
Abstract
In this study, 30 mass-% basalt fibre and 0·5–2 mass-% multiwall carbon nanotube (MWCNT) reinforced polyamide 6 hybrid systems were prepared by extrusion and injection moulding. The effect of nanotube content on the mechanical properties was investigated by tensile and flexural tests. The results showed that the combination of macroscopic and nanosized reinforcements improved the mechanical properties significantly, and synergetic effects can also be observed. Good dispersion of the MWCNT was proven by transmission and scanning electron microscopy.
Introduction
At the beginning of the twenty-first century, it was proven that the application of new types of carbon based nanoparticles (fullerenes) can significantly influence the physical properties of engineering polymers. However, these positive effects were less observable concerning mechanical properties. Some of the mechanical properties did not reach the originally expected values, although according to the theoretical models, at least one order of magnitude increase was expected, e.g. in tensile and flexural strength. The reason for this low effectiveness was explained by the high aggregation behaviour, high impurity content and imperfect structure of the nanoparticles.1–3 In the last few years, nanotubes of high purity and better structure appeared on the market, and their aggregation susceptibility was decreased by functionalisation. The functionalised nanotubes are easily dispersible in the polymer matrix, and the adhesion to the matrix is also stronger than in case of the pristine ones. The disadvantage of the functionalisation is that it breaks up the perfect structure of the nanotubes, which affects the physical properties of the nanotubes. The functionalisation modifies the thermal and electrical conductivities and decreases the mechanical properties of the nanotubes. 4 , 5 There is another way to decompose the aggregates and obtain a well dispersed system in the composites: it is to use higher shear forces during melt mixing. Better dispersion can be achieved by optimising the processing parameters (temperature, processing velocity, using shear elements during extrusion, etc.). The apparent viscosity can also be modified using fillers. The disadvantage of this method is that it shortens the length of the nanotubes, but the rate of shortening is low, and this does not cause significant decrease in the composite properties. A promising solution to achieve proper dispersion is using conventional fibres and nanoparticles together as reinforcement. The conventional fibre has a reinforcing effect and increases the apparent melt viscosity, which helps to disperse the nanoparticles properly; hence, a synergistic effect is expectable.6–9
Besides the good dispersion of nanoparticles, the main advantage of the three component composition is that the reinforcing materials do not substitute each other, but they have different functions. In these types of hybrid systems, the conventional fibre reinforcement ensures the high modulus of elasticity, tensile strength and predictable anisotropy. The nanoparticles affect the degree of crystallinity and improve the tensile mechanical properties. In thermoset laminates, the nanoparticles increase the interlaminar shear strength and reduce the crack propagation rate. These materials exhibit both the beneficial properties of conventional fibre reinforced composites and nanocomposites.2,3,10–14
Vlasveld et al.10 investigated fibre reinforced polyamide 6 (PA 6)+layered silicate nanocomposite matrix hybrid composites. The composites were prepared by film stacking and fibre impregnation in a hot plate press. The composites were built up by alternating layers of matrix material films (which contained the dispersed nanoparticles) and woven glass and carbon fibre reinforcement. The results showed that the flexural strength was enhanced by improving the matrix modulus in case of several types of PA 6 nanocomposites with glass and carbon fibres.
Shen et al.15 produced PA 6 hybrid composites by hot pressing. In the first step, 100 μm thick films containing 0·5, 1, 2 and 4 mass-% multiwall carbon nanotube (MWCNT) were prepared by extruder, and then they were layered between woven glass fabrics and hot pressed. Before the study of the hybrid systems, the MWCNT-containing composites were examined. The melt flow index (MFI) tests revealed that the addition of 0·5 and 1 mass-% MWCNT did not change the MFI values of PA 6 significantly, but at higher MWCNT contents, a strong decrease was observed. In the case of simple nanocomposites, both the flexural strength and the flexural modulus increased by augmenting the nanotube content, but in the case of the hybrid composites, a positive hybrid effect was observed only at 0·5 and 1 mass-% MWCNT content. Similar effects were experienced at the tensile properties.
Besides the nanoparticles, the conventional fibres are also developing; more perfect high strength materials are now available to produce high performance composites. One of these fibres is the continuous basalt fibre (BF). The reinforcing effect of the BF is similar to that of the glass fibre; a remarkable increase in static mechanical properties was observed by several authors. The differences between the two kinds of composites are that the BF reinforced ones have better wear resistance and thermal properties.16–18
Deák et al.19 dealt with the effect of the type of coupling agent on the mechanical properties of chopped BF reinforced PA 6. It was proven that the silane coupling agents developed for glass fibres are applicable for BFs. The applied silane coupling agents influenced all investigated properties of the composites favourably. In case of 30 mass-% BF reinforced composites, the tensile strength grew by 42%, the flexural strength grew by 37% and the impact strength grew by 223% as compared with unsized composite.
Based on these papers, it can be concluded that PA 6 is an often used matrix material for preparing thermoplastic matrix composites reinforced by conventional microfibres or nanoparticles. The hybridisation of micro- and nanofibres can lead to better mechanical properties in the field of thermoplastic composites. There are some recent investigations on manufacturing, such hybrid composites, but most of them use the pressing technique, which is a less efficient method, and there can be problems with the proper impregnation. It turned out that both MWCNT and BF can have a strong reinforcing effect in the PA 6 matrix, so there is a good chance to achieve high performance PA 6 matrix hybrid composites for engineering purposes using these two reinforcing materials together. The aims of this study were to prepare MWCNT and BF reinforced PA 6 by continuous melt mixing and injection moulding and to investigate the effect of the MWCNT content on the mechanical properties of the composites.
Materials and methods
In the present investigations, PA 6 (Schulamid 6MV13F; A. Schulman AG, Germany) was used as a matrix. For the macroscopic reinforcement, BF (BCS 13·6.KV02; Kamenny Vek Ltd, Russia) was used. The nanotubes were produced by Bayer, and the type was Baytubes C 150 P. A Brabender Plasti-Corder PL2100 twin screw extruder was used for continuous melt mixing. The screw speed was 10 rev min−1, and the extrusion temperature was 240°C. For the composites, 30 mass-% BF and 0·5–2 mass-% nanoparticles were used. First, the granulates of PA 6 and the MWCNT were mechanically mixed and then extruded. Above the 2 mass-% MWCNT content, the mixture was not processable with the applied extrusion parameters. After extrusion, the samples were injection moulded with constant parameters (pressure, mould temperature, etc.) by an Arburg Allrounder 320C 600–250 injection moulding machine.
Before the mechanical tests, the specimens were conditioned under 50% relative humidity and 20°C for 48 h. Tensile tests were performed on a Zwick Z020 universal testing machine according to EN ISO 527. The tensile modulus was determined in the strain range of 0·1–0·5% with a crosshead speed of 5 mm min−1. Over the strain rate range of 0·5%, the crosshead speed was increased to 50 mm min−1. The flexural tests were carried out also on this machine according to EN ISO 178 with the following parameters: crosshead speed of 1 mm min−1 and gauge length of 64 mm. The ultimate flexural stresses were measured at the maximum deflection of 6 mm.
The fracture surfaces of the tensile specimens were investigated by a scanning electron microscope (JEOL 6380 LA, Japan) after coating with Au–Pd alloy. Transmission electron microscopy (TEM) images were taken from thin section of the composites using a Leo 912 Omega microscope (Oberkochen, Germany) with an accelerator voltage of 120 kV. The thin sections (∼100 nm) were cryocut with a diamond knife at about −120°C and used without staining.
Results and discussion
Tensile properties
The presence of the nanotubes reduced the tensile strength of the matrix (Fig. 1), indicating that the nanotubes are not well dispersed. The increment of the tensile strength of the 30 mass-% BF-containing composite was significant. If there were also nanotubes in the system, a synergetic effect was observable: if only MWCNT was given to the system, the strength decreased, but with the basalt, a small increase in strength was experienced. Significant effects were observable only in the case of the composites containing 0·5 mass-% MWCNT. Further addition of the nanotubes did not cause any considerable change in the strength values even if there was also BF in the composite.
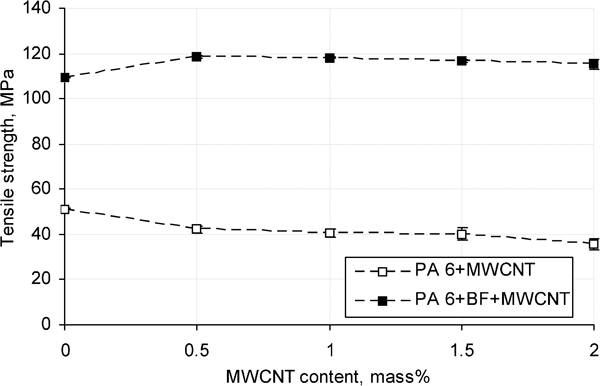
Tensile strength as function of nanotube content in PA 6 matrix conventional and hybrid composites
In contrast to the tensile strength, the tensile modulus (Fig. 2) showed some increment by adding nanotubes to the matrix. This phenomenon is explained by the calculation of the modulus: it is calculated from the beginning of the tensile curve, where the negative effects of aggregates are still not observable. The effect of the BF is similar to its influence on the tensile strength: it increases the tensile modulus considerably. The effect of the MWCNT in BF reinforced composites is a bit different: it increases the tensile modulus until 1 mass-% MWCNT content, but then, it begins to decrease significantly. This can be explained by the fact that if there is a high amount of nanotubes in the composite, they impede each other in utilising their total strengthening effect.
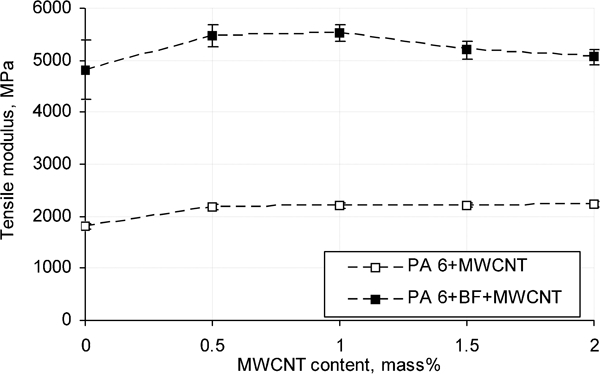
Tensile modulus as function of nanotube content in PA 6 matrix conventional and hybrid composites
In thermoplastic nanocomposites, the tensile elongation at break ϵ shows the quality of the dispersion (Fig. 3). In PA 6+MWCNT composites, the ϵ decreases greatly compared to the pure matrix (ϵPA 6 = 80±24%). This can be explained by the remaining MWCNT aggregates. On the other hand, the presence of the BF also decreases the elongation at break, but if there are also nanotubes in the system, the elongation at break does not decrease any further. It indicates that the starting points of the fractures are not the nanotubes or their aggregates, but the characteristic failure form is fibre breaking; consequently, the dispersion state of the nanotubes is good.
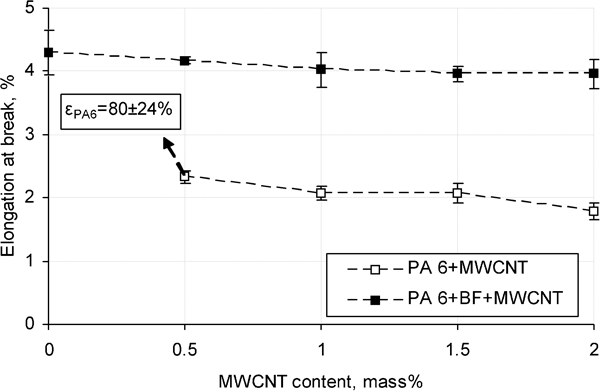
Elongation at break as function of nanotube content in PA 6 matrix conventional and hybrid composites
Flexural properties
The bending tests showed that the presence of the nanotubes had a positive effect on both the flexural strength (Fig. 4) and the flexural modulus (Fig. 5). The presence of 0·5 mass-% nanotubes in the system almost doubled the flexural strength, and further addition of nanotubes caused slightly higher values; however, those changes are not significant. The flexural modulus also showed an increment of up to 1 mass-% nanotube content.
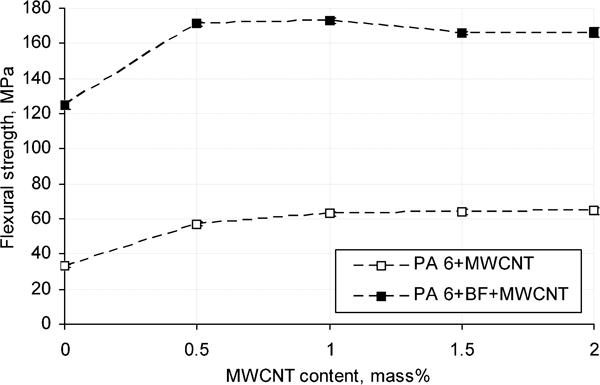
Flexural strength as function of nanotube content in PA 6 matrix conventional and hybrid composites
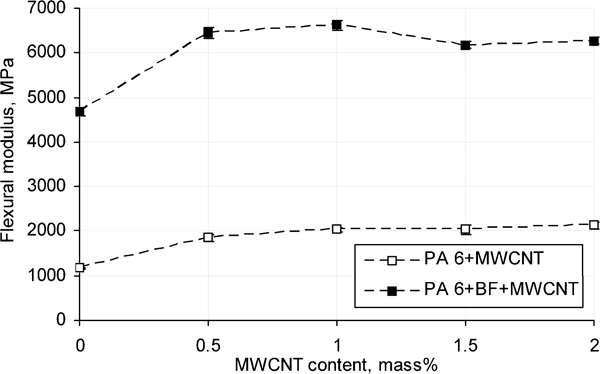
Flexural modulus as function of nanotube content in PA 6 matrix conventional and hybrid composites
At the hybrid composites, the results of the bending tests reflect a stronger synergetic effect of nanoparticles and BFs. The BF reinforcement was more effective if nanoparticles were also in the system. In this case, the flexural strength reached 170 MPa, which is more than five times higher than the pure matrix. The same effect was observable at the flexural modulus. The effect of the nanotube content is similar to the tensile properties: the modulus increases until 1 mass-% nanotube content and than begins to decrease.
Electron microscopic study
Figure 6 shows the fracture surface of PA 6+1 mass-% composite after tensile test. It can be seen that large aggregates remained in the system (Fig. 6a). It can also be concluded that these aggregates are the starting points of the break. This result is in concordance with the conclusion deducted from the elongation at break. At a higher magnification, the nanotubes are visible within the aggregate. The nanotubes are not impregnated by the PA 6 at all; the shear forces were not enough to break up the aggregates.
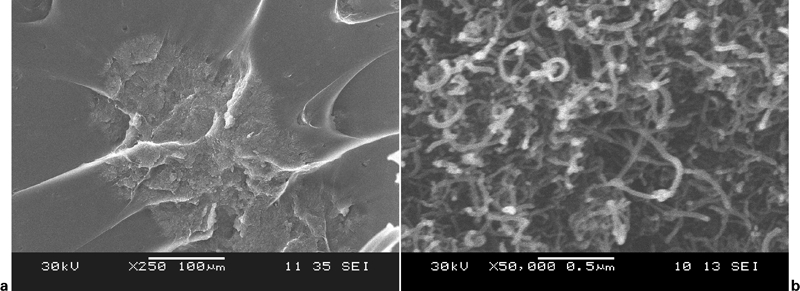
Images (SEM) of fracture surface of PA 6+1 mass-% MWCNT after tensile test under different magnifications
In the case of hybrid systems, a different fracture behaviour was observable. Figure 7a shows the tensile fracture surface of a hybrid specimen containing 1 mass-% MWCNT. There are no observable nanotube aggregates, and the starting points of the break are around the BFs. This refers to a well dispersed system, which can be confirmed by the TEM image (Fig. 7b). The nanotubes are dispersed very well: the matrix contains individual fibrous structures. The large black areas are pieces of broken BFs. Smaller spherical spots can also be observed. These spots can even be the remaining catalyst from the production of nanotubes or other amorphous carbonic structures. Note that the purity of the applied MWCNT was ∼95%.
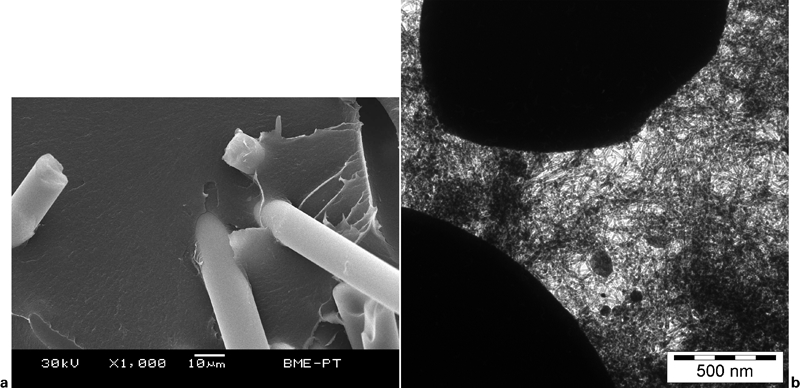
a SEM and b TEM images of PA 6+BF+1 mass-% MWCNT
Conclusions
Hybrid composites were succesfully prepared from PA 6 matrix, BF and MWCNTs. It turned out that the conventional BFs can help in the dispersion of the nanotubes. It has been demonstrated that hybrid nanocomposites with advantageous properties can be created by a combined application of short BFs and a small amount of nanoparticles. With respect to tensile strength, flexural strength and flexural modulus, the joint increase caused by combining short BFs and nanoreinforcements surpasses the sum of increments caused by fibre reinforcement and by nanoadditives applied alone, i.e. a positive synergistic effect has been achieved. The maximimum increment in the properties was measured at 1 mass-% nanotube content. The SEM and TEM images show that large nanoparticle aggregates disintegrated in the hybrid composite.
Footnotes
Acknowledgements
The authors would like to express their thanks to ARBURG Hungary Ltd for the Arburg Allrounder 320C 600–250 injection moulding machine. This research was supported by the Hungarian Research Fund (grant no. OTKA F 67897), the Mexican–Hungarian intergovernmental intergovermental S&T cooperation programme (grant no. MX-6/2007), the Hungarian–South African intergovermental S&T cooperation programme (grant no. ZA-12/2008) and the Hungarian–Chinese intergovernmental intergovermental S&T cooperation programme (grant no. CN-1/2007). This work is connected to the scientific programme of the ‘Development of quality-oriented and harmonized R+D+I strategy and functional model at BME’ project. This project is supported by the New Hungary Development Plan (project no. TÁMOP-4·2·1/B-09/1/KMR-2010-0002).
This paper is part of a special issue on Latest developments in research on composite materials