
Abstract
In this study, three different elastomers, namely hydrogenated nitrile butadiene rubber, fluoroelastomer and silicone, have been subjected to two different hard metallised coatings by ion implantation process. The three different elastomers are commonly used in various seal applications, where reduced wear and gas permeability are essential in maintaining seal performance and functionality. Samples of these rubbers have been coated with chromium coating in one set of tests. In the second set of tests, samples of elastomers have been coated with tungsten carbide coating being deposited on all the three different elastomers. Wear, gas permeability and mechanical behaviour of the coated samples were compared with each other and with the control uncoated elastomers. All the coated samples showed good reduction in gas permeability. With the use of metallised coatings, there has been improved resistance to wear in all the coated samples. Adhesion strength and effect of coating on the elastomer have been investigated by mechanical testing. Mechanical tests revealed good adhesion of metal coatings on all the rubber samples, and there was no detrimental effect on the mechanical properties after coating.
Introduction
Elastomers or rubbers are widely used in many engineering applications. One of the major applications of elastomers is in the seals or O-rings used in petroleum/oil industry or in medical devices. It is a well known fact that rubbers exhibit a very high friction when sliding against any other engineering materials.1 Rubbers are more prone to adhesion to the harder counterpart like steel, metal, etc. due to ploughing by asperities with harder counterparts.2This results in high friction of rubber seals and may contribute to around 50–70% of the total friction losses.1When the seals are used in dynamic motion, due to high friction, the rubbers are more prone to wear. This might result in loss of clearance in seals, leading to functional failure. In some applications, rubber seals are subjected to harsh environments and might come in contact with various chemical gases and oils and fluids due to lubrication. One of the methods to overcome these problems is by providing a suitable hard coating on the surface of the elastomer in order to reduce the permeability and wear.
Coating is mainly used for decorative or protecting purposes. Of late, coatings on soft substrates such as polymers or rubbers have drawn much scientific and technological attention. However, the main technical challenge remains in the coating of elastomers. The performance of coating depends on the strong adhesion of substrate coating. With rigid substrates like metals, ceramics, etc., it is comparatively easier to get a good substrate coating bonding due to the low residual stresses and the ability of the substrate to withstand high temperatures. However, in the case of rubbers, the substrate is not rigid and will be subjected to high level of stresses3while coating at high temperatures. Therefore, the temperatures used during coating would have to be kept low. This might result in insufficient substrate–coating bonding. In addition, care needs to be taken not to melt or degrade the substrate at the time of coating.
Tashlykov et al.3, 4 have reported the deposition of metallic coatings, such as Mg, Cu, Al, Ag, Ti, Cr, Zr, Mo and W, on elastomer substrates. Bui et al.1, 5 and Pei et al.6have reported deposition of diamond-like carbon coatings on different elastomer materials. Several deposition techniques like self-ion assisted deposition,3, 4magnetron sputtering,5, 6 radio frequency plasma chemical vapour deposition,7 laser ablation8and cathode arc deposition9 have been successful in depositing coating on various of kinds of rubbers.
Our main objective in the current research is to propose a new method of minimising failure of O-rings used in seal applications. Explosive decompression is one of the causes of failure of the seals used at high pressure and temperature. Absorption of gas at high pressure and release of the absorbed gas inside the elastomer as the pressure is released would result in the formation of cracks and catastrophic failure of the seals. Reduction of the permeability using a thin layer of metal coating would substantially reduce the possibility of such damaging process. In this work, we deposit a thin layer of chromium (Cr) and tungsten carbide (WC) coating on hydrogenated nitrile butadiene rubber (HNBR), fluoroelastomer (FKM) and silicone by ion implantation process. In this process, the ions are sputtered in argon plasma environment under different bias voltages. Much of the work reported concentrates on the wear behaviour and gas permeability of the coated rubber sample.
Experimental
The HNBR, FKM and silicone rubber samples were prepared according to usual industrial recipe followed by James Walker Co. Ltd for their seal O-rings. All the rubber samples were coated with Cr and WC coatings.
Coating process
Coating deposition was carried out in a vacuum chamber with a base pressure of 4·3×10−2 mbar. The base pressure was established with the help of a high speed control pump, and the pressure was regulated within the range of ±0·25 mbar with the help of a throttle valve. All the coatings on elastomers were carried out in argon atmosphere. Two different electrodes were chosen (Cr and WC) for providing the corresponding metal ions to be deposited onto the rubber substrates. The thickness of the substrates was 2 mm rubber specimens. A direct current voltage bias of 50 V was applied on to the workpiece. The coating pressure for WC used was 5·5×10−2mbar. The start and finish temperatures for the WC coating process were kept at 125°C. The whole process was monitored continuously, and care was taken not to exceed beyond 138°C for all the three different elastomer substrates. For the Cr coating process, the start and finish temperatures were kept at 114°C, and the rise in temperature up to 128°C was monitored. Since the temperature was quite low for the Cr coating process compared to that for the WC coating process, a lower pressure of 5×10−2mbar was sufficient in providing Cr coating on all the different rubber substrates. The total coating time for the deposition of coating was 1 h for both Cr and WC coatings.
Permeability studies
As mentioned earlier, one of our main objectives is to reduce the permeability of gas. The permeability tests were carried out as ISO 2872:2006. This test is a universal testing method and is applicable to all the gases for determining the rate of gas transmission through elastomer or any polymer, depending on the temperature and pressure. The O-ring test specimens used for permeability test have an outer diameter of 11·3 cm and an inner diameter of 10·1 cm with a thickness of 2 mm. The test sample was mounted between a plate and a hollow chamber. The closure pressure was obtained using a Moore press. Then, the chamber was completely filled with nitrogen until the test pressure and temperature were reached. The pressure used for testing our samples was set at 8 bars at a temperature of 80°C. Nitrogen gas was used for testing the samples. The temperature was maintained constant throughout the experiment. The drop in pressure was noted down for every 15 min, 30 min up to 2 h. The pressure gradients recorded were plotted according to the variation in pressure with respect to time. The pressure gradients were extrapolated for longer time using exponential curve fitting techniques. Using the ideal gas law equation, the volume loss per second depending on the pressure was calculated. Permeability curves were plotted with the volume loss per second values obtained depending on the pressure. Finally, permeability coefficient values were calculated using the slope of the permeability curves.
Wear tests
Pin-on-disc wear test was carried out on all the coated samples. A load of 5 N was applied on the coated circular rubber specimens. The rubber samples were rotated with a stationary pin having a 6 mm diameter steel ball indenter. The specimens were subjected to wear test for 2 h duration. The weight loss of the sample was recorded at the beginning and at the end of the test to measure the wear rate.
Tensile tests
Tensile testing was performed as per BS 903 Part A2/ISO 37. The dumbbell shaped tensile specimens were cut according to BS 903 type 2 specification. The tensile test was carried out at room temperature on a Tinius Olsen H10K-T UTM instrument with a load of 500 N at a crosshead speed of 500 mm min−1. For each composition of coated rubber samples, at least five samples are tested, and the average values with standard deviation are reported in this article. The mechanical testing was carried out in order to check the adhesion of the coatings on to the substrate and also to investigate the effect of the coating on the tensile properties.
Scanning electron microscopy (SEM)
Scanning electron microscopy images for various rubber coated samples were taken on a Philips XL20 SEM. All the surfaces of the samples were gold sputtered on an Edwards S150B sputter coater. The sputter coating was carried out to coat the non-metallic samples with a thin layer of gold, making them conductive and ready to be viewed under SEM.
Results and discussion
Permeability tests
The recorded relative pressures were plotted over time for various HNBR, FKM and silicone coated samples respectively. The behaviour of the coated rubber samples over a longer period of time with respect to pressure was extrapolated using the exponential trend curves. More details about trend curve fitting and calculation have been presented elsewhere.10Considering nitrogen gas as an ideal gas and using the pressure derivative, the permeability was determined using the ideal gas law equation.10 The permeation coefficient or the permeability coefficient Q is an indication of the volume of gas permeated in 1 s for a partial pressure difference of 1 Pa. The slope of the curve from Fig. 1 represents the permeability coefficient of the material. The values of Q were calculated from the slope of the curves plotted in Fig. 1 for HNBR, FKM and silicone coated samples. The values of the permeability coefficient for the HNBR, FKM and silicone coated samples derived from the above procedure are then reported in Fig. 2.
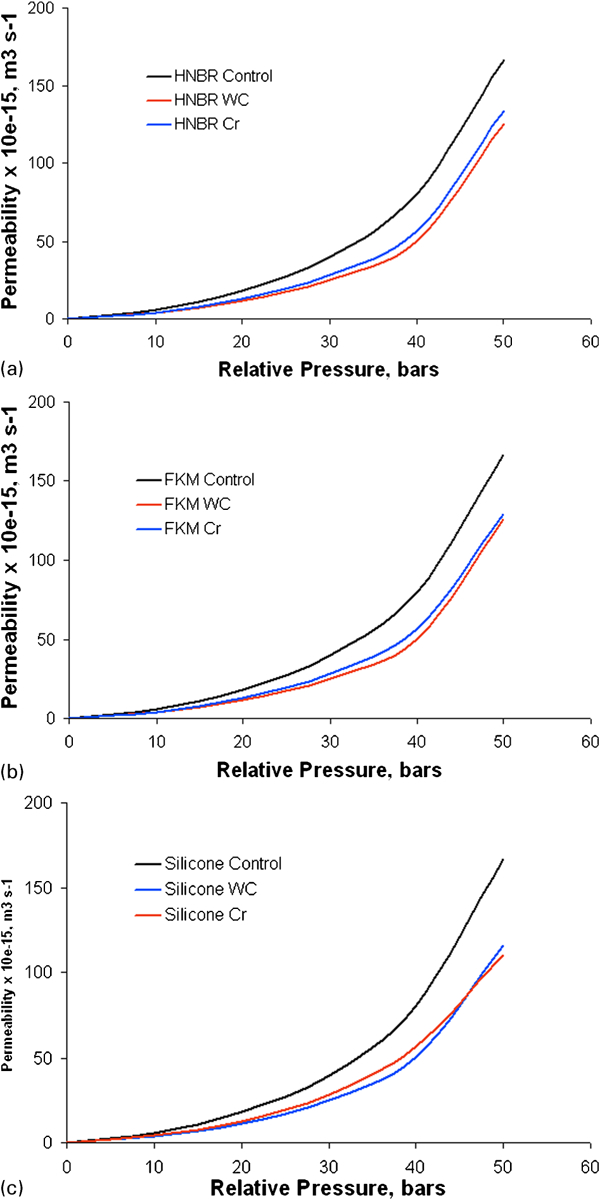
Permeability curves depending on relative pressure for various a HNBR, b FKM and c silicone coated samples
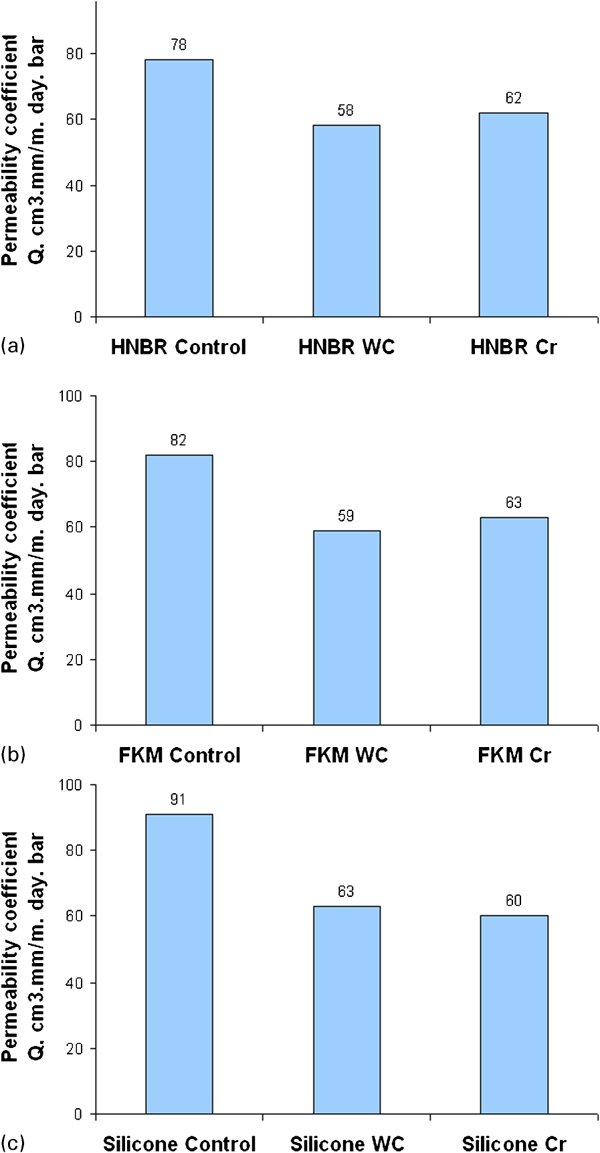
Permeability coefficients of various a HNBR, b FKM and c silicone coated samples
From Fig. 2a, we can observe that for various HNBR coated samples, the permeability coefficients were found to be 58 cm3 mm/(m day bar) (HNBR WC) and 62 cm3mm/(m day bar) (HNBR Cr) in comparison to the control sample having a permeability coefficient of 78 cm3 mm/(m day bar). This clearly shows a remarkable reduction in permeation levels up to 25·6% after providing coating on HNBR. The WC coating outperformed the Cr coated sample with respect to nitrogen gas transmission rate.
Similarly, from Fig. 2b, the observed permeability coefficients were 59 cm3 mm/(m day bar) (FKM WC) and 63 cm3 mm/(m day bar) (FKM Cr) in comparison to the control sample having a permeability coefficient of 82 cm3 mm/(m day bar), showing a clear reduction in rate of gas transmission by 28%. For silicone coated samples (Fig. 2c), the nitrogen gas permeability coefficients were found to be 63, 60 and 91 cm3 mm/(m day bar) respectively for silicone WC, silicone Cr and silicone control sample. The permeation reduction for silicone samples was found to be up to 34%.
These results clearly indicate that with good barrier coating, the rate of diffusion of gas into the rubber material is reduced. In addition, it is to be noted that the WC coating performs better than the silicone coating in all the three different types of elastomers. More noticeable reduction in permeability levels has been observed with silicone samples. These results suggest that providing coating on elastomers will open new opportunities in the field of medical application, rotary applications involving contact of gases and water and many other industrial applications.
It is a well known fact that gas transport through polymers takes place under the influence of a pressure gradient by two mechanisms: bulk diffusive flow via the solubility diffusion mechanism, which applies to gas transport through many materials including homogeneous polymers, and flow through defects in the material having inhomogeneities such as porosities, holes, microcracks and pinholes.11 The solubility diffusion mechanism can be thought of as a sequence of several steps, such as absorption of the permeant onto the surface, solution of the permeant into the material, diffusion through it under the influence of the resulting concentration gradient, dissolution of the permeant onto the opposite surface and finally desorption.11 Furthermore, the permeation rate is a function of gaseous permeant (molecular mass, size and chemistry), the material barrier properties and temperature. Gas permeation through the coating on the polymer substrate is also a function of coating thickness and substrate permeation properties. Since the coating layers are in several tens of nanometre thickness, it is difficult and complicated to predict or deduce the exact mechanism of reduction in the levels of permeation. In general, it can be concluded that there will be good barrier properties with gas if there is proper adhesion between the rubber and coating layer. It should be noted that the metal coating applied in this research would only affect the permeability on the surface of the rubber. However, the surface permeability is the major controller of gas absorption in the rubber. Therefore, such reduction in surface permeability would have a significant role in the reduction in gas absorption of rubber and the possibility of explosive decompression.
Wear tests
All the rubber samples were kept rotated with the pin having a steel ball indenter of 8 mm diameter in stationary condition. The load applied was 5 N for all the different coated rubber samples. Pei et al.6 have reported that the indentation depth of the ball dramatically influencing the tribological performances of the coated rubbers through the coating system is the same. Fluoroelastomer and HNBR are very rigid elastomer materials in comparison to the silicone material. The HNBR is the most rigid elastomer of the two. Therefore, we can expect lesser amount of wear loss with HNBR material when compared to FKM and silicone.
Figure 3 shows the measures of wear resistance for various HNBR, FKM and silicone coated samples. The wear test clearly shows reduction in wear weight loss after coating the elastomers with WC and Cr. The reduction in wear has been observed up to 42·6, 40·8 and 42·5% for HNBR, FKM and silicone samples respectively. Tashlykov et al.3, 4 have found and reported that the formation of metal atom complexes with oxygen at the interface promotes a subsequent increase in adhesion. Therefore, we can assume that there is good adhesion of the metal atoms onto the substrate of the elastomer coating. The findings have been verified with SEM images shown later in the article. The wear test clearly indicates the adhesion strength and the load bearing capacity of the Cr and WC coatings on the rubber substrates. In addition, it is to be noted that the higher rigidity or modulus of HNBR rubber leads to a smaller surface deformation or lesser loss in material under the applied load during wear test. Therefore, the (bending) strain of the coating fragments under ball loading contact is much lower. All these effects result in a significantly enhanced load bearing capability and, thus, lesser weight loss for WC and Cr coatings on HNBR rubber compared to that on FKM with WC and Cr coatings after wear tests. There is higher surface deformation or higher loss in material in silicone samples due to the lower rigidity of the material.
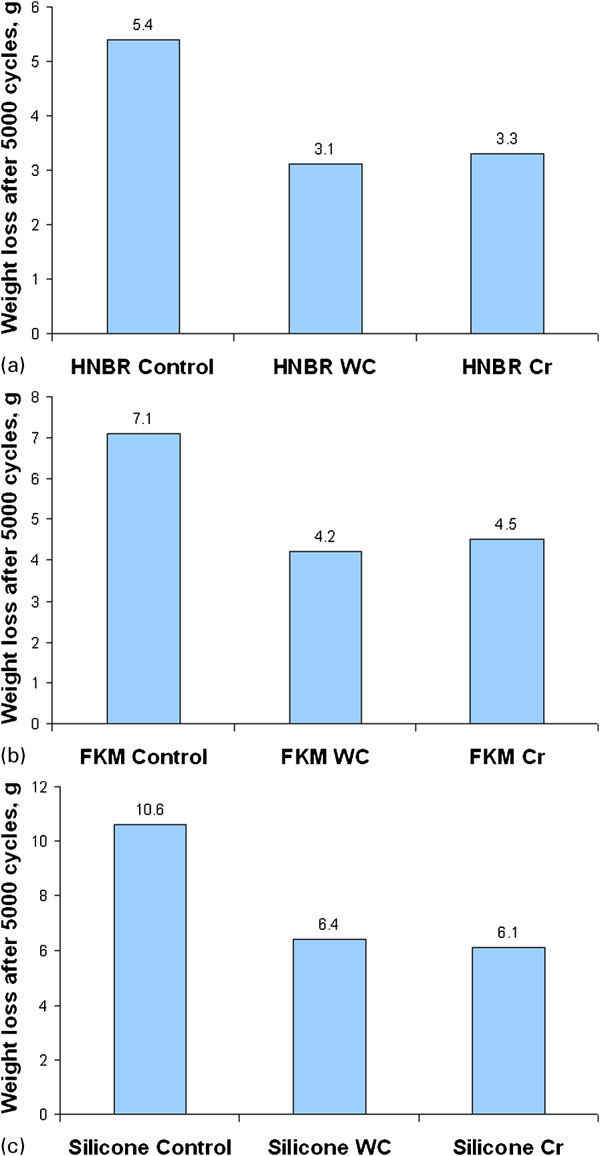
Wear resistance for various a HNBR, b FKM and c silicone coated samples
Figure 4 shows the SEM images of FKM samples. Figure 4a shows the uncoated FKM surface, whereas Fig. 4b and cshows the FKM WC and FKM Cr coated samples respectively. From the images, we can see that there is good quality and uniform coating on the surface of the elastomer. Similar observations have been made for the other coated rubbers. The quality of the coating is dependent on the initial surface quality of the elastomer. An initial rough surface of the elastomer would result in the presence of the cracks and defects on the metal coated elastomer.
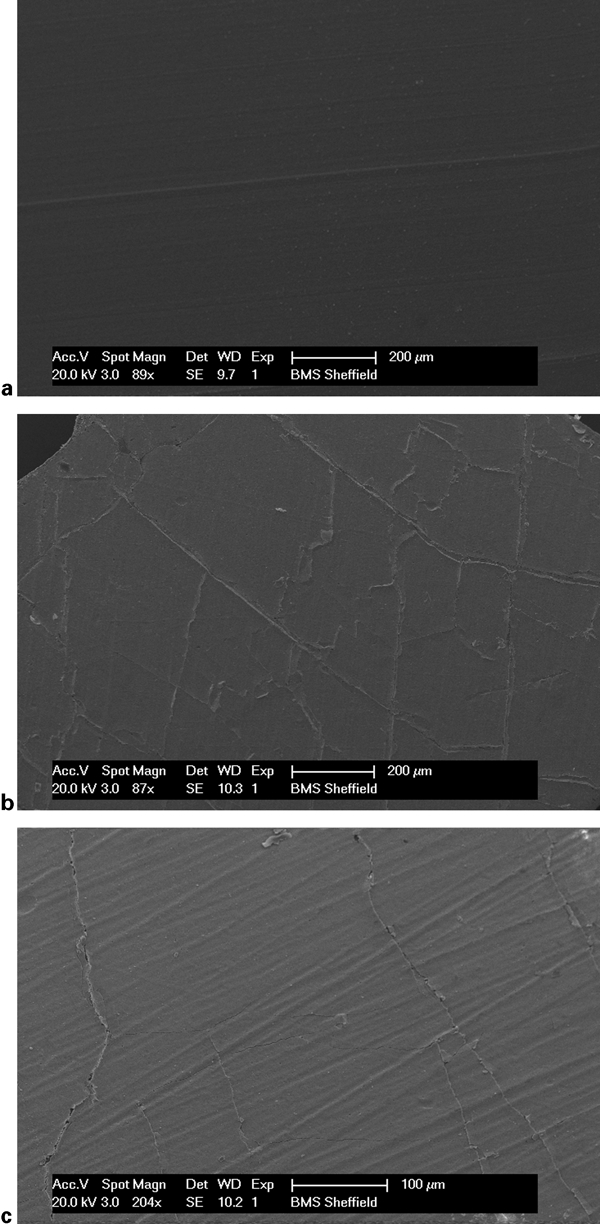
Images (SEM) of a uncoated FKM surface, b FKM WC coated surface and c FKM Cr coated surface
Mechanical properties
Since the samples are subjected to high temperature during the coating, it is essential to investigate whether there is any detrimental effect on the mechanical behaviour of the elastomer and its strength. Therefore, mechanical tests have been performed on the coated samples to examine the effect of the coating process. Furthermore, the mechanical properties could indicate the adhesion of the metal coating on the rubber substrate. Some of the researchers have reported that during the ion deposition process, the formation of metal atom complexes with oxygen promotes a subsequent increase in adhesion.4, 12The presence of good quality coating has been observed under SEM in Fig. 4. The above findings closely match with the observations made by previous researchers. In order to measure the adhesion of the coating as well as the effect on the mechanical properties, tensile tests were performed on all the different coated rubber samples. The tensile strength and the elongation at break of the control and coated samples for HNBR, FKM and silicone rubber are shown in Fig. 5a–crespectively. Examining the results indicates that there is not much loss in tensile properties after the samples were subjected to Cr and WC coating. In all the samples, there is a reduction in elongation, thereby making the rubber stiffer after deposition of coating. Tashlykov et al.4 and Silvain and Ehrhard12 mentioned that the during the coating process, there will be certain reactions, which are very complex and complicated, involving substitution, replacement, interdiffusion, formation of new phase and so on interfered by oxidation taking place simultaneously. All these factors may cause the surface layer of the coated rubber to be stiffer. This could explain the slight decrease in elongation in the coated samples.
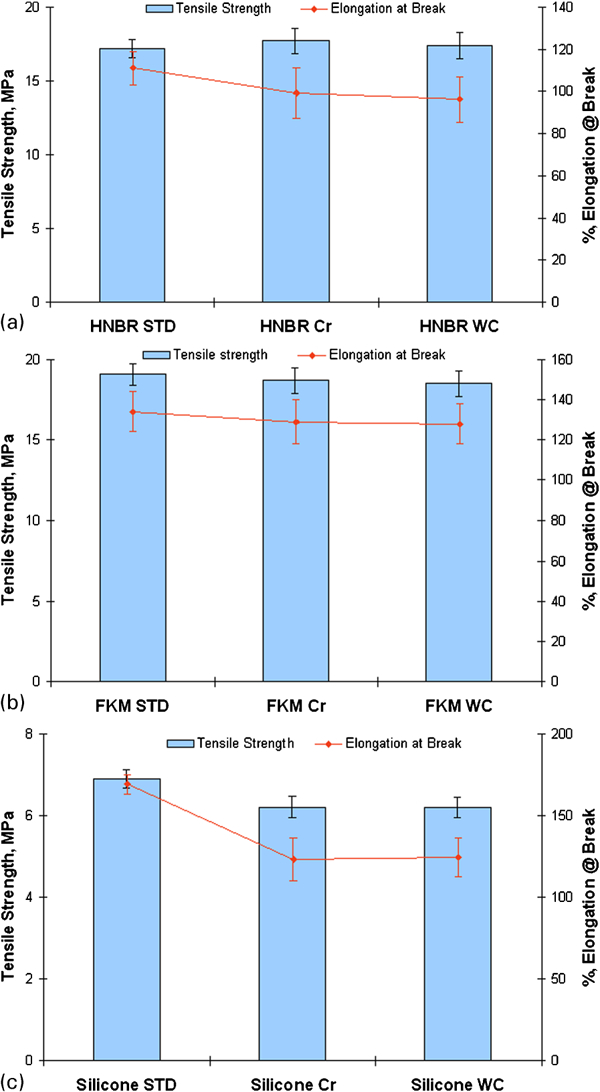
Tensile properties of a HNBR, b FKM and c silicone coated samples
Conclusions
Tungsten carbide and Cr coatings have been successfully deposited on HNBR, FKM and silicone by means of ion implantation process. Good adhesion of metal coatings was achieved at low temperatures of ∼125°C on all the elastomers. The SEM images revealed uniform and good deposition of coating on all the rubber substrates. Permeability studies showed noticeable reduction in gas transmission rate by 25·6% for HNBR coated samples, by 28% for FKM coated samples and up to 34% for silicone coated samples. Wear tests showed improved resistance to wear by 42·6, 40·8 and 42·5% for HNBR, FKM and silicone coated samples. Tensile tests revealed good adhesion of metal coatings on the substrate material. There has been no detrimental effect or change in the mechanical properties after being subjected to coating. The tungsten carbide coated samples performed better than the Cr coated samples for all the three different elastomers. The current investigation shows that the metallised coatings can be used on elastomers to enhance their performance in wear or their life in contact with chemical gases.
Footnotes
Acknowledgements
The authors are grateful to James Walker Ltd, Cockermouth, UK, for the funding of this project. We are also thankful to Tecvac Ltd, UK for helping us in coating the test samples.
This paper is part of a special issue on Deformation and fracture of polymers and their composites