
Abstract
Condensation polyurethanes with different hard segment (HS) content were prepared by condensation reaction of urea, phenol sulphonic acid and formaldehyde and tested for their mechanical, physical and thermal properties. Obtained polyurethane (PUR) films were first heated at 50°C for 120 min and then treated at 135°C for 15 min or 160°C for 10 min. The tensile strength of samples thermally treated at 50°C then at 135°C was 120% higher than for samples treated only at 50°C. The obtained polyurethanes exhibited segmented structures with phase separation between HSs and soft segments (SSs). Films containing 19 and 21%HSs heated at 50°C then 135°C exhibited acceptable mechanical properties and water resistance. The lower and higher end use temperatures of PUR films were affected mainly by the polymer composition. Moreover, the polyurethane samples containing 19 and 21%HSs have shown the highest decomposition temperature (i.e. >165°C), compared to 80°C for polymers with 32%HSs.
Introduction
Owing to their excellent elasticity and good impact strength, conventional addition polyurethanes (PURs) that have been known for more than a half century are widely used in many areas, such as in biomedical applications, in coating materials or as matrixes for leather-like materials.1–3 However, their high price combined with the toxicity of isocyanates’ integral components constitute another disadvantage of PURs. Polyurethanes are synthesised by different methods including conventional polyaddition and polycondensation. They are characterised by versatile morphology, which is dependent on the content and type of hard (HSs) and soft segments (SSs).
Martin et al.4 investigated the effect of SS length on the properties and morphology of thermoplastic PUR elastomers synthesised from poly(hexamethylene oxide) and 4,4′-diphenylmethane di-isocyanate (MDI). Differential scanning calorimetry (DSC) results showed the existence of five HS melting regions, which arise from the disordering or melting of sequences containing different MDI derived units. Materials that contained longer SSs developed higher melting hard domain structures and also maximum average interdomain spacing values at higher annealing temperatures.
Saiani and co-authors have studied the thermal behaviour of linear thermoplastic PURs using DSC.5 The presence of high temperature endothermic transitions was attributed to the disruption of the ordered structure appearing in the hard phase under certain annealing conditions. Moreover, the melt quenched samples have shown the formation of a homogeneous mixed phase for a HS concentration lower than 65% and a two-phase system for concentration higher than 65%.
Recently, Ying et al.6 have investigated the effect of SS structure on the morphology of different polyether and polyester based segmented polyurethane-urea systems. The increase in the SS molecular weight resulted in an increase in the extent of phase separation. The polyether based PUR showed better phase separation than did the polyester based one with the same SS molecular weight.
Spathis et al. have analysed the effect of NCO/OH ratio on the morphology of segmented PUR elastomers having a constant HS content.7 Differential scanning calorimetry results confirmed the existence of phase separation in thermoplastic PURs and the formation of a homogeneous network within elastomeric ones. The thermally stimulated depolarisation current results showed evidence of the existence of an interfacial phase.
More recently, Eceiza and co-authors8 have investigated the effect of SS molecular weight and chemical structure as well as HS content on the thermal and mechanical properties of a series of thermoplastic PUR elastomers based on polycarbonate diol. An increase in HS content resulted in an increase in the microphase separation degree, hard domain order and crystallinity as well as stiffness. These HS structures provided enough physical crosslink sites to have elastomeric behaviour.
Prisacariu and Scortanu studied the effect of HS percentage on the mechanical responses of selected PUR films based on MDI and 4,4-dibenzyl di-isocyanate (DBDI).9 The polymers based on DBDI displayed higher stiffness and strength than the conventional MDI based PUR with increasing HS percentage. These features were associated with crystallinity in the DBDI phase. With increasing HS content in PUR based on dibenzyl structures, lower strain recovery and strain energy recovery on cycling were observed.
Lee et al.10 used MDI, butanediol and different polyols with molecular weight of 2000 to prepare different segmented PURs containing HS content of ∼50 wt-%. The obtained results indicated that the miscibility between the SSs and the HSs is dependent on the type of the SSs, and that the transparency of the segmented PURs increases with increasing miscibility between the two segments.
The results concerning the preparation of non-isocyanate condensation PURs were presented in previous works.11, 12 The segmented condensation PUR elastomers were obtained by polycondensation reaction of oligoetherols, formaldehyde, urea and phenol sulphonic acid. Such macromolecular substances exhibit a segmented structure analogous to the universal PURs. The reactive carbamate groups together with flexible oligoether chains constituted the SSs, and urethanes, urea and phenol ring (from phenolo sulphonic acid) the HSs.
The purpose of the present work was to investigate the effect of HS content and thermal treatment conditions on the tensile strength and physical and thermal properties of PURs synthesised by the condensation method.
Experimental
Materials
The following ingredients were used:
formalin with concentration 34–37%, from Zakłady Azotowe’ in Tarnow, Poland
urea and ethyl urethane, from POCh, Gliwice, Poland
phenol sulphonic acid as 65% water solution, from Sigma Aldreich Chemie GmbH Riedest, Steinheim, Germany
polytetramethylene glycol with molecular weight of 1000, from Du Pont Co., Germany
tetrabutyl titanate, from Schuchardt, München, Germany
Synthesis of PUR films
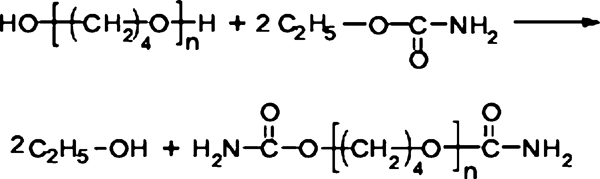
First, oligo-oxybutylene dicarbamate was obtained from the reaction between polytetramethylene glycol ethylene urethane (molar ratio equal 1∶2·8) and toluene as solvent using tetrabutyl titanate as catalyst as follows:
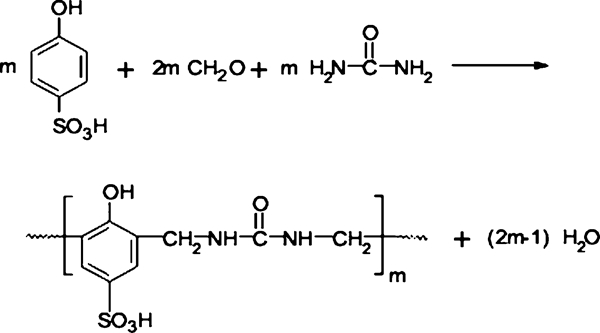
Hard segment was obtained by condensation of urea, phenyl sulphonic acid and formaldehyde (UPF) with the molar ratio 1∶1∶2.
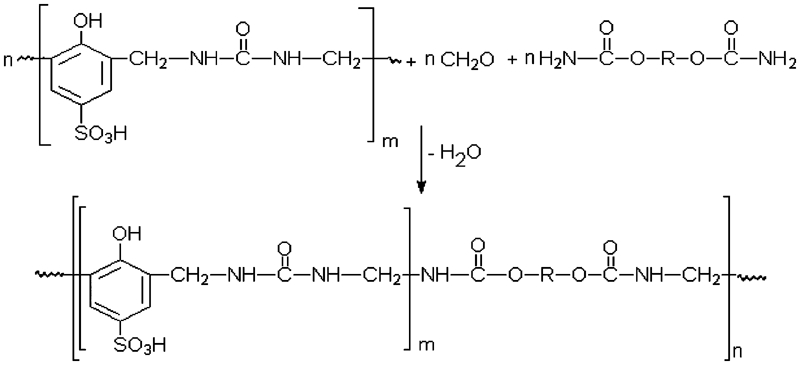
Polymers obtained by condensation of hard segment (UPF) and SS with the addition of formaldehyde conducting to the initiation of the reaction. The sulphonic acid groups were neutralised by means of 1 N KOH in the liquid oligomers.
The obtained formulations were submitted to two steps of thermal treatments (at a temperature of 50°C for 2 h for the first step and 135 or 160°C for the second step).
Polyurethanes having different amounts of HSs and SSs as well as thermal treatment conditions were submitted to DSC analysis and mechanical testing.
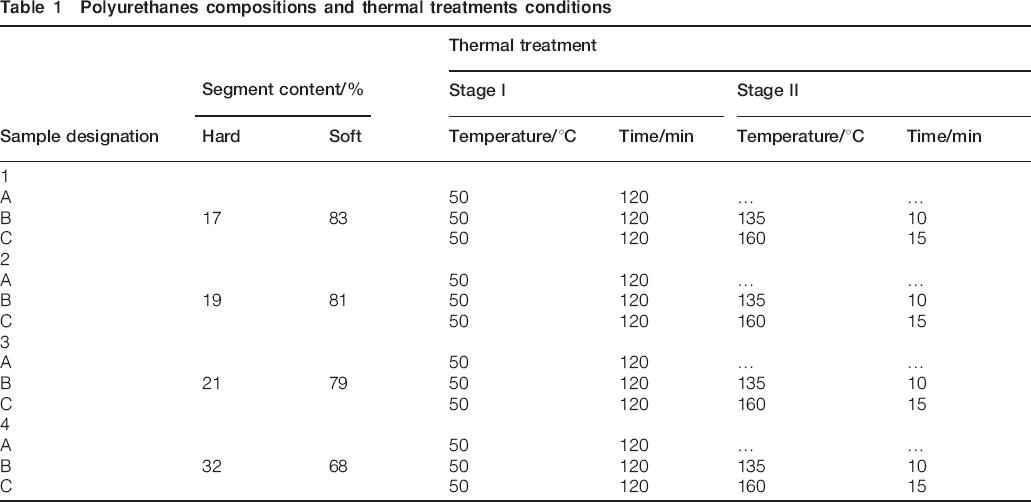
The tested compositions and the thermal treatment conditions are included in Table 1.
Polyurethanes compositions and thermal treatments conditions
Evaluation of mechanical properties of PUR films
Tensile testing was carried out with an Instron Model 5566 at room temperature and a crosshead speed of 100 mm min−1. The tensile tests were performed using samples with a 6 cm length, 1 cm width and 0·3 mm thickness in accordance with ISO 37:1977 412 standard procedure.
Evaluation of phase transition temperatures
The temperatures of PUR phase transitions were estimated using an Explexor differential scanning calorimeter from Gabo Oalimeter Testanlanger GmbH Company. The tests were carried out on PUR samples 5 mm in diameter, under a nitrogen atmosphere with a heating rate of 10°C min−-1 in the temperature range of 173–473 K.
Results and discussion
Mechanical and physical properties of films
The effect of HS content on the tensile strength, water resistance and water vapour sorption of PUR-based samples A, B and C was investigated. Table 2 shows the mechanical and physical properties of tested PUR films. It can be noted that the thermal treatment and the HS content significantly affected the mechanical and physical properties of tested polymeric films. The tensile strength of samples B submitted to additional 15 min heat treatment at 135°C was ∼120% higher than that of samples A (heated at only 50°C for 2 h), independently of HS content. Furthermore, the highest tensile strength was shown by the samples with 21%HSs (i.e. films with equimolar HSs and SSs). Zhang and Huang13 attributed the significant improvement of tensile strength to microphase separation that existed between the SSs and HSs.
Mechanical and physical properties of thermally treated films
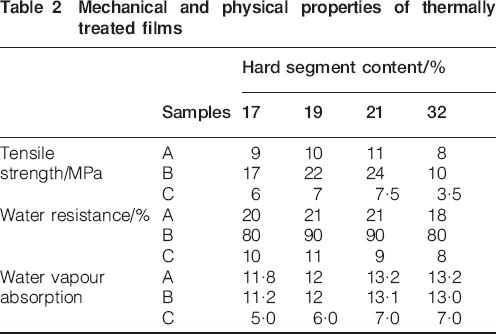
As seen in Table 2, the increase in HS content from 17 to 21% has led to improvements of mechanical and physical properties. This may be related to better phase separation, as in the case of addition PURs.
Independently of HS content, the thermal treatment at 135°C (samples B) ensured the preparation of samples with high tensile strength and high improvement in water resistance. The water resistance of obtained films was evaluated as follows: the samples were weighed and immersed in distilled water for 24 h at room temperature, then dried in air circulating oven at 50°C for 2 h. The weight loss arising from incomplete reaction of the used substrates was then evaluated. Samples A and B submitted to heating up to 135°C were characterised by acceptable water vapour sorption. The water vapour sorption is the amount of water vapour absorbed during a certain time by the sample conditioned in a chamber under 95% of relative humidity. However, we observed a decay of all measured properties for all samples C.
Differential scanning calorimetry
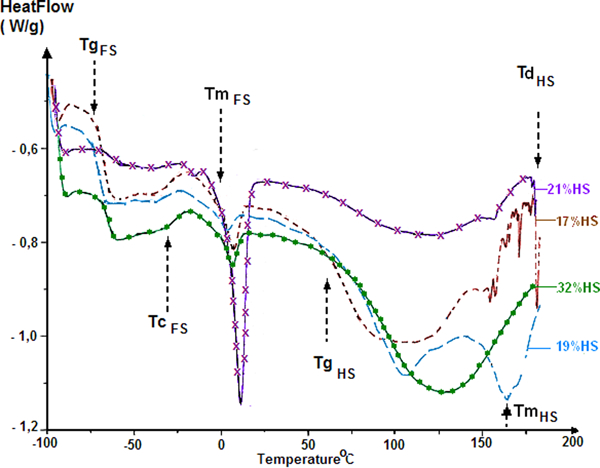
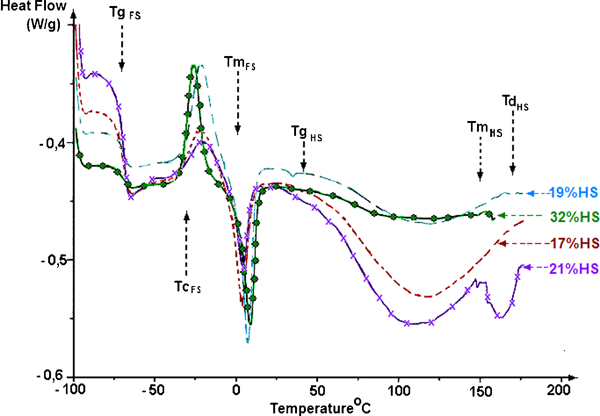
Figure 1 shows the DSC thermograms of PUR films containing different amounts of HSs subjected to 50°C for 2 h. The thermal analysis showed significant differences in PUR structure induced by the presence of HSs. We can observe different transitions associated with the SSs in the low temperature range and with the HSs in the high temperature range.
Differential scanning calorimetry thermograms of polyurethanes containing different amounts of HSs of thermally treated samples
It has to be mentioned that the glass transition temperature of SSs
 and the melting temperature of HSs
and the melting temperature of HSs
 constitute the lower and upper limit at which these polymers can be used. The SS transitions of condensation PUR occurred in the low temperature range while those of HSs took place in the high temperature range. The SS transition from the glassy to the rubbery state occurred between −75 and −63°C, which is the typical range for commercial PURs.1 A very distinct transition (
constitute the lower and upper limit at which these polymers can be used. The SS transitions of condensation PUR occurred in the low temperature range while those of HSs took place in the high temperature range. The SS transition from the glassy to the rubbery state occurred between −75 and −63°C, which is the typical range for commercial PURs.1 A very distinct transition (
 ) represented by a sharp endothermic peak occurred independently of HS content in the polymer samples and may be accompanied by the disappearance of part of the van der Waals forces.
) represented by a sharp endothermic peak occurred independently of HS content in the polymer samples and may be accompanied by the disappearance of part of the van der Waals forces.
As far as the HSs are concerned, it can be noted that the transition from the glassy to the rubbery state took place only in polymer samples containing 17 and 19%HSs in the typical range between ∼50 and 100°C, as for commercial PURs.1 However, no distinct transition was observed for films containing 21 and 32%HSs. Phase separation was not distinct for films containing higher amounts of HSs.
The segmented polymers formed two phase structure and the shift in Tg indicated that the SSs are immiscible with the HSs. It can be also seen from Fig. 1 that the miscibility between SSs and HSs has also affected the thermal properties of HSs, the degree of miscibility between them being dependent not only on their respective lengths and chemical compositions but also on their ability to form hydrogen bonding, which depends on segments’ chemical composition as well as the HS content.14–16 Liu et al.17 have confirmed that the HSs formed a microphase well dispersed in the SS phase.
Moreover, it can be observed that the melting temperatures of HSs (
 ) were very high, reaching 155 and 160°C for samples containing 17 and 21%HSs respectively. Such transition was not observed for PUR composition with 32%HSs. The melting temperature slightly decreased with increasing amounts of HSs in PUR. Moreover, a significant effect of polymer composition on the upper end use temperature was not confirmed in regard to the minimal difference in temperatures corresponding to this phase transition. Similar values for Tm were observed for PUR obtained with equimolar amounts of HSs and SSs (21%HSs), which confirmed the presence of a similar extent of SS rearrangement.
) were very high, reaching 155 and 160°C for samples containing 17 and 21%HSs respectively. Such transition was not observed for PUR composition with 32%HSs. The melting temperature slightly decreased with increasing amounts of HSs in PUR. Moreover, a significant effect of polymer composition on the upper end use temperature was not confirmed in regard to the minimal difference in temperatures corresponding to this phase transition. Similar values for Tm were observed for PUR obtained with equimolar amounts of HSs and SSs (21%HSs), which confirmed the presence of a similar extent of SS rearrangement.
In Fig. 2 are shown DSC thermograms of condensation PUR B samples which were subjected to thermal treatments at 50°C for 2 h, then 135°C for 15 min. It can be noted that the tested samples were characterised by similar temperatures corresponding to the glass transition of SSs. Furthermore, it seems that the content of HSs in the polymer as well as the thermal treatment has not significantly affected the lower limit of end use temperature of the tested samples. The glass transition temperature
 was around −69°C, which is typical for commercial PURs,1 thereby confirming that polymers with 17%HSs had the lowest end use temperature.
was around −69°C, which is typical for commercial PURs,1 thereby confirming that polymers with 17%HSs had the lowest end use temperature.
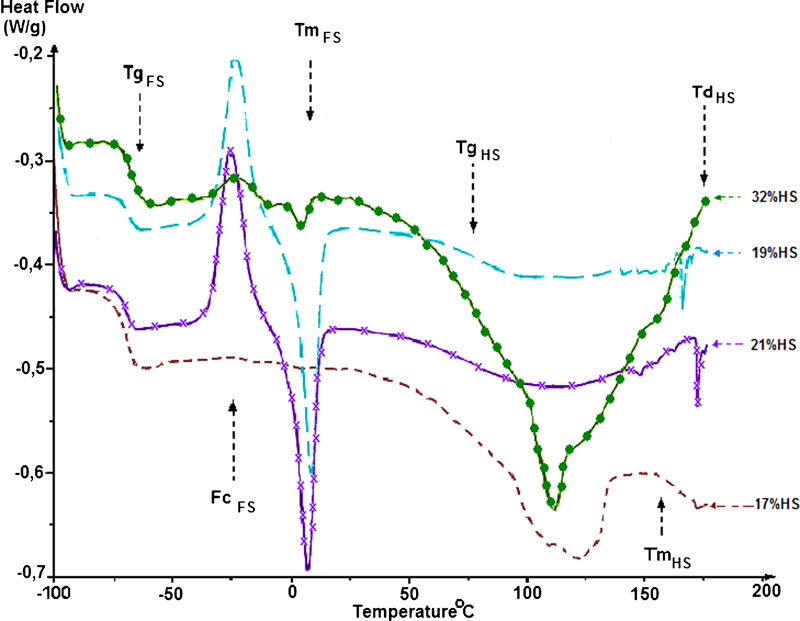
Differential scanning calorimetry thermograms of polyurethanes containing different amounts of HSs of samples B
The glass transition of HSs occurred in all tested samples between 45 and 101°C. The highest transition temperature was exhibited by the composition containing the highest amount of HSs (i.e. 32%), while the lowest transition temperature was observed for the sample with the lowest HS content (17%).
The higher the content of HSs in PURs, the lower the phase miscibility connected with
 . Unlike commercial PURs, the effect of samples’ thermal treatment on the degree of phase separation was not observed for this system. As in case of samples A (Fig. 1), the presence of two glass transition temperatures was a confirmation of the occurrence of a two-phase system and the immiscibility between SSs and HSs.
. Unlike commercial PURs, the effect of samples’ thermal treatment on the degree of phase separation was not observed for this system. As in case of samples A (Fig. 1), the presence of two glass transition temperatures was a confirmation of the occurrence of a two-phase system and the immiscibility between SSs and HSs.
The SS melting took place in samples with 19, 21 and 32%HSs in the temperature range between −2 and +8°C. No melting was observed for samples containing 17%HSs, and the polymer composition did not show any effect on the SS melting process. There was an insignificant difference between
 of PUR samples prepared by means of one- and two-step thermal treatments.
of PUR samples prepared by means of one- and two-step thermal treatments.
However, one can observe that the HSs melted at temperatures between 150 and 159°C, which were inversely related to the HS content in PUR samples. It was thus confirmed that the degree of hard phase rearrangement increased with increasing amounts of HSs in the tested sample.
Figure 3 presents the DSC thermograms of samples containing different amounts of HSs, which were submitted to two-step thermal treatments (2 h at 50°C and heated for 10 min at 160°C).
Differential scanning calorimetry thermograms of polyurethanes containing different amounts of HSs of samples C and thermally treated for 2 h at 50°C and 10 min at 160°C
The glassy transition of SSs, which took place in the temperature range between −71 and −69°C, indicated the possibilities of using these polymers at very low temperatures. Furthermore, it can be observed that the higher the HS content, the less favourable the transition temperature from glassy state to rubbery state. In the case of PUR samples heated under different conditions, the similar
 range indicated the thermal stability of their oligourethane groups. It is seen that the glass transition of HSs (
range indicated the thermal stability of their oligourethane groups. It is seen that the glass transition of HSs (
 ) occurred in the temperature range between 54 and 81°C. Moreover, the effect of polymer structure on the transition temperatures was not confirmed. The
) occurred in the temperature range between 54 and 81°C. Moreover, the effect of polymer structure on the transition temperatures was not confirmed. The
 of PUR containing 21%HSs increased from ∼54°C to ∼76°C when the PUR sample treatment temperatures were decreased from 160 to 135°C. This last temperature seems then to be the most appropriate PUR sample treatment in view of the highest end use temperature of the polymer. The fact that SSs and HSs exhibited different glass transition temperatures could confirm the formation of segmented structures with two separated phases.
of PUR containing 21%HSs increased from ∼54°C to ∼76°C when the PUR sample treatment temperatures were decreased from 160 to 135°C. This last temperature seems then to be the most appropriate PUR sample treatment in view of the highest end use temperature of the polymer. The fact that SSs and HSs exhibited different glass transition temperatures could confirm the formation of segmented structures with two separated phases.
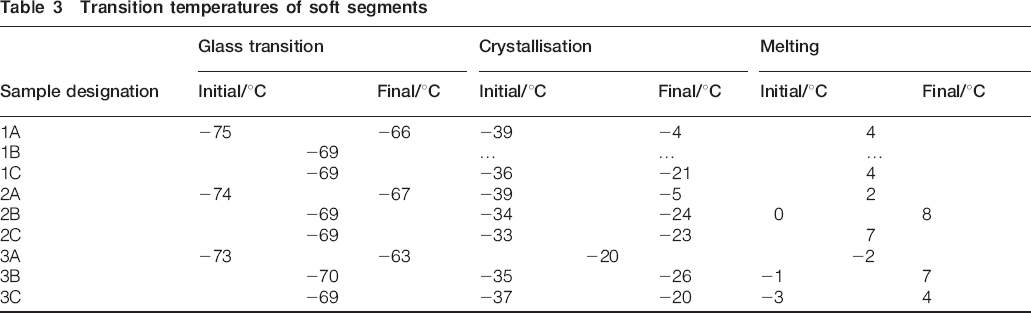
Tables 3 and 4 summarise the values of transition temperatures for SSs and HSs. From Table 3, it can be observed that the crystallisation temperature of SSs
 of samples containing 17 and 19%HSs occurred in a very large range of temperatures (i.e. between −39 and −4°C), while for samples with higher HS content, the temperature is more distinct.
of samples containing 17 and 19%HSs occurred in a very large range of temperatures (i.e. between −39 and −4°C), while for samples with higher HS content, the temperature is more distinct.
Transition temperatures of soft segments
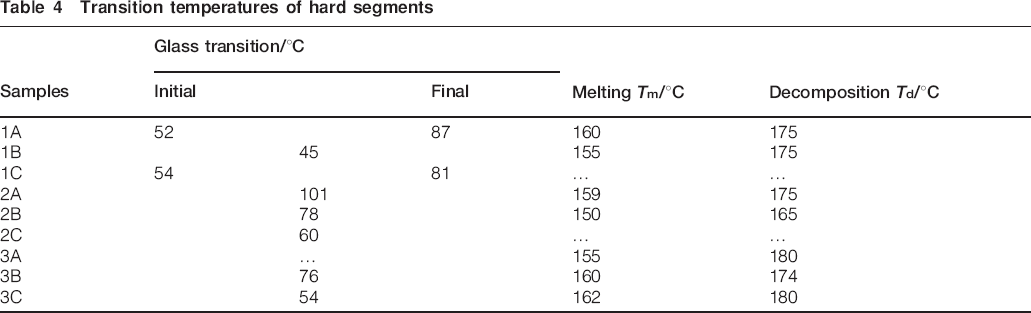
Transition temperatures of hard segments
The increase in crystallisation temperature with increasing HS content may be explained by the formation of larger structural domains at higher HS content. The melting temperature of SSs (in the range of −3 to +8°C) decreased with increasing thermal treatment temperature of the prepared films and was not significantly affected by the amount of HSs, with the highest peak height attributed to the films with 21%HSs.
Similarly to typical commercial PURs, the decomposition of condensation PURs (Table 4) occurred at temperatures between 175 and 180°C independently of PUR composition and preparation conditions, but is distinct for PUR samples containing 17–21%HSs. Higher decomposition temperature of segmented PUR has already been reported in the literature.18 However, as expected, it is evident that the polymer thermal resistance increased with increasing amounts of HSs, which is in relation to instability of urethane groups at high temperatures. The slow polymer decomposition observed in samples with 32%HSs above 120°C may be connected with the decomposition at 80°C of hydrogen bonds between urethanes and urea–NH groups and oxygen atoms of SSs. However, the decomposition in polymers containing fewer HSs (i.e. 17, 19 and 21%) might be due to the disappearance of hydrogen bonds between sulphonic acid and urea groups in HSs, the disappearance of stiff domains as well as other morphological changes occurring above 165°C.
The melting of HS components was not observed for samples containing 17, 19 and 21%HSs. It can be assumed that the melting process of HSs occurred already in the temperature range associated with glass transition of HSs. The melting of these latter in samples containing 21%HSs attained ∼160°C and is taken as the upper limit of PUR utilisation. The HSs melted at temperatures between 159 and 162°C, and their temperature increased with increasing second-step thermal treatment temperature.
Analogously to melting results of PUR samples containing 17, 19 and 21%HSs, the decomposition temperature of these polymers was not detected due to occurrence of processes associated with polymer morphology changes, which took place at 70°C together with their glass transition process. It is assumed that the absence of melting and decomposition temperatures is connected with destruction processes, which took place at 160°C. The composition of the mentioned polymers is not advantageous due to their unsatisfactory thermal properties. Only PUR with 21%HSs underwent a distinct decomposition at 180°C.
Figure 4 presents three thermograms of PUR films containing 21%HSs and obtained after treatments at 50°C for 2 h followed by heating at two different temperatures (15 min at 135°C or 10 min at 160°C) aiming at determining the accuracy of selecting the preparation conditions of condensation PURs.
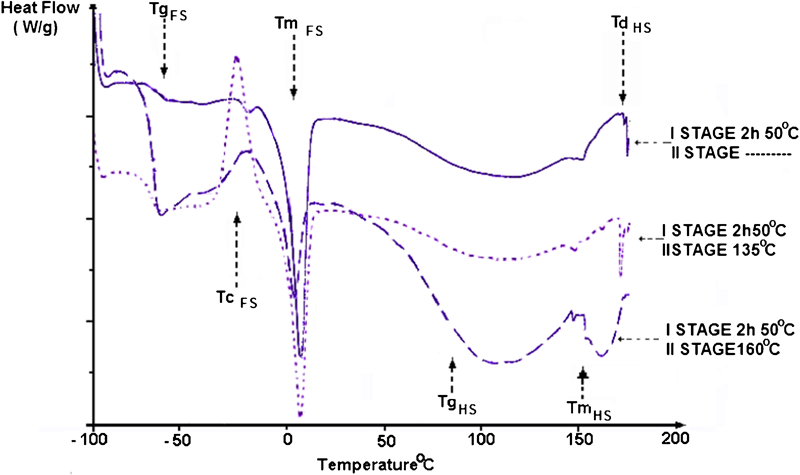
Differential scanning calorimetry thermograms of polyurethanes containing 21%HSs obtained under different thermal treatments (series 3A, 3B and 3C).
The preparation conditions of the polymers did not significantly affect the glass transition temperature of SSs. The glassy transition of these latter took place between −73 and −69°C, confirming thus that PUR films exhibited a quite high frost resistance. It can be observed that SSs underwent crystallisation from −20 to −37°C. It was confirmed that in unheated samples, SSs crystallise at temperatures well above those of thermally treated samples. This can have an effect on the poor mechanical properties of unheated polymers at negative temperatures. The lower the melting temperature of SSs in the range between −2 and +4°C, the higher the thermal treatment temperature of formed film.
Conclusions
The following conclusions can be derived from the obtained results.
Polyurethanes obtained by condensation reaction of urea, phenol sulphonic acid and formaldehyde exhibited segmented structures. We have observed a phase separation between HSs and SSs, as confirmed by the presence of two glass transition temperatures
 and
and
 . The lower and higher end use temperatures of HSs characterised by
. The lower and higher end use temperatures of HSs characterised by
 (
(
 ) were affected mainly by the polymer composition and less by the thermal treatment conditions.
) were affected mainly by the polymer composition and less by the thermal treatment conditions.
The polymeric films containing 17%HSs did not show sharp peaks corresponding to the crystallisation and melting of SSs. Moreover, no peaks were detected for
 and
and
 of samples containing the highest amounts of HSs (i.e. 32%). This might be related to the occurrence of a phase separation process, which resulted in a negative effect on the thermal and mechanical properties of the polymer.
of samples containing the highest amounts of HSs (i.e. 32%). This might be related to the occurrence of a phase separation process, which resulted in a negative effect on the thermal and mechanical properties of the polymer.
The samples containing 19–21%HSs exhibited the highest decomposition temperature (i.e. >165°C), compared to 80°C for polymers with 32%HSs. It was confirmed that ionomeric segmented PURs, which were characterised by the highest phase separation ensuring acceptable mechanical properties and water resistance, were obtained from films containing 19–21%HSs. These latter were heated at 50°C and then treated at 135°C for 15 min.
The heating of condensation PURs at temperatures below the melting temperature and above the glass temperature of HSs led to the increase of degree of crystallisation of these latter, thus affecting positively the end-use properties of new polyurethane-urea.
Footnotes
This article is part of a special issue on the 2nd International Conference on Engineering Against Fracture