
Abstract
Spherically shaped amorphous silicon dioxide with broad size particle distribution was used in combination with aluminium trihydroxide (ATH) in styrene butadiene rubber composites. The pyrolysis, flammability, fire properties, flame spread and gas diffusion were investigated. The kind and amount of ATH, but in particular the fine silicon dioxide chosen as an additive, influenced the thermal decomposition and fire behaviour of styrene butadiene rubber composites. Gravimetric gas sorption measurements showed that the gas diffusion was systematically lower with silicon dioxide. The initial pyrolysis gas release was hindered, increasing the temperature at which decomposition begins as well as the ignition time in fire tests. During combustion, ATH and silicon dioxide accumulate on the surface of the specimen, forming a residual protective layer. A reduced peak heat release rate and fire spread were observed. The addition of a special kind of silicon dioxide is proposed to play a key role in optimising fire retardancy.
Introduction
Conveyor belts have attained a dominant position in the mining industry as reliable, fast moving equipment for transporting and transferring bulk material. Amorphous elastomers like styrene butadiene rubber (SBR) are widely employed for conveyor belts. However, due to the continuously moving parts and high rate of materials transported, the potential risk of fire is very high. The friction at the belt drive and along the belt served as the ignition source for 36% of all mine fires.1 Once the belt is ignited, the fire progresses and extends over great distances, soon creating a potentially lethal atmosphere.
Therefore, modifying the combustion properties of SBR and reducing the fire hazard without impairing the mechanical properties and performance are challenging tasks. The production of corrosive and irritating gases due to flame retardants must be avoided. Halogen free flame retardant approaches using calcium carbonate,2 montmorillonite,3 intumescent4 and aluminium hydroxide (ATH)4, 5 are normally effective only at high loadings, with negative effects on the physical and mechanical properties of the rubbers, even though nanocomposites have recently shown some promise.6, 7
Carbon black is the most common additive for reinforcing rubbers to improve the processibility and mechanical properties and to reduce the cost of rubber articles. Silica8, 9 has gained more importance as a replacement or complement to carbon black over the last decades.10, 11 The use of nanometre sized filler particles as processing adjuvant in elastomers may additionally result in remarkable property improvements. Fine fillers well dispersed in a polymer matrix tend to interfere efficiently in both physical and chemical processes. Direct interactions between the chemical structure of the polymer and the well dispersed fine filler occur on the molecular length scale and are dramatically boosted due to the enlarged interphase area. Changes in thermal decomposition may be influenced by potentiated catalytic effects, or modifications in the packing structure and dynamics of the polymer may emerge, affecting transport phenomena such as gas diffusion and the release of pyrolysis products. Furthermore, during the progressive ablation of the polymer,12 particles that are initially randomly dispersed in the polymer matrix agglomerate and rearrange themselves, migrate to the surface,13 rise to the surface in bubbles of volatile products and build up a residual, thermal stable protective layer.14 The nature of the layer and the surface accumulation mechanisms depend on the nature of the filler–polymer system.14, 15 Fine, spherically shaped amorphous silicon dioxide with a broad size particle distribution already has been successfully proposed both to achieve good dispersion and to improve fire retardancy.16, 17
The flammability and flame spread of conveyor belt materials are assessed through several tests describing various phenomena accompanying the belt combustion. Large scale gallery tests, decisive for defining conveyor belt flammability level, are very costly and time consuming, as they require huge samples and the participation of several people. The use of the bench scale cone calorimeter to assess the flammability of these materials has been proposed as a suitable technique that shows a satisfactory correlation with the amount of heat release in fire gallery tests.18
The flammability and fire properties of SBR composites with different ATHs in combination with well dispersed fine amorphous silicon dioxides were investigated by means of limiting oxygen index (LOI), UL 94 classification, cone calorimeter and radiant panel test. The thermal decomposition was studied by thermogravimetry. To study the influence of the well dispersed filler on the pyrolysis gas release, gravimetric gas sorption measurements were performed.
Experimental
Materials
Carbon black (N330), zinc oxide, stearic acid, stabilisers 2,2,4-trimethyl-1,2-dihydroquinoline (TMQ) and N-(1,3-dimethyl-butyl)-N’-phenyl-P-phenylenediamine (6PPD), accelerators N-tert-butyl-benzothiazole sulphonamide (TBBS) and tetramethyl thiuram disulphide (TMTD) and sulphur were used as a masterbatch for SBR resins. All of the components of the rubber resin are listed in Table 1, along with the corresponding amount in parts per hundred parts rubber resin (phr).
Composition of SBR resins
Carbon black is used to strengthen the rubber and improve the abrasion resistance. Sulphur based additives are used to cross-link the polymer chains within the rubber. The organosulphur compounds act as catalysts (rather as accelerators) for the vulcanisation process. Zinc oxide and stearic acid control the vulcanisation process, enhancing the physical properties of the rubber. Two different kinds of ATH with different coarseness were tested. A fine grained precipitated ATH, Martinal OL 104 LEO (abbreviated as ‘A’ in the composites' denotation), with a specific surface area (BET) of 3·0–5·0 m2 g−1 and pseudo-hexagonal shaped particles was purchased from Albemarle. Further, a coarse grained ATH AluMill MF 132 (abbreviated as ‘B’ in the composites’ denotation) was used. Sidistar R 300 (abbreviated as ‘S’ in the composites' denotation), supplied by Elkem Silicon Materials, Norway, is a spherically shaped amorphous silicon dioxide with an average primary particle size of 150 nm and a broad particle size distribution between 20 and 500 nm. S shows in a lot of different polymers the potential for an excellent dispersion, just as it does in SBR rubber. In Fig. 1, a typical scanning electron microscope (SEM) result is shown for SBR/100 phr ATH MF 132/20 phr S. Apart from the ATH particles, much smaller spherical S particles are observed with their broad size distribution. No agglomerates of S particles occurred at all, and thus, the original single particles showed homogeneous dispersion in the SBR. The different contents (in phr) of naphthenic oil (used to soften the rubber and improve processibility) are indicated as a number at the end of the formulation names. The investigated SBR composites were prepared in an internal mixer and homogenised on a two-roll mill and then vulcanised into sheets of suitable thickness and size for analysis. The curing time was based on the t90 value, determined using a Monsanto rheometer, plus 1 min for each millimetre sample thickness at 160°C. The composition of all the investigated SBR composites is presented in Table 2.
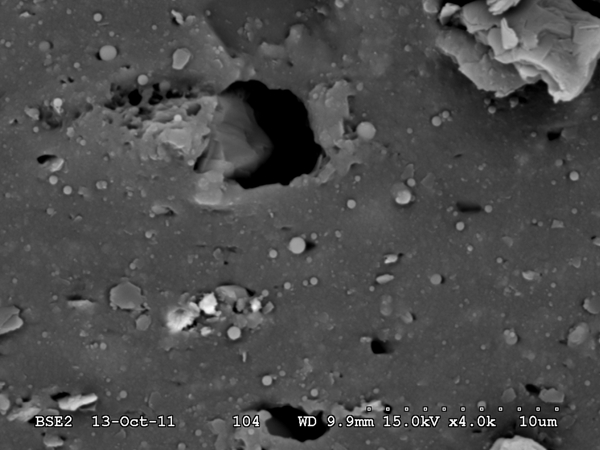
Typical SEM picture showing single original spherical S particles well dispersed in SBR
Composition of investigated SBR composites/phr
Thermal analysis
Thermogravimetry under nitrogen was carried out using a TGA/SDTA 851 (Mettler/Toledo, Gießen, Germany) coupled with a Nexus 470 infrared spectrometer (Nicolet Instruments, Offenbach, Germany). Samples of 5 mg were placed in alumina pans and heated from room temperature to 1175 K at a heating rate of 10 K min−1. The apparatus specific deviations (including buoyant force) were estimated by blank measurements. Differential scanning calorimetry (DSC) was measured with a Seiko DSC 7020 (Thass Germany) at a heating and cooling rate of 10 K min−1 under 50 mL min−1 nitrogen flow.
Gravimetric gas sorption measurements
Diffusion coefficients as well as the solubility of gases were determined from gravimetric gas sorption measurements using an electronic microbalance Sartorius M25D-P (Sartorius GmbH, Göttingen) placed in a high pressure cell to allow the application of pressures up to 50 bar. The temperature of the set-up was held constant by an air bath at 308±0·1 K. Sample films of uniform thickness were cut into several pieces and placed on the balance pan inside the cell, which was then evacuated at p<10−5 mbar for at least 48 h until any significant weight change ceased. After this thorough degassing of the sample, the gas pressure was increased in a series of step by step increments, with a weight gain Δmt of the sample observed for at least 24 h at each step. After starting the measurement, the signal of the microbalance was recorded at an initial rate of ∼0·5 s−1. Oxygen (O2) of purity 5·0 and carbon dioxide (CO2) of purity 4·5 were used as received from Air Liquide Deutschland GmbH. After correction for buoyancy effects occurring directly after the pressure increase, the diffusion coefficient D for a single step of gas uptake was determined by fitting the first five terms of equation (1), which is the solution of Fick's second law for plane sheet boundary conditions19


Fire tests
Reaction to a small flame was determined by LOI according to ISO 4589 and by the Underwriters Laboratory vertical and horizontal UL 94 test for flammability of plastic according to IEC 60695-11-10 (sample size: 125×13×3 mm). Before testing, all test specimens were preconditioned at standard atmosphere at 296 K, 50% r.h. for 88 h. The LOI measures the minimum oxygen concentration that will support downward flaming combustion of a defined specimen in a flowing mixture of oxygen and nitrogen. A Bunsen burner type flame was applied from the top to a vertically orientated test bar (80×6·5×3 mm), and burning or self-extinction respectively was monitored after removing the flame. Since all the materials failed to achieve an UL 94 classification in the vertical orientation, the burning rate in the horizontal UL 94 set-up was determined. The specimens were marked with two lines perpendicular to their longitudinal axis at 25 and 100 mm from the end to be ignited. The linear burning rate for each material was calculated by considering the average of the damaged lengths and the elapsed times.
Fire tests were performed according to ISO 5660 using a cone calorimeter (Fire Testing Technology, UK). Before testing, the specimens (100×100×3 mm) were conditioned at 296 K and 50% r.h. to equilibrium. All specimens were tested in the horizontal position at a heat flux of 50 kW m−2. Because of strong deformation phenomena (out of plane deflections), specimens were placed in a metal wire cage (Fig. 2), with the upper surface left exposed to the radiator at a distance of 35 mm from the cone burner. The wire cage was made from a 220×100 mm sheet of steel mesh (1 mm wire with 10 mm mesh size). Using the metal wire cage was, strictly speaking, not according to the actual ISO 5660 from 2002; however, satisfying reproducibility was achieved in all cases without interfering too much with the materials’ fire behaviour or introducing artificial fire behaviour. All of the measurements were performed in triplicate, and the results were averaged.
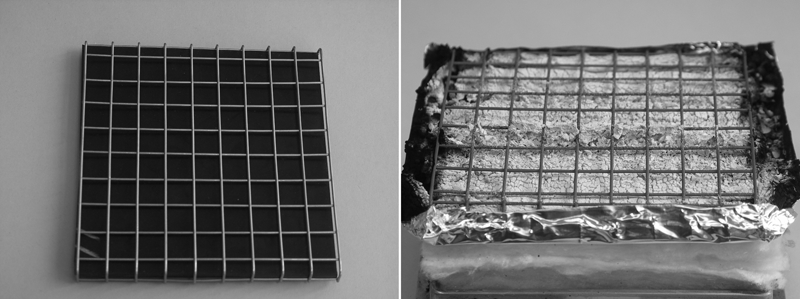
Styrene butadiene rubber composites in metal cage before (left) and after (right) cone calorimeter test
A radiant panel test (ISO 9239) was used to determine the flame spread in a scenario close to a large scale gallery test. Before test, specimens were conditioned at 296 K and 50% r.h. to equilibrium. The apparatus measures the surface flammability of materials using a gas fired radiant panel, providing a measure of horizontal, opposed flow flame spread. Specimens (32×15×3 mm) were placed horizontally underneath the 30° tilted panel, providing a decreasing heat flux along the sample. The pilot burner and panel were ignited and the panel allowed to reach a steady temperature in the region of 1000 K. The samples were preheated for 2 min with a methane burner. After that time, the burner was removed and the time until the flame extinguished, and the damaged length of the sample was recorded. A relative index of flame spread was calculated based on the time and size of the burnt sample.
Results and discussion
Pyrolysis
All of the SBR composites investigated showed two main mass loss steps, as depicted in Fig. 3. The beginning of decomposition was characterised using the temperature T2%, when 2 wt-% mass loss was reached (Table 3). A first mass loss step occurred between 500 and 625 K with a maximum (Tmax1) at ∼585 K and corresponded to ∼17·5 wt-% loss. This first mass loss is attributed to the volatilisation of low boiling point components of rubber, mainly the processing oil, and the endothermic dehydration of ATH releasing water to the gas phase. The latter reaction went along with the formation of a thermally stable ceramic material (alumina, Al2O3) that remains in the residue. The following second mass loss step with a maximum (Tmax2) at ∼700 K and a mass loss of ∼37·5 wt-% loss was attributed to the decomposition of SBR. The residue at 1000 K was between 41 and 48 wt-% and corresponded to inorganic fillers like Sidistar and Al2O3 as well as carbon black, which does not react in N2 atmosphere. The effects of the two different kinds of ATH, the presence of Sidistar and the influence of the different amounts of naphthenic oil on the thermal decomposition are illustrated in Fig. 3.
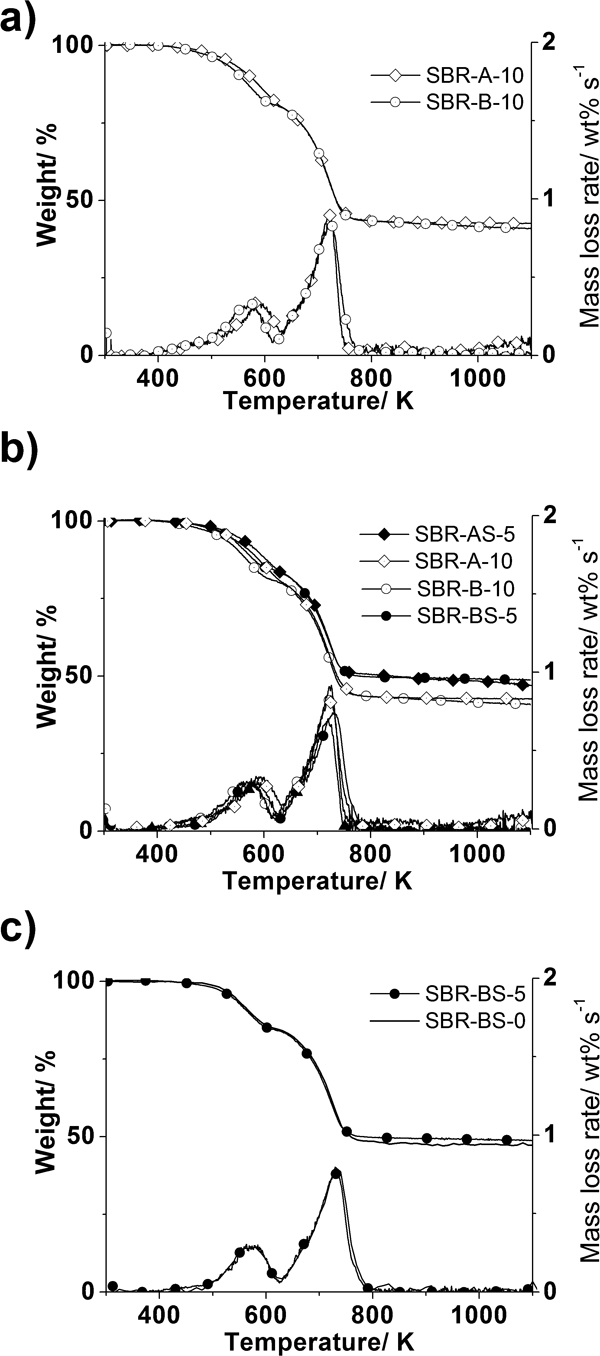
Mass and mass loss rate curves of a SBR-A-10 and SBR-B-10, b SBR-A-10, SBR-AS-5, SBR-B-10 and SBR-BS-5 and c SBR-BS-5 and SBR-BS-0
Thermogravimetry results (N2, error ±1 K, ±1 wt-%)
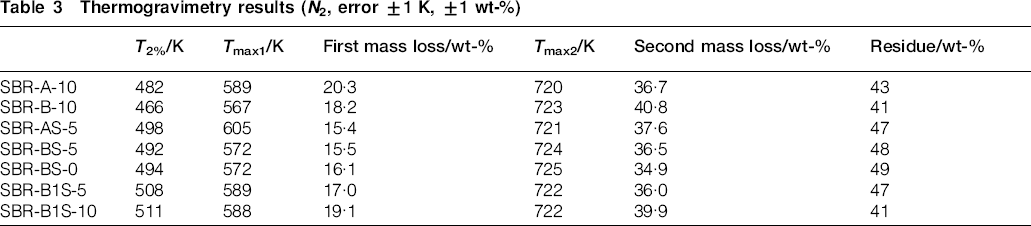
The comparison between the two different kinds of ATH in SBR-A-10 and SBR-B-10 (Fig. 3a) indicates that finer ATH in SBR-A-10 stabilised the material with respect to the beginning of decomposition in comparison to coarser ATH in SBR-B-10. T2% was shifted by 16 up to 482 K (Table 3). Indeed, the first decomposition process including volatilisation of low boiling components and water (Tmax1 = 567 K for SBR-B-10) was shifted by a similar difference of 22 K to higher temperatures in SBR-A-10. The second mass loss step and the residue amount remained unchanged. The impact of the different ATHs was confirmed when SBR-AS-5 and SBR-BS-5 were compared; T2% was shifted by 6 K, Tmax1 by 33 K.
In Fig. 3b, the effect of the incorporation of Sidistar on the thermogravimetric curves is depicted. The addition of Sidistar in SBR-AS-5 has a stabilisation effect in comparison to SBR-A-10, shifting T2% and Tmax1 by 16 to 498 and 605 K respectively (Table 3). The second decomposition step remained unchanged. The temperature increase with respect to the beginning of decomposition (26–28 K) as well as with respect to the first decomposition step (5 K) was also detected for SBR-BS-5 and SBR-BS-0 in comparison to SBR-B-10. Increasing the amount of ATH from 120 phr in SBR-BS-5 to 140 phr in SBR-B1S-5 further increased T2% and Tmax1 (Table 3). Temperature shifts up to 50 K were reached. The increase in residue amount (+6–7 wt-%) corresponded to the additional inorganic content in SBR-AS-5, SBR-BS-0, and SBR-BS-5, in comparison to SBR-A-10 and SBR-B-10.
The impact of different oil contents is reported in Fig. 3c, comparing SBR-BS-0 and SBR-BS-5. Given the same amount of ATH and Sidistar, increasing the amount of naphthenic oil affected neither the starting decomposition temperature nor the main mass loss steps. The same conclusion was drawn for the comparison of SBR-B1S-10 with SBR-B1S-5 (Table 3).
In conclusion, the first decomposition step and thus the beginning of decomposition in SBR composites, attributed to low boiling components and water release from ATH, were affected by the different kinds of inorganic additives. Using a fine sized ATH-A (SBR-A-10), increasing the amount of ATH and adding Sidistar exhibited a stabilisation effect, shifting the characteristic temperatures T2% and Tmax1 between 5 and 50 K. The thermal decomposition behaviour was not affected by changing the naphthenic oil content. The second decomposition step attributed to the decomposition of the SBR network remained unchanged.
Sorption and diffusion coefficient
The permeation of small molecules through amorphous polymers, driven by a partial pressure difference, is generally described in terms of a solution diffusion mechanism consisting of: the sorption of penetrant molecules on the upstream side (described by the solubility coefficient S); the diffusive transport across the polymer layer (diffusion coefficient D); and the desorption on the downstream side. The overall transport, characterised by the permeability P, can be described as the product of the solubility S of the penetrants and the diffusion coefficient D. The diffusion of the penetrant in a non-porous polymer film is described by Fick's first law.20 In order to understand the gas permeation mechanism, free volume theory is often applied to glassy amorphous polymers. According to this theory developed by Fujita,21 the gas diffusivity D is assumed to depend on the free volume. The mechanism of gas diffusion in polymers has been reported in the literature to be a ‘hopping’ mechanism: the gas molecules reside most of the time in microcavities existing inside the polymer matrix. From time to time, a microchannel appears, joining two of these cavities and permitting the gas molecule to ‘hop’ from one cavity to another. The free volume is responsible for the existence of these cavities, and their arrangement varies with the type of polymer, its density and temperature. The channel closing prevents the penetrant from returning to its original cavity so that an effective motion is created. Therefore, solubility S and diffusivity D are determined mainly by the free volume distribution, while the latter is also influenced by the dynamics of the polymer matrix. The solubility may also be affected by specific interactions with the polymer chains of filler particles. It is reasonable to assume that the well dispersed fine fillers show an increasing impact on permeation into rubber and thus the first decomposition step when the rubber network is still intact and controlling the mass release.
Thus, gravimetric gas sorption measurements with carbon dioxide and oxygen were performed on two samples, i.e. SBR-A-10 and SBR-AS-5, in order to evaluate the effect of Sidistar on the molecular permeation. The sorption isotherms and diffusion coefficients are depicted in Fig. 4. The sorption isotherms were evaluated in terms of Δm(gas)/m0, where Δm(gas) is the mass variation due to gas sorption, and m0 is the initial sample mass. As typical for rubbery materials, the gas loading increased linearly with increasing pressure. The gas uptake was similar for the same gas in different materials. As expected, carbon dioxide was more soluble than oxygen by a factor of about 10; this can be seen from the higher gas loadings and the steeper slope of the isotherms, which correspond to the solubility coefficient S (Fig. 4a). Figure 4b shows the diffusivities for carbon dioxide and oxygen increasing with increasing pressure. The diffusion coefficients D for O2 and CO2 in SBR-A-10 were systematically and clearly higher than the corresponding coefficient for SBR-AS-5.
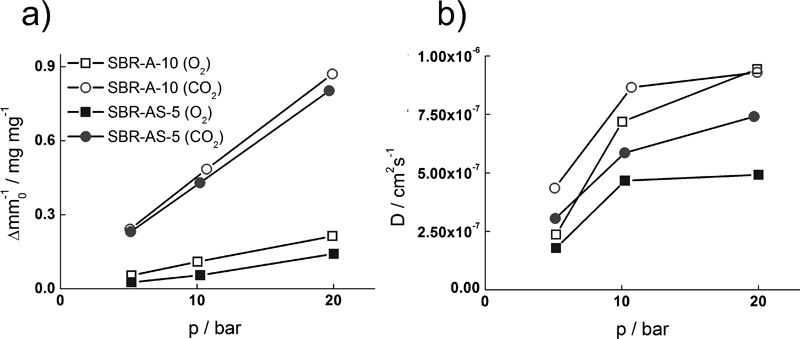
a sorption isotherms at 308 K and b diffusion coefficients for SBR-A-10 and SBR-AS-5
The almost similar uptake, but differences in the diffusion parameter for SBR-A-10 and SBR-AS-5, suggested that well dispersed fine silicon oxide influences the polymer structure and/or dynamics. Such a change in SBR polymer structure was at least not confirmed with respect to the glass transition temperature Tg. The measured Tg was the same, i.e. 222 and 223 K for SBR-A-10 and SBR-AS-5 respectively. However, it is reasonable to attribute the observed changes in diffusivities to the dynamics of structural units of the polymer chains smaller than those involved in the glass transition. Furthermore, the diffusion hindered by adding Sidistar corresponded clearly to the delay in the first decomposition step, when the SBR network was still intact and controlling the release of mass.
Fire behaviour: ignitability and flammability
The investigation of flammability was performed by LOI and UL 94 measurements (reaction to small flame) and ignitability, determined as the time to ignition tig in the cone calorimeter investigation. Results are summarised in Table 4. The LOIs of the investigated SBR composites were between 25 and 29%. All of the investigated composites obtained only the UL 94 classification HB, but showed differences in the corresponding burning rate.
Ignitability and flammability

In cone calorimeter SBR-A-10 ignited after just 31 s, when the coarser form of ATH was used (SBR-B-10), an increase of ∼23 s in tig was observed. However, SBR-AS-5 and SBR-BS-5 showed rather similar tig. The LOI and UL 94 performance did not differ for the two different types of ATH when uncertainty was considered (Table 4). For comparing both SBR-A-10 and SBR-B-10 as well as SBR-AS-5 and SBR-BS-5, LOI and horizontal burning rate were quite similar.
Adding Sidistar had a positive effect on shifting the ignition to later times. A shift from 31 to 58 s was detected in SBR-AS-5 in comparison to SBR-A-10. Using the coarser ATH, an improvement was still observed for SBR-BS-5 compared to SBR-B-10, albeit clearly a smaller one. Increasing the amount of ATH in SBR-B1S-5 did not yield any further improvement in tig. The LOI results showed that incorporation of Sidistar tends to achieve a slightly beneficial effect in increasing the LOI value, particularly in the case of SBR-BS-5. Increasing the amount of ATH to 140 phr increases the LOI value of SBR-B1S-10 up to LOI = 29%. The burning rate in the horizontal UL 94 test and thus a kind of real flame spread, even if it is based on a small scale, was decreased by 25–35% through the addition of Sidistar (Table 4). Increasing the amount of ATH in SBR-B1S-5 compared to SBR-BS-5 reduced the burning rate further.
Comparison of composites with different naphthenic oil contents (SBR-BS-0 and SBR-BS-5 as well as SBR-B1S-5 and SBR-B1-10) did not show any difference in tig nor in LOI. The burning rate in the horizontal UL 94 was slightly decreased with lower naphthenic oil content. This reduction was observed particularly when SBR-BS-0 was compared with SBR-BS-5. Thus, the lowest flame front velocity is found for SBR-BS-0 and SBR-B1S-5 with 7·1–7·6 mm min−1.
In conclusion, adding Sidistar particularly improves the tig. This result seems to be in good correspondence with the thermal analysis and permeation results. The LOI values were increased by the addition of Sidistar and/or increasing the ATH content. The horizontal burning rate in UL 94 was decreased by adding Sidistar, increasing the ATH content and reducing the naphtenic oil content.
Fire behaviour: heat release
The results of cone calorimeter tests performed at 50 kW m−2 for all the investigated compounds are summarised in Table 5.
Cone calorimeter results at flame out: irradiance 50 kW m−2
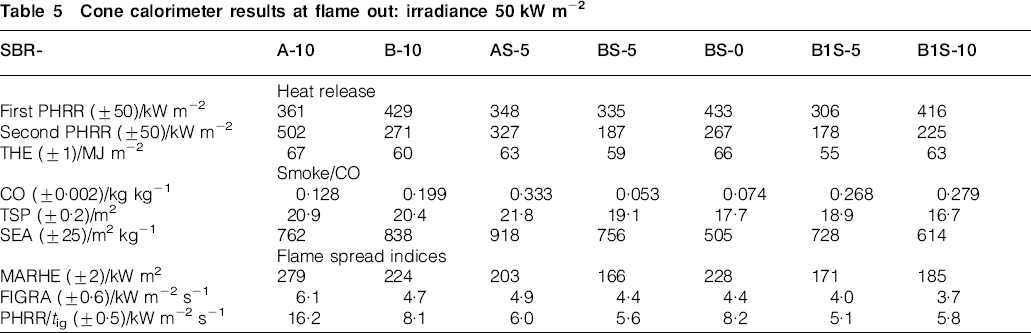
All of the heat release rate (HRR) curves showed two maxima (Fig. 5). The first peak HRR (first PHRR) occurred after about 70–100 s and was sharper and higher than the second one (second PHRR) for most of the SBR composites, occurring at about 160–200 s. The PHRR is a common parameter for assessing the burning intensity of materials. The first PHRR differed from material to material, remaining within a range of 15%, ∼375 kW m−2. The uncertainty of PHRR was ∼13% and thus in a similar order of magnitude as the differences between the materials, probably covering up some of the impacts of the additives. The reduction in the first PHRR due to adding Sidistar may have been the only effect shown systematically, and thus convincingly, for both comparisons, SBR-A-10 with SBR-AS-5 and SBR-B-10 with SBR-BS-5. Comparing the impact of the two different ATH contents on the second PHRR (Fig. 5a; Table 5), significant reductions of 46 and 43% were achieved in SBR-B-10 compared to SBR-A-10 and in SBR-BS-5 compared to SBR-AS-5 respectively. A similarly pronounced reduction (35 and 31%) in the second PHRR was also observed in formulations containing Sidistar when SBR-AS-5 was compared with SBR-A-10 and SBR-BS-5 with SBR-B-10 (Fig. 5b). For SBR-BS-5, the second PHRR nearly vanished, and the HRR curve came close to the typical profile of a residue forming material.22 The reduction in second PHRR was attributed to the change in fire residue accompanied by improved properties of the residual protection layer in accordance with the literature.23, 24 Taking into account the uncertainty, no significant impact was observed due to increasing the ATH content from 120 to 140 phr. Changes in the naphthenic oil content showed opposite effects in the two direct comparisons.
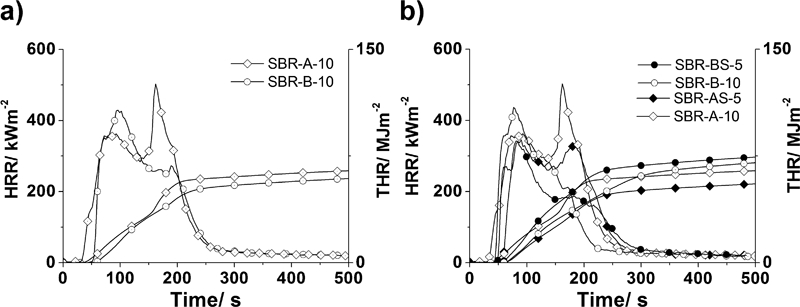
Heat release rate and total heat release curve for different formulations in cone calorimeter test
The total heat evolved (THE = total heat release at the flame out) showed only minor changes around and below 10% for all of the materials investigated. Such a small reduction in THE according to the amount of inert filler despite the large reduction in PHRR has previously been reported for systems forming a protective layer.25, 26 Reduction occurred systematically for SBR-B-10 in particular, but also for SBR-BS-5 when the coarser form of ATH-B was used instead of ATH-A, but also when Sidistar was added (SBR-AS-5 and SBR-BS-5 compared to SBR-A-10 and SBR-B-10). Additionally, comparing SBR-B1S-5 with SBR-BS-5 indicated that an increase in ATH decreases the fire load.
The ATH and Sidistar influenced the burning behaviour of SBR composites. The inorganic particles accumulated on the surface. The fire residues and the residue in thermal analysis appeared increasingly white when Sidistar was added. A residual protective layer was formed and acted as a shield to heat and mass transfer between the polymer and the flame, thus changing the HRR profile. Further, THE was also slightly lower. These effects were stronger when ATH-B was used instead of ATH-A, Sidistar added and the ATH content increased.
Fire behaviour: CO and smoke release
The carbon monoxide production (COP) process (Fig. 6) was separated into two regimes. The early one, up to ∼200 s, corresponded to a flaming combustion characterised by anaerobic decomposition representing the pyrolysis. Once the fuel available by thermal decomposition is consumed, flame out occurred (at ∼250 s), and a thermo-oxidative regime began. The surface oxidation of carbonaceous char is called afterglow and is typically associated with a limited amount of mass release and heat release but intensive CO release and high CO yield. All of the SBR composites investigated showed a similar intense afterglow starting after flame out at about 250–300 s. During the flaming combustion, the COP curves exhibited a clear double peak profile quite analogous to the HRR pattern. Thus, using ATH-B instead of ATH-A and adding Sidistar were suitable to decrease the absolute values of COP. However, the CO yields (Table 5) were observed to be rather arbitrary, showing no systematic effects, apart from an increase when the amount of ATH was increased.
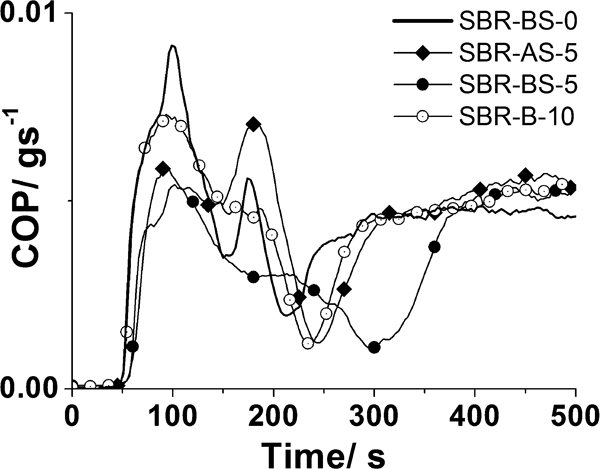
CO production rate (COP) during cone calorimeter test plotted over time
The total smoke production (TSP) substantiated only a systematic decrease when ATH-B was used instead of ATH-A. The specific extinction area (SEA) did not deliver a systematic change depending on the different variations addressed.
Fire behaviour: flame spread indices and radiant panel test
The cone calorimeter does not monitor any real flame spread above the surface of the specimen. Thus, different indices attempting to cover fire growth or flame spread respectively have been proposed to assess the corresponding fire risk.22, 27, 28 Such indices concentrate relevant information into a single number, which is an oversimplification in principle and yields to a dependence on the model and approximations behind the indices. Nevertheless, their evaluation is certainly helpful for a reasonable ranking of the materials in terms of flame and fire growth. Three of such indices, most probably the three most common ones, are listed in Table 5. Since the PHRR and tig may well represent the two most important material characteristics controlling flame spread, the HRR of the burning area and ease of ignition of the surrounding area, PHRR/tig was proposed as a reasonable empirical index for assessing cone calorimeter data with respect to fire growth phenomena in larger fire scenarios.29 The fire growth rate index (FIGRA) is, by definition, the largest slope in HRR versus time. The average rate of heat emission is defined as the cumulative heat emission divided by time, and its peak value [maximum average rate of heat emission (MARHE)] (Table 5) has been proposed as a good measure of the propensity for fire development under real scale conditions.22, 27
A clear reduced propensity of SBR-B-10 in comparison to SBR-A-10 was observed with respect to all three indices evaluated. The reduction is the largest (50%) for PHRR/tig and the smallest for MAHRE (20%). The superior reduction obtained for ATH-B was confirmed by comparing SBR-BS-5 with SBR-AS-5, which showed reductions of between 7% for the PHRR/tig up to 18% for MAHRE.
The addition of Sidistar in SBR-AS-5 and SBR-BS-5 achieved a decrease in the flame spread and fire growth indices compared to SBR-A-10 and SBR-B-10 respectively. The PHRR/tig was decreased by 63–31%, FIGRA by 20–6% and MARHE by 27–26%. An additional further increase in ATH content in SBR-B1S-5 resulted in a further decrease in the indices. Indeed, the lowest and thus best values were found for SBR-B1S-5 (Table 5).
Considering the different amounts of naphthenic oil content, the comparisons between SBR-BS-5 and SBR-BS-0 and between SBR-B1S-5 and SBR-B1S-10 delivered opposite or unchanged results in MARHE, FIGRA and PHRR/tig respectively.
The results obtained for the damaged length versus time in the radiant panel test are presented in Fig. 7. Selected representative SBR composites were investigated: SBR-A-10, SBR-B-10, SBR-AS-5, SBR-BS-5 and SBR-B1S-5. The corresponding damaged length of the specimen after the test, the time to flame out and the calculated flame spread rate are reported in Table 6.
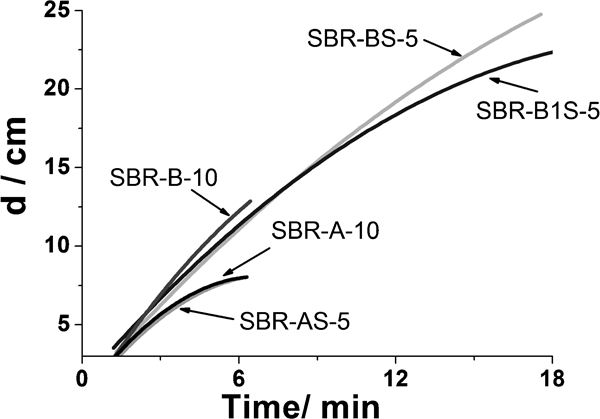
Damaged sample length d plotted over time for radiant panel test: end points of curves correspond to self-extinguishment
Radiant panel test results

In the radiant panel test, SBR-A-10 showed fire behaviour clearly superior to that of SBR-B-10. The damaged length as well as the flame spread rate is clearly decreased by 33 and 48% respectively. The superior behaviour of ATH-A is confirmed when SBR-AS-5 is compared with SBR-BS-5. The damaged length is reduced by 72%, particularly because the burning time of SBR-BS-5 is increased by a factor 3. However, the flame spread rate is decreased by 23% when ATH-A is used instead of ATH-B.
Adding Sidistar to SBR-AS-5 did not have any significant influence on the flame spread results compared to SBR-A-10, whereas Sidistar in SBR-BS-5 delivered a complex change. SBR-BS-5 showed a dramatic increase in damaged length at the end of test due to its prolonged burning time. However, the flame spread rate was reduced by 28% for SBR-BS-5 compared to SBR-B-10. Increasing the ATH-B content in SBR-B1S-5 compared to SBR-BS-5 yields a further decrease in flame spread rate and prolongs the burning time. The resulting damaged length is shorter than for SBR-BS-5 but still larger than for SBR-B-10.
The flame spread or fire growth indices obtained from the cone calorimeter results correspond well to each other. Furthermore, the burning rate in the horizontal UL 94, the flame spread indices and the performance in the radiant panel test corresponded to each other with respect to adding Sidistar and increasing the amount of ATH. Both adding Sidistar and increasing the amount of ATH reduced the fire risk. Comparing ATH-A with ATH-B, a differentiated picture was found. Whereas ATH-A showed superior performance in the radiant panel test, ATH-B did so in the cone calorimeter indices. No clear dependence on the naphthenic oil content was observed.
Conclusions
Well dispersed spherically shaped amorphous silicon dioxide with a broad size distribution (Sidistar) was used in combination with ATH in SBR composites. Two different kinds of ATH were tested: a finely precipitated form (ATH-A) and a coarse grained form (ATH-B). The thermal stability, gas transport properties and fire properties with and without Sidistar were investigated.
In thermogravimetric results, adding Sidistar in particular, but also using ATH-A instead of ATH-B and increasing the ATH content, had a distinct stabilisation effect on SBR composites through shifting the beginning temperature of decomposition by up to 50 K. Gravimetric gas sorption measurements confirmed that adding silicon dioxide crucially decreases the gas diffusion within the SBR. It is concluded that adding Sidistar hindered the release of pyrolysis gases through the matrix in the initial pyrolysis when the SBR matrix is still intact. The rate at which combustible volatiles leave the condensed phase to mix with oxygen and ignite is changed, and thus in particular tig was prolonged, and most probably also related fire risks such flame spread reduced. In LOI test, materials containing Sidistar and materials with an increased ATH content exhibited a slight increase in oxygen index. All the investigated SBR composites achieved only an HB classification in the UL 94 test because of intense burning up to the holding clamps in the vertical configuration. However, the horizontal burning rate obtained in UL 94 showed flame retardancy when the ATH content was increased and when Sidistar was added. Cone calorimeter experiments exhibited a reduction in fire risks such as PHRR, MAHRE, PHRR/tig and THE when Sidistar was added, but also when ATH-B was used instead of ATH-A and when the ATH content was increased. During combustion, ATH and fine silica particles, initially randomly dispersed within the polymer matrix, rearranged on the material surface to form a residual protective layer particularly responsible for the reduction in PHRR. The flame spread observed in the radiant panel test suggested decreased fire risks when Sidistar was added, ATH-A was used instead of ATH-B and an increased amount of ATH was used.
In conclusion, adding fine silicon dioxide particles with a large particle size distribution was very promising in terms of optimising the thermal stability and fire properties in SBR rubbers. They are extremely useful adjuvants or synergists to improve fire retardancy or decrease the amount of ATH respectively.
Footnotes
Acknowledgements
The authors would like to thank Mr D. Neubert and B. Klaffke for their experimental support.