
Abstract
In this research, two different methods have been investigated for optimising the preparation of hydrogenated acrylonitrile butadiene rubber/clay nanocomposites. Commercially available organoclay (Cloisite 20A) has been considered for the preparation of rubber nanocomposites. A detailed analysis has been made to investigate the morphological structure and mechanical behaviour at room temperature and at elevated temperature. Also the influence of organoclays on permeability has been studied. Structural analysis indicates very good dispersion for a low loading of 5 parts per hundred (phr) amount of nanoclays. Significant improvements in mechanical properties have been observed with the addition of organoclays at both room and elevated temperatures. Even with the low level of addition of nanoclays, there was a remarkable reduction in permeability.
List of symbols
Cloisite 20A
freeze dried
HNBR control sample
hydrogenated acrylonitrile butadiene rubber
HNBR with 5 phr of freeze dried C20A nanocomposite sample
HNBR with 10 phr of freeze dried C20A nanocomposite sample
HNBR with 15 phr of freeze dried C20A nanocomposite sample
HNBR with 5 phr of C20A master batch nanocomposite sample
HNBR with 15 phr of C20A master batch nanocomposite sample
master batch
transmission electron microscope
Introduction
Hydrogenated nitrile butadiene rubber (HNBR) is widely known for its physical strength and retention properties after long term exposure to heat, oil and chemicals. These unique properties of HNBR have resulted in wide adoption in high performance and demanding applications in the field of automotive, oil field exploration and other various industrial sealing applications. It is well known that in practice, a high amount of inorganic fillers, such as carbon black, silica, calcium carbonates, etc.,1 is being used to achieve the required properties. The high level of filler loadings has a drawback of increase in weight, brittleness and opacity. 1 , 2
Recently, nanoscale reinforcing fillers have attracted the attention of both the manufacturers in industry and the researchers. Nanofillers having a high length/diameter ratio can be used as a substitute for the traditional fillers in the elastomeric matrixes. By using even low amounts of nanofiller loadings (<10 wt-%), the mechanical properties can be improved significantly. Nanolayered silicates are one of the most commonly used inorganic clay minerals for reinforcing the polymer matrixes on the nanoscale level. 3 , 4 The silicate layers are rendered organophilic to make them miscible with the polymer matrix. This would lead to the exfoliation of the silicate layers to derive the unexpected improvement in the hybrid properties, which are not commonly obtained by conventional microcomposites.5–7 This nanoscale reinforcing of the layered silicates has demonstrated good improvements in mechanical properties (modulus and strength),8–11 thermal properties (heat resistance and flammability) 7 , 12 and barrier properties, 13 , 14 decrease in swelling in solvents,15 enhancement in electrical conductivity and optical properties15 and biodegradability. 15 , 16
Several methods and techniques have been reported by various researchers for the synthesis of nanocomposites for improving the basic mechanical properties. However, there is no evidence of research work in developing rubber nanocomposites for seal applications with improved properties at high temperature and pressure. In the present work, HNBR/clay nanocomposites are synthesised through various preparation methods. The novel approach of ultrasonically predispersing the HNBR/C20A master batch (MB) has been reported in this present investigation. The structure of the nanocomposites has been inspected by transmission electron microscopy (TEM). Mechanical tests of the prepared nanocomposites were performed at both room temperature and at elevated temperature (100°C) to study the effect of nanoclays in HNBR. The barrier properties of the nanocomposites were studied by permeability tests.
Experimental
Materials
A fully saturated HNBR containing 36% acrylonitrile and all the other rubber compounding materials were kindly supplied by James Walker & Co. (Crewe, UK). The compounding formulation was followed as per James Walker's recipe. The organoclays containing sodium montmorillonite were procured from Southern Clay Products Inc. bearing their trade name Cloisite 20A (C20A).
Preparation of HNBR/clay nanocomposites
HNBR/clay nanocomposites were prepared by conventional mechanical shear mixing technique. The addition of organoclays to HNBR was carried out by two different ways, namely, direct addition of clays and use of ultrasonically predispersed rubber/clay MB. The amounts of clay addition investigated here are 5, 10 and 15 parts per hundred rubber (phr) for different methods. The rubber/clay MB preparation was carried out as follows. Initially, HNBR was swollen in suitable solvent. The organoclay was dissolved separately by continuously stirring it to make a uniform mixture with the solvent. Both the clay solvent and swollen HNBR were subjected to ultrasonication for a certain period using Branson sonifier 450 composed of solid titanium stepped horn. The HNBR/C20A MB obtained after sonication was evaporated under vacuum at room temperature to obtain a rubber/clay MB.
HNBR nanocomposites were prepared using a laboratory scale Francis Shaw K0 intermix under 25 rev min−1 at 90°C for a period of 5 min. In the first method, the organoclays were added directly to the mixer along with the other rubber compounding materials. C20A was subjected to freeze drying to prevent any moisture intake. In the second method, the predispersed HNBR/C20A MB was added to obtain the nanocomposite without any change in the basic recipe. The material dropped out from the mixer was passed through a two-roll mill, and the compound was allowed to cool down to room temperature before further processing. The rubber test sheet samples were cured for 6 min at 185°C as per ISO 471.
Characterisation
Morphological studies
High resolution TEM analysis was performed on Philips CM200 FEG TEM operated at an accelerating voltage of 80 kV. The samples for TEM analysis were cut in the direction of milling. Ultrathin sections of ∼50 nm in thickness were prepared with a diamond knife at −100°C using a Lecia EM FC7 cryochamber performed on Lecia ultramicrotome EM UC6. Ultrathin cryosections were carefully placed on the 200 mesh formvar coated copper grids before performing TEM.
Mechanical testing
Tensile testing was performed as per BS 903 Part A2/ISO 37. The dumbbell shaped tensile specimens were cut according to BS 903 type 2 specification. Tensile test was carried out on Instron 3366 instrument with a load of 500 N at a crosshead speed of 500 mm min−1. These tests were performed both at room temperature and at 100°C. The hardness test was performed on Bareiss hardness tester (international rubber hardness degrees) instrument as per BS 903 Part A26N/ISO 48. An average of at least five measurements has been reported. The compression set test was carried out according to the standard BS 903 Part A6/ISO 815. The specimens were compressed by 25% at 150°C for 24 h. The readings on three samples were noted down after 30 min of recovery.
Permeability studies
For any seal application, the rubber materials should have resistance to the diffusion of gases or fluids. The authors’ main aim in this work is to reduce the permeability by using the organoclays. The permeability tests were performed using a universal testing method applicable to nearly all gases for the determination of gas transmission rate through elastomer, depending on temperature and pressure. This test follows the standard of ISO 2872:2006. The test sample was mounted between a plate and a hollow cylinder at a given pressure (in the current investigation, the authors have used 8 bars of pressure). The chamber was then filled with the nitrogen gas until the test pressure of 8 bars and the temperature of 80°C were achieved. The drops in pressure over time were recorded after 15 and 30 min and then for every hour up to 5 h. The pressure gradients were calculated from the variation in pressure with respect to time. Using the ideal gas law, the volume loss per second depending on the pressure was calculated. The permeability curves were plotted with the volume loss per second values obtained depending on the pressure.
Results and discussion
Structural characterisation
The extent of intercalation or exfoliation can be qualitatively detected using TEM, which characterises the nanostructural features of the polymer/clay nanocomposites.17 TEM images of the various prepared HNBR/C20A nanocomposites are shown in Fig. 1. The dark lines correspond to the cross-section of silicate layers in the HNBR matrix. It can be seen that there is uniform dispersion of silicate layers in the HNBR matrix. Figure 1b and c (H20AFD10 and H20AF15 respectively) show more stacking of clay platelets in the rubber matrix compared to H20AFD5 (Fig. 1a). It can be clearly inferred from these micrographs that there is more intercalated structure at higher loadings (both 10 and 15 phr) and an exfoliated and intercalated structure for 5 phr level of loading. The levels of stacking have increased with increasing levels of loadings. This suggests the agglomeration of silicate layers after reaching the optimum level of filler loadings. On the other hand, micrographs of HNBR/C20A MB nanocomposite samples (Fig. 1d and e) indicate improved dispersion of C20A in the rubber matrix even at 15 phr loadings with relatively lesser aggregates of silicate layers when compared to the direct addition of clay mixing. It is worth to point out that there is significant reduction in aggregations and the presence of partial exfoliation of C20A even at higher levels of loadings in HNBR due to the ultrasonic predispersion technique. This suggests that the predispersion technique is an effective way of dispersing less miscible organoclays into the rubber matrix.
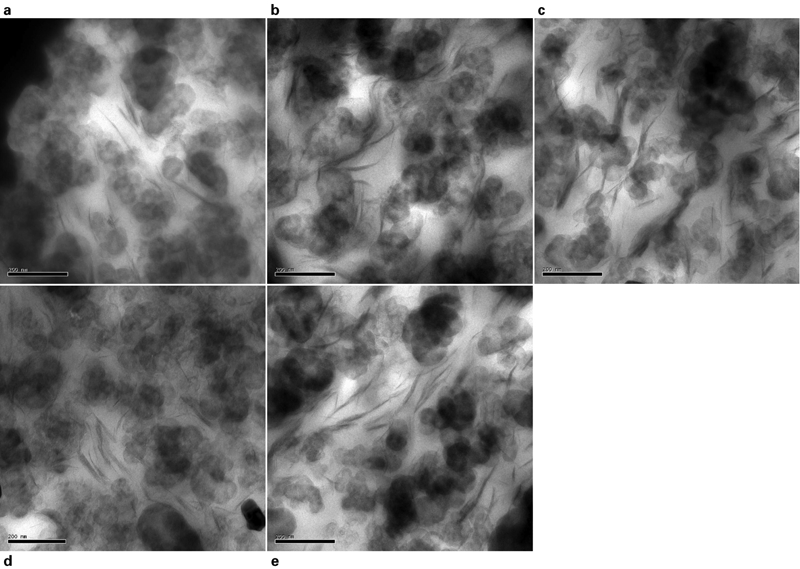
Images (TEM) of a H20AFD5, b H20AFD10, c H20AFD15, d H20AMB5 and e H20AMB15 nanocomposites
Mechanical properties
Tensile test at room temperature
The modulus at different elongations (50, 100 and 200%), the tensile strength, the elongation at break and the other properties of the prepared HNBR/nanocomposites have been measured. The measurements are performed according to the procedures explained under mechanical testing in the Experimental section. With the addition of 5 phr of C20A, there is substantial improvement in stiffness and elongation at break without any loss in tensile strength.
Figure 2 shows the effect of C20A on the tensile properties and elongation at break respectively prepared by various methods with the error bars. Each result reported in the graph is an average of five samples tested at room temperature. It can be observed from Fig. 2 that there is substantial improvement in elongation at break at all the levels of C20A loadings. The loss in tensile strength could be explained by the fact that with the application of the tensile stress, the aggregated silicate layers might have sheared, leading to slipping of the clay particles and resulting in the decrease in tensile properties. Based on the present observations, the reduced tensile strength at higher elongation can be due to the deterioration of the filler–matrix interaction. Lower tensile values at 10 and 15 phr are due to the less reinforcement with rubber matrix and the presence of silicate layer aggregates. This is also confirmed by TEM characterisations.
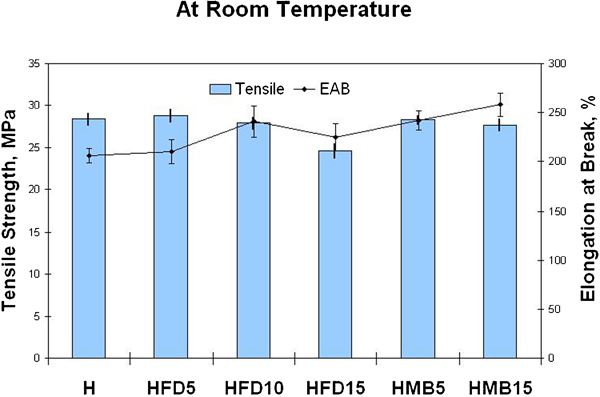
Tensile and elongation of various HNBR/C20A nanocomposites at room temperature
Figure 3 shows the modulus at different elongations (50, 100 and 200%) for various HNBR/C20A compounds. It can be observed that with the addition of 5 phr of C20A FD, there is substantial improvement in modulus at 50, 100 and 200% elongation by 85, 36 and 4% respectively compared to the standard one. This significant improvement may be attributed to the increased reinforcement of silicate layers at the nanolevel, which has resulted in improved stiffness. The anisotropy and high surface/volume ratios of C20A organoclay may have contributed to the excellent reinforcing capabilities of these fillers. This means that they behave as short reinforcing fibres with a nanoscale architecture, thereby leading to the increase in the interphase area between both phases. The silicate layers may have favoured the formation of immobilised polymer phase.18 This consequently might have resulted in the increase in the stiffness.19, 20 It is also possible that the orientations of silicate layers are responsible for the improved reinforcing effect.
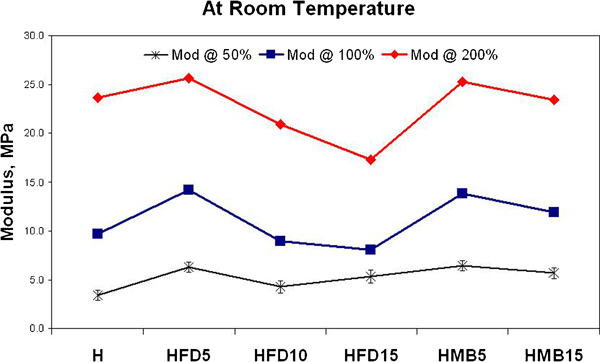
Moduli of various HNBR/C20A nanocomposites at room temperature
The HNBR/C20A nanocomposite sample prepared using the ultrasonically predispersed MB showed further improvement in the modulus at 50, 100 and 200% elongation by 88, 53 and 9% respectively at 5 phr levels of loadings. This can be ascribed to very good dispersion and reinforcement when compared to the direct addition of nanoclays. Similarly, good improvement was observed at 15 phr level of loadings by ultrasonic technique of mixing when compared to the direct addition of clays. This clearly indicates that the predispersion technique is more effective in exfoliating the silicate layers in the rubber matrix.
In summary, the substantial improvement in stiffness and elongation at break without any loss in the tensile strength with just 5 phr levels of C20A can be attributed to two reasons: first, the higher stress bearing capability and efficiency of nanodispersed silicate layers having a high aspect ratio, and second, the stronger interaction between organoclays and HNBR chains associated with larger contact surface. The interaction of silicate layers with the rubber chains would have resulted in the formation of a network, leading to physical cross-linking junctions.21 These strong interactions effectively constrain the motion of the rubber chains10 and thereby results in significant improvement in the mechanical properties.
Tensile test at elevated temperature
The tensile specimens were preheated to 100°C for 30 min before conducting the tensile tests at 100°C. The experiments were carried out in a controlled preheated chamber maintained at 100°C on Instron 3366 instrument with a crosshead load of 500 N and at a speed of 500 mm min−1. All the tests results reported in this paper are mean values of five specimens. From Figure 2 Figs. 3 and 5, it can be seen that the tensile modulus decreased with increasing temperature or diminishing strain rate in comparison with the tensile modulus at room temperature.22 This variation in the tensile values is primarily due to the change in segmental mobility of the chains. Therefore, the tensile values at room temperature are lower compared to the ones at elevated temperature. Figure 5
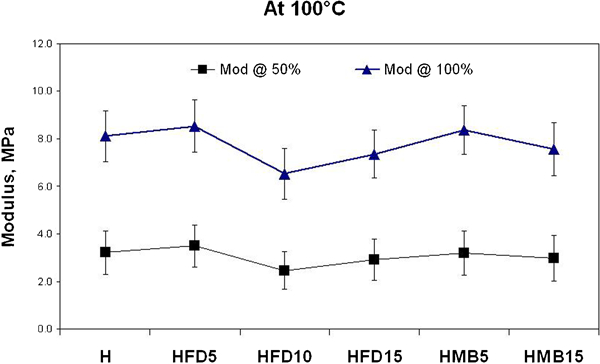
Modulus of various HNBR/C20A nanocomposites at 100°C
Figure 4 indicates that the tensile strength has improved by 5% for samples H20AFD5 and H20AMB5 when compared to the control sample. The elongation has improved up to 20% with the nanocomposites being stiffer by 9% when compared to the standard one. This improvement in the properties for 5 phr level of loadings can be attributed to very good dispersion and reinforcement of the nanoclays onto rubber chains even at elevated temperature. The polymer has been strengthened due to the increase in cross-linking and thus creating longer molecules with more interchain bonds. Owing to this increased cross-linking, secondary bonding is enhanced when the molecular chains are closely packed and parallel, and thereby improving the overall properties of the nanocomposites. At higher loadings of 10 and 15 phr, there is not much improvement in the properties. This can be attributed to the presence of aggregates of clay layers, which has been confirmed by TEM studies. Nanoclays seem to be a viable option for improving the base properties of the standard material for elevated temperature applications.
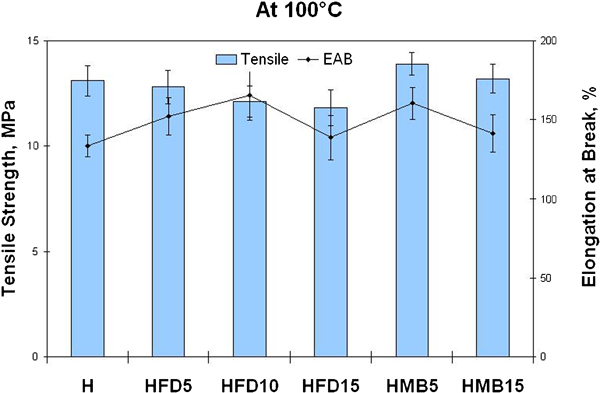
Tensile and elongation of various HNBR/C20A nanocomposites at 100°C
Compression set
The compression set test is of extreme importance for the rubber used in seal application. It determines the capability of sealing after the rubber undergoes long term compressive force. A low compression set is desirable for the seal applications.23 Figure 6 shows that the compression set values increased with different loadings with the direct addition of nanoclays when compared to the standard HNBR. The compression set at 5 phr levels shows better results when compared to the standard HNBR. The increase in compression set at higher loadings clearly indicates that there is lesser cross-linking between the nanoclays and the rubber matrix. Also, the poor performance of the nanoclays at higher loadings with respect to the compression set could be due to the slippage of the silicate layers from the polar chains in the rubber matrix during the stretching of the composites in compression. Owing to this displacement during compression, it might be possible that there has been a collapse of the vacant surface between the silicate layers and the polymer chains, resulting in the permanent set. It can be noticed that the compression set is maintained or improved with the addition of the organoclays for 5 phr levels of loadings.
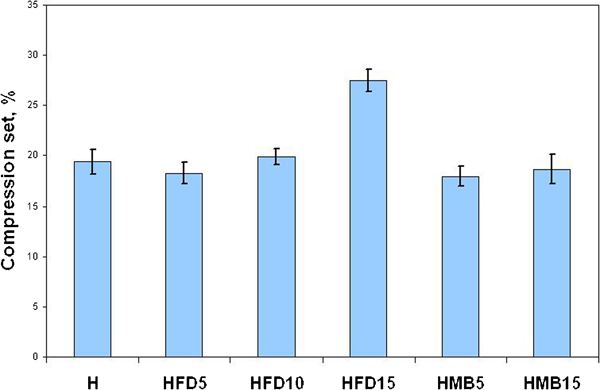
Compression set for various HNBR/C20A nanocomposites
Hardness
The hardness values of the HNBR/C20A nanocomposites have been plotted in Fig. 7. Hardness indicates the cross-linking of the rubber matrix with the nanoclays. The increase in hardness at 5 phr levels of loadings suggests that there is more cross-linking. The increased hardness at 5 phr levels confirms the improvement in mechanical properties at both room and elevated temperatures.
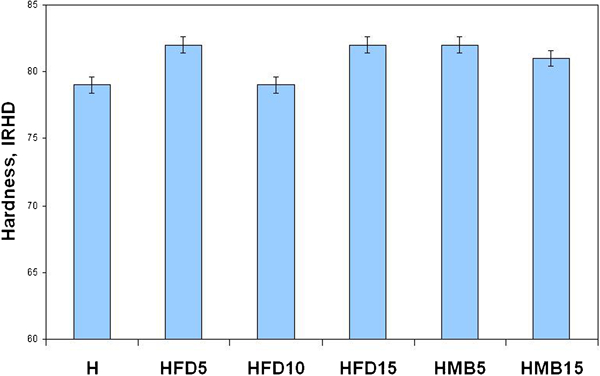
Hardness for various HNBR-C20A nanocomposites
Permeability studies
The permeability values measured for different formulations are plotted versus pressure. These are reported in Fig. 8. It can be seen that with the addition of nanoclays, there is a noticeable reduction in the permeation by nitrogen gas. In order to obtain a clear picture about the permeability measurements, permeation coefficients were measured. The permeability coefficient Q is the indication of the volume of gas permeated in 1 s for a partial pressure difference of 1 Pa. The values of Q (Table 1) can be assumed to be the slope of the curves plotted in Fig. 8 measured using linear approximation.
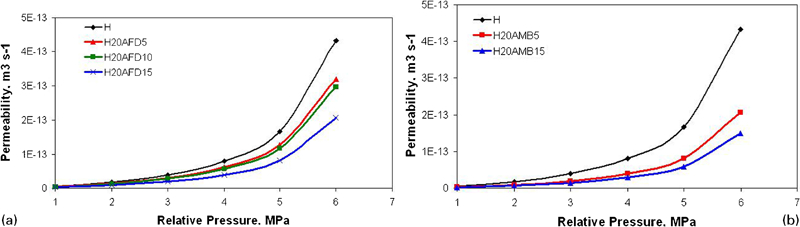
Permeability depending on relative pressure for a various HNBR-C20A FD and b various HNBR-C20A MB samples
Permeability coefficient of various HNBR/C20A nanocomposite samples
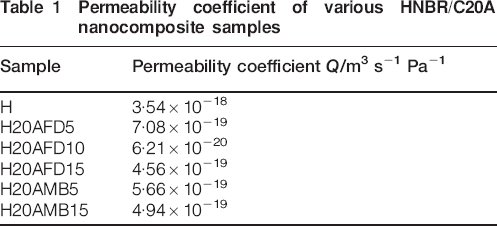
With the use of platy silicate fillers, there has been a remarkable reduction in nitrogen permeability for all the samples (Table 1). There is a noticeable reduction in the transport of nitrogen gas in ultrasonically predispersed HNBR/C20A MB samples. This can be traced back to the very good nanodispersion of silicate layers in the HNBR matrix from TEM images. The above results clearly suggest that the nanoclays have formed a tortuous path for gas diffusion. This tortuous path has decreased the rate of transport of nitrogen gas by increasing the average path length of gas transport in the specimen. It is well known that the presence of polar groups in the polymer molecules generally reduces the permeability of the polymers, whereas there will be an opposite effect with the presence of double bonds.24 The reduction in permeability clearly indicates good bonding between the clay layers and the rubber matrix. The enhanced dispersion of the nanoclays in MB samples might have created closer spacing of the clay and polymer, with the increased interchain attraction forming a highly anisometric and impermeable surface. This has led to the lower diffusion of nitrogen molecules in HNBR nanocomposites.
Conclusions
Nanocomposites of HNBR and layered silicate are produced by two different processing methods at different percentages of nanoclay. The physical and mechanical properties and the permeability of the processed nanocomposites have been studied. At 5 phr levels of C20A loading, both the methods give rise to an optimal dispersion of the filler into the elastomer matrix, as verified from TEM images. The compatibility between the filler and the rubber is greatly improved by predispersing clay into rubber by ultrasonication. Morphological characterisations show that the nanocomposites prepared by the predispersed MB procedure show improved dispersion of nanoclays in the HNBR matrix compared to the direct addition of clay to the rubber matrix. TEM of the nanocomposites containing 10 and 15 phr of filler loadings shows more intercalated structure with more stacking of silicate layers after the optimum level of filler loading. With 5 phr levels of loadings, the nanocomposites at room temperature show improvement in modulus, strength and elongation at break, to 53 and 18% respectively without any loss in tensile strength. At elevated temperature, there is improvement in stiffness, elongation and tensile strength up to 9, 20 and 6% respectively for low filler loading of 5 phr. The manufactured nanocomposites have shown improved resistance for the transport of gases by improving the permeability properties. Finally, it has been deduced from the authors’ investigation that one of the deterministic parameters in the performance of the produced nanocomposites is the level of dispersion and the exfoliation of the nanoparticles. Other than the extent of the silicate layer dispersion into the rubber matrices, the properties of the HNBR/organoclay nanocomposites are strongly dependent on the organoclay type and elastomer compatibility. For enhancing the compatibility of the organoclay and elastomer, it is desirable to adopt the MB technique to tailor the required properties. The complete investigation clarifies that the nanoclays can be used for improving the high temperature properties and permeability properties of rubber.
Footnotes
Acknowledgements
The authors are grateful to the assistance and support of Mr P. Warren, Mr A. Douglas, Mr S. Winterbottom and Ms M. Nanavathy in using the facilities and expertise of James Walker, UK, in the preparation of the samples.
This paper is part of a special issue on Latest developments in research on composite materials