
Abstract
In this work, organoclay reinforced high density polyethylene (HDPE) nanocomposites were prepared at laboratory scale using a batch mixer. Processing conditions, maleic anhydride modified polyethylene (MAPE) type and MAPE/clay weight ratio were optimised. The microstructure of the resultant nanocomposites was analysed by X-ray diffraction and melt rheology tests, and flexural properties and thermal stability were evaluated. Three types of MAPEs with different melt flow indices (MFI) and maleic anhydride contents all improved the interaction between HDPE and clay and promoted clay dispersion. Nanocomposites where the MAPE with MFI most similar to HDPE was used showed the best exfoliation of clay and the strongest HDPE/clay interface. Mechanical properties were slightly improved, while thermal stability was distinctly enhanced in these HDPE nanocomposites compared with neat HDPE and HDPE nanocomposite without MAPE. The prepared HDPE nanocomposites show the potential to improve the thermal stability of wood–plastic composites for structural applications.
Keywords
Introduction
Global ecological concern has resulted in great interests in biobased and/or renewable materials. Wood fillers (chips and flour, containing fibre bundles) from renewable natural resources are available worldwide, and less expensive, lighter as well as less abrasive to processing machines compared with traditional mineral and synthetic fillers, therefore potential to be biodegradable reinforcements in composites.1–4 Furthermore, they allow for more possibilities for plastic recycling and make full use of waste wood.2 Wood–plastic composites (WPCs) contain wood (in various forms) and thermoplastics, most commonly polyethylene (PE), polypropylene (PP) and polyvinyl chloride.1, 3 These have advantages over natural wood, such as better resistance to rot and insects, lower moisture absorption, greater dimensional stability, less maintenance needed, etc.; thermoset resin bonded wood products, for instance, are easier to form into complex shapes and allow for faster and continuous production.2 The demand for WPCs has been experiencing substantial growth in recent years. Decking holds the largest market for WPCs. The use of WPC in construction (infrastructure, railroad tie, civil building, etc.) has been expanding rapidly.2, 5 Injection and compression moulding processes are frequently used to manufacture automotive interior parts due to their short processing time and feasibility to form complicated shapes. In addition, many of the large automotive manufacturers are constantly looking for opportunities to increase their use of biobased materials. Therefore, a fire resistant thermoplastic reinforced with a biobased raw material suitable for such manufacturing techniques is likely to also be highly interesting to the automotive industry.
Polyethylene is the most commonly used polymer matrix for WPCs because of its good processability and chemical resistance.6 However, the inherent incompatibility among non-polar, hydrophobic PE and polar, hydrophilic wood usually causes lower mechanical properties of WPCs compared with neat PE, as well as more exposure of wood fillers to the environment, hence deteriorating the dimensional stability and durability of the products.2, 6 Improved interaction between wood and PE by coupling agents and compatibilisers leads to enhancement of mechanical properties in varying degrees.7–10
High flammability is a critical issue, which limits the application of WPCs.6 Halogenated compounds, such as aluminium trihydrate, magnesium hydroxide and intumescent systems, are commonly used flame retardants. However, they can increase smoke and carbon monoxide yield rates, when inefficiently combusted, or increase the density of end products and deteriorate mechanical properties as well as processibility due to the high filling loading (40–60 wt-%) required for acceptable fire retardancy level.6, 11
Nanoclay particles, which have much larger surface area (∼750 m2 g−1) and higher aspect ratio (100–1000) than conventional, macrosized fillers, are good candidates for overcoming the aforementioned drawbacks of WPCs.6 Improved mechanical properties, thermal and dimensional stability as well as flame retardancy of PE based WPCs with the aid of exfoliating and completely dispersing clay platelets have been reported.1–6, 12, 13 Furthermore, the exfoliated structure of nanoclay throughout the PE matrix can be realised under the effect of compatibilisers during melt compounding,14–17 which retains the advantage of WPC manufacturing suitable for large scale industrial productions. Previous studies have shown that masterbatch dilution led to more effective dispersive mixing and enabled more precise control of filler concentration in the final composites compared with direct melt compounding.14, 18 Batch mixers are conventionally used in preparing masterbatches,18 in which long residence time and strong shear forces facilitate the dispersion of clay platelets. However, properties can be deteriorated if the materials are kept in the mixer for a long time, being exposed to strong shearing. Therefore, the optimisation of compounding conditions becomes an important topic for achieving promising properties of nanocomposites.
Most studies concerning PE/clay nanocomposites reported the exfoliation structure when maleic anhydride (MA) functionalised PE or PP (MAPE or MAPP) were used either as a compatibiliser or as the matrix.6, 17, 19–22 However, the influence of MAPE or MAPP is still under intense research due to the various types and grades available in this family, differing from each other in terms of main chain, molecular weight and MA content. The MA content determines their ability to form chemical bonds with the surface chemistry of the nanoclay; the molecular weight and the main chain determine their accessibility between the clay layers and miscibility with polymer matrixes.15, 20, 21 The combined effect of these factors determines the type of compatibiliser and optimum compatibiliser/clay weight ratio to achieve good clay dispersion and physical enhancement for the nanocomposites.15
In recent years, efforts have been made to modify PE based WPCs by taking advantage of the nanoclay. A high degree of dispersion of nanoclay is critical to enhance the mechanical properties and the flame retardancy of WPCs.1–6 Dilution of a PE or MAPE/nanoclay masterbatch with PE and wood fillers appeared to be a good way to incorporate nanoclay in WPCs.1, 6, 13 The MAPE, which serves as an efficient compatibiliser for both PE/clay and PE/wood systems, is also expected to simplify the formulation and fabrication of PE/wood/clay composites. However, more systematic studies are needed in nanoclay modified PE/wood composites, especially recycled PE/wood composites, which are very complicated hybrid systems where many interactional factors operate.
In the present study, high density PE (HDPE)/clay nanocomposites were prepared, and their structure, mechanical properties and thermal stability were analysed. The system constitution and processing conditions, especially the MAPE types, MAPE/clay ratios and screw rotation speed, were studied. The optimised nanocomposite is expected to serve as an important component of PE/wood composites currently under development, offering improved mechanical and barrier properties.
Experimental
Materials
High density PE MG9621 (Borealis) with a melt flow index (MFI) of 12 g/10 min was used as matrix. Bentone 34 (Elementis), a Bis (hydrogenated tallow alkyl) dimethylammonium bentonite clay, was used as reinforcement without further organic modification. Three types of MAPE (Fusabond series from DuPont) were used as compatibilisers: E100 with an MFI of 2·0 g/10 min (HDPE-g-MAH), E265 with an MFI of 12 g/10 min (HDPE-g-MAH) and M603 with an MFI of 25 g/10 min (E/MAH random ethylene copolymer).
High density PE/clay nanocomposites processing and sample preparation
Before mixing, all the constituents were dried in an oven. Melt compounding was carried out in a Brabender mixer (Duisburg, Germany) at different chamber temperatures (130 and 160°C respectively). The total weight of the materials put in the mixer chamber for each batch was 25 g, and the clay content varied as 0 (neat HDPE and HDPE/MAPE blend were subjected to the same processing history as nanocomposites), 2 and 6 wt-% based on composite weight. The weight ratio of MAPE/clay varied as 0, 1, 3, 6 and 9. Table 1 lists the compositions of all the produced materials.
Compositions of all materials processed in Brabender
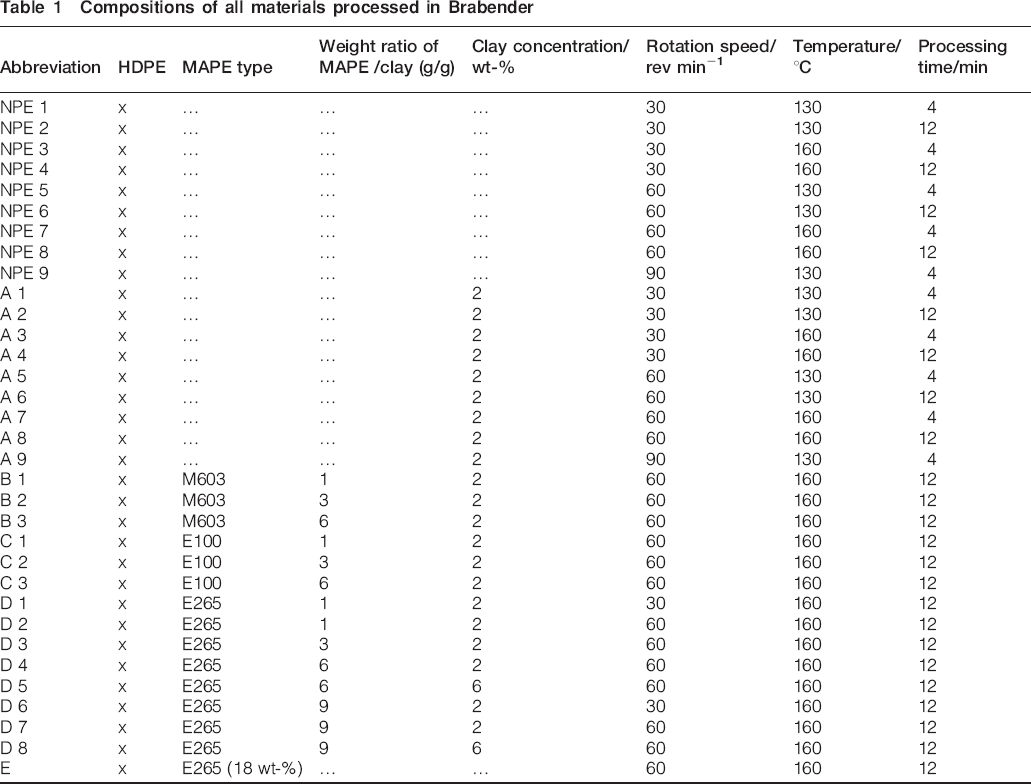
High density PE and MAPE were put into the mixer chamber in sequence and mixed till totally melted, followed by the slow addition of nanoclay in ∼3 min. In this process, the rotor speed was set at 10 rev min−1. When all the materials were added into the mixer chamber, they were further mixed for different times (4 and 12 min respectively) at different rotor speeds (30, 60 and 90 rev min−1). After mixing, the compounds were taken out from the chamber and cut into small pieces and then prepared into sheets and plates with different thicknesses in a laboratory press (Frontinje, Denmark). Samples with different shapes and dimensions for different measurements were then cut or directly obtained from these sheets and plates.
Characterisation
Three-point bending tests
Three-point bending tests were carried out at room temperature on a universal testing machine (Instron 4411) equipped with a 500 N load cell, following ASTM 790 M-93. At least four samples were tested for each material, and the average values were reported.
Wide angle X-ray diffraction (XRD)
X-ray diffraction measurements were carried out using a Siemens D5000 diffractometer that used Cu Kα radiation (λ = 1·5418 Á) at 40 kV and 40 mA. The data were recorded in a reflection mode using the step scan method, with 2θ ranging from 0·5 to 8·0°; the step size was 0·02°, and the counting time was 2·0 s/step.
Melt rheology measurement
A controlled stress rheometer C-VOR (Bohlin) was used for the rheology measurements with a 25 mm parallel plate geometry at a temperature of 180°C. The gap distance was set to 700 μm. At least two samples for each material were tested, and representative results were presented. Amplitude sweep tests at 6·28 rad s−1 were performed to determine the stress level, which ensures that subsequent frequency sweep tests were carried out in the linear viscoelastic region.
Thermal stability measurements
The thermal stability of the selected materials was tested by thermogravimetric analysis (TGA) in a TGA Q500 (TA Inc.) with a 10°C min−1 heating ramp in air from room temperature to 500°C. Two samples of each selected material were tested.
Results and discussion
Effect of processing conditions on mechanical properties of composites without MAPE
To have an overview of the variation in flexural properties for neat HDPE with different processing conditions, the normalised values of flexural strength and modulus are illustrated in Fig. 1, calculated as

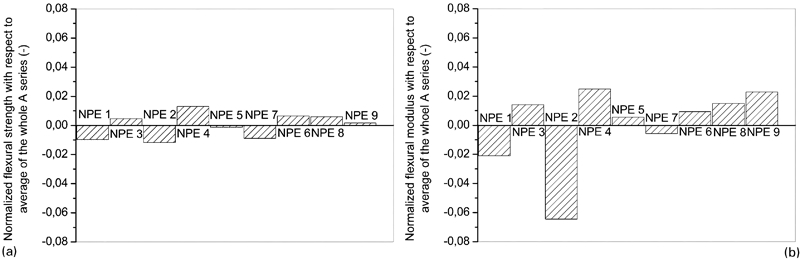
a normalised flexural strength and b normalised flexural modulus of neat HDPE prepared with different processing conditions
Figure 2 shows the flexural strength (Fig. 2a) and modulus (Fig. 2b) of 2 wt-% nanoclay reinforced HDPE nanocomposites without any MAPE (A series) as a function of different processing conditions. The inserted graphs show the standard deviation of the strength and modulus. The average values (strength and modulus) of the whole NPE series are shown for comparison. It is found that the adopted processing conditions hardly improve or even decrease the flexural properties of HDPE when only clay is added. The detrimental effect of high rotation speed is clearly shown, as both flexural strength and modulus of the nanocomposite processed with the rotation speed of 90 rev min−1 even for 4 min (A 9) were the lowest among the whole A series. The flexural properties of the composites processed at the rotation speed of 30 rev min−1 seem to be better compared with their counterparts processed at the rotation speed of 60 rev min−1, especially at higher chamber temperature (160°C). However, the standard deviations of the measured strength and stiffness are apparently higher for the A series nanocomposites processed at 30 rev min−1, irrespective of the compounding temperature and time. The composite processed at 130°C/4 min shows low flexural properties and almost the highest standard deviation among all the A series composites, while high flexural strength accompanied by low standard deviation is obtained in the composite also processed at 130°C but with prolonged time (12 min). It indicates that the nanocomposites are inhomogeneous when processed for a short time and at low temperature, which is just around the melting temperature of HDPE, and longer residence time promotes homogeneity. On the contrary, when processed at 160°C, flexural strength and modulus remain relatively unchanged with compounding time, confirming the positive effect of relatively higher temperature on the homogeneity of materials. According to this comparison, the rotation speed of 60 rev min−1 and the compounding temperature and time of 160°C and 12 min are selected for the subsequent material preparation.
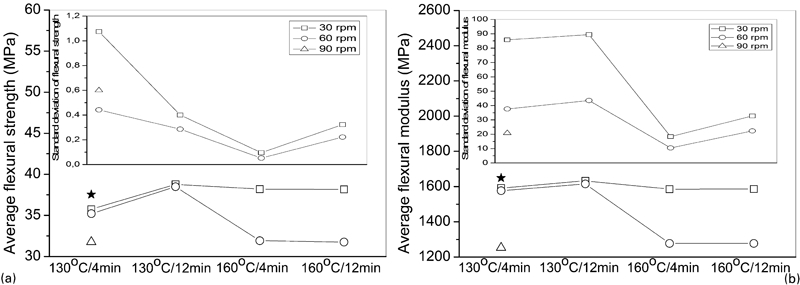
a flexural strength and b modulus (together with standard deviation (inserted graphs) of 2 wt-% nanoclay reinforced HDPE nanocomposites processed at different conditions; symbol ★ indicates average values of flexural strength and modulus of whole neat HDPE series listed for comparison
Effect of MAPE type and MAPE/clay ratio on mechanical properties of nanocomposites
Figure 3 shows the changes in flexural strength and modulus, which are calculated respectively according to the equations
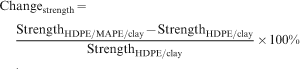

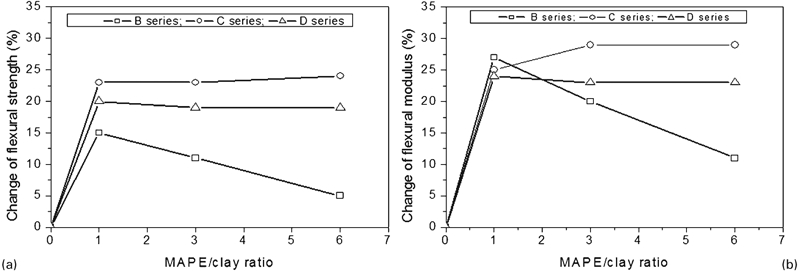
Changes in a flexural strength and b flexural modulus when different types and amounts of MAPE are added to HDPE/clay (2 wt-%) nanocomposites
It is clearly shown in Fig. 3 that the use of all three types of MAPE leads to improvement in both flexural strength and stiffness of nanocomposites, indicating that the addition of MAPE promotes the HDPE–clay interaction and facilitates clay dispersion. The flexural properties of nanocomposites modified with M603 decrease with increasing M603/clay weight ratio, while they increase appreciably or hardly change with increasing MAPE/clay ratio when E100 or E265 is incorporated. M603 has a lower molecular weight (revealed by higher MFI) than that of the HDPE matrix and therefore may act as a plasticiser in the bulk polymer, while E100 has a higher molecular weight (revealed by lower MFI) compared with the matrix, which may act as an additional reinforcing phase besides clay. Thus, in the case of E100, the reinforcing effect can result from good clay dispersion and HDPE/clay interface as well as from E100 itself. E265 has a similar molecular weight (revealed by the same MFI) as the matrix and can consequently be regarded as a functionalised matrix. Therefore, in the case of E265, the improvement in flexural properties of the resulting nanocomposites is credited to the good exfoliation/dispersion of clay and the strong HDPE/clay interface.
Effect of MAPE type and MAPE/clay ratio on microstructure of nanocomposites
The XRD pattern in Fig. 4 shows that the characteristic (001) diffraction peak of clay, which is clearly present in 2 wt-% clay reinforced HDPE composites, shifts to a lower 2θ angle with increasing MAPE/clay weight ratio, irrespective of the MAPE types. This diffraction peak has become inconspicuous at MAPE/clay ratio of 3 in both E100 and E265 modified nanocomposites while still distinguishable in M603 modified nanocomposites. These results indicate that the clay platelets are increasingly intercalated as the amount of MAPE increases, and good exfoliation can be achieved at the MAPE/clay ratio of 6. Moreover, M603 should have shorter molecular chains (higher MFI) compared to the other two MAPEs especially E100. This suggests that M603 molecular chains should be easier to intercalate between the clay platelets, leading to more intercalated/exfoliated structures of clay at lower MAPE/clay ratio, which is contrary to the experimental results. Thus, these results imply that among these three MAPEs, M603 likely has the lowest amount of MA functional groups that can react with the surface of the nanoclay.
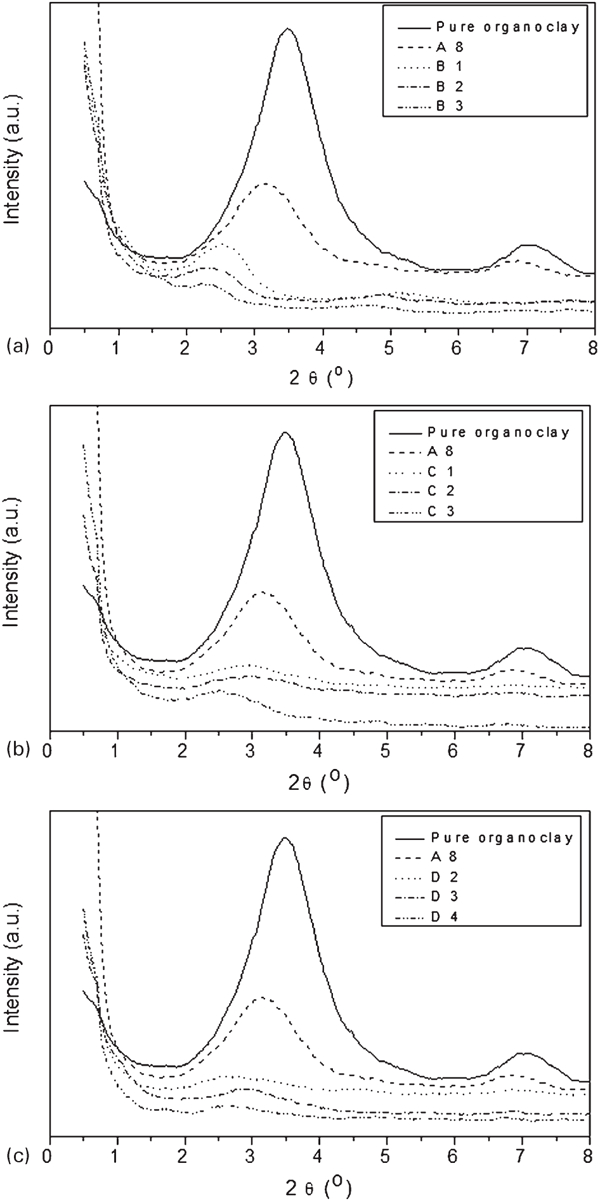
X-ray diffraction patterns of organoclay, HDPE/clay (2 wt-%) nanocomposite and three types of MAPE modified HDPE/clay (2 wt-%) nanocomposite, which were all processed at same conditions (160°C, 60 rev min−1 and 12 min) (with different MAPE/clay ratios)
Small amplitude oscillatory shear test has become a useful tool to characterise the microstructure of hybrid systems.23 The melt rheological behaviour of MAPE modified HDPE/clay nanocomposites measured by this test is shown in Fig. 5, which clearly reveals the combined effects of MAPE type, its molecular weight (compared with HDPE matrix) and the MA group content on the exfoliation/dispersion of nanoclay and the HDPE/clay interface.
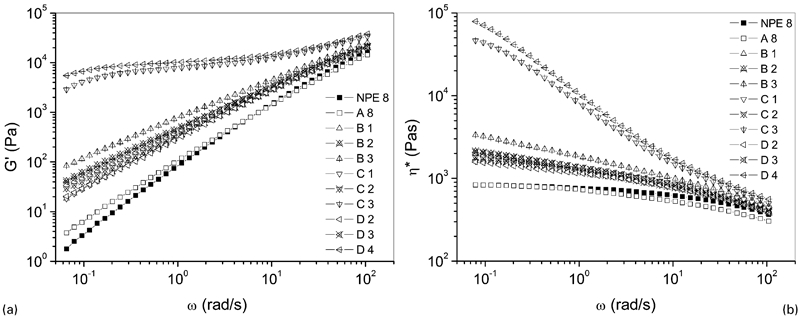
a elastic moduli and b complex viscosities measured in melt rheology tests of neat HDPE (NPE 8), HDPE/clay (2 wt-%) nanocomposites (A 8), M603 modified HDPE/clay (2 wt-%) nanocomposites (B series), E100 modified HDPE/clay (2 wt-%) nanocomposites (C series) and E265 modified HDPE/clay (2 wt-%) nanocomposites (D series)
When no MAPE is added, the interaction between HDPE and nanoclay is poor, resulting in weak HDPE/clay interface and bad dispersion of clay; thus, the values of elastic moduli G′ and complex viscosity η° of the nanocomposite are very similar with those of neat HDPE. G′ and η* increase with increasing MAPE/clay ratio. When this ratio is up to 6, the G′ values of nanocomposites modified with E100 and E265 are almost 4 orders of magnitude higher than those of the neat HDPE and HDPE/clay (2 wt-%) nanocomposite; furthermore, they show a clear platform in the low frequency region. The η* values of E100 and E265 modified nanocomposites are around 2 orders of magnitude higher than those of the neat HDPE and HDPE/clay (2 wt-%) nanocomposite; furthermore, they show infinite increase with decreasing frequency in the low frequency region. These characteristics reveal the pseudo solid-like behaviour of nanocomposite melts resulting from a three-dimensional percolation network throughout the matrix, indicating that the nanoclay is well exfoliated and dispersed, and the interfacial adhesion between HDPE and nanoclay is greatly improved.24
M603 most likely has the lowest molecular weight and also the lowest content of functional MA groups among these three MAPEs; therefore, even at the M603/clay ratio of 6, the solid-like behaviour of its nanocomposites is not as strong as observed in the other two MAPE modified nanocomposites. Although E100 has a higher molecular weight compared with E265, the G′ and η* values of E100 modified nanocomposites are lower than those of the E265 counterpart at the MAPE/clay weight ratio of 6. This may indicate that E265 has more MA groups. However, when the MAPE/clay ratio is <6, the G′ and η* values of the three MAPE modified nanocomposites are very close to each other. It suggests that a sufficient amount of MA groups is prerequisite to realise good dispersion of the clay.
According to the XRD and melt rheology results, E265 is considered as an optimum compatibiliser for the present system.
Combined effect of E265/clay ratio and rotation speed on microstructure of nanocomposites
The XRD results in Fig. 6 show the influence of E265/clay ratio and rotation speed during material processing on the dispersion of the clay.
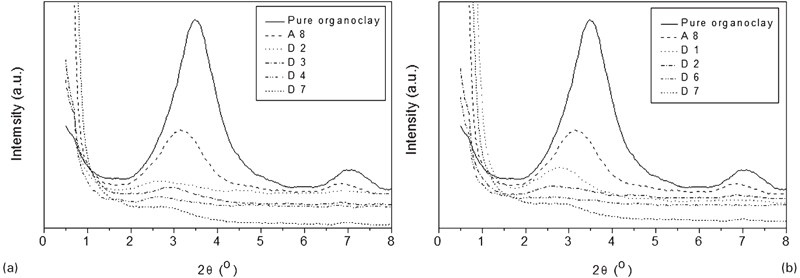
X-ray diffraction patterns of E265 modified HDPE/clay (2 wt-%) nanocomposite
As shown in Fig. 6a, the characteristic diffraction peak of clay becomes weaker with increasing E265/clay weight ratio and is hardly seen at the E265/clay ratio of 9, indicating good exfoliation of clay platelets. A higher rotation speed during melt compounding, which introduces higher shear force on the processed materials, promotes the dispersion of clay, as a weaker peak is observed in the nanocomposites processed at 60 rev min−1 compared with its counterpart processed at 30 rev min−1, even when the E265/clay ratio is merely 1 (Fig. 6b).
The effect of E265/clay ratio and rotation speed during material processing on the melt rheological behaviour is shown in Fig. 7. It is clearly seen that the percolation clay network becomes stronger at higher E265/clay ratio as revealed by higher G′ and η* values. G′ and η* of the nanocomposites with E265/clay ratios of 6 and 9 are much higher than the rest, whose difference was not remarkable, implying that high exfoliation of clay has been achieved at an E265/clay ratio of 6. Furthermore, the G′ and η* values of D4 and D6 are very close to each other respectively. On the one hand, it reveals that a sufficient amount of E265 for realising good exfoliation and dispersion of clay is reached at E265/clay ratio of 6; on the other hand, it indicates that the rotation speed of 60 rev min−1 is more favourable for the achievement of clay dispersion than 30 rev min−1.
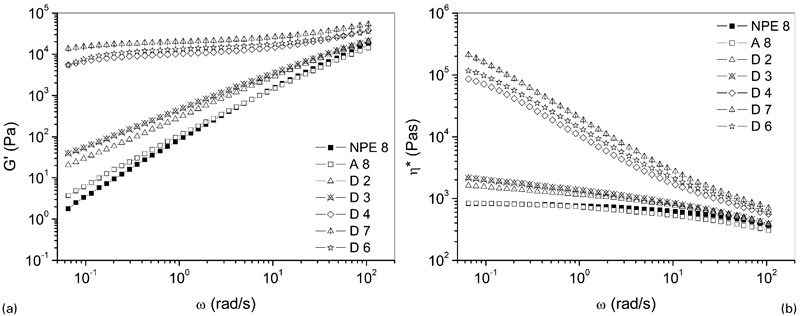
a elastic moduli and b complex viscosities of neat HDPE (NPE 8), HDPE/clay (2 wt-%) nanocomposites (A 8) and E265 modified HDPE/clay (2 wt-%) nanocomposites: D 2–D 4 and D 7, which were processed at 60 rev min−1 with E265/clay ratios of 1, 3, 6 and 9; and D 6, which was processed at 30 rev min−1 with the E265/clay ratio of 9
Thermal stability of nanocomposites affected by E265 amount and clay loading
As shown in the TGA curves (Fig. 8a), the initial thermal degradation temperature of HDPE shifts to higher temperature by the addition of only 2 wt-% clay when the E265/clay ratio is 9. At this ratio, the initial degradation temperature increases significantly as the clay loading is up to 6 wt-%. The results also indicate that it is clay, not MAPE, that improves the thermal stability of HDPE, since no improvement in the initial degradation temperature is shown in the blend only containing HDPE and E265. However, clay has a positive effect on the thermal stability of HDPE only when the compatibiliser is used since no substantial increase is observed in the TGA curve of HDPE/clay (2 wt-%) composite compared with neat HDPE.
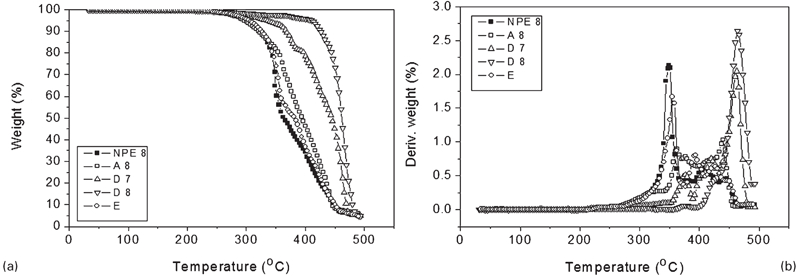
a thermogravimetric analysis and b derivative thermogravimetric analysis of different materials prepared in this study
The derivative thermogravimetric analysis (DTG) curves in Fig. 8b reveal that, at the E265/clay ratio of 9, the temperature corresponding to the highest thermal degradation speed of HDPE is remarkably increased even when only 2 wt% clay is added, and the peak shifts significantly to higher temperature when the clay loading is 6 wt-%. Furthermore, the DTG curve of 6 wt-% clay reinforced nanocomposites at the E265/clay ratio of 9 is much smoother than the others. The solid residues after burning were visually inspected. It is observed that the nanocomposite with 6 wt-% clay and E265/clay ratio of 9 (see D 8 in Fig. 9) remains as a whole piece, while the others become very powdery (see NPE 8 and A8 in Fig. 9). These results indicate that the thermal stability of HDPE can be significantly improved by a small amount of clay provided that nanoclay is well exfoliated/dispersed, and a strong interface between HDPE and clay is formed. Although the thermal degradation of nanocomposites with 2 and 6 wt-% nanoclay at E265/clay ratio of 6 has not been measured in the present study, a similar increment as in the nanocomposites at E265/clay ratio of 9 is expected, according to the XRD and melt rheology results.
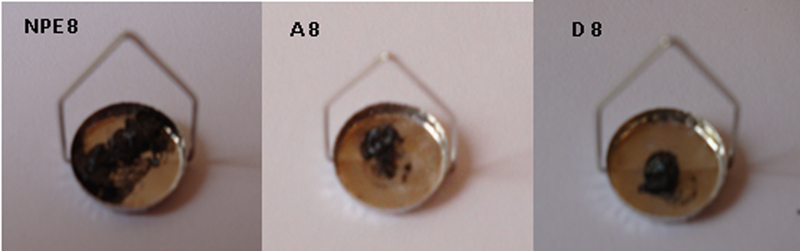
Appearance of residue of samples after TGA measurements
On the other hand, both TGA and DTG curves of HDPE and HDPE/E265 (18 wt-%) blend are almost superposed with each other, implying that E265 has a similar molecular weight and/or even similar backbone of molecular chains to the HDPE matrix. Therefore, the partial replacement (18 wt-%) of HDPE with this MAPE does not substantially affect the thermal stability of HDPE.
Conclusions
Organoclay reinforced HDPE nanocomposites were prepared at laboratory scale using a batch mixer. The microstructure of the resultant nanocomposites was analysed by XRD and melt rheology tests, and the flexural properties and thermal stability were measured. Full exfoliation and good dispersion of the nanoclay throughout the matrix were achieved with the aid of an appropriate type of MAPE and processing conditions as well as optimum MAPE/clay weight ratio. Slightly increased flexural properties and significantly improved thermal stability were therefore present in the nanocomposites with respect to neat HDPE, even at low nanoclay loading (2 wt-%), offering the potential of such nanocomposites as promising masterbatches for PE/wood composites.
Processing optimisation was focused on the selection of rotation speed, compounding temperature and time. The mechanical properties of neat HDPE were almost independent of the processing conditions. For HDPE/clay nanocomposites without MAPE, the processing conditions hardly improved or, in most cases, even decreased the mechanical properties. However, when MAPE was incorporated, appropriate processing conditions, especially rotation speed, improved the exfoliation and dispersion of clay.
X-ray diffraction results indicated that all three types of MAPEs promote the exfoliation and dispersion of nanoclay. The flexural properties of MAPE modified nanocomposites were higher than those of HDPE/clay composites, confirming the good dispersion and interaction between HDPE and clay. However, increasing the ratio MAPE/clay with high MFI, medium MFI (same as HDPE) and low MFI decreased, retained and increased the flexural properties respectively. These results suggest that these three MAPEs act as plasticiser, replaced matrix and additional reinforcing phase, in addition to the function as compatibiliser.
Melt rheology tests were carried out to show the degree of restriction on the segmental motion of the matrix by nanoclay through the changes in elastic modulus and complex viscosity in the low frequency region. At the MAPE/clay ratio of 6, the changes starting with the smallest increase compared with neat HDPE followed the sequence: high MFI MAPE<low MFI MAPE<medium MFI MAPE, which implies that the MA contents in the three MAPEs likely followed the same order.
The medium MFI MAPE, which is likely to have the highest amount of MA groups, was considered as the best (of the tested MAPEs) compatibiliser for the present system. Thermal stability measurements were performed on the nanocomposites modified by this MAPE, which showed increasing thermal stability with MAPE/clay ratio and clay loading.
The results of the present study provide a good starting point for the further development of nanoclay modified PE/wood composites with improved fire resistance suitable for structural applications in construction and automotive. The melt compounding performed in Brabender will be carried out in a twin screw extruder in the next step, which will ensure that the developed process is suitable for industrial scale production.
Footnotes
Acknowledgements
The authors wish to thank VINNOVA for financial support of EUREKA projekt E!4496 POLYWALL, Du Pont, Finland for providing MAPE E100 and E265, master student S. Francou, who has strongly contributed to this study, and Professor K. Oksman in the Division of Wood and Bionanocomposites at Luleå University of Technology for providing the hot press and TGA.
This paper is part of a special issue on 22nd Annual International SICOMP Conference