some form of action to minimise or prevent post-blast fume incidences. These have included:
explosive supplier developing a new product
using straight emulsion product
discussed with product suppliers on the correct product for strata types
discussed with product suppliers correct loading techniques
utilising shorter sleep times.
Blast registers and fume incidence rating
Currently to maintain an environmental protection licence, mines only need to fulfil operational limits for noise, water, dust and waste pollution (EPA, 2004). Standards for NOx monitoring have not been set; however, new programs are being introduced to limit the amount of NOx admissions allowed by the mining industry (NSW Government, 2011). Fume incidents that occurred at several Queensland and New South Wales open cut coal mines have resulted in the Department of Mines and Energy issuing a letter acknowledging the health implications of post blast fumes, and introducing a working group to identify actions to prevent, manage and treat exposure to post-blast fume events (Skelding, 2011). This has also resulted in all Drill and Blast Superintendents having to record all information in regards to every shot fired on site, and the resulting level of NOx concentration inferred from the colour of the post-blast fumes. Reports must be sent to DEEDI weekly (Cowdley, 2011). The fume register to be filled in by site drill and blast superintendents, or equivalent position, includes the following:
general shot information
fume rating
fume visibility
duration of fume incident and location
weather during initiation, including cloud cover, wind speed and direction
general charging information
general product information
what other physical information was recorded, such as photos.
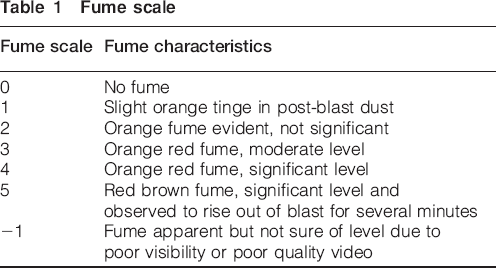
The fume rating used is directly related to the colour intensity of the fume cloud as shown in Table 1 and Fig. 9.

Fume levels based on colour intensity (Henley, 2010)
Fume scale
Preliminary analysis of blast registers
Blast registers from several mine sites were available to conduct a preliminary evaluation of trends associated with fumes incidences that occurred in 2011. The combined data set consisted of 108 blasts. As shown in Fig. 10 the majority (i.e. 58) corresponded to overburden blasts followed by prestrips (16) and interburden blasts (11). Figure 10 also shows levels 4 and 5 fume incidences. A total of 12 such incidences were recorded, one in through seam blasting, 8 in prestrip blasting and only 3 out 58 in overburden blasting.
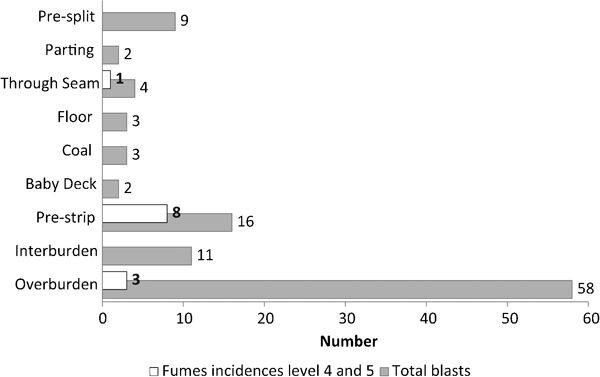
Summary of blast types and number of recorded fume incidences of levels 4 and level 5 combined
This preliminary analysis shows that higher level incidences are more likely to occur during prestrip blasting; a closer look at the available register database indicated that in most cases, prestrip blasting was carried out on soft weathered rock mass conditions. This supports the impact of ground conditions (confinement) on the efficiency of the detonation reaction. A summary that separates fume incidences across the documented ground conditions is given in Fig. 11, and this simple analysis shows that the largest concentration of incidences is in soft/weathered ground conditions. The greater number of incidences in hard sandstone when compared to medium strength mudstones was difficult to explain; however, after having a closer look at the blasting records, it was clear that the hydrogeological conditions were different between the two ground conditions before blasting. In fact, in hard sandstone 27% of blasts were affected by rain water during and after loading when compared to only 18% of blasts in medium silt/mudstone. Dynamic water could have affected the explosive product which may explain the increase number of incidences in fume generation.
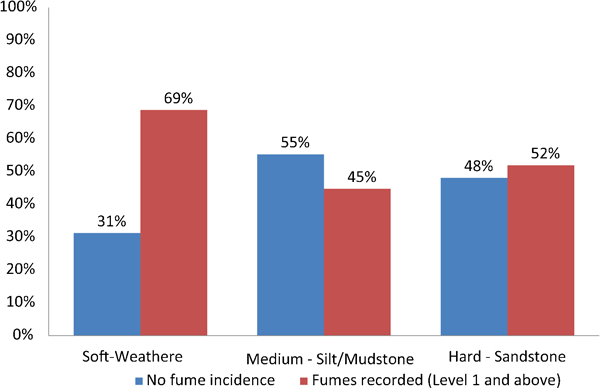
Percentage of incidences recorded for wide range of ground conditions
It is also relevant to note that in 6 out the 8 cases in prestrip blasting, fumes visibility was immediate and the type of stemming used was drill cuttings. It is hypothesised that when fumes visibility is immediate, fumes could be associated with an ineffective detonation reaction near the stemming region due to product contamination from fine drill cuttings. This is also consistent with the three reported level 5 fume incidences in overburden blasting where drill cuttings and coal rejects were used as stemming material and the visibility of fumes was immediate. Further work should be conducted to test this hypothesis.
With regards to product sleep time and its influence on fume incidences, the combined data set shows no clear correlation. However, as shown in Figs. 12 and 13, fume incidences in specific groups from no fumes (0), medium level fumes (levels 1 and 2) and higher level fumes (levels 3 and above), a trend of a potential increase in NOx with increases in mean sleep time and hole depth emerges. As shown in Fig. 12, the mean sleep time difference between no fumes and higher level fume concentration is 4 and 8 days respectively. There is a logical presumption that the longer a product sleeps, the higher the risk of having a significant fume incidence. It is difficult to confirm this with the current available data; however, it is clear that other external factors make contribute to a deficiency in detonation when a product is left in the ground for a significant period of type. This analysis does not allow an immediate identification of a recommended sleep time for products as many other external factors could contribute to the problem; however, data show that the likelihood of fume and NOx levels may increase when product is slept for more than 16 days.
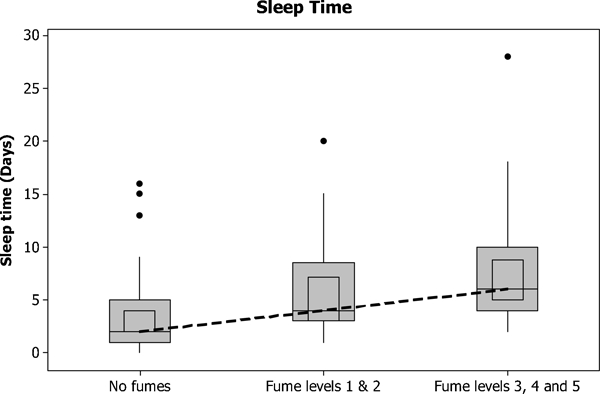
Sleep time versus fume incidences by group levels
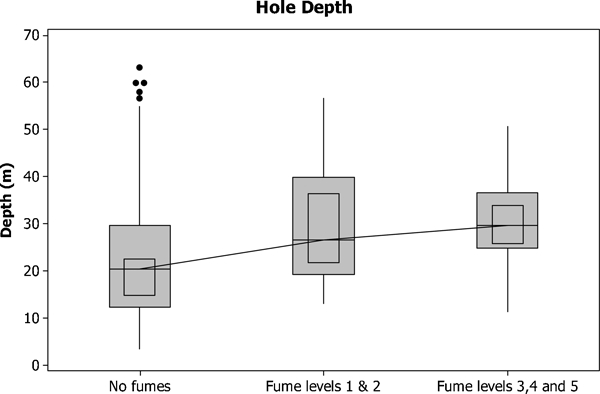
Hole depth versus fume incidences by group levels
With regards to blasthole depth, Fig. 13 shows that from the available data set there is no clear relation between depth and fume incidences. However, it is fair to note that for levels 3–5 incidences the mean blasthole depth of 31 m is larger than the mean of 24 m for no fume incidences. This supports the hypothesis that as blasthole depth increases, the likelihood of product being affected by column density changes or other factors associated with confinement (e.g. cavities, dynamic water, soft clay bands, etc.) may increase.
When focusing on overburden blasting, the trends associated with sleep time are maintained and become slightly clearer. As shown in Fig. 14, the mean sleep time is higher (8 days) for fume incidence levels 3 and above. It is fair to assume that the likelihood of high level fume incidences may increase when a product is slept for more than 10 days if the outlier of 16 days is not considered. Decisions to have product sleeping for longer periods (e.g. above 16 days) should be supported by a good understanding of the product used and ground conditions (geology and hydrogeology).
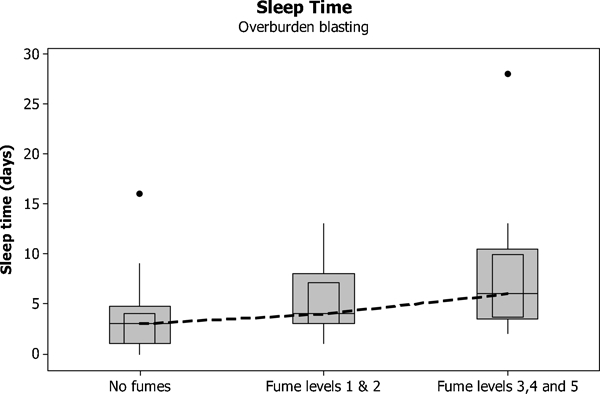
Sleep time versus fume incidences in overburden blasts
Development of instrumentation for on-site explosive product assessment
Current literature and analysis from the available blast registers suggested the need to independently evaluate the characteristics of the explosive products being delivered and quantify any changes that ground conditions could impose on the product, particularly at relatively longer sleep times. To that end a programme of research started with the view to develop tools that would allow an evaluation of the characteristics of the explosive product at the point of delivery. The programme focused initially on explosive in hole density measurements, product pressurisation, particle size analysis and water/moisture content. A series of prototype gauges and sensors are currently under development. In this paper we briefly report on systems to measure in hole density and the water/moisture content of AN prill based products. Figure 15 shows the current set-up of a prototype in hole density gauge based on inflatable bladders. The system works on the principle that by equalising the pressure in the bladder with the surrounding medium (i.e. the explosive product) and by knowing the location of these bladders, it is feasible to estimate the in hole density given by the known pressure at that point. Preliminary measurements taken of a gassed emulsion product at a depth of 11·5 m showed that the in hole density was ∼1·26 g cc−1 before stemming (i.e. gravel) and 1·31 g cc−1 after the placement of stemming. The average gassed density of the product was 1·20 g cc−1 with a gassing chart indicating 1·24 g cc−1 at depths of 12 m. Preliminary results from in situ measurements have pointed to the potential of certain explosive products reaching critical densities in deep holes (i.e. above 30 m) and thus increasing the risk of fumes generation due to incomplete reactions. Data from this gauge could be used to define the required average gassed density of a product before loading deep holes. The system could also be used to assess whether density changes can occur with time, that is, as the product sleeps in the hole.

Prototype device to estimate in hole density of explosive product
Figure 16 shows the results of a calibration test to evaluate the potential of microwave technology to measure the level of moisture on AN prill. As shown, a direct correlation was obtained between moisture content and microwave attenuation. This was not surprising as similar technology is used in the fertiliser industry. In this particular case, a controlled amount of water was sprayed on AN prill and its final moisture was measured directly using a moisture balance. Each sample was then tested using a microwave emitter and receiver arrangement built with off-the-shelf components. Similar tests are now being conducted on Emulsions to verify whether an online system could be developed and deploy at the blasthole delivery stage. Preliminary results from the systems described above are encouraging. Work continues in this area and will reported in the near future as more data becomes available
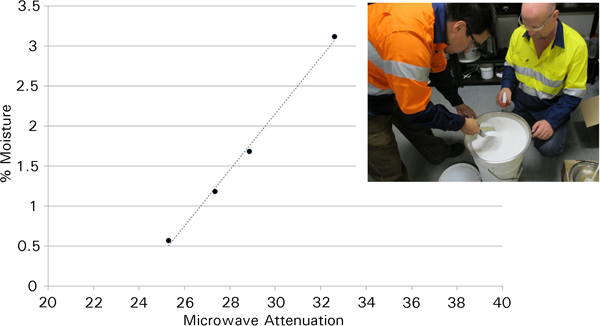
Correlation between percentage of moisture and microwave attenuation of AN prill
Conclusions and future work
A comprehensive review of the literature in conjunction with an industry survey has indicated that fume incidences are associated with a complex set of factors which are difficult to isolate in an operational environment. From laboratory scale tests, there is general agreement that the conditions leading to fumes are associated with fuel deficiencies or incomplete detonation of the explosive product. From a practical perspective this can be due to one or a combination of factors such as explosive product characteristics, confinement effects, ground conditions, inappropriate blast design parameters, explosive product selection, on-bench practices and potential contamination of explosive product in the blasthole. With regards to product characteristics, it is clear that an appropriate matching of product to ground is essential to minimise fume incidences. For this to occur there must be a clear understanding of the impact of the main characteristics of components in any given formulation and blends of ANFO and Emulsions. The issue of confinement and ground conditions has been clearly identified by experimental data and the available blast registers. Analysis of registers also identified fume incidences that could be caused by the contamination of product with fine drill cuttings near the stemming region. Trends associated with increases in the likelihood of incidences from increase sleep times were identified but could not be entirely confirmed with the available data. The potential loss of fuel oil to the borehole walls by wicking has been theoretically confirmed under controlled conditions; however, in the range of large borehole diameters used in the coal industry this is yet to be confirmed. The analysis on overburden blasts showed that it is fair to assume that the likelihood of high level fume incidences may increase when a product is slept for >10 days and that decisions to have product sleeping for longer periods (e.g. >16 days) should be supported by a good understanding of the product characteristics and ground conditions (geology and hydrogeology). Further work is identified, particularly with regards to building capability to verify product specifications (on-bench characteristics) including the ability to measure in hole density changes, product moisture, verify AN/Emulsion blending ratios and undertake thorough characterisation of ground conditions. It is also important to extend the range of measurement systems to evaluate the performance of the detonation process in situ (Cavanough and Onederra, 2011).