
Abstract
Recycling represents a valid alternative to the disposal of post-consumer plastics in common landfills only when it is possible to obtain new materials with good final properties through practical applications and above all using inexpensive methods. Considering the problem of the great amount of rubber tyre waste produced worldwide, the objectives of this study are to incorporate particles of tyre rubber (TR) waste scrap into a thermoplastic matrix, post-consumer polypropylene (PP) and high impact polystyrene (HIPS) and to evaluate the rheological, physical and mechanical properties. The thermoplastic materials used were ground, washed, dried and ground again into flake form. The particle sizes of the TR used were <500 and 500–1000 μm, separated using a system of sieves of the Tyler mesh series. The PP/TR and HIPS/TR composites, both with weight ratios of 90∶10 and 70∶30, were processed by injection moulding. Results for the rheological behaviour showed that the incorporation of TR particles into the recycled HIPS and PP matrix led to opposite behaviours and that the extent of the effect was dependent on the nature of the polymer and the filler type and particle size. In addition, the presence and concentration of TR led to a reduction in the mechanical properties when compared with the unfilled matrix (post-consumer PP and HIPS), as confirmed by SEM images and the physical properties.
Introduction
The industrial scale production of synthetic polymers (plastics) began in the 1940s.1 In 2008, ∼2·5 million tons of plastics were produced in Brazil,2 and thus, the consumption of plastics and the consequent generation of plastic solid waste have increased considerably. Plastic solid waste recycling has therefore been the focus of many studies in the past few decades, this research area is also being driven by changes in regulatory and environmental issues.
The large amount of waste produced worldwide is a growing environmental problem that has to be appropriately managed in order to achieve a more sustainable society. One way to reduce waste is to recycle materials, such as paper, glass, metals and polymers, in closed loop systems, where the same material is used several times.3
The processing of plastic mixtures for recycling has been attempted with some success, but poor mechanical properties and uncertain economic value have limited their more versatile reuse.3, 4 This is due to the fact that these post-consumer polymers are subjected to physical and chemical changes during their processing, service life and recovery, and they may also interact with impurities that can alter their composition. These changes can substantially modify the stabilisation mechanisms and the mechanical properties of recycled polymers. Therefore, there is a pressing need to introduce the concept of quality assessment into recycling activities, whereby the manufacturers would specify and guarantee the properties of the recycled material within narrow tolerances according to the needs of their customers.4, 5
The recycling process of post-consumer plastic is a good alternative to final disposal; however, there are some limitations, such as the need for separation of the materials.6 There are many types and grades of polymers, and the most common plastic wastes used in the food packaging industry are polyethylene, polypropylene (PP), polyethylene terephthalate, poly(vinyl chloride) and polystyrene.2, 7
Another problem currently of great concern to society is the increase in rubber tyre waste. The Brazilian tyre industry in 2008 produced 61·5 million units according the Brazilian Institute of Geography and Statistics data.8 In Brazil, from 1999 to 2004, 39% of the 386 000 tons of post-use tyres were used by the cement industry as a source of energy.2, 9 However, this reuse produces another problem, i.e. environment pollution due to the gas mixture emitted.
The reutilisation of the tyre rubber (TR) powder as an elastomeric phase dispersed in a thermoplastic matrix offers an opportunity to design second generation materials, which would be recyclable due to the thermoplastic matrix and which potentially could present thermoplastic elastomer-like mechanical behaviour.9
Reutilisation and recycling TR waste represent a valid alternative to the disposal of post-consumer plastics in common landfills only when it is possible to obtain new materials with good final properties through practical and, above all, inexpensive methods.10 There are a number of applications for scrap tyres, including their use in reef recovery, the construction of breakwaters, playground equipment, erosion control, highway crash barriers, guard rail posts and noise barriers. They are also used in asphalt pavement mixtures and as a fuel in cement kilns and pulp and paper plants.
Many studies have been conducted to investigate the use of granular rubber as an aggregate or additive to concrete as a possible solution to the problem of tyre waste disposal. As a resource reutilisation, alternative scrap tyres have long been investigated as an additive for concrete to form rubberised concrete ‘rubcrete’ for various applications, and promising results have been obtained.11–14
Siddique and Naik14 have suggested that rubcrete could be used as a shock absorber in highway construction, a sound absorber, an earthquake shockwave absorber in buildings or as barriers in impact prevention structures. It is plausible that this type of concrete could also be used as a construction material in soil and water conservation.
The reutilisation of TR powder as an elastomeric phase dispersed in a thermoplastic matrix offers an opportunity to design second generation materials, which would be recyclable due to the thermoplastic matrix and which potentially could present thermoplastic elastomer-like mechanical behaviour.15 In most cases, enhancements in terms of impact strength, dimensional stability, stress cracking and processability have been the prime goals of blending. Polymer modifications have been carried out in many ways, resulting in various properties, depending on factors such as blend composition, processing conditions, additives and temperature of application.16–20
Awang et al.18 prepared mixtures of PP/waste tyre dust with the use of transpolyoctylene rubber (TOR) and evaluated the effects of TOR on dynamic vulcanisation. The particle size of the waste tyre used was 500–710 μm at 20–60 wt-%, and the results indicated that the incorporation of TOR and the use of dynamic vulcanisation improved the tensile properties of PP/TR.
Therefore, the aim of this study is to evaluate the influence of the presence, concentration, nature and particle size of rubber tyre waste in two different thermoplastic matrixes on the rheological, physical and mechanical properties of the material obtained.
Experimental
Materials
Different mixtures were prepared using recycled PP, high impact polystyrene (HIPS) and TR waste. Post-consumer PP and HIPS materials were collected from the recycling company located in Santa Cruz do Sul, Rio Grande do Sul state, Brazil. The TR waste used in this study was obtained from a retreading company in the city of Venâncio Aires, Rio Grande do Sul, Brazil.
First, the post-consumer PP and HIPS were washed and dried in a furnace with hot air at 50°C. These thermoplastics were then ground in a knife mill (Eberle 13264) into flake form. The tyre samples of specific particle sizes used were separated out in a system of sieves (Bertel) of the Tyler series (60 and 24 mesh) corresponding to the particle sizes of <500 and 500–1000 μm respectively.
Processing
The PP, HIPS and PP/TR and HIPS/TR composites (both with ratios of 90∶10 and 70∶30 wt-% and prepared using two different TR samples of different particle size described above) were processed in an injection moulding machine (Himaco, LHS130-400T) at a processing temperature of 220°C.
Characterisation
The PP, HIPS and their composites were characterised according to their rheological, physical, morphological and mechanical properties after reprocessing by injection moulding. The rheological tests were carried out in a Galaxy III capillary rheometer (Kayeness Inc.), and the melt flowrate (MFR) was obtained using a plastometer (Ceast Melt Flow Junior) based on standard methods ASTM D1238-95 and D3835 respectively. The MFR of the materials was measured at 230°C with a load of 2·16 kg for mixtures containing PP and at 190°C with a load of 5 kg for mixtures containing HIPS. Seven tests were performed for each material to obtain better accuracy.17, 21
The density of the composites was determined by a picnometry method based on the ISO 1183 1:2004(E) standard, and the void content of the composites was determined based on the standard method ASTM D2734-94.
The morphological analysis of the fracture surface of the PP/TR and HIPS/TR composites, after tensile tests, was carried out using a scanning electron microscope (SEM, model Philips XL 20). The samples were covered with gold before being examined under the microscope at an acceleration voltage of 20 kV.
The tensile (type I) and flexural tests were performed according to the procedures established by ASTM D638-93 with a crosshead speed of 50 mm min−1 and force of 4000 N in the former and a crosshead speed of 5·1 mm min−1 with a spacing of 96 mm in the latter. Impact testing of the composites was carried out using a CEAST Impact II based on the standard method ASTM D256-04. The result obtained was an average of eight specimen tests.
Results and discussion
Rheological properties
The effects of the structure and nature of the polymeric matrix as well as the filler conditions (concentration and particle size) on the composites (PP/TR and HIPS/TR) can be observed through the rheological behaviour.
The results obtained for the rheological parameters measured, i.e. shear stress, apparent viscosity (capillary rheometry) and melt flow index, can be related to the concentration and nature of the polymer matrix and the concentration, particle size and form of the filler (TR). Plots of apparent viscosity profile for the post-consumer PP, HIPS and their composites (PP/TR and HIPS/TR) as a function of the shear rate are shown in Fig. 1. The polymers and their composites exhibit a decreasing viscosity with increasing shear rates and qualitatively similar behaviour in terms of the viscosity profile at high shear rates since the behaviour of the polymer at high shear rates is similar to a Newtonian fluid.
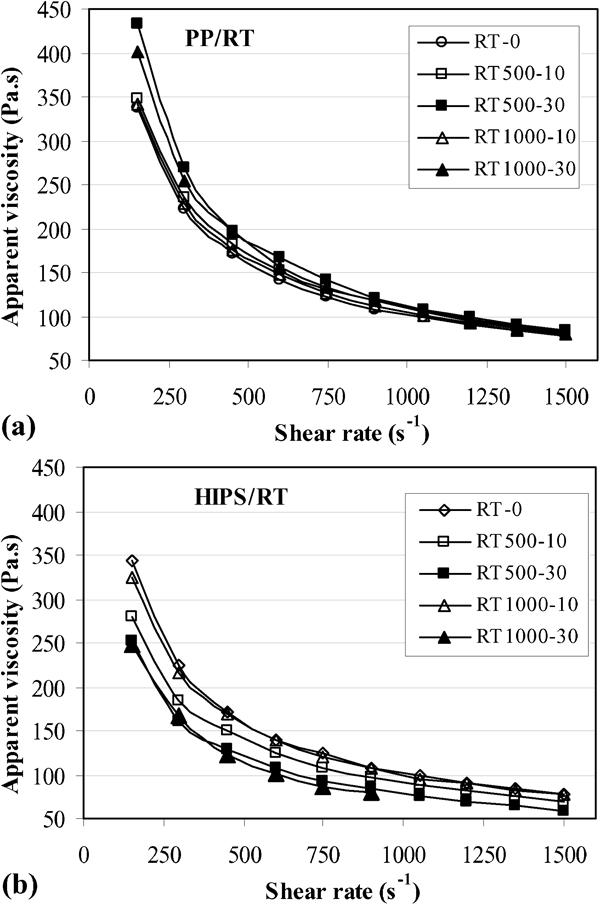
Viscosity profile as a function of shear rate of: (a) PP and its composites filled with RT; (b) HIPS and its composites with RT
Figure 1a shows the apparent viscosity profile for the PP/TR composites with lower particle size (<500 μm). It can be observed that there is a higher apparent viscosity for the PP/TR composites with filler of smaller particle size (<500 μm), which is due to the higher surface area that allows greater filler–matrix interaction. With the decrease in particle size, the entire shear viscosity curve is shifted to a significantly higher level. For the PP filled with TR of larger particle size, the response to deformation is determined by hydrodynamic interactions and not by particle–particle interaction.22
However, an increase in the TR concentration from 10 to 30 wt-% in the matrix resulted in greater viscosities for both particle sizes (<500 and 500–1000 μm), but this effect was more pronounced in the sample filled with TR of <500 μm.
In Fig. 1b, opposite behaviours can be observed in the viscosity profiles for HIPS and HIPS/TR compared with those for PP and PP/TR. An increase in the concentration of TR in the HIPS matrix resulted in a decreasing viscosity. These results may indicate the influence of the nature of polymer matrix on the decrease in apparent viscosity when compared with filled PP.
The effect of the polymer matrix on the shear viscosity of filled systems will be dependent on the chemical nature of the polymer as well as its unfilled viscous characteristics. The polymer melt itself can be Newtonian, moderately shear thinning or predominantly shear thinning. In the case of HIPS, the shear viscosity is near Newtonian even up to a shear rate of a little over 100 s−1, while the PP is a predominantly shear thinning polymer.
According to Shenoy,22 this effect is due to the normal stress difference response in different polymer systems with the same filler of fixed size at a fixed level of loading.
The physical nature of the filler surface would be expected to have an effect on the shear viscous properties of the filled polymer. The higher the surface roughness, the greater the resistance to flow deformation, and hence, the viscosity of the filled system would be higher.
Additionally, the processing conditions, such as high temperatures and shear rates, can originate from macromolecule chain scission, and the molecular weight distribution probably becomes broader.7
In Fig. 2, the shear stress profiles of PP, HIPS and their composites (PP/TR and HIPS/TR) as a function of shear rate are shown. In Fig. 2a, it can be observed that, compared with the other samples, for the PP composite filled with 30 wt-%TR, the shear stress was higher at the shear rate interval evaluated, and the power number values were lower. This indicates that the higher viscosity of the composite is related to a higher TR concentration and molecular weight, leading to a greater shear stress.
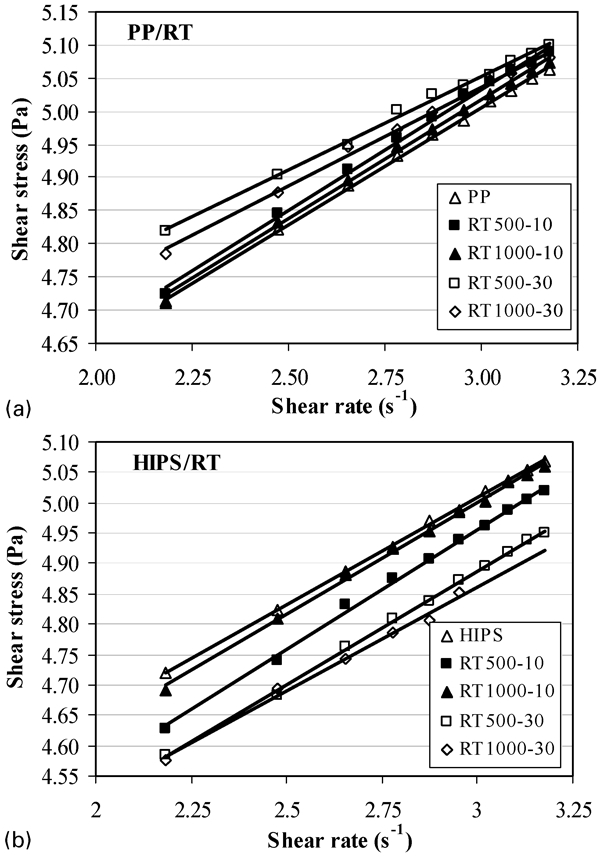
Log Shear stress profile as a function of log shear rate of composites: (a) PP/RT. and (b) HIPS/RT
On the other hand, Fig. 2b shows the opposite relation between the shear stress profiles of the HIPS and its composites when compared to the PP and PP/TR shown in Fig. 1.
Figure 3 shows the power number for the PP, HIPS and their composites (PP/TR and HIPS/TR) as a function of the particle size of the filler. The PP and HIPS matrix had the same power number, but for the composites, this was not the case. The PP filled with 10 wt-%TR showed similar power number values for the <500 and 500–1000 μm particles sizes, but with an increase in filler to 30 wt-%, these reduced by 17–22%. On the other hand, the power number values for the HIPS/TR composites were higher than for the PP/TR composites. These results may indicate that the PP/TR composites present a more pseudoplastic behaviour.
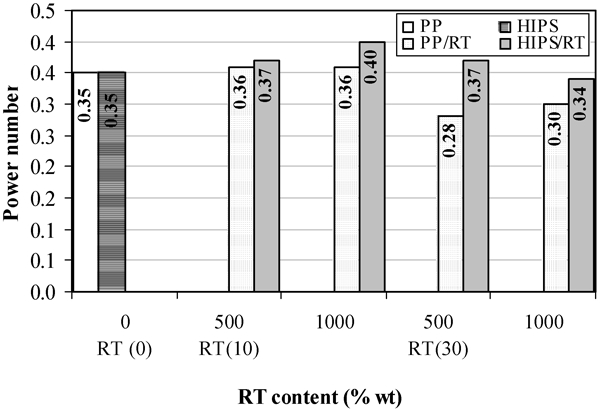
Power number of PP, HIPS and their composites PP/RT and HIPS/RT
Table 1 shows the variations in the MFR for the PP and HIPS and their composites filled with TR. It was found that the filler with the smaller particle size reduced the MFR of the PP/TR composites, and with an increase in the concentration of TR, a further reduction in the MFR occurred, consistent with the increase in the viscosity observed in Fig. 1a.
Melt flow index (MFI) of PP, HIPS and mixtures PP/RT, HIPS/RT
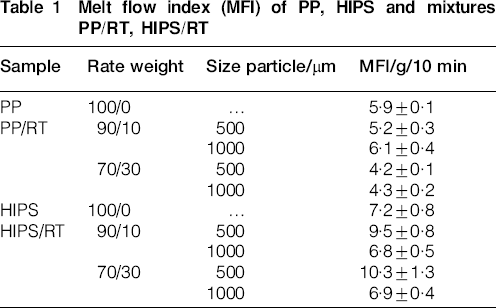
In contrast, in the case of the HIPS/TR composites, an increase in the MFR occurred, indicating that the presence of TR with particle size of <500 μm exerted a strong influence on the decrease in the viscosity, as confirmed by the result shown in Fig. 1b. On the other hand, the filler of larger particle size (500–1000 μm) did not exert an influence on the MFR when compared to HIPS. These results suggest that TR of smaller particle size in the presence of poly(butadiene) contained in HIPS promotes a better interaction between TR and HIPS.21
On comparing these results, it is clear that the concentration of the filler had a greater influence on the MFR of the PP composites than on that of the HIPS composites.
Physical properties
The results for the density of the composites processed by injection moulding can be seen in Fig. 4a. The density of both composites shows a small increase with the increase in TR content, but these values were lower than those for HIPS and TR.
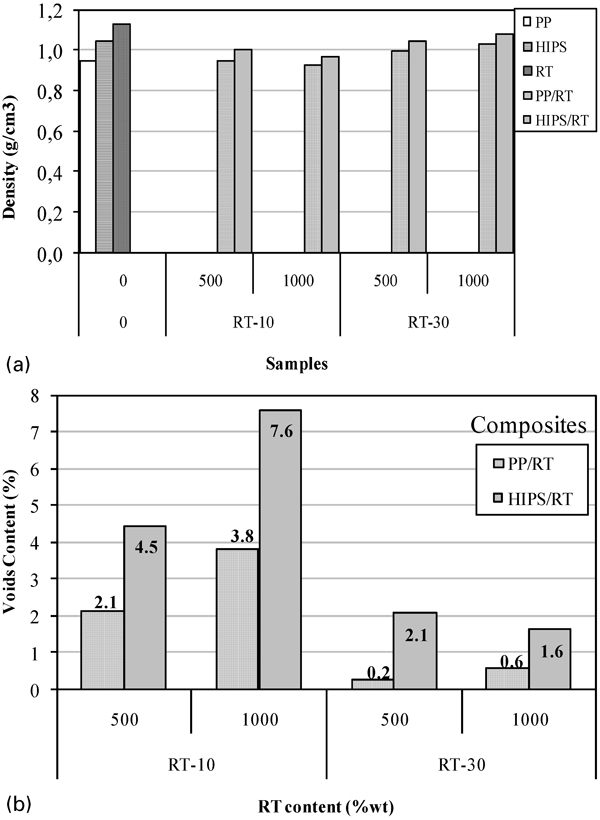
Physical properties of composites: (a) density and (b) voids content
Furthermore, a slight decrease in the density of the PP/TR and HIPS/TR composites in the proportion of 90∶10 was observed for the larger particle size. These results indicate that the processing conditions were not adequate and that, for these samples, a good mixture was not achieved. This is confirmed by values obtained for the void content in Fig. 4b, where the composites filled with 10 wt-%TR showed a higher void content than those filled with 30 wt-%TR, this being more pronounced in composites with larger particle size. This is related to the poor compatibility between the PP matrix with TR filler and the lower surface area of the filler.23
In general, there was a lower void content in the composites filled with TR of smaller particle size due to the greater surface area of the filler and the rheological behaviour that led to more dense composites being obtained.
Morphological properties
To evaluate the physical filler–matrix interaction, Figs. 5 and 6 show the SEM images of the fracture surface after the tensile test for the PP/TR and HIPS/TR composites with a magnification of ×60.
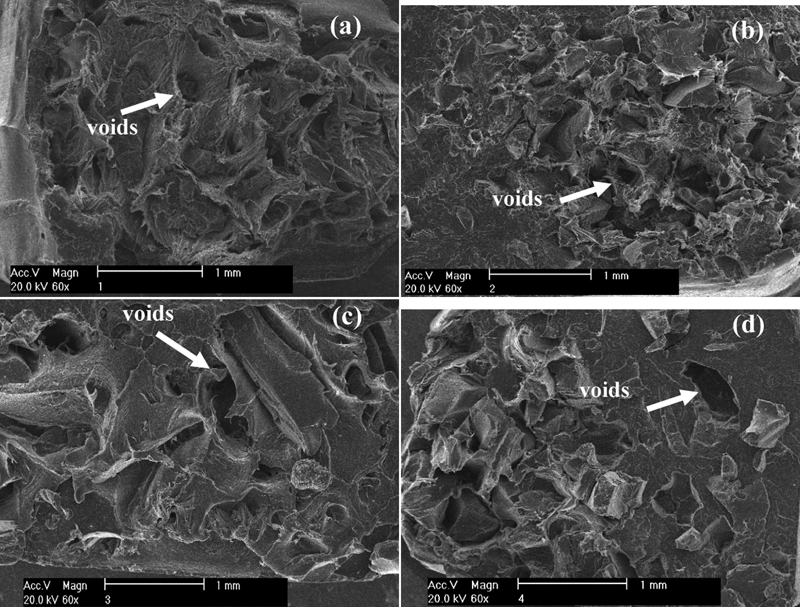
SEM micrographs of fracture surface after tensile test of PP/RT composites and magnification of 60 times in the weight rate (a) 90/10–500 µm (b) 70/30–500 µm (c) 90/10–1000 µm (d) 70/30–1000 µm
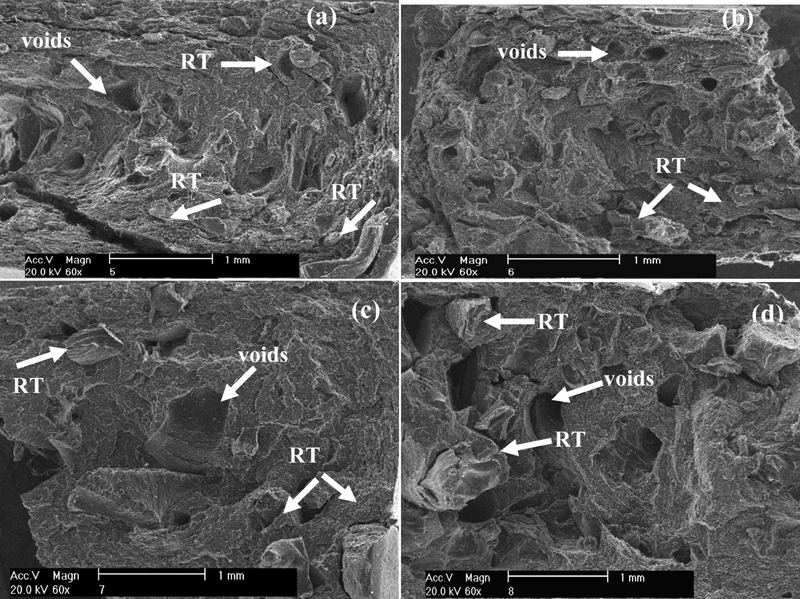
SEM micrographs of fracture surface after tensile test of HIPS/RT composites and magnification of 60 times in the weight rate (a) 90/10–500 µm (b) 70/30–500 µm (c) 90/10–1000 µm (d) 70/30–1000 µm
On the fracture surfaces of the PP filled with TR of particle size of <500 μm, as shown in Fig. 5a and b, an increase in the irregularity of the topography is observed due to the ductile fracture characteristic of the PP matrix and the presence of smaller voids formed as a result of the poor filler–matrix interaction. With an increase in the TR concentration from 10 to 30 wt-%, the surface irregularity increased. Furthermore, a homogeneous topography was observed, indicating a good dispersion of the TR particle.
The presence of TR particles was not observed on the fractured PP surface. In all the samples, in the place of these particles, empty spaces were observed after the tensile test due to their removal.
In relation to the larger TR particle size (500–1000 μm) in the PP matrix (Fig. 5c and d), the same characteristic of ductile fracture seen in Fig. 5a and b was observed, although larger voids were formed due to the larger particle size and the poor surface filler–matrix interaction (weak compatibility between the two phases), as also reported by other researchers.7, 15, 23–25
In the case of the HIPS/TR composites, in Fig. 6, the fracture surfaces after the tensile test for a TR particle size of <500 μm are shown.
The fracture surfaces of HIPS/TR with 10 and 30 wt-% TR are similar but present different topographies compared to PP/TR, which is a fragile fracture characteristic of PS. In addition, a homogeneous topography was observed, indicating good dispersion of the TR particles. A lower void content was observed on the fracture surface of the HIPS/TR composites for both concentrations, indicating that in the case of the lower TR particle size (<500 μm), the polybutadiene in the HIPS may act as a compatibilising agent.
This result can be better visualised in Fig. 4, where the HIPS/TR (90∶10) composites with particle size of 500–1000 μm show the presence of some TR particles encrusted on the fracture surface of the HIPS, as well as some of the few voids formed. This behaviour may indicate better interfacial interaction between the TR particles and the HIPS matrix compared with the PP matrix, verifying the above reported results.
Mechanical properties
When the filler is added to a polymer matrix with the specific aim of providing reinforcement, it is expected that the reinforcing filler component, which is strong and stiff, should bear most of the load or stress applied to the system, while the polymer, which is of low strength, fairly tough and extendable, should effectively transmit the load to the filler. Table 2 shows the results of the tensile and flexural tests for the PP, HIPS and their composites (PP/TR and HIPS/TR). These data indicate that the mechanical properties of the composites changed significantly with an increase in the TR content.
Results of tensile and flexural test of PP, HIPS and their composites PP/RT and HIPS/RT
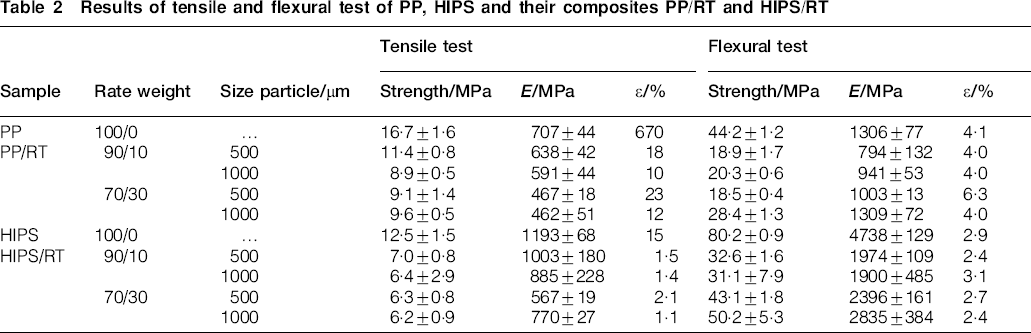
The tensile strength of the composites generally decreases as the TR content increases. For TR contents of 10 and 30 wt-%, all of the composites showed poorer behaviour in terms of tensile strength than that of the neat PP and HIPS.
In general, Young's modulus for all the composites decreases when the content of TR increases (Fig. 7). These mechanical properties (Young's modulus and tensile strength) are dependent on the dispersion of TR in the PP matrix because, in contrast with other toughened materials, the TR decreased the deformation capacity within the elastic area.23 In this case, the PP matrix (plastic behaviour) provides ductility, and the TR particles are rigid and exhibit a more brittle behaviour. Thus, the elongation at break is mainly dependent on the TR content.
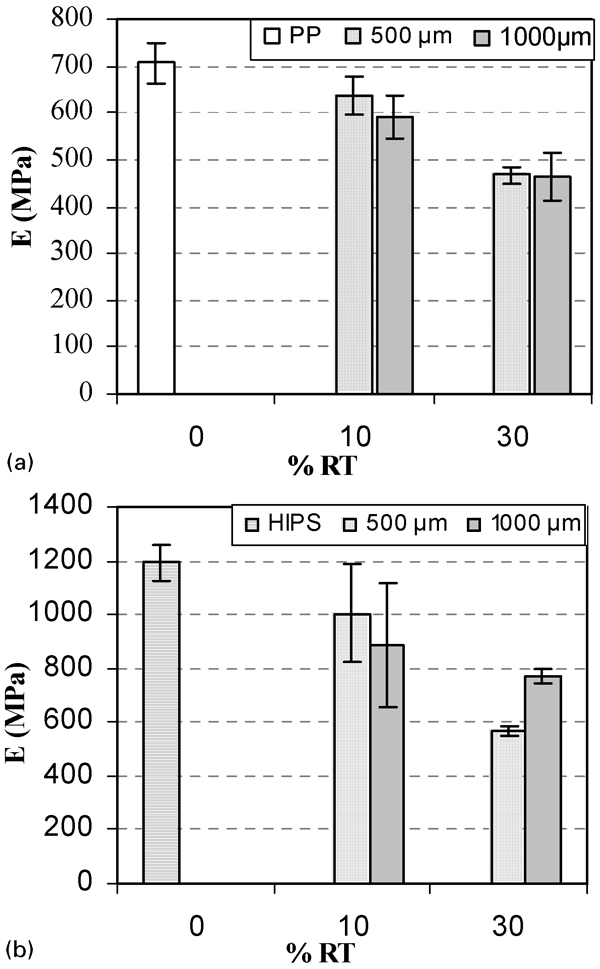
Young′s modulus of tensile test from: (a) PP and their composites PP/RT and (b) HIPS and their composites HIPS/RT
The flexural strength of the composites shows a completely different behaviour, increasing slightly when the filler particle size is increased to 500–1000 μm. Consequently, the flexural strength is influenced by both the TR content and the particle size.
Therefore, there was a decrease in the mechanical properties (modulus, elongation and tensile or flexural strength) of the PP/TR and HIPS/TR composites when compared with PP and HIPS respectively. This result indicates that the presence of TR exerts a strong influence on these properties.15, 23
Impact strength
To evaluate the influence of this filler type on the toughness of the composites, the impact strength of these samples was determined, as shown in Fig. 8. The PP matrix had the highest impact strength, with values being approximately three times higher than those for the HIPS matrix. This is explained by the plastic characteristic of PP and the rigid nature of HIPS, and thus, the PP/TR also had a higher impact strength than the HIPS/TR composites. In the case of the PP matrix, the plasticity provides ductility, whereas the TR particles, which are rigid, exhibit a more brittle behaviour with a subsequent loss of toughness in the composite material, confirming the results of the tensile tests shown in Table 2.
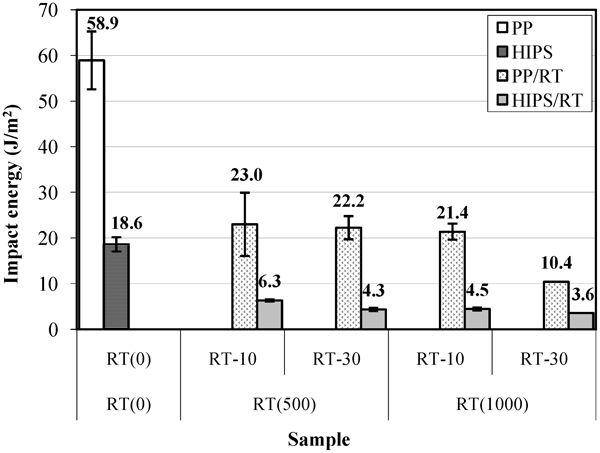
Impact energy of PP and HIPS and their composites of PP/RT and HIPS/RT
An increase in the filler (TR) in both matrixes resulted in a decrease in the impact strength, this being more pronounced in composites filled with TR of larger particle size (500–1000 μm). This result is to be expected since these composites were denser and had a lower void content, as shown in Fig. 2.
Conclusions
The conclusions of this study were classified according to the results for the properties of the materials. In relation to the rheological properties, the viscosity was higher at lower shear rates and vice versa, and the extent of this effect was dependent on the nature of the polymer and the filler type and particle size. The incorporation of TR particles into the recycled HIPS and PP matrixes led to opposite rheological behaviours. In the case of HIPS, the shear viscosity is near Newtonian even up to a shear rate of a little over 100 s−1, while PP is a predominantly shear thinning polymer.
Lower void contents were obtained for composites filled with TR of lower particle size, possibly due to the higher surface area of the filler and the rheological behaviour, factors that lead to more dense composites being obtained.
The SEM images of the fracture surface of the composites after the tensile test showed differences that were dependent on the nature of the matrix. An increase in the concentration and particle size of the TR generated an irregular topography and voids with the ductile characteristic of PP and the fragile fracture of HIPS. The presence of some TR particles encrusted on the fracture surface of HIPS indicated better interfacial interaction of the TR particles with the HIPS matrix compared with the PP matrix.
On the other hand, the incorporation of TR into the recycled PP or HIPS matrix led to a considerable decrease in the mechanical performance due to the weak interfacial adhesion (lower Young's modulus values in comparison with the pure PP and HIPS) as well as a decrease in the elongation and toughness, which was attributed to the poor interfacial adhesion between the composite components.
Footnotes
Acknowledgements
The authors are grateful to L. S. Bento (LAPOL) for performing the rheometry and physical properties tests, to M. R. S. Silveira for the impact tests and to UNISC for carrying out the tensile and flexural tests.